有色棉底布电脑测配色套色
电脑对色
电脑对色L/D指引(打样员部分)当打样人员从营业员手上接过一个电脑对色L/D后,首先要确认营业员所给的资料是否完备。
具体请参看《电脑对色L/D指引(营业员部分)》。
一旦资料完备,打样工作便可安排进行。
一,数据输入数据输入的方式有两种,一种是电脑将QTX文件直接导入,一种手动输入1,电脑导入如果客人给的是QTX电子文档,则可以通过COLORTOOLS软件将此数据打开,具体方式有两种①直接右键点击文件,选择“打开方式”,然后选择COLORTOOLS②在COLORTOOLS里有个“import Desktop”选项,点击并找到QTX文件将其打开请特别留意,选择电脑直接导入文件这种操作时,一定要先确保U盘无病毒,如果不能确认,建议最好采用手工输入数据的方法,以免电脑中毒后患无穷。
2,手工输入如果客人给的是31点或35点反射率的数据,而非电子文挡,那么可采用手工输入的方法或者客人给了QTX文件,但不能确保是否无病毒时,也要采用手工输入的方法。
这个时候可以先用电脑中的写字板或记事本将QTX文件打开。
记事本上会出现如下所示的一些字符:[STANDARD_DATA]STD_NAME=AF0146C-poly bonded to jersey-blue peakSTD_GUID=49d8eefa-2d5b-4ddb-9efc-526cf35f3de3STD_FRM_FILE_NAME=STD_DATETIME=1199418638,STD_CreationDATE=04-Jan-08STD_Creation_DATETIME=1199418638,STD_REFLPOINTS=31,STD_REFLINTERVAL=10,STD_REFLLOW=400,STD_VIEWING=%R LAV SCI UV IncSTD_R=26.006634,27.195831,28.332794,29.186409,29.575092,29.455954,28.367100,26.2 46151,23.480370,20.580261,17.861000,15.448221,13.259101,11.346253,9.749737,8.319 869,7.092832,6.131571,5.368501,4.828665,4.466187,4.240350,4.153317,4.233331,4.52 5906,5.109756,6.038485,7.415822,9.371090,11.902359,15.260582,STD_GLOSS=STD_GLOSS_VALUE=STD_GLOSS_GEOMETRY=STD_GLOSS_ADJ_GEOMETRY=STD_CORD_ILLUM=STD_X=9.586977,STD_Y=10.264065,STD_Z=29.497728,STD_TX=STD_TY=STD_TZ=STD_CONTRAST_RATIO=CMC_l=2.000000,CMC_c=1.000000,PLOT_COLOR_SPACE=PLOT_COLOR_SPACE_CORD=STD_INPUT_METHOD=129,STD_TOL_VALUES=STD_TOL_PARAMS=STD_R0=STD_RWBG=STD_OP_CALMETHOD=STD_MEASDLL_PARAMS=InstrumentName:Mercury,Manufactureatacolor,Model:CHECK,Serialnumber:5212,FirmwareVersion:V1.25,Geometry:d/8,Specularcomponent:I ,MeasSpotAV ,MeasAreaAV ,UV-Filter%:UVINC ,UV-Cutoff:None,Number flashes(Energy):2,MeasurementType:R,MeasurementSource:Instrument,Numberofbands:3 1,Startband:400,Bandwidth:10,Glass Compensation:OFF,Correlation:OFF,STD_INST_TYPE=CHECKSTD_BI_TAPPI525_UVExclude=STD_WI(CIE)_UVExcluded=STD_WI_CIE_Tint_UVExclude=STD_WHITENESS_BRIGHTNESS_UVINC_VIEWING=STD_BRIGHTNESS_UVEXC_VIEWING=STD_WHITENESS_UVEXC_VIEWING=DCC_JOB_IDENTIFIER=DCC_JOB_SENDER=STD_T1=STD_T3=STD_HAZE_CALMETHOD=STD_CIEX_ClearWater=STD_CIEY_ClearWater=STD_CIEZ_ClearWater=STD_APHA_CALMETHOD=1,AVG_METHOD=131072,AVG_FIXED_NUM=131072,AVG_AUTO_METHOD=131072,AVG_AUTO_MIN_READS=0,AVG_AUTO_MAX_READS=50,AVG_AUTO_TOLERANCE=0.010000,STD_INSTRUMENT_SERIAL_NO=5212STD_ENVIRONMENT=STD_IMAGE=DCC_JOB_COMMENT=DCC_JOBSTATUS=DCC_STD_BUYER=DCC_STD_DEPT=DCC_STD_DEPT2=DCC_STD_DEPT3=DCC_STD_DEPT4=DCC_STD_SEASON=DCC_STD_PATTERN_NAME=DCC_STD_COLORWAY=DCC_STD_STYLE=88621DCC_STD_STYLE2=DCC_STD_STYLE3=DCC_STD_STYLE4=DCC_STD_STYLE5=DCC_STD_STYLE6=DCC_STD_STYLE7=DCC_STD_STYLE8=DCC_STD_STYLE9=DCC_STD_STYLE10=DCC_STD_FIBER_CONTENT=DCC_STD_BRAND_LABEL=DCC_STD_BRAND_MANAGER=DCC_STD_BRAND_MGR_EMAIL=DCC_STD_SUPPLIER_NAME=DCC_STD_SUPPLIER_NUMBER=DCC_STD_SUPPLIER_ATTN=DCC_STD_SUPPLIER_EMAIL=DCC_STD_FABRIC_SUPPLIER=DCC_STD_FABRIC_SUPPLIER_NUMBER= DCC_STD_FABRIC_SUPPLIER_ATTN= DCC_STD_FABRIC_SUPPLIER_EMAIL= DCC_STD_COUNTRY_ORIGIN=DCC_STD_ITEM_DESCRIPTION=DCC_STD_DUE_DATE=DCC_STD_START_DATE=DCC_STD_CUSTOMER_NAME=DCC_STD_CUSTOMER_ATTN=DCC_STD_CUSTOMER_EMAIL=DCC_STD_VENDOR_NAME=DCC_STD_VENDOR_ATTN=DCC_STD_VENDOR_EMAIL=DCC_STD_SEWING_LOCATION=DCC_STD_FABRIC_NUMBER=DCC_STD_FABRIC_NAME=DCC_STD_NUMBER_OF_SUBMITS= DCC_STD_WASH_TYPE=DCC_STD_COLOR_NUMBER=DCC_STD_STANDARD_STATUS=DCC_STD_PALETTE=DCC_STD_STANDARD_SOURCE=DCC_STD_LIBRARY_NUMBER=DCC_STD_REQUEST_DATE=DCC_STD_DIVISION1=DCC_STD_DIVISION2=DCC_STD_DIVISION3=DCC_STD_DIVISION4=DCC_STD_CATEGORY1=DCC_STD_CATEGORY2=DCC_STD_CATEGORY3=DCC_STD_CATEGORY4=DCC_STD_CATEGORY5=不要以为这些字符是乱码,它们是有意义的。
爱色丽 Color iQC iMatch 电脑测配色系统 操作手册说明书

X-rite Color iQC/iMatch 电脑测配色系统 操作手册杭州三锦杭州三锦仪器设备仪器设备仪器设备有限公司有限公司2010年1月序言Color iQC/iMatch软件是美国爱色丽(X-Rite)企业颜色管理计划下主要组件之一,以工业用户为基础,提供合适的软/硬件工具,为大小客户及供应链提供精确简易的色彩管理方案。
此软件已得到包括Wal-Mart、Target、Ann Taylor、JCPenny、M&S等在内的国内外诸多大公司的认可,并指定其作为他们电子数据提交的有效途径。
爱色丽(X-Rite)公司成立与1958年,公司总部位于美国密歇根州大激流市,经过近五十年的发展,其产品和服务已覆盖全球100多个国家,在收购GretagMacbeth后,主要产品有CE7000A、Color i7、Color i5、SP系列、500系列等,广泛应用于纺织、印刷、塑料、涂料、包装、设计、汽车、摄影、视频、牙齿护理及医疗等行业。
其发展历程:1915 麦克贝斯(Macbeth)人工日光公司在纽约开业,向市内零售商提供日光照明设施。
1918 孟塞尔(Munsell)颜色公司在波士顿成立,生产带孟塞尔颜色体系标识的颜色标准。
1946 格灵达(Gretag)公司在瑞士成立。
1958 爱色丽(X-Rite)公司在美国密歇根州格兰维尔市成立。
1961 爱色丽开发出早期市场化产品,X射线记录条。
1984 格灵达颜色控制系统研发出便携式分光光度仪。
1986 爱色丽在美国纳斯达克上市。
1993 爱色丽香港公司成立,开拓中国及亚洲业务。
1997 格灵达与麦克贝斯合并成为格灵达·麦克贝斯GretagMacbeth2001 格灵达麦克贝斯成为Amazys控股公司的子公司。
爱色丽上海公司成立。
2003 爱色丽中国维修服务中心在上海成立。
2006 爱色丽收购Amazys (格灵达麦克贝斯的母公司)。
2007 爱色丽收购彩通(Pantone)公司。
电脑测色配色系统在纺织品染色中的应用

3 l
平纹织物 ;棉 织物染色工 艺 :室温入 染 ( 染料+ 氯化 钠6 / ,浴 比:1 0 0g L :3 )一升温染色 至6  ̄ ( ℃/ 0 C 1 m n 0m n i ,3 i )一加入 固色剂 固色 ( 水碳酸 钠2 / 无 0g L 0 g L 0 ,6 i )一温水洗 一冷水洗 一皂 或4 / ,6 ℃ 0m n 煮 ( 皂粉 1g L / ,无水碳 酸钠 1gL 5C,1 i ) / ,9  ̄ 0m n
验。
水洗 一晾 干 。大麻织 物 的染色 工艺 除染色 、 固色
温度 为7  ̄外 ,其余均与棉相 同。 0C 步 骤 I ,测色 。仪器 校验 :选 择合 适 的测色 孔 I 面积 ,然后 在软件 中选 择校验 ,按提 示完成 校验 。
测 色 :每 块 织 物 取 3 不 同 位 置 读 取 数 据 ,其 色 差 平 个
一
维达 到饱和 ,K S 不 再 因浓 度C /值 的变化 而变 化 ,染
色 达 到 平 衡 。 如 果 数 据 库 做 得 比较 精 确 ,所 有 的 浓
