红胶制程推力测试记录表
推力测试操作指引WI-SOP-0036

1.0设备材料与工具
测试夹具推拉力计
2.0作业步骤
2.1将已过回焊炉的红胶板或锡膏板放在夹具上;
2.2将已清零的推力测试仪测力头与元件平斜30度,然后缓慢加力,向元件推动,要求:
2.2.1所有红胶制程的元件推力大于2kg(特别要求除外);
F> 2KG
2.2.2所有锡膏制程的元件推力大于3kg.(特殊元件除外,如LED);
2.2.3每测试一次将测试结果填入<<推力测试记录表>>;
2.2.4每测一次元件必须检查推力测试仪是否清零;
2.3在SMT生产线上,每种红胶或锡膏制程的MODEL每小时至少抽测5~10pcs
3.0注意事项(CAUTION)
3.1锡膏制程推力测试主要对象为:靠近板边.轻微偏位.焊点不光泽.锡量不够饱满的
零件等;
3.2红胶制程推力测试主要对象为:靠近板边.轻微偏位及较厚的零件等;
3.3当不合格率超出3%时,须通知相关人员改善;
3.4操作时要戴静电带及手套。
制表:审核:批准。
SMT推力检验标准-005文件.doc
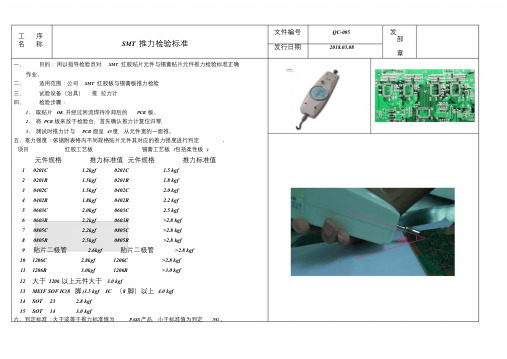
工序名称SMT 推力检验标准文件编号QC-005 发部发行日期2018.03.08章一、目的:用以指导检验员对SMT 红胶贴片元件与锡膏贴片元件推力检验标准正确作业。
二、适用范围:公司SMT 红胶板与锡膏板推力检验三、试验设备(治具):推拉力计四、检验步骤:1、取贴片OK 并经过回流焊待冷却后的PCB 板。
2、将PCB 板来放于检验台,首先确认推力计复位归零,3、测试时推力计与PCB 面呈45 度,从元件宽的一面推。
五、推力强度:依据附表格内不同规格贴片元件其对应的推力强度进行判定.项目红胶工艺板锡膏工艺板(包括柔性板) 元件规格推力标准值元件规格推力标准值1 0201C 1.2kgf 0201C 1.5 kgf2 0201R 1.5kgf 0201R 1.8 kgf3 0402C 1.5kgf 0402C 2.0 kgf4 0402R 1.8kgf 0402R 2.2 kgf5 0603C 2.0kgf 0603C 2.5 kgf6 0603R 2.2kgf 0603R >2.8 kgf7 0805C 2.2kgf 0805C >2.8 kgf8 0805R 2.5kgf 0805R >2.8 kgf9 贴片二极管 2.6kgf 贴片二极管>2.8 kgf10 1206C 2.8kgf 1206C >2.8 kgf11 1206R 3.0kgf 1206R >3.0 kgf12 大于1206以上元件大于 3.0 kgf13 MEIF SOF IC(8 脚)3.5 kgf IC (8 脚)以上 4.0 kgf14 SOT 23 2.8 kgf15 SOT 14 3.0 kgf六、判定标准:大于或等于推力标准值为PASS 产品,小于标准值为判定NG 。
SMD红胶制程检验标准
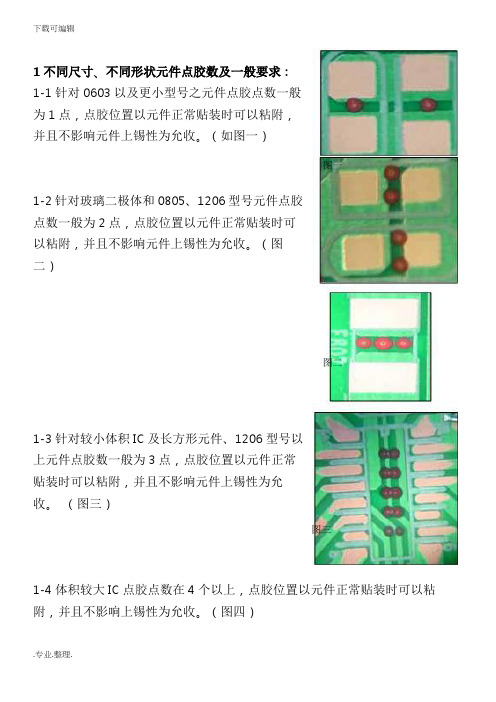
