CRP-S80、40码垛工艺说明V1.1
CRP-S80、40码垛工艺说明
CRP-S80、S40码垛工艺说明书 卡诺普机器人技术安全注意事项使用本系统前,请务必熟读并全部掌握本说明书和其他附属资料,在熟知全部设备知识、安全知识及注意事项后再开始使用。
本说明书中的安全注意事项分为“危险”、“注意”、“强制”、“禁止”四类分别记载。
危险 误操作时有危险,可能发生死亡或重伤事故。
注意误操作时有危险,可能发生中等程度伤害或轻伤事故及设备故障。
强制 必须遵守的事项。
禁止 禁止的事项。
需要说明的,即使是“注意”所记载的内容,也会因情况不同而产生严重后果,因此任何一条注意事项都极为重要,请务必严格遵守。
甚至在有些地方就连“注意”或“危险”等内容都未记载,也是用户必须严格遵守的事项。
危险★操作机器人前,按下示教编程器上的急停键,并确认伺服主电源被切断,电机处于失电并抱闸状态。
伺服电源切断后,示教编程器上的伺服电源指示按钮为红色。
紧急情况下,若不能及时制动机器人,则可能引发人身伤害或设备损坏事故。
★解除急停后再接通伺服电源时,要解除造成急停的事故后再接通伺服电源。
由于误操作造成的机器人动作,可能引发人身伤害事故。
★在机器人动作范围内示教时,请遵守以下事项:保持从正面观看机器人。
遵守操作步骤。
考虑机器人突然向自己所处方位运动时的应变方案。
确保设置躲避场所,以防万一。
由于误操作造成的机器人动作,可能引发人身伤害事故。
★进行以下作业时,请确认机器人的动作范围内没人,并且操作者处于安全位置操作:机器人控制电柜接通电源时。
用示教编程器操作机器人时。
试运行时。
自动再现时。
不慎进入机器人动作范围内或与机器人发生接触,都有可能引发人身伤害事故。
另外,发生异常时,请立即按下急停键。
注意★操作机器人必须确认。
操作人员是否接受过机器人操作的相关培训。
对机器人的运动特性有足够的认识。
对机器人的危险性有足够的了解。
未酒后上岗。
未服用影响神经系统、反应迟钝的药物。
★进行机器人示教作业前要检查以下事项,有异常则应及时修理或采取其他必要措施。
称重包装检测码垛用户手册
2.3.
2.3.1
本全自动包装单元的真空系统的真空原理图如图2-5所示,真空系统是以真空压力为动力源,通过吸盘来吸附包装袋,实现取袋、开袋功能。
包装单元真空系统中的真空泵为连续运转,只要包装机开机,真空泵即处于抽真空状态。当吸盘接触到包装袋时,系统内开始建立真空,当达到真空开关设定值时,吸盘吸附着包装袋,在执行装置-气缸的带动下,进行相应操作,操作完成后,真空阀动作,使吸盘断开真空,释放料袋,吸盘在执行装置的带动下,回复原位置,完成一个动作循环。
注意:真空压力表前的球阀只有在检测系统压力时才打开,检测完毕,须关闭球阀,以免真空压力表长时间运行,加速损坏真空压力表。
1-水环真空泵2-消音器3-液压过滤器4-电磁换向阀5-压力开关6-真空过滤器
图2-5包装单元真空原理图
2.3.2
本生产线的气动系统是由气源处理装置、电磁换向阀、调速阀、气缸、消音器、气动软管以及各种快速接头等组成,其中气源处理装置由空气过滤器、减压阀(调压阀)及油雾器组成,其上带有压力表。
上游物料经储料斗落至电子定量秤中进行定量称重。人工将包装袋放置在供袋机的储袋盘上,包装机自动由供袋机上取袋套袋,电子定量秤将称重后的定量物料经二次料门投至包装袋中,装料后的包装袋(简称料袋)由立袋输送机送出,料袋在立袋输送机的输送过程中完成夹口整形、内袋口热封口、外袋口包纸带缝口工序后,输送至倒袋输送机上。倒袋输送机将料袋放倒并输送至压平输送机上,压平输送机将料袋压平整形后输送至金属检测机上,金属检测机对料袋进行金属杂质检测后输送至电子复检秤上进行重量复检,重量复检后的料袋输送至拣选机上,检测出金属杂质的料袋及重量不合格的料袋由拣选机剔除,合格料袋由拣选机输送至皮带输送机上,料袋在皮带输送机的输送过程中由喷码机打印批号,打印批号后的料袋由皮带输送机输送至码垛单元的斜坡输送机上。
码垛机器人的结构设计与分析机械手毕业设计
码垛机器人的结构设计与分析机械手毕业设计毕业论文(设计)摘要本文主要任务是码垛机器人的结构设计与分析。
首先介绍码垛机器人的研究背景,并简要介绍了国内外码垛机器人发展状况和主要结构形式,在对码垛机器人的功能需求分析和原理性设计后,参考了其他码垛机器人的结构,进行了总体方案设计,确定了本码垛机器人的结构类型,为具有四自由度的圆柱坐标式机器人。
同时在总体方案的基础上,从实际出发,对码垛机器人进行了整体结构设计,并进行了腰部,臂部和腕部等主要结构的选型设计与分析,其中详细设计了臂部的同步带传动、滚珠丝杠传动等。
本文主要采用Pro/E 软件对机械手进行了设计,使机械手的设计难度大大降低,提高了设计的效率。
最后,在运动学上对码垛机器人进行了分析,从理论上确保了在运动上的可靠性,保证码垛机器人能够正常地运行。
关键字:码垛机器人;四自由度;结构;设计毕业论文(设计)AbstractThe main task of the paper is the structure design and analysis of the palletizing robot. First of all,research background of the palletizing robot was introduced, and the brief description of the status of development and main structure was given at home and abroad. After functional requirements analysis and schematic design had