度 点 都会 落在 曲线 上 ,如果有 偏 离 曲线 的 点 ,应 修
正,直到符合要求 。
( )配色 实验评价 。通过 配色实验 的成功率 , 2 评 价其 数据 库 的准确 性 。配色 基本 过程 : 电脑 读 取
行,系统由九大模块组成 :配色文件管理、标准样 品 管理、配方管理 、质量控制 、初次仿样、配方修 正、
收稿 日期 :20—2 1 09 1—4
数据库 基础 色样 的制备 采用浸 染染色 工艺 ,染料 : 活性红 3 S B ,活性黄 3 S R ,活性蓝 F N B ,活性 黑G P S,
色 差 D 评 价 标 准一 C E a 或 C C 2 1 。 E I L b M (:)
oeko 的色牢度方法

oeko 的色牢度方法
Oeko-Tex 公司是一个国际性的标准组织,他们负责开发和发
布与纺织品相关的测试和认证标准。
Oeko-Tex标准100是他
们最著名的标准之一,该标准用于评估纺织品的人体生态学安全性,包括色牢度。
色牢度是指纺织品在使用和处理过程中是否会褪色或溶出颜色。
Oeko-Tex的色牢度测试方法主要有以下几种:
1. 湿法摩擦测试(EN ISO 105-X12):该测试用于评估纺织品在湿润状态下的耐摩擦性和防水性。
测试时,纺织品样品与标准织物擦拭,然后通过观察擦拭后的颜色变化来评估色牢度。
2. 干法摩擦测试(EN ISO 105-X12):类似于湿法摩擦测试,但是在干燥条件下进行。
这个测试用于评估纺织品在干燥状态下的耐摩擦性和防水性。
3. 水洗测试(EN ISO 105-C06):该测试用于评估纺织品在水洗过程中的色牢度。
纺织品样品在特定温度下与标准试剂一起在洗衣机中洗涤,并通过测量洗涤后的颜色变化来评估色牢度。
4. 晒太阳测试(EN ISO 105-B02):该测试用于评估纺织品在阳光照射下的色牢度。
纺织品样品在模拟阳光下暴晒一定时间,并通过观察颜色变化来评估色牢度。
5. 高温测试(EN ISO 105-P01):该测试用于评估纺织品在高
温下的色牢度。
纺织品样品被置于高温环境中一定时间,并通
过观察颜色变化来评估色牢度。
这些测试方法评估了纺织品在不同条件下的耐久性和稳定性,以确保其在使用过程中不会褪色或溶出颜色。
棉花颜色级分级检验

纵向坐标用反射率的百分数表 示样品亮度,横向坐标用+b值表 示黄色深度。高等级靠近图的顶 部,低等级靠近图的底部,灰色 靠近左部,有黄染和染污的靠近 右部。
可编辑ppt
88
1、颜色分级体系及分析
颜色级代号表
棉花按颜色分为白棉、淡点污棉、淡黄染棉、黄 染棉4种类型 ,共13个颜色级。 颜色级用两位数字表示,第一位是级别,第二位是类型。
白棉三级描述
1、比较正常
2、不好,不坏,不亮不暗。
3、没有乳白描述。
可编辑ppt
20 20
1、颜色分级体系及分析
白棉四级、五级描述
1、41多为机采棉、种子棉 2、通常体现出过成熟 3、受到灰尘污染 4、51受污染较重,烟熏棉等 5、区别与灰僵瓣棉
可编辑ppt
21 21
1、颜色分级体系及分析
淡点污棉一级描述
8、颜色级检验对机采棉检验的影响。
可编辑ppt
9、棉花颜色级与其它指标的关系
22
开篇语
以棉花颜色分级检验为核心的棉花标准,是棉花行业里程 碑式的标准,因为它意味从感官检验向全面仪器化检验的变革 。
老标准质量评价体系
棉花质量≈品级。
(品级涵盖了色泽特征、轧工 质量、成熟度等指标。)
新标准质量评价体系
2007年新疆1-5级颜色图
可编辑ppt
33 33
一、颜色级检验基础知识
3、颜色级检验方法
可编辑ppt
34 34
3、颜色级检验方法
影响棉花颜色的客观因素
➢ 沉积纤维素本身的颜色。 ➢ 纤维中腔胞壁对比。 ➢ 纤维表面蜡质和其它附着物。 ➢ 短纤维率。 ➢ 杂质等外来物。 ➢ 表面平整程度,纤维松散、平顺程度等。 ➢ 表面密度。
配色软件操作流程(纺织)

配色操作流程——纺织1.打开仪器后面电源开关。
2.双击打开软件。
3.校正仪器。
【仪器】菜单下选择“校正”,按提示进行校正。
4.创建数据库1)打样板。
每种色种至少取8个点,即8个浓度梯度。
2)编辑底材。
【数据库】菜单下选择“编辑底材”,打开“底材维护”对话框,选择“创建”,在“测量底材”对话框中,输入底材名称,并测量底材后,点击“确定”保存。
3)编辑数据库集。
【数据库】菜单下选择“编辑数据库集”,打开“数据库管理”对话框,选择“创建”,打开“创建数据库”对话框。
a)输入数据库名称,并选择染料供应商;b)输入色种载量。
即配色时所用染料(全部)的最高用量及最低用量;c)选择配方单位及底材;d)输入染色浴成本及比重。
4)编辑色种。
【数据库】菜单下选择“编辑色种”,打开“色种管理”对话框,选择“创建”,打开“创建色种”对话框。
a)输入相关参数。
如果所用染料为固体粉末,密度不用输入;b)选择“数据库数据”,打开“创建/编辑数据库”对话框;c)添加色种的浓度梯度,然后全部测量;d)通过观察K/S含量曲线,决定此色种是否能用。
5. 配色1) 先测量标准。
【仪器】菜单下选择“创建标准”,或点击快捷工具栏“标准向导”图标,按提示进行操作。
2) 配色。
【配色】菜单下选择“配色”,打开“配色设置”对话框,选择“色种”选项,打开“选择色种”对话框,选择合适色种后,在“配色设置”对话框,选择“配色”按钮进行配色。
3)配色结果。
选择合适的配方并保存,选择“报告”,可打印或导出配方。
6.配方修正1)首先根据当前配方配色并打样,并在当前配方下测量样板数据,如果与标准的色差太大,可进行配方修正。
2)【配色】菜单下选择“配方修正”,打开“修正配方”对话框,点击“更正”即可。
印染技术:7大实际步骤,教你学会计算机测色配色!