1不同尺寸、不同形状元件点胶数及一般要求:1-1针对0603以及更小型号之元件点胶点数一般为1点,点胶位置以元件正常贴装时可以粘附,并且不影响元件上锡性为允收。
(如图一)图一1-2针对玻璃二极体和0805、1206型号元件点胶点数一般为2点,点胶位置以元件正常贴装时可以粘附,并且不影响元件上锡性为允收。
(图二)图二1-3针对较小体积IC及长方形元件、1206型号以上元件点胶数一般为3点,点胶位置以元件正常贴装时可以粘附,并且不影响元件上锡性为允收。
(图三)图三1-4体积较大IC点胶点数在4个以上,点胶位置以元件正常贴装时可以粘附,并且不影响上锡性为允收。
(图四)2 chip 0603、0805、1206点胶规格示范2-1标准(PREFERRED)2-1-1胶并无偏移。
2-1-2胶量均匀。
2-1-3胶量足,推力满足SMT红胶推力测试SOP。
(图五)2-2允收(ACCEPTABLE)2-2-1 A为胶中心。
B为锡垫中心。
C为偏移量。
P为焊垫宽。
C<1/4P2-2-2 胶量均匀。
2-2-3 胶量足,推力满足SMT红胶推力测试SOP。
(图六)图四五图五图六2-3拒收(NOT ACCEPTABLE)2-3-1胶量不足。
2-3-2两点胶量不均匀。
2-3-3推力不满足SMT红胶推力测试SOP。
(图七)3 CHIP 0603、0805、1206零件贴片规范3-1标准(PREFERRED):3-1-1零件在胶上无偏移。
(图八)3-2允收(ACCEPTABLE):3-2-1 C为偏移量。
W为元件宽图七图八P 为焊垫宽。
横、纵向偏移量C<1/4W 或T<1/4P3-2-2零件引脚延伸至焊盘上的部份的宽度(J)不小于3-2-3零件引脚和焊盘用于吃的空间(T)最少是SMD 零件厚度(H)的 45%.(图九)3-3拒收(NOT ACCEPTABLE ): 3-3-1 P 为焊垫宽 W 为零件宽 C 为偏移量横、纵向C>1/4W 或1/4P(图十)4 SOT 零件点胶规范 4-1标准(PREFERRED ) 4-1-1胶量适中。
Q-Q-3-22 A3 红胶板推力测试作业规范
修订类型 页 拟 增 删 次 定 加 除
4 4 4 Ⅴ
修 正
修
订
内
容
简 注
新制定,首版发行 Ⅴ Ⅴ
李文勇
2010-05-29 2011-11-16 2012-04-26
将 5.3.2 产线正常生产时, IPQC 每小时需进行 欧永宝 推力测试改为“每 2 小时进行推力测试。” 1. 细化 5.3 测试推力的时机及数量要求。 蒋雪姣 2. 增加 5.4 红胶板测试推力不合格时的处理。
Q-Q-3-03 Q-Q-3-25
Q-Q-4-27 Q-Q-4-09
三阶文件
红胶板推力测试作业规范
编号 版本 页次 生效日期
Q-Q-3-22 A3
第3页共 4 页
2012-4-26