done, Referencing to other palletizing robot structure, the overall program was designed, then determined the structural type of palletizing robotis the cylindrical coordinates with four degrees of freedom robot. On the basis of the overall program, proceeding from reality, the overall structure of palletizing robot was designed, and a selection of design and analysis of the main structure of the waist, arm and wrist had been done, including the detailed design of the arm belt drive and ball screw drive. Pro / E software was used to design robot, which made the difficulty of the work is greatly reduced, thereby improving the efficiency of the design. Finally, kinematic analysis had been done in theory, to ensure reliability of the palletizing robot .Key words: palletizing robot;four degrees of freedom; structure; design毕业论文(设计)目录第 1章绪论...................................................................... ........................................................................ .. (1)1.1研究背景...................................................................... ........................................................................ (1)1.2码垛机器人机发展状况 ..................................................................... . (2)1.3国内外码垛机器人主要结构形式 ..................................................................... (3)1.4本设计的主要任务 ..................................................................... ............................................................ 5 第 2章码垛机器人总体方案设计 ................................................................. . (6)2.1码垛机器人功能需求分析 ..................................................................... .. (6)2.2码垛机器人原理设计 ..................................................................... .. (8)2.3运动分析...................................................................... ........................................................................ .. 92.3.1自由度...................................................................... . (9)2.3.2速度分析...................................................................... (9)2.4总体结构设计...................................................................... (9)2.5小结...................................................................... ........................................................................ ........ 10 第 3章码垛机器人关键结构设计分析与选型 ................................................................. (11)3.1臂部...................................................................... ........................................................................ .. (11)3.1.1臂部结构...................................................................... . (11)3.1.2臂部臂长设计 ..................................................................... . (11)3.1.3大臂校核...................................................................... . (13)3.2滚珠丝杠副的选型计算 ..................................................................... . (16)3.2.1水平滚珠丝杠副的选型计算 ..................................................................... . (16)3.2.2垂直滚珠丝杠副的选型计算 ..................................................................... . (18)3.3电机选型计算...................................................................... . (19)3.4线性滑块选型计算 ..................................................................... (21)3.5同步带传动选型计算 ..................................................................... .. (26)3.5.1水平同步带传动选型计算 ..................................................................... .. (26)3.5.2腰部同步带设计 ..................................................................... .. (31)3.6本章小节...................................................................... .........................................................................34 第 4章总结与展望...................................................................... (35)41全文总结...................................................................... .........................................................................354.2展望...................................................................... ........................................................................ ........ 35 参考文献...................................................................... ........................................................................ ............... 36 致谢...................................................................... ........................................................................ ..................... 37 附录.....................................................................................................................................错误~未定义书签。
机器人码垛机电气说明书
全自动机器人码垛机说明书1.设备设备名称:机器人码垛机设备型号:IRC5 Single出厂编号:出厂日期:2018 9设备简单介绍:机械人示教器机械人电柜PLC触摸屏2.主要参数生产能力:额定功率:10KW主电压:AC380V±10%频率:50Hz,3PH,N,PE控制电源:24V DC使用气源:进气管Ф12mm; 4-5Kgf/cm2机器重量:外形尺寸:3. 安装条件3.1).安装环境:无强烈震动、高温多湿、油污、易燃性气体、尘埃飘浮等物质。
3.2).机器安装:选择基础坚固的地面,坡度应小于1:60,调整好机器水锁紧地脚螺丝。