印染技术:7大实际步骤,教你学会计算机测色配色!计算机测色配色的实际步骤计算机测色配色系统由硬件和软件两大部分组成。
软件包括测色程序、基础数据输入及管理、预告处方、校正程序、色彩控制、档案维护等内容;硬件包括分光光度计、电脑主机、存贮设备、输入、输出装置等。
正确选择测色配色仪的关键因素是分光光度计的选择、计算机主机的配置和配色软件。
分光光度计的结构、性能前面已讨论过。
在购机时需注意仪器的测色性能(Δλ=2nm、3nm、10nm);测色精度,长期重现性,防止配色误差;测色头子要坚固耐用。
计算机主机是对分光光度计测色结果进行分析处理的硬件基础。
对计算机的配置要求是能满足配色软件及当前操作系统正常运行,有足够的存贮容量,并应考虑配置必要的输入输出设备。
配色软件的主要功能是进行测色及配色运算,进行人机对话,预告配色处方等等。
常见的软件包括:标准光源A、B、D65、U3000、TL84、CWF及UV等光谱功率分布值,即S(λ);标准观察者光谱三刺激值x(λ)、y(λ)、z(λ),有2°、10°两种视角的数据;各种计算式,包括配方计算式、色差公式、配方修正式、染色常数计算式、三刺激值计算式、成本计算式、色变指数计算式、反射率计算式、组织转换式、白度及深度比较式等。
一、需要输入计算机的资料1. 预选染料及编号将所选的各种不同的染料进行编号,一般所选的染料应考虑其价格、力份、各种染色牢度、相容性,同时还要考虑选用的染料配出的色域范围要大等因素。
2.染料的力份与价格染料编号后,将其力份和单价输入计算机。
3.选择参与配方的染料及配方的染料数目欲对任意标准样用计算机配方时,要注意:(1)选择的染料种类应属于同一应用类别;(2)染料的颜色要适宜;(3)多少染料参与配方,各个配方的染料数目,每次配色的染料数目(一般不超过3只,也可以4~5只)。
配色染料的数目最多不超过20个。
参与制作配方的染料越多或每个配方的染料数目越多,计算机计算配方的时间就会增加。
测色配色实验报告
一、实验名称:计算机测配色
二、实验目的:通过不同布样的测定,掌握计算机测色的原理及操作过程,
核对测色的数据的分析和处理。
三、实验原理:在标准照明体和标准观察者下测得不同布样的K/S曲线和
反射率曲线,在通过电脑程序化计算求得X、Y、Z值机相关数据,并进行分析。
四、实验步骤:
1.将四块布样分别放在不同的照明体下,观察并比较在不同光源下Lab
值的大小。
所用光源:D65、A、F11。
目测条件:光源与织物呈45°
角,目测视线与织物垂直
2.校正datacolor测色仪,选用最大孔径
3.对于每块布样进行多次检测,取其平均值。
4.整理相关数据。
五、实验数据:
1.目测各试样相对于标准样的颜色色差
2.实验测得各试样相对于标准样的颜色色差
由1和2可知,在标准照明体D65和F11下,目测试样3的亮度错误,在三种标准照明体下,目测试样3的偏黄蓝出现错误,这可能是试样3和标准样之间的差别很小导致的。
3.D65标准照明体下测得各织物的各项指标值
4.各织物的反射率曲线
5.各织物的K/S曲线。
计算机测色配色在印染行业中的应用

色度学原理 颜色测量
为什么用斜视眺望夜里的星 星时会感到更明亮?
颜色品质管理 杆体细胞在暗视觉条件下起作用
测色与配色
颜色传递
光与颜色 色度学原理 颜色测量 颜色品质管理 测色与配色 颜色传递
计算机测色配色及在印染行业中的应用
2.2 人眼对光的适应性和光谱光视效率
天然光源和人工光源的明亮程度都在很宽的范围内变化。人眼 在照度为105 lx(勒克斯)的直射日光下,以及在照度为0.0003 lx的 没有月光的夜晚都能看到物体。为了适应如此宽广的照度范围,人 眼可用改变相当于照相机光圈的瞳孔大小来调节光量。瞳孔直径的 变化范围为2-7 mm,由瞳孔实现的光量调节能力达到12倍。
光与颜色 色度学原理 颜色测量 颜色品质管理 测色与配色 颜色传递
计算机测色配色及在印染行业中的应用
光与颜色 色度学原理 颜色测量 颜色品质管理 测色与配色 颜色传递
计算机测色配色及在印染行业中的应用
图 视网膜的构造
光与颜色 色度学原理 颜色测量 颜色品质管理 测色与配色 颜色传递
计算机测色配色及在印染行业中的应用
人们在日常生活中见到单色光的机会不多,一般接触到的都 是如自然界中的太阳光等复色光。这是由不同波长的单色光组合 而成的混色光。复色光的不同波长辐射的相对功率分布决定了人 们对它的颜色感觉。所以,一定组分的复色光对应一种确定的颜 色。但是,一种颜色感觉并不只对应一种光谱组合,即两种组分 完全不同的复色光,有可能引起完全相同的颜色感觉,这就是颜 色科学中很重要的同色异谱问题。
不同波长的光引起人眼的感受程度是不同的。即使功率相同但 波长不同的单色光,人眼感到的明亮程度也是不同的。
在明视觉条件下,用不同波长单色光匹配一固定亮度所需要的 相对辐射能量,在400nm波长附近有很大的值,在555nm处降到最 小值,到700nm以后又增加到很大值。这说明人眼对红光及蓝光和 紫光的感受性很低,对黄绿光最敏感。
计算机测配色在印染行业的应用
计算机测配色在印染行业的应用纺织品染色需依赖配色这一环节把染料的品种、数量与产品的色深联系起来。
长期以来, 均由专门的配色人员担任这一工作, 即先凭经验估算染色处方, 打小样, 目测核样,然后逐次逼近, 直到同标样相比, 目测色差按灰卡达4 级以上为止。
这一过程工作量大、费时、费料、还受配色人员的心理、生理因素变化的影响, 配色重现性差。
随着新染料、染料助剂的不断涌现, 纤维原料的变化, 流行色周期的渐趋缩短, 人造光源日益丰富, 再加上产品的多品种、小批量, 使配色问题变得非常复杂。
如果继续依赖经验, 无疑很难适应日益激烈的商业竞争。
为此, 人们希望能有仪器协助配色。
随色度学、测色仪和计算机的发展, 使这一愿望逐步实现。
计算机配色适应当前纺织品市场多品种、小批量的特点, 可以在较短时间里找到最经济的染色处方, 打样次数少, 节省了人力, 缩短了生产周期, 从而提高了生产效率。