1. 目的 为确保红胶机板品质,明确红胶机板红胶硬化后的推力测试标准及操作人员的作业方法,特制定此 规范; 2. 范围 本作业指导书适用于本公司 SMT 生产的所有红胶类产品。 3.名词定义: 无 4. 职责 工程部:负责对红胶印刷效果的调试及异常时的处理。 品保部:负责确认红胶硬化后推力大小的检测确认及跟进异常改善效果。 5.作业内容 5.1 红胶硬化后的推力测试标准 5.1.1 0402 规格的晶片贴片元件红胶硬化后的推力(F)需大于 1.0Kg【 F﹥1.0 Kg】; 5.1.2 0603 、0805 规格的晶片贴片元件红胶硬化后的推力(F)需大于 1.5Kg 【 F﹥1.5 Kg】; 5.1.3 1206 规格的晶片贴片元件红胶硬化后的推力(F)需大于 1.8Kg 【 F﹥1.8 Kg】; 5.1.4 电晶体、二极体类的晶片贴片元件红胶硬化后的推力(F)需大于 2.5Kg【 F﹥2.5 Kg】; 5.1.5 IC 类元件的红胶硬化后的推力(F)需大于 3.0Kg【 F﹥3.0Kg】。 5.2 红胶硬化后的推力测试方法 5.2.1 先将待做推力测试的机板平放在桌面上; 5.2.2 取出推拉力测试计,在其做推力测试端装好测试头; 5.2.3 将推拉力测试计的指针示数归零; 5.2.4 将推拉力测试计上的测试头接触被测元件的焊端部位,让测试头与 PCB 板间保持 45 度。的夹 角然后均匀的用力推抵被测试元件本体; 5.2.5 如元件被推掉但测试计上所显示的读数为该类元件红胶硬化后能承受的最大推力, 则无需继 续推测; 5.2.6 如测试计上所显示的推力示数已大于该类元件所需的标准要求;元件仍未被推掉,则无需继 续用力推测; 5.2.7 如在測试时有元件红胶硬化后的推力不合要求时,需开出【品质异常处理单】反馈给工程技术 员进行调试改善,在改善合格后后恢复正常生产。 5.3 红胶板测试推力时机及检查数量 5.3.1 推力测试时机: 每天交接班、新开线体、机型切换后、抽取前 2 台测量所有贴元件的元件点 位号,在首件确认记录上记录“所有位号红胶推力测试结果 OK”。 5.3.2 点胶机胶量调整时,原则上只测试调整了胶量的位置,但当位置过多或无法准确知悉调整位 号时,则所有位号需要全数测量,并记录结果在【首件零件量测表】上。
红胶推力测试作业指导书
图一:
图二:
图四:测试时注意点
PCBA红胶产品 通用
测试夹角: 30°- 45°
QA 检 验 指 导 书 Operation Instruction
格式编号:DLQR90161603
工序名
红胶部品 推力测试
文件编号
DJII-0611001
版次
1/0
以元件宽边为测试点 图三:
【日常管理·检查项目】
4 如发现不良品时要将其标识区分;
5 测试后的不合格产品经确认后放到不良品架上待修理;
6 测试后的合格产品放到合格品货架上。
测试仪归零
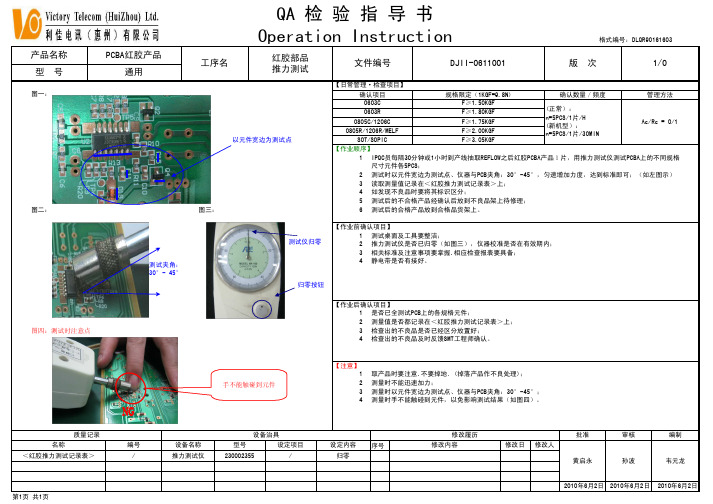
【作业前确认项目】 1 测试桌面及工具要整洁; 2 推力测试仪是否已归零(如图三),仪器校准是否在有效期内; 3 相关标准及注意事项要掌握,相应检查报表要具备; 4 静电带是否有接好。
Ac/Re = 0/1
【作业顺序】