3.3).电气安装:引入良好的接地线(10mm2)至机器电柜中的接地螺钉处,用螺母紧固连接好;电源连接线用5芯电缆(10mm2)引入电柜中,分别接在主开关的上庄头。
4.概述本系统由自动送箱,自动送板送垛,ABB机器人高速码垛几部分组成。
由西门子S7-1200系列PLC作主控制,西门子精简系列触摸屏操作显示。
本系统自动化程度高,操作简便,切换品种快捷。
电气元件分布,结构,功能及线路请看电气原理图。
机械元件分布,结构,功能及保养请看机械人手册。
5.安全说明要正确接电源,气源。
机器运行时禁止在机器工作范围行走,禁止把手脚头等伸到机器里。
要定期对机器检查保养,以保证机器安全运转。
6.机器工作原理。
6.0). 输箱工作原理6.0.1).输箱主要部件:外输箱分箱皮带、外输箱、转箱滚筒、转箱前皮带、转箱装置。
6.0.2).输箱光电分布:外输箱检测1(转箱前皮带)、外输箱检测2、转箱计数、编组皮带前有箱检测。
6.0.3).输箱过程:在PLC触摸屏选参数画面,系统自动生成输箱控制画面,自动运行时,各电机进箱,转箱计数通过参数画面设置的总进箱数,来控制转箱装置,转箱计数每达到一次总进箱数,就转换AB层来进箱,然后重新计数。
6.1). 编组工作原理。
6.1.1).编组主要部件:编组站、推箱电机、推箱上下气缸.6.1.2).编组光电分布:进箱计数、超箱保护、前满箱、后满箱、推箱上下检测,推箱后限位,推箱后减速限位,推箱前限位,推箱前减速限位,推箱进抓手限位。
S40系统PLC你说明书(V1.1)
3.8 NOP 与 END 指令 NOP:空操作指令。 END:结束指令,表示程序结束。
4 元件说明 元件是用来识别在PLC 中处理的信号的地址符号。元件编号是分配给元件的系列号。在本
系统PLC中的元件X 、Y 和M等的元件编号以十进制符号表示的。
4.1 元件列表
下表为 PLC 系统所有元件列表
元件
说明
X 系统输入信号
Y 系统输出信号
10ms 通用定时器;10ms 积算定时器;100ms 通用定时 T 器;100ms 积算定时器;1s 通用定时器;1s 积算定时
器。
C 系统计数器
M 系统辅助继电器
4.2 元件详细说明 4.2.1 输入继电器(X)
-3-
Your needs ,We have
成都卡诺普自动化控制技术有限公司 CRP Automation Control Technology Co.ltd
作用:I/O 接口 Y00 到 Y15 输出
引脚
名称
定义
说明
1
Y00
通用输出口
2
Y01
通用输出口
3
Y02
通用输出口
4
Y03
通用输出口
5
Y04
通用输出口
6
Y05
通用输出口
7
Y06
通用输出口
8
Y07
通用输出口
9
Y08
通用输出口
10
Y09
通用输出口
11
Y10
通用输出口
12
Y11
通用输出口
13
Y12
通用输出口
作用:I/O 接口 X00 到 X15 输入
引脚
CRP-S40、S80简要使用手册V1.0

CRP-S40、S80简要使用手册CRP-S40、S80使用说明书CRP-S40系统硬件说明书CRP-S80系统硬件说明书CRP-S40 PLC说明书CRP-S80 PLC说明书CRP-S40、S80调试手册CRP-S40、S80焊接工艺说明书CRP-S40、S80码垛工艺说明书CRP-S40、S80视觉功能说明书CRP-S40、S80预约工艺说明书CRP-S40、S80跟踪工艺说明书成都卡诺普自动化控制技术有限公司请确保相关说明书到达本产品的最终使用者手中。
本系统支持多种机器人类型,本手册仅以六关节机器人为例做了部分介绍。
对于其他类型机器人,请参考本手册和调试手册使用。
CRP-JYSC-2014-001其他说明参考I Your needs ,We have安全注意事项安全注意事项使用本系统前,请务必熟读并全部掌握本说明书和其他附属资料,在熟知全部设备知识、安全知识及注意事项后再开始使用。
本说明书中的安全注意事项分为“危险”、“注意”、“强制”、“禁止”四类分别记载。
误操作时有危险,可能发生死亡或重伤事故。
误操作时有危险,可能发生中等程度伤害或轻伤事故及设备故障。
必须遵守的事项。
禁止的事项。
需要说明的,即使是“注意”所记载的内容,也会因情况不同而产生严重后果,因此任何一条注意事项都极为重要,请务必严格遵守。
甚至在有些地方就连“注意”或“危险”等内容都未记载,也是用户必须严格遵守的事项。
返回目录安全注意事项★解除急停后再接通伺服电源时,要解除造成急停的事故后再接通伺服电源。
由于误操作造成的机器人动作,可能引发人身伤害事故。
★在机器人动作范围内示教时,请遵守以下原则:考虑机器人突然向自己所处方位运动时的应变方案。
确保设置躲避场所,以防万一。
由于误操作造成的机器人动作,可能引发人身伤害事故。
II Your needs,We have返回目录IIIYour needs ,We have安全注意事项返回目录IVYour needs,We have安全注意事项返回目录I Your needs ,We have目录目录安全注意事项���������������������������I 1 准备工作 ���������������������������11.1 机械正常 ������������������������������11.2 伺服正常 ������������������������������11.3 系统正常 ������������������������������11.4 参数设置合理 ����������������������������11.5 IO接线和PLC正常 ��������������������������12 系统按键,界面介绍 ����������������������22.1 