计算机配色可降低染色料的消耗, 减少常用染料和助剂的种类, 减少库存。
它使用数据储存颜色信息, 具有不褪色, 便于查找等优点, 有助于提高印染厂的管理和生产的自动化水平。
正由于上述原因, 使得计算机配色的研究方兴未艾。
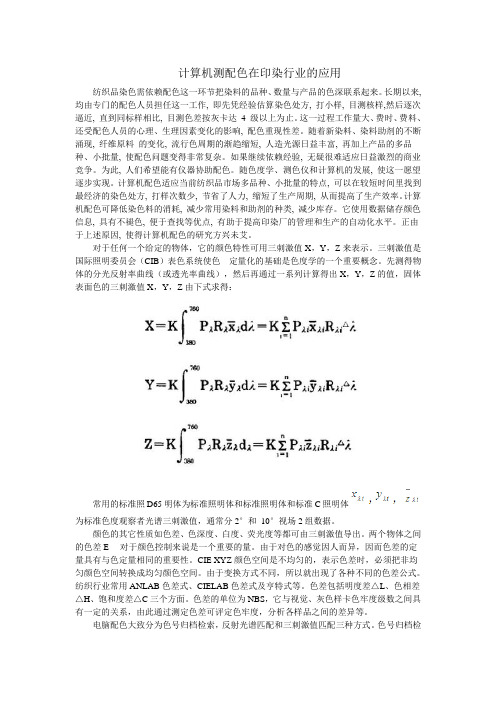
对于任何一个给定的物体,它的颜色特性可用三刺激值X,Y,Z来表示。
三刺激值是国际照明委员会(CIB)表色系统使色定量化的基础是色度学的一个重要概念。
先测得物体的分光反射率曲线(或透光率曲线),然后再通过一系列计算得出X,Y,Z的值,固体表面色的三刺激值X,Y,Z由下式求得:常用的标准照D65明体为标准照明体和标准照明体和标准C照明体为标准色度观察者光谱三刺激值,通常分2°和10°视场2组数据。
颜色的其它性质如色差、色深度、白度、荧光度等都可由三刺激值导出。
两个物体之间的色差E 对于颜色控制来说是一个重要的量。
由于对色的感觉因人而异,因而色差的定量具有与色定量相同的重要性。
CIE XYZ颜色空间是不均匀的,表示色差时,必须把非均匀颜色空间转换成均匀颜色空间。
教你一步步(电脑软件)绘制款式图上色填充面料

教你⼀步步(电脑软件)绘制款式图上⾊填充⾯料软件ps(Adobe PhotoShop)电脑+⿏标+键盘使⽤钢笔⼯具绘制款式图1、扫描:将⼈体草稿写进电脑,保存。
2、然后⽤Illustrator打开已经保存的数据(草稿)。
3、将图层透明度减淡。
锁定该图层。
4、新建⼀个图层,重新命名,打开图层选项,将名字改为”line”。
5、从“颜⾊⼀览⾯板”选择线条的颜⾊(也可以从⾊彩⾯板中选择)。
6、将”涂⾊”框设定为⽆⾊。
”线条”框设定为⿊⾊,线条的粗度可以从”轮廓⾯板”中输⼊数值。
7、⾸先将衬衫的右半⾝的轮廓画好。
要画⼀个左右对称的图,然后翻转使⽤。
8、直线----可利⽤shift键;曲线-------要做曲线,可以点击终点,然后直接拖拽引出⼀条⽅向线,然后可以将直线变弯曲。
(如果没画好可以⽤”撤销”ctrl+z来恢复操作)。
如果在钢笔⼯具的状态按下ctrl键的话,将变成直接;选择⼯具。
这时如果向节点移动的话,会出现⼀个⽅块,这意味着这⾥存⼀个节点,这样可以只选择这个节点进⾏操作。
9、将曲线与直线进⾏组合。
如果要将曲线变为直线的话,可以在前进到下⼀个点之前,按住alt键,然后再次点击同⼀个节点,这样就会有⼀个操作点消失,如果在点击下⼀个点的时候就会连成⼀根直线。
10、继续同样的操作,画出半⾝的轮廓。
可以按住shift键来点击,这样的⽔平线或垂直线。
11、如果画完了,将⼯具转换为选择⼯具(在钢笔⼯具状态下直接按ctrl键也可以)然后点击画⾯,就可以完成了(请使⽤直接选择⼯具)。
12、为了确定轮廓是否封闭,⽤直接选择⼯具进⾏拖拽或者点击,然后试着向涂⾊区域涂⾊。
可以看到颜⾊没有越出。
13、继续描绘细节。
14、右半⾝的完成图。
15、如果点击草图的图层的按钮将其隐藏,可以⾮常清楚的看到刚才画的对象。
16、如果不⼩⼼搞错了,在草稿的图层上画了路径,那么我们就将它移动到“line”的图层上⾯去就可以了。
17、可以修正节点的位置或者曲线的弯曲情况。
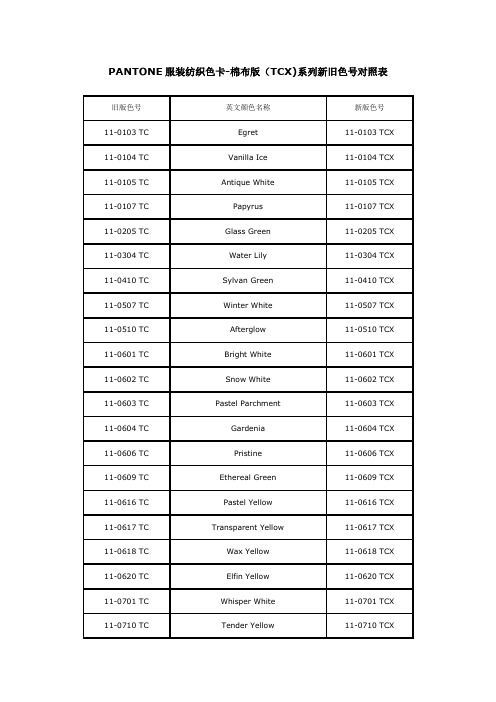
PANTONE服装纺织色卡-棉布版(TCX)系列新旧色号对照表
12-0105 TCX
12-0106 TC
Meadow Mist
12-0106 TCX
12-0108 TC
Canary Green
12-0108 TCX
12-0109 TC
Ambrosia
12-0109 TCX
12-0225 TC
Patina Green
12-0225 TCX
12-0304 TC
Afterglow
11-0510 TCX
11-0601 TC
Bright White
11-0601 TCX
11-0602 TC
Snow White
11-0602 TCX
11-0603 TC
Pastel Parchment
11-0603 TCX
11-0604 TC
Gardenia
11-0604 TCX
12-0530 TC
Charlock
12-0530 TCX
12-0601 TC
Eggnog
12-0601 TCX
12-0605 TC
Angora
12-0605 TCX
12-0607 TC
Green Essence
12-0607 TCX
12-0619 TC
Dusty Yellow
12-0619 TCX
12-0804 TC
Cloud Cream
12-0804 TCX
12-0806 TC
Rutabaga
12-0806 TCX
12-0807 TC
Sun Kiss
12-0807 TCX
12-0811 TC
Dawn
12-0811 TCX
品检中的颜色检测方法与技巧
品检中的颜色检测方法与技巧颜色检测是品质检验中的重要环节,它能够帮助企业确保产品的外观质量,提供给消费者优质的购物体验。
在品检中,颜色检测方法与技巧是非常关键的,下面将为大家介绍几种常见的颜色检测方法与技巧。
对于颜色检测而言,光源的选择至关重要。
光源的类型、亮度和颜色温度都会对颜色的感知产生影响。
因此,在进行颜色检测时,我们应该选择一个适合的光源,以确保能够准确地感知和判断颜色的差异。
使用颜色比较仪是一种常见且有效的颜色检测方法。
颜色比较仪是一种专门用于测量物体颜色的仪器,通过将待测样品与标准颜色进行比较,判断两者之间的差异程度。
在使用颜色比较仪时,我们需要将待测样品放置在仪器上,然后观察显示屏上的颜色比较结果。
通过对比样品颜色与标准颜色的差异,我们可以判断产品是否符合要求。
颜色计算法也是一种常用的颜色检测方法。
颜色计算法利用光学原理,通过测量样品所反射或吸收的不同波长的光来计算样品的颜色。
这种方法具有快速、准确的特点,可以广泛应用于各种颜色检测场景。