1 IPQC员每隔30分钟或1小时到产线抽取REFLOW之后红胶PCBA产品1片,用推力测试仪测试PCBA上的不同规格
尺寸元件各5PCS;
2 测试时以元件宽边为测试点、仪器与PCB夹角:30°-45°,匀速增加力度,达到标准即可;(如左图示)
3 读取测量值记录在<红胶推力测试记录表>上;
审核 孙波
编制 韦元龙
2010年6月2日 2010年6月2日 2010年6月2日
确认项目
规格限定(1KGF=9.8N)
确认数量/频度
管理方法
0603C 0603R 0805C/1206C 0805R/1206R/MELF SOT/SOPIC
F≥1.50KGF F≥1.80KGF F≥1.75KGF F≥2.00KGF F≥3.05KGF
0402 红胶制程分析
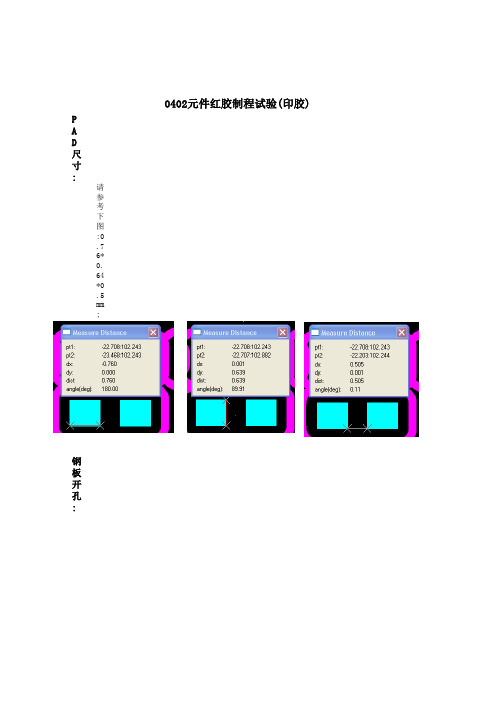
PAD 尺寸:
请参考下图:0.76*0.64*0.5 mm;
钢板开孔:
钢板厚度:0.12mm , 开孔大小:0.22*0.8mm .
印刷条件:
1. 压力:必需保证钢板表面刚好刮干净
2. PCB与钢板的间隙: 不需要紧贴
印刷效果:
未发现溢胶出现,全自动印刷,效果较点胶好;
0402元件红胶制程试验(印胶)
实际贴片后图片
贴片效果较好,未发现不良:
推力(破坏性)
0402 电容: 1.75kgf
0402电阻: 1.85kgf
三极管: 2.5kgf
推力可以满足波峰焊应力要求,而且比点胶的扭力大20% 左右.波峰焊不良实例:
短路:Q5 70% (IC Pitch 较小,无法拖锡)
漏焊:D1 D2 80% (PAD 太小)
SW8 SW9 漏焊 60%
J2 J6 短路40% (下次改变波峰焊的方向可以改善)
0402 漏焊
波峰焊 PPM:(2 pnl)
焊点数:208
不良点:91
PPM: =91/(208*8*2)*1000000=27340。
红胶点胶效果检验标准
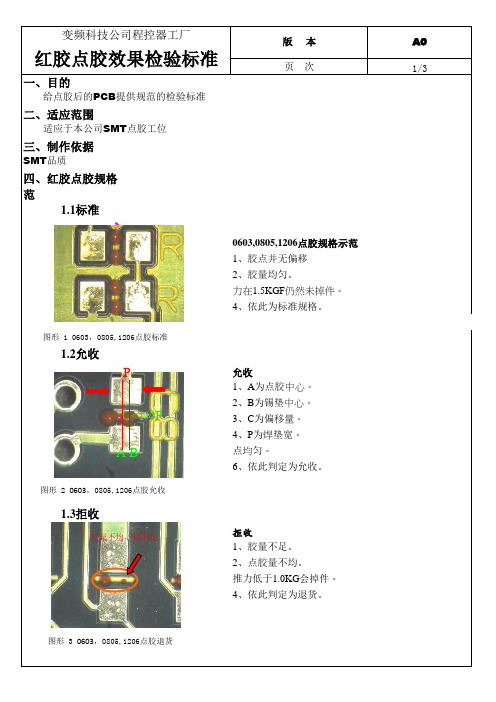
一、目的 给点胶后的PCB 提供规范的检验标准二、适应范围 适应于本公司SMT 点胶工位三、制作依据 参照IPC 标准制作,用来规范本公司的SMT 品质四、红胶点胶规格1. 0603,0805,1206 红胶点胶规范1.1标准0603,0805,1206点胶规格示范1、胶点并无偏移2、胶量均匀。
3、胶量足,过完回流焊后推力在1.5KGF 仍然未掉件。
4、依此为标准规格。
1.2允收允收1、A 为点胶中心。
2、B 为锡垫中心。
3、C 为偏移量。
4、P 为焊垫宽。
5、C<1/4P ,且要推力足、胶点均匀。
6、依此判定为允收。
1.3拒收拒收1、胶量不足。
2、点胶量不均。
3、推力不足,过完回流焊后推力低于1.0KG 会掉件。
4、依此判定为退货。
標準規格图形10603,0805,1206点胶标准C<1/4P A BP图形2 0603,0805,1206点胶允收胶量不均,且不足图形3 0603,0805,1206点胶退货2. 二极管胶点示范:2.1标准标准1、点胶均匀。
2、胶点直径在1.25mm~1.62mm 间。