系统按键介绍 ����������������������������22.1.1 急停按钮 ����������������������������32.1.2 模式选择开关 ��������������������������32.1.3 安全开关 ����������������������������42.1.4 电子手轮 ����������������������������42.2 界面介绍 ������������������������������43 手动各个关节和坐标 ����������������������53.1 示教盒正确操作姿势 �������������������������52.2 手动各个关节和坐标 �������������������������64 编写程序试运行 ������������������������84.1 示教编程步骤 ����������������������������84.2 实例程序试运行 ��������������������������114.2.1 准备工作: ��������������������������113.2.2 程序试运行 ��������������������������115 程序运行 ��������������������������13返回目录目录5.1 启动 �������������������������������135.2 暂停(停止) ���������������������������145.3 调速,运行方式,工作模式切换 �������������������145.4 停止后再启动 ���������������������������155.5 紧急停止 �����������������������������176 其他说明参考 ������������������������18 II Your needs,We have返回目录1Your needs ,We haveCRP-S40、S80简要使用手册1 准备工作1.1 机械正常确保机械装配正常,减速机工作正常,各个关节部件能够合理,顺畅工作。
基于PLC的全自动包装码垛生产线控制系统设计论文

摘要传统的机械设备与产品,多是以机械为主,是电气、液压或气动控制的机械设备。
随着工业水平的不断发展,机械设备己逐步地由手动操作改为自动控制,设备本身也发展成为机电一体化的综合体。
可编程控制器(PLC)是以微处理器为核心,综合计算机技术、自动化技术和通信技术发展起来的一种新型工业自动控制装置。
经过30多年的发展,目前,可编程控制器已成为工业自动化领域中最重要、应用最多的控制装置,己跃居工业生产自动化四大支柱(可编程控器、数控机床、机器人、计算机辅助设计与制造)的首位。
其应用的深度和广度已成为衡量一个国家工业先进与自动化程度高低的标志。
本论文共分四章,从可编程控器(PLC)基础到整个系统的规划设计,以及PLC 控制系统的硬件、软件的开发,给出全面、详细的设计思路。
该系统的核心部分是包装码垛自动生产线的控制系统,其控制系统主要是以可编程控制器(PLC)为基础进行集成控制的。
全自动包装码垛生产线主要应用于化工、粮食、食品及医药等行业中的粉、粒、块状物料(如塑料、化肥、合成橡胶、粮食等)的全自动包装,即对包装过程中的称重、供袋、装袋、折边、封袋、倒袋整形、批号打印、检测、转位编组、码垛、托盘和垛盘的输送等作业全部实现自动化。
以PLC为基础的全自动包装码垛生产线,控制系统简单、便于维护、适应性强,自动化程度高,节约人力,可极大提高生产效率。
关键词:PLC;控制系统;包装码垛自动生产线AbstractThe traditional mechanical device and the product, many are by the machinery primarily, is electrical, the hydraulic pressure or the pneumatic control mechanical device. Along with the industry level's unceasing development, mechanical device oneself changes the automatic control gradually by the manual operation, the equipment itself also develops into the integration of machinery complex compound. Programmable controller (PLC) is take the microprocessor as a core, the comprehensive computer technology, the automated technology and the communication develop one new industry automatic control device. After more than 30 years development, at present, the programmable controller has become in the industrial automation domain to be most important, to apply most control devices, oneself leaps to the industrial production automation four big props (programmable