在进行颜色计算时,我们需要使用颜色计算仪器,将样品放在仪器上进行测量,然后通过仪器显示屏上的数据来判断样品的颜色是否符合标准。
对于一些特殊材料或产品,颜色检测常常需要考虑颜色的稳定性。
颜色的稳定性指的是产品在不同环境条件下颜色的变化程度。
在进行颜色检测时,我们需要将样品放置在不同的温度、湿度等环境条件下进行检测,并观察样品颜色是否发生变化。
通过测试样品在不同环境条件下的颜色稳定性,我们可以评估产品的品质和耐久性。
除了上述方法和技巧,还有一些常见的注意事项在颜色检测过程中也是需要考虑的。
颜色检测应该在标准光照条件下进行,以减少光照对颜色感知的影响。
应该避免干扰因素的存在,例如背景色、灰尘等,可以通过屏蔽周围环境或使用遮光罩来减少这些干扰。
还需要定期对颜色检测仪器进行校准和维护,以确保仪器的准确性和稳定性。
总结起来,颜色检测是品质检验中非常重要的一项工作。
测色及计算机配色(第二版)(第三章)

SC=[0.0638 C std /(1+0.0131C std )]+0.638
SH=SC(tf+1-f), 其中f=﹝C std4/(C std4+1900)½﹞
当 164º≤ H std<345º时:
std+168)|
t=0.56+|0.2cos(H
当 345º≤ H std<164º时:
t=0.36+|0.4cos(H std+35)|
CIE1976—LAB(或L*a*b*)系统,现在已被世界各国正 式采用并作为国际通用的测色标准。它适用于一切光源色或 物体色的表示与计算方法。
CIE1976—L*a*b* 色彩空间由CIEXYZ系统通过数学方法转 换得到,转换公式为:
式中X、Y、Z是物体的三刺激值;X0、Y0、Z0为 CIE标准照
在1989年美国AATCC(美国染色化学 家协会) 采用,形成AATCC试验方法173—1989,后修订为 173—1992,并于1995年成为小色差计算国际标准 (ISO 105 J03 Calculation of small colour
difference)。
三、CIE94色差公式
R.S.Berns于1991年发表的研究成果,于1995 年以CIE技术报告的形式发表。
KL: KC : KH=1: 1: 1
四、ISO色差式
ISO色差式,是ISO标准对染色纺织品染色牢度进 行仪器评价时选定的公式,ISO色差式也是我国国家 标准中用仪器评价染色纺织品染色牢度,选定的色差 计算公式。
它与CMC(l: c)等色差式一样,也是在CIELAB色差 式的基础上,对明度差、饱和度差、色相差进行加权 处理建立起来的色差式。
计算机三刺激值测配色法及其在皮革中的应用分析

计算机三刺激值测配色法及其在皮革中的应用分析随着计算机技术的不断发展,图像处理领域也得到了长足的进步。
计算机三刺激值测配色法作为一种重要的图像处理技术,在各个领域都得到了广泛的应用,其中包括了皮革行业。
本文将对计算机三刺激值测配色法在皮革中的应用进行深入分析。
一、计算机三刺激值测配色法简介计算机三刺激值测配色法,又称为三刺激值法或三值法,是一种利用计算机对颜色进行准确测量和调试的方法。
它通过测量红、绿、蓝三种基本颜色的亮度来确定颜色的准确数值,并以此来进行配色方案的设计和使用。
该方法具有精确度高、操作简单、可重复性好等优点,因此在色彩搭配和配色设计中得到了广泛的应用。
二、计算机三刺激值测配色法在皮革中的应用皮革作为高级皮革制品的原料,其质量和颜色对产品的整体效果有着重要影响。
传统的皮革配色方法主要依靠人工经验,容易受到主观因素的影响,无法保证配色的准确性和稳定性。
而计算机三刺激值测配色法则能够通过测量和计算准确的颜色数值,提高配色的精确度和一致性。
1. 皮革颜色测量计算机三刺激值测配色法首先需要对皮革的颜色进行测量。
通过专业的设备,可以精确地测量出皮革表面的红、绿、蓝三种基本颜色的数值。
这些数值可以表示为RGB值,即红色通道、绿色通道和蓝色通道的数值。
通过这些数值可以准确地描述出皮革的颜色信息。
2. 配色方案设计在测量了皮革的颜色数值后,可以根据需要设计出相应的配色方案。
利用计算机软件,可以根据皮革的RGB值与所需的配色方案进行比较和计算,从而得出最佳的配色方案。
通过调整不同通道的数值,可以实现颜色的变化和搭配,以满足不同需求。
3. 配色方案实施在设计完配色方案后,可以将其应用于实际的皮革制品生产中。
传统的人工配色过程需要依靠经验和试错来达到最终的效果,而计算机三刺激值测配色法则能够提供准确的数值,直接导入制造流程中,减少了时间和资源的消耗,提高了生产效率。
三、计算机三刺激值测配色法的优势和局限性1. 优势(1)精确度高:计算机三刺激值测配色法通过准确的数值测量和计算,可以实现精准的配色方案。
测试布料是否掉色的小窍门
测试布料是否掉色的小窍门
1、水洗测试:将布料剪一部分放到洗衣机里,按平常洗衣服的程序加洗衣液(粉)然后加水浸泡、洗涤、漂洗、脱水和烘干,然后将它和未洗的布与色卡对比,确定洗前与洗后的色差级别,从而确定水洗色牢度。
这种测试结果比较精确,专业测试都是用这种方式。
2、简单点,白色陶瓷杯里装半杯清水,剪小块布浸在水里10分钟,看水是否有变色以及变色的程度,然后再用手搓洗那块布,再浸到水里看水变色的程度,就可以大概知道色牢度。
这种测试结果就是粗略的。
3、干擦:找一块白布,直接在布料上来回擦拭,根据用力的轻重和白布上颜料的深浅就可以知道褪色程度。
一般干擦有明显褪色的话,这种色牢度是很差的。
4、湿擦:找一块白布并蘸水弄湿,然后在布料上来回擦拭,根据用力的轻重和白布上颜料的深浅就可以知道褪色程度。
同样的擦拭力量和最终白布上同样深浅的颜料,湿擦的布色牢度大于干擦的布。
摩擦测试的结果也是比较粗略的。
如何在WORD中实现精确的颜色管理和匹配

如何在WORD中实现精确的颜色管理和匹配微软Word是广泛使用的文字处理软件,但在进行专业设计或排版时,精确的颜色管理和匹配至关重要。