3、过完回流焊后推力足够大,有1.5kgf。
4、依此应为标准之规格。
2.2允收允收1、依此应为允收。
2、胶量偏多,但溢胶未污染锡垫2.3拒收拒收1、胶点偏移量>1/4W。
2、溢胶,致沾染锡垫影响焊性。
3、依此应为退货。
图4 二极管点胶标准图5 二极管点胶标准溢胶图形二极管溢胶退货变频科技公司程控器工厂页 次3/3 3. IC 胶点示范:3.1标准标准1、胶量均匀。
2、胶点良好。
直径1.00~2.00mm,高度0.92mm。
3、胶无偏移。
4、依此应为标准之规格。
3.2允收允收1、胶量偏多,但溢胶未污染锡垫。
2、依此应为允收。
3.3拒收拒收1、溢胶沾染锡垫。
2、溢胶沾染测试孔。
3、依此应为拒收。
A0编制: 审核: 批准:红胶印刷效果检验标准版 本图形7 IC 点胶标准溢胶沾染锡垫及测试孔胶量稍多,但不影响质量图形8 IC 点胶允收图形9 IC 点胶拒收。
SMT推力检验标准-005

五、推力强度:依据附表格内不同规格贴片元件其对应的推力强度进行判定.
项目
红胶工艺板
锡膏工艺板(包括柔性板)
元件规格
推力标准值
元件规格
推力标准值
1
0201C
1.2kgf
0201C
1.5kgf
2
0201R
1.5kgf
0201R
1.8kgf
3
0402C
工序
名称
SMT推力检验标准
文件编号QC-005发部章发行日期
2018.03.08
一、目的:用以指导检验员对SMT红胶贴片元件与锡膏贴片元件推力检验标准正确作业。
二、适用范围:公司SMT红胶板与锡膏板推力检验
三、试验设备(治具):推\拉力计
四、检验步骤:
1、取贴片OK并经过回流焊待冷却后的PCB板。
2、将PCB板来放于检验台,首先确认推力计复位归零,
1.5kgf
0402C
2.0kgf
4
0402R
1.8kgf
0402R
2.2kgf
5
0603C
2.0kgf
0603C
2.5kgf
6
0603R
2.2kgf
0603R
>2.8kgf
7
0805C
2.2kgf
0805C
>2.8kgf
8
0805R
2.5kgf
0805R
>2.8kgf
9
贴片二极管
2.6kgf
贴片二极管
>2.8kgf
10
1206C
2.8kgf
1206C
SMT推力检验标准
SOT23 kgf
15
SOT 14kgf
六、判定标准:大于或等于推力标准值为PASS产品,小于标准值为判定NG。
kgf
5
0603C
0603C
kgf
6
0603R
0603R
> kgf
7
0805C
080ቤተ መጻሕፍቲ ባይዱC
> kgf
8
0805R
0805R
> kgf
9
贴片二极管
贴片二极管
> kgf
10
1206C
1206C
> kgf
11
1206R
1206R
> kgf
12
大于1206以上元件大于kgf
13
MEIF SOF IC(8脚) kgfIC(8脚)以上kgf
3、测试时推力计与PCB面呈45度,从元件宽的一面推。
五、推力强度:依据附表格内不同规格贴片元件其对应的推力强度进行判定.