controller, numerically-controlled machine tool, robot, computer-aided design and manufacture) the first place. Its application's depth and the breadth have become weigh a national industry to be advanced and automaticity height symbol.This thesis consists of four chapters, from the programmable logic controller (PLC) based planning and design of the entire system, and PLC control system hardware, software development, give full and detailed design ideas. The core of the system is Palletizing automatic production line control system, the control system is mainly based on programmable logic controller (PLC) as the basis for integrated control.Automatic Palletizing production line is mainly used in chemical, food, food and pharmaceutical industries in the flour, grain, bulk materials (such as plastics, fertilizers, synthetic rubber, food, etc.) of the automatic packaging, ie packaging process weight for bags, bagging, folding, envelope, plastic bags down, batch printing, testing, transfer grouping, stacking, pallets, and stack operations such as disk full automated transmission. With PLC based fully automatic palletizing packaging production line, control system is simple, easy maintenance, strong adaptability, high automation, saving manpower, can greatlyincrease productivity.Key word:PLC;Control System;Palletizing automatic production line目录第1章绪论 (1)1.1 PLC的产生和发展、优点、应用现状和发展趋势 (1)1.2 包装码垛自动生产线的发展 (4)1.3 课题主要研究容 (5)第2章包装码垛自动生产线机械系统的工作原理 (6)2.1 概述 (6)2.2 包装码珠自动生产线系统组成 (6)第3章包装码垛自动生产线PLC控制系统设计 (10)3.1 PLC的基本结构 (10)3.2 PLC的主要组成部分 (11)3.3 PLC的工作原理 (12)3.4 PLC控制系统设计 (13)第4章程序调试 (36)4.1 程序输入和编辑 (36)4.2 梯形图逻辑测试 (37)4.3 监控程序 (38)4.4 监控元件 (39)4.5 退出PLC仿真运行 (41)结论 (42)参考文献 (43)致 (44)第1章绪论可编程控制器是在计算机技术、通信技术和继电器控制技术的基础上发展起来的,最初叫做可编程逻辑控制器(Programmable Logic Controller),即PLC,现已广泛应用于工业控制的各个领域。
工业机器人双线码垛工艺与程序设计

工业机器人双线码垛工艺与程序设计范绍平【摘要】The palletizing robot could take the place of manual work to conduct repetitive material handling work. In this pa-per, setting of the basic parameters such as the boundary dimension and the number of stacking, and the number of layers, as well as the device connection and the program design of peripheral equipments are mainly introduced.%码垛机器人代替人工可以进行重复性的物料搬运工作. 主要介绍了码垛的外形尺寸、垛数、层数基本参数设置,以及外围设备连接和程序设计.【期刊名称】《机械研究与应用》【年(卷),期】2015(028)006【总页数】5页(P207-210,213)【关键词】工业机器人;双线码垛;程序设计【作者】范绍平【作者单位】四川信息职业技术学院,四川广元 628017【正文语种】中文【中图分类】TP2420 引言码垛机器人[1]可以代替人工可以进行重复性的物料搬运工作,在自动生产线上具有广阔的应用与发展前景。