本文将介绍如何在Word中实现精确的颜色管理,让您的文档看起来更专业,更吸引人。
1.使用RGB和HEX代码在Word中,您可以通过RGB(红绿蓝)代码或HEX(十六进制)代码来选择精确的颜色。
这些代码代表了颜色在数字上的表示,确保您所选择的颜色准确无误。
例如,如果您需要使用特定的蓝色,可以输入RGB代码(0,0,255)或HEX代码(#0000FF)来确保精确匹配。
2.自定义配色方案Word提供了自定义配色方案的功能,可以根据您的需求创建专属配色。
在“设计”选项卡中,您可以选择“配色方案”并编辑或创建新的配色方案。
通过自定义配色方案,您可以确保文档中使用的所有颜色都是一致的,从而增强整体视觉效果。
3.使用取色器Word还提供了取色器功能,让您从任何地方选择颜色。
在选择文字颜色或填充颜色时,可以点击“更多颜色”选项,然后使用取色器选择准确的颜色。
取色器可以帮助您匹配文档中的颜色,确保整体风格统一。
4.预览颜色更改在Word中,您可以通过“更多颜色”选项预览颜色更改。
在选择颜色之前,可以通过预览功能查看具体效果,避免颜色不匹配或不符合预期。
确保在将颜色应用到文本或对象之前进行预览,这有助于提前调整和匹配颜色。
精确的颜色管理和匹配对于Word文档的视觉效果至关重要。
通过使用RGB和HEX代码、自定义配色方案、取色器以及预览功能,您可以在Word中轻松实现精确的颜色管理,让您的文档看起来更专业、更整洁。
在进行Word文档设计时,准确的颜色管理和匹配是确保文档质量的关键步骤,也是展现专业性的重要方式。
这样,您可以在Word中轻松实现精确的颜色管理和匹配,提升您的文档质量。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
在 实 际 生产 过 程 中 , 常会 有 一 些 已 经染 过 色 常
的织物 , 由于套 色 困难 , 以 满 足客 户 要 求 , 般 会 难 一 将 织 物剥 色干净 后 重 新染 色 , 者将 这 些 织 物 染 或 成深 色 , 后低 价 处 理 。这 些 措 施 都会 使 客户 和 印 然 染厂 蒙受 一定 的经 济损 失 。 电脑 配色 系统 自带 有色 织物 的套 色功 能 , 以提供 配方 , 可 将有 色织 物染 成客 户要 求 的颜 色 , 少 了已染 色织 物 的浪费 , 在 实 际 减 但
c to a rc n h o oe ot n s sr tswe e e tb ih d,r s e tv l o tn f b i sa d t e c lr d c to ub tae r sa ls e e p cie y,a d t e a c r c ft e e n h c u a y o h s
第3 3卷
第 5期
纺
织
学
报
V0 . 3. NO. 13 5 Ma y,2 2 01
21 0 2年 5月
J u n lo e t e R s ac o r a fT x i e e r h l
文章 编 号 :2 3 9 2 ( 0 2 0 — 0 9 0 0 5 —7 1 2 1 )5 0 6 —5
2 o eeo h m s y C e i l n ier g a d Boeh oo y D n h a U i r t ,S a g a 2 1 2 ,C ia .C l g C e i r , h m c g nei n i c n l , o g u n e i l f t aE n t g v s y h n h i 0 6 0 hn )
Abs r c S n e t xsi g c mpu e oo e s rng a d ma c i g a d o ed eng f r c lr d c to ta t i c he e itn o tr c lr m a u i n th n n v r y i o o o e o tn
摘
要
针 对 有 色棉 织 物 电脑 测 配 色 套 色次 数 多 , 色 时 间 长 的 问题 , 测 配色 仪 器 现 有 的 套 色 方 法 进 行 了 分 析 , 套 对
以建 立 更 适 合 有 色棉 底 布 套 色 的测 配 色 方 法 。采 用 单 一 染 料 分 别 对 空 白棉 织 物 单 次 和 2次 进 行 染 色 , 料 总 用 量 染 相 同 , 拟 有 色 棉 织 物 染 色 , 果 显 示 分 次 染 色棉 织 物 的 K S值 低 于 单 次 染 色 。 以 空 白 棉 织 物 和 有 色 棉 织 物 为 底 模 结 / 布 分 别 建 立 基 础 数 据 库 , 对 2种 数 据 库 的套 色 准 确 性 进 行 了 比较 。 结 果 显 示 后 者 的 准 确 率 高 于 前 者 , 2次 修 并 在
作 者 简 介 : 波 ( 99 ) 男 , 师 , 士 生 。主 要 从 事新 型 染 整 的 教 学 与研 究 工 作 。 Em i uo UX eu a 。 虞 17 一 , 讲 博 — al b @ S.d .n :y
・
7 0・
纺 织学 报
第 3 3卷 染 色方 法 :0℃ 始 染 ,0mi后 加 入 14量 的 3 1 n /
p o e s o oo e ot n fbrc,a d t e rttla u to y si e tc 1 T e ut h we ha he r c s fc lr d c to a i n h i oa mo n fd e wa d n i a. he r s lss o d t tt
近年来 , 织 品市场 竞 争 日趋 激 烈 , 纺 客户 订单 呈 现 小批 量 、 品种 、 多 高质 量 、 高标 准 和交期 短 的趋势 , 印染企 业单 纯依 靠传 统 的人 工配 色 已不 能适应 当今 现代 化 生产 的要 求 。 电脑配 色系 统可 以短 时 间 内提 供合 理 的配 方 , 高 打样 效 率 , 短 生 产 周 期 , 提 缩 降低 染色 成 本 。 目前 , 配色 仪器 在各 类 天然 、 测 合成 纤维