项目
红胶工艺板
锡膏工艺板(包括柔性板)
元件规格
推力标准值
元件规格
推力标准值
1
0201C
0201C
kgf
2
0201R
0201R
kgf
3
0402C
0402C
kgf
4
0402R
0402R
工 序
名称
SMT推力检验标准
文件编号
QC-005
发
部
章
发行日期
一、目的:用以指导检验员对SMT红胶贴片元件与锡膏贴片元件推力检验标准正确作业。
二、适用范围:公司SMT红胶板与锡膏板推力检验
推力检验标准
0402C
2.0 kgf
4
0402R
1.8kgf
0402R
2.2 kgf
5
0603C
2.0kgf
0603C
2.5 kgf
6
0603R
2.2kgf
0603R
>2.8 kgf
7
0805C
2.2kgf
0805C
>2.8 kgf
8
0805R
2.5kgf
0805R
>2.8 kgf
9
贴片二极管
2.6kgf
工序
名称
SMT推力检验标准
文件编号
QC-005
发
部
章
发行日期
2018.03.08
一、目的:用以指导检验员对SMT红胶贴片元件与锡膏贴片元件推力检验标准正确作业。
二、适用范围:公司SMT红胶板与锡膏板推力检验
三、试验设备(治具):推\拉力计
四、检验步骤:
1、取贴片OK并经过回流焊待冷却后的PCB板。
2、将PCB板来放于检验台,首先确认推力计复位归零,
3、测试时推力计与PCB面呈45度,从元件宽的一面推。
五、推力强度:依据附表格内不同规格贴片元件其对应的推力强度进行判定.
项目
红胶工艺板
锡膏工艺板(包括柔性板)
元件规格
推力标准值
元件规格
推力标准值
1
0201C
1.2kgf
0201C
1.5 kgf
2
0201R
1.5kgf
0201R
1.8 kgf
3
0402C
贴片二极管
>2.8 kgf
红胶推力标准参考

红胶推力标准参考红胶过完回流焊冷却后在PCB上的力度,一般我们用推力计测试.下面为您推荐测试方法及标准:第一种:测试时推力计与PCB是呈30-45度,从元件的宽边去推,力分别是:0603C 1.5KGF0603R 1.8KGF0805C/1206C 1.75KGF0805R/1206R 2.0KGFMELF 2.0KGFSOT/SOPIC 3.5KGF第二种是测试时推力计与PCB水平方向,也是从元件的宽边去推,力分别是:0402 0.8KGF0603 0.85KGFSOT 1.2KGF第三种,是参照IPC-610C)件类型最小推力元件类型最小推力0603 1.2Kg 二极管 2.5Kg0805 1.5Kg 三极管 2.5Kg1206 1.8Kg IC 2.5KgSMT红胶是单一组分常温储藏受热后迅速固化的环氧树脂胶粘剂,其容许低温度固化,超高速微少量涂敷仍可保持没有拉丝、溢胶、塌陷的稳定形状,其“剪切稀化”粘度特性和低吸湿性,非常适合应用于常温孔版印刷的SMT工艺,胶点形状非常容易控制,储存稳定且具有优良的耐热冲击性能和电气性能,使用安全,完全符合环保要求。
二、红胶的性质红胶具有粘度流动性,温度特性,润湿特性等。
根据红胶的这个特性,故在生产中,利用红胶的目的就是使零件牢固地粘贴于PCB表面,防止其掉落。
三、红胶的应用:在印刷机或点胶机上使用:1、为保持贴片胶的品质,请置于冰箱内冷藏(5±3℃)储存;2、从冰箱中取出使用前,应放在室温下回温;3、可以使用甲苯或醋酸乙酯来清洗胶管。