码垛工艺是指通过对垛的外形尺寸、垛数、层数基本参数设置,对垛的摆放位置进行简单确认后就能实现所有垛的整齐摆放。
码垛工艺中,托盘用于放置码垛的物品(区域),码垛工艺指令数量能支持托盘个数;排样数可实现多种不同的排放方式,通常1层1种排样;参考点是指第一个垛的摆放位置,以后每个垛的坐标以其为基准进行偏移。
笔者以卡诺普机器人CRP-S80码垛工作单元为例进行工艺分析与程序设计。
1 工业机器人双线码垛现场布局图设计图1 工业机器人双线码垛现场布局图图1 为工业机器人双线码垛现场布局图。
CRP系统培训资料

系统操作篇_PLC
详见《PLC使用说明书》
PLC底层运行, 用于IO口信号 交换和运行程 序的补充
系统支持查看 PLC,不支持示 教盒编辑,需 要导出PLC后在 PC上使用编辑 软件编辑
返回目录 29
详见《预约说明书》《 远程说明书》
系统操作篇_再现远程模式
再现模式
程序自动运行模式 由示教盒控制程序运行停止。
参考《机器人电器系统注意事项》 《CRP_ROBOT电气图(CRP-D10伺服)》 《系统硬件说明书》
返回目录 8
调试篇1
详见《调试手册》
返回目录 9
系统调试篇2
详见《调试手册》
准备工作:电路连接OK,按照手册设置伺服驱动参数。修改PLC 适配电器回路。 【调试手册-2 3 4章节】
报警回路:
增量回零:
远程模式
程序自动运行模式
有远程和预约两种方式。由远程接口控制程 序运行停止。示教盒启动停止键无效
远程:指通过remote接口控制机器人启动停 止。执行一个固定的程序。
预约:指操作各工位启动停止按键,控制机 器人执行对应工作工作程序。
返回目录 30
系统工艺篇_码垛工艺1
详见《码垛工艺手册》
码垛工艺参数设置和使用。用于产品需要规范摆放的情况。
报警复位
调速倍率慢 调速倍率快 手动速率 自动速率 外部轴,参数开启
返回目录 19
系统操作篇_文件操作
详见《使用说明书》
返回目录 20
系统操作篇_用户坐标
详见《使用说明书》
返回目录 21
详见《使用说明书》
系统操作篇_工具坐标六点法校验
参考:资料\视频\工具坐标六点校验.mp4
返回目录
S80、40控制系统调试说明书(V1.2).

CRP-S40、S80焊接工艺说明

CRP-S80、S40焊接工艺说明书2014-9-26 修改PLC梯图,及说明2015-2-11 增加奥泰接线说明,焊接关系图成都卡诺普自动化控制技术有限公司V1.1安全注意事项使用本系统前,请务必熟读并全部掌握本说明书和其他附属资料,在熟知全部设备知识、安全知识及注意事项后再开始使用。
本说明书中的安全注意事项分为“危险”、“注意”、“强制”、“禁止”四类分别记载。
危险误操作时有危险,可能发生死亡或重伤事故。
注意误操作时有危险,可能发生中等程度伤害或轻伤事故及设备故障。
强制必须遵守的事项。
禁止禁止的事项。
需要说明的,即使是“注意”所记载的内容,也会因情况不同而产生严重后果,因此任何一条注意事项都极为重要,请务必严格遵守。
甚至在有些地方就连“注意”或“危险”等内容都未记载,也是用户必须严格遵守的事项。
危险★操作机器人前,按下示教编程器上的急停键,并确认伺服主电源被切断,电机处于失电并抱闸状态。
伺服电源切断后,示教编程器上的伺服电源指示按钮为红色。
紧急情况下,若不能及时制动机器人,则可能引发人身伤害或设备损坏事故。
★解除急停后再接通伺服电源时,要解除造成急停的事故后再接通伺服电源。
由于误操作造成的机器人动作,可能引发人身伤害事故。
★在机器人动作范围内示教时,请遵守以下事项:保持从正面观看机器人。
遵守操作步骤。
考虑机器人突然向自己所处方位运动时的应变方案。
确保设置躲避场所,以防万一。
由于误操作造成的机器人动作,可能引发人身伤害事故。
★进行以下作业时,请确认机器人的动作范围内没人,并且操作者处于安全位置操作:机器人控制电柜接通电源时。
用示教编程器操作机器人时。
试运行时。
自动再现时。
不慎进入机器人动作范围内或与机器人发生接触,都有可能引发人身伤害事故。
另外,发生异常时,请立即按下急停键。
注意★操作机器人必须确认。
操作人员是否接受过机器人操作的相关培训。
对机器人的运动特性有足够的认识。
对机器人的危险性有足够的了解。
特殊装箱机贴标码垛一体机设备工艺原理

特殊装箱机贴标码垛一体机设备工艺原理前言随着科技的发展和自动化生产需求的增加,智能化包装生产线越来越受到人们的关注。
而特殊装箱机贴标码垛一体机设备作为近年来包装行业中的一款新型产品,因其自动化程度高、生产效率高,以及节省人力成本等优点,成为了该行业的主流产品之一。
本文将介绍特殊装箱机贴标码垛一体机设备的工艺原理,以及其相关工作流程和技术参数。
希望能够对读者了解该产品有所帮助。
工艺原理特殊装箱机贴标码垛一体机设备是一款集打包、码垛、贴标三合一的自动化包装生产线,其工艺原理如下:1.打包:将已经包装好的产品放入到特殊装箱机中,通过输送带自动排列组合成所需的包装形式,自动完成压缩捆扎,同时出口处自动封箱。
2.贴标:在完成打包后,自动将包装盒运送到标贴机构位置,通过传感器检测盒体位置和高度以及产品条形码,自动完成标贴过程,并检测标签的位置是否准确。
3.码垛:在完成贴标后,将成品包装盒无缝衔接地运往码垛平台,采用机械手进行自动抓取,按照所设定的码垛形式进行码垛。
总体来看,特殊装箱机贴标码垛一体机设备采用先进的自动化技术,将一系列流程有机结合起来,实现了快速、精准、高效的包装生产,为企业带来了极大的效益。
工作流程特殊装箱机贴标码垛一体机设备的工作流程如下:1.产品进料:产品通过上游的生产线输送带送至特殊装箱机上方的进料口,等待进一步的加工。
2.打包:产品进入特殊装箱机后,通过输送带自动排列组合成所需的包装形式。