洗 再皂 洗 。
皂 洗 方 法 : / 2 g L皂 洗 剂 , 洗 温 度9 皂 0℃ , 洗 皂
时 间 1 n 浴 比 1 3 。 5mi, : 0
1 3 测 试 方 法 .
染 色试样 的表 观色 深值 ( / K S值 ) 色差 △E在 及 D tcl 0 a oo 6 0测 配 色 仪 上 测 定 , 试 条 件 为 : 源 a r 测 光 D 5 视 角 1 。 将 试 样 折叠 4层 后 进行 测 试 。每 个 6, 0,
K/S v l e o he c to a rc d e y t c s lwe h n t a y o c . Ba i d t b s s o h l n a u ft o tn f b i y d b wi e wa o r t a h tb n e sc aa a e ft e b a k
o d rt sa ls w o o a u i g a d ma c ngm eh d f ro e d e n fc l r d c to a i . T r e o e tb ih ane c lrme s rn n thi t o o v r y i g o oo e ot n fbrc he
b a o tn f b i s lnk c to a rc wee y d r d e wih i l d e y n e n t c s p r t l t si lt t e y i t snge y b o c a d wie e a aey o tmu ae h d eng
应 用 中发现 , 这项 功能 所提 供 的配方 不准 确 , 往多 往
元 明粉 , 以1℃/ i升 温 至 6 mn 0℃ , 入 3 4量 的元 加 / 明粉 , 温染 色 3 i后 加 入 1 2量 的纯 碱 ,0m n 保 0mn / 2 i 后 再加 入 1 2量 的 纯 碱 , 续 保 温 染 色6 i后 水 / 继 0mn
fbrc a e c n r n e t u h r b e s a a y t e f o e d eng a o g tme o s mp i n, t a i r o fo t d wi s c p o lm s m n i s o v r y i nd l n i c n u to h m he o e d e n t o a e o h v ia l oo e s rn a d m ac n n tu e t we e a ay e n v r y i g me h ds b s d n t e a alb e c lr m a u i g n thi g i sr m n s r n l z d i
Ke o ds c lr d c to a rc;s b tae fb i y w r o o e o tn fb i u sr t a rc;c m p trc lrme s rn n ac n o u e oo a u i g a d m thig;o e d en v ry ig
及织 物 和皮 革 的 配 色 打样 中 有 着 广 泛 的 应 用 I , 2
曹欣羊 等 研 究 了 电 脑 测 配 色 系统 在 有 色 涤 纶 丝 色母粒 中的应 用 , 王平 等 研 究 了涤 棉 混 纺 织 物 的 电脑测 配 色 。虞 波 等 对 基 础 数 据 库 的 简 化 进 行
有 色 棉 底 布 电脑 测 配 色 套 色
虞 波 ,王 维 明 ,张岳峰 蔡 再 生 ,
( .绍 兴 文 理 学 院 纺 织 服 装 学 院 , 江 绍 兴 1 浙 3 20 ; 东 华 大 学 化 学 化 工 与 生 物 工 程 学 院 ,上 海 10 0 2 2 12 ) 06 0
o e d e ng o o o e o t n f b i v r y i f c l r d c to a r c
YU ,W ANG em i ,ZHANG B0 一 W i ng Yuee g f n , CAIZas e g ih n
( .C l g f Txi n p ae E gn eig,S a xn nvri 1 ol eo et ea dA p rl n ier e l n h o ig U iest h o ig,Z ea g 3 2 0 y,S a xn hj n 0 0,C ia; i 1 hn
色 后 可 使 色 差 值 小 于 1 为 有 色 棉 织 物 电脑 测 配 色套 色 提 供 了 一 条 新 的途 径 。 ,
关键词 有 色 棉 织 物 ; 布 ;电 脑 测 配 色 ; 色 底 套 文献标志码 : A 中 图 分 类 号 :S1 3 1 T 9 . 3
Co pu e o o e s i n a c i g a m t r c l r m a urng a d m t h n nd
d t b s s wa e td. Th e ut h we h tt c u a y o a tr wa ihe ha ha ft o m e . aa a e st se e r s lss o d t a he a c r c fl te s h g r t n t to he f r r T oo fe e c au ss alrt a fe wie s a i g I r vd sa n w t o o v r y i g he c l rdi r n e v l e wa m le h n 1 at rt c h d n . tp o i e e me h d fro e d en f o o o e ot n f b i fc lr d c t a rc whe i g c mp e oo a u i g a d m ac i g o n usn o utrc l rme s rn n t h n .