点胶:1、在点胶管中加入后塞,可以获得更稳定的点胶量;2、推荐的点胶温度为30-35℃;3、分装点胶管时,请使用专用胶水分装机进行分装,以防止在胶水中混入气泡。
刮胶:推荐的刮胶温度为30-35℃。
注意:红胶从冷藏环境中移出后,到达室温前不可打开使用。
为避免污染原装产品,不得将任何使用过的贴片胶倒回原包装内。
四、红胶的工艺方式:1、印刷方式:钢网刻孔要根据零件的类型,基材的性能来决定,其厚度和孔的大小及形状。
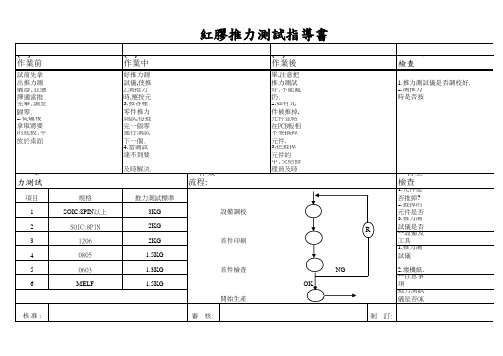
红胶推力测试

3KG
2KG
2KG
1.5KG
1.3KG
1.5KG
1.5KG
2KG
红胶推力测试指导书
(三)、 作业后
1.测试完 毕,注意把 推 好力元件的PCB板放入待修理框
中,交给修理员及时处理。
* *作 业流程:
设备 调校
首件 印刷
(一)、 作业前
1.推力测 试前先拿 出仪推 器力,并测 选择适当 完毕,调 至归零. 2.从炉后 拿取将要 的底板, 平放于桌
** 推力测
项目
1
2
3
4
5
6
7
8
规格 SOIC:8PIN以上
SOIC:8PIN 1206 0805 0603
玻璃二极管 小三极管 贴片按键
(二)、 作业中
1.右手拿 好推力测 2试.测仪推,使力推 時,应按元 3.按各种 零件推力 力测试,每 推完一个 进行测试 下一个. 4.当测试 达不到要 及时解決.
首件 检查
开始 生产
R
NG OK
* *顺 序检查
1.推力测试仪是否调校好. 2.测推力 时是否按
**自主 检查
1.元件是 否推掉? 2.推掉的 元件是否 3.推力测 试仪是否 **设备及 工具 1.推力测 试仪 2.镊子. **注意事 项 推力测试 仪是否OK
拟制
审核
批准
日期
红胶推力_SOP
首件檢查 OK意事項 推力測試儀是否OK
核准:
審 核:
制 訂:
紅膠推力測試指導書
(一)、作業前準備事項
1.推力測試前先拿出推力測試 儀器,並選擇適當推頭,安裝 完畢,調至歸零. 2.從爐後拿取將要作推力測試 的底板,平放於桌面上.
(二)、作業中注意事項
1.右手拿好推力測試儀,使推頭與PCB板水準. 2.測推力時,應按元件由大到小的順序. 3.按各種零件推力標準,(參照下表,進行推力 測試,每推完一個零件,一定要重新歸零,再 進行測試下一個. 4.當測試達不到要求時,應立即通知相關人員 及時解決.
項目 1 2 3 4 5 6 規格 SOIC:8PIN以上 SOIC:8PIN 1206 0805 0603 MELF 推力測試標準 3KG 2KG 2KG 1.5KG 1.3KG 1.5KG
* *作業流程:
**自主檢查
1.元件是否推掉?
設備調校
2.推掉的元件是否回收?
R
首件印刷
3.推力測試儀是否回零. **設備及工具 1.推力測試儀
(三)、作業後注意事項
1.測試完畢,注意把推力測試儀整理放 好,不能亂扔. 2.如有元件被推掉,應用壞機紙沾上 元件並帖在PCB板相應位置,小心 不要搞掉元件. 3.把推掉元件的PCB板放入待修理框 中,交給修理員及時處理.
* *順序檢查
1.推力測試儀是否調校好. 2.測推力時是否按規定的順序.
* * 推力測試標準:
推力测试作业指导书

审查
制作
第一次修订:2015-6-1/A1
第二次修订2确保PCBA板完全冷却后,用推(拉)力测试仪对PCBA板上的电阻、电容、三极管、集成块等进行推力测试。
4.1.3测试时对着元件的横向面呈0~15角度逐渐用力测试。
4.1.4读出推(拉)力测试仪上的指针数据,如能满足以下条件时为合格。
尺寸/长×宽(mm)
推力标准
尺寸
推力标准
0603型/1.6×0.8
1.2Kg以上
三极管/(二极管)
2.5Kg以上
0805型/2.0×1.2
2.0Kg以上
IC类
3.0Kg以上
1206型/3.2×1.6
2.5Kg以上
4.1.5把测试的位置与实测值记录在《SMT推力测试记录日报表》上。
4.1.6如发现推力不够时及时反馈给生产、工程部改善并对已生产之PCBA板返工处理。
修订记录: 日期/版本版次
推力测试作业指导书
文件名称
推力测试作业指导书
制定部门
生产部
制定日期
2015-6-1
文件编号
版本版次
A1
页 次
1/1
一、目的:确保SMT红胶制程的推力能符合客户要求,防止运输或过波峰炉时掉件。
二、范围:全公司红胶制程适用。
三、权责:IPQC负责每小时测试1次并记录报表。
四、内容:
4.1推力测试方法:
4.1.1IPQC每小时对每条线的PCBA板在固化炉后取1枚置于常温中冷却。
塑胶制程检验记录表
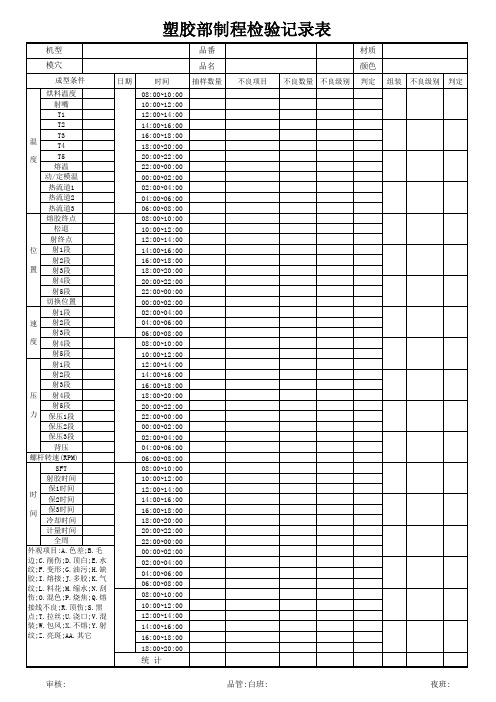
机型
模穴
成型条件
烘料温度
射嘴
T1
T2
T3熔温
动/定模温
热流道1
热流道2
热流道3
熔胶终点
松退
射终点
位 射1段
射2段 置 射3段
射4段
射5段
切换位置
射1段
速 射2段
射3段 度 射4段
射5段
射1段
射2段
射3段
压 射4段
射5段 力 保压1段
保压2段
保压3段
背压
螺杆转速(RPM)
SFT
射胶时间
保1时间 时 保2时间
间 保3时间 冷却时间
计量时间
全周
外观项目:A.色差;B.毛
边;C.削伤;D.顶白;E.水
纹;F.变形;G.油污;H.缺
胶;I.熔接;J.多胶;K.气
纹;L.料花;M.缩水;N.刮
伤;O.混色;P.烧焦;Q.熔
接线不良;R.顶伤;S.黑
点;T.拉丝;U.浇口;V.混
装;W.包风;X.不熔;Y.射
纹;Z.亮斑;AA.其它
日期
时间
08:00~10:00 10:00~12:00 12:00~14:00 14:00~16:00 16:00~18:00 18:00~20:00 20:00~22:00 22:00~00:00 00:00~02:00 02:00~04:00 04:00~06:00 06:00~08:00 08:00~10:00 10:00~12:00 12:00~14:00 14:00~16:00 16:00~18:00 18:00~20:00 20:00~22:00 22:00~00:00 00:00~02:00 02:00~04:00 04:00~06:00 06:00~08:00 08:00~10:00 10:00~12:00 12:00~14:00 14:00~16:00 16:00~18:00 18:00~20:00 20:00~22:00 22:00~00:00 00:00~02:00 02:00~04:00 04:00~06:00 06:00~08:00 08:00~10:00 10:00~12:00 12:00~14:00 14:00~16:00 16:00~18:00 18:00~20:00 20:00~22:00 22:00~00:00 00:00~02:00 02:00~04:00 04:00~06:00 06:00~08:00 08:00~10:00 10:00~12:00 12:00~14:00 14:00~16:00 16:00~18:00 18:00~20:00