在自动完成压缩捆扎的同时,出口处自动封箱,完成箱子的旋转和定位,为后续贴标和码垛做好准备。
3.贴标:经过箱子旋转和定位,该箱子自动运送到标贴机构位置,通过传感器检测盒体位置和高度以及产品条形码,在标贴机不同的工作台之间循环移动,自动完成标贴过程,并检测标签的位置是否准确。
4.码垛:在完成贴标后,将成品包装盒无缝衔接地运往码垛平台,采用机械手进行自动抓取,按照所设定的码垛形式进行码垛。
5.产品出料:经过码垛后,产品直接定位输出,并按照设定的出料口分流,等待后续的物流分拣和运输。
机器人码垛、高位码垛方案
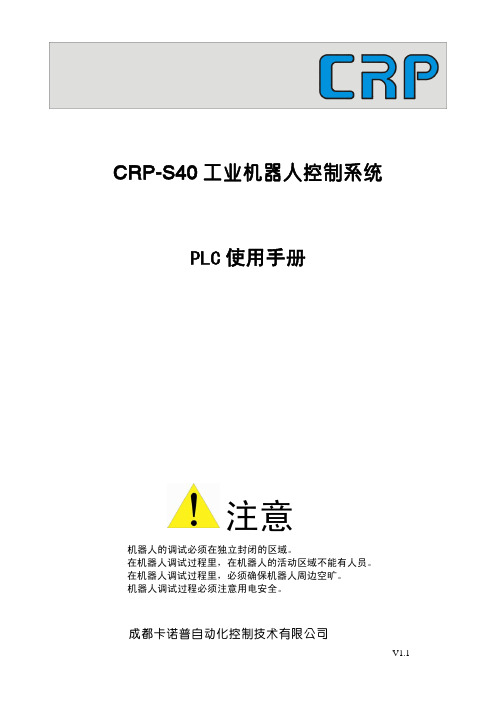
一.SW-ASRS-800机械手码垛机1、概述:SW-ASRS-800机械手码垛机是枣庄市三维技术有限公司研发的全自动机械手码垛机,可对各种包装袋进行全自动码垛作业,具有码放速度快、垛型整齐、自动化水平高的特点。
主要有包装袋压平整理、缓冲输送机、抓取辊道、托盘机、机械手等装置组成。
2、工作原理:包装合格的包装袋(包装箱)经斜坡输送机送到整平机整平,使袋形平整,包装袋(包装箱)到达抓取辊道,机械手检测到抓取辊道上有包装箱(包装袋)后,抓起包装袋进行转向、推放,将包装袋(包装箱)安照设置好的运行轨道进行码放,完成码垛工序。
3、主要特点:(1)、适用性强。
当客户产品的尺寸、体积、形状及托盘的外形尺寸发生变化时只需在触摸屏上稍做修改即可,不会影响客户的正常的生产。
而机械式的码垛机更改相当的麻烦甚至上是无法实现的。
(2)、能耗低。
大大降低了客户的运行成本。
(3)、结构简单、零部件少。
因此零部件的故障率低、性能可靠、保养维修简单、所需库存零部件少。
(4)、占地面积少。
有利于客户厂房中生产线的布置,并可留出较大的库房面积。
码垛机器人可以设置在狭窄的空间,即可有效的使用。
(5)、只需定位抓起点和摆放点,教示方法简单易懂。
(6)、全部控制可在控制柜屏幕上操作即可,操作非常简单主要装置序号名称规格型号数量作用功率1 RH-8000爬坡输送机B650×8000 1将包装袋输送到高位1.5KW2 RV-3000压平整形机B650×3000 1将包装袋压实整平1.5KW3 KR120R3200PA机械手R3200,6轴、库卡 1 码垛用15KW4 CR3000抓取辊道3000×2000×1500 1 机械手抓起平台 1.5KW5MTP-6000托盘自动供给机6000×2000×3000 1对码垛系统提供空托盘1.1KW6MOTP-3000成品托盘输送机3000×2000×1100 1将码垛完成托盘输出1.5kw7 控制系统包括触摸屏、PLC、控制柜18 SW-60C重量检测机复核包装袋重量,超差剔除1 选购9 CF-50金属检测机检测袋中是否有金属选购二.高位码垛机SW-ASH-1200高位全自动码垛机产品介绍:我公司生产的全自动码垛机可对各种包装袋进行全自动码垛作业,具有堆码速度快、垛形整齐,自动化水平高的特点,该设备由压平、转袋调姿、编组、分层升降等装置组成,其工作原理如下:斜坡输送机将包装机送来的合格包装袋过渡缓冲,由压袋机加以辊压,使袋形平整,再由转袋调姿装置使包装袋回转90°或180°,让包装袋缝纫口全部在内侧;然后由编组装置使包装袋每层横三竖二再竖二横三交错分层,排满最大8层后,由袋盘输送机出垛,最后由叉车运出码垛。
包装码垛生产线工艺流程

包装码垛生产线工艺流程1. 引言包装码垛生产线是现代工业生产中常见的自动化装配线之一。
通过自动化设备,将产品从生产线上进行包装和码垛,提高了生产效率和包装质量。
本文将介绍包装码垛生产线的工艺流程,从开始到最终包装完成的整个过程。
2. 工艺流程概述包装码垛生产线的工艺流程主要包括以下几个步骤: - 材料准备和输入 - 包装工艺 - 码垛工艺 - 检测和质量控制 - 输出产品下面将对每个步骤进行详细介绍。
3. 材料准备和输入在包装码垛生产线开始工作之前,需要准备好所需的原材料和零部件。
这些材料可以通过供应链和仓库管理系统来调配和控制。
材料输入可以通过自动化输送带或机器手臂等设备来实现。
这些设备会将原材料从仓库或生产线的其他部分传送到包装码垛生产线上的指定位置。
4. 包装工艺包装是包装码垛生产线的核心工艺之一。
在这个步骤中,原材料将被包装成最终的产品。
包装工艺可以包括以下几个步骤: - 包装设备的调整和设置 - 原材料的定位和放置 - 包装材料的装填和封口 - 标签和标识的附加 - 包装质量的检查在整个包装过程中,自动化设备和传感器可以用于控制包装质量和效率,并确保所有产品都按照规定的标准进行包装。
5. 码垛工艺码垛是包装码垛生产线的另一个关键环节。
在包装完成后,产品需要被码放到指定的位置。
码垛工艺可以包括以下几个步骤: - 码垛设备的调整和设置 - 产品的定位和放置 - 堆叠和码垛方式的选择 - 码垛质量的检查自动化码垛设备可以根据产品的要求进行精确的码垛操作,提高码垛的效率和稳定性。
6. 检测和质量控制在包装码垛生产线中,检测和质量控制是确保产品质量和安全的重要环节。
该步骤可以包括以下几个方面的控制: - 包装材料的密封和完整性检查 - 产品尺寸、重量、标签和标识的检查 - 码垛的垛高和稳定性检查 - 产品外观缺陷的检查通过自动化的检测设备和传感器,可以对每个产品进行全面的质量控制,并及时发现和纠正问题。
S80系统硬件说明书(V1.1)
CRP-S80 机器人控制系统硬件使用手册注意机器人的调试必须在独立封闭的区域。
在机器人调试过程里,在机器人的活动区域不能有人员。
在机器人调试过程里,必须确保机器人周边空旷。
机器人调试过程必须注意用电安全。
成都卡诺普自动化控制技术有限公司一、CRP-S80 控制系统各部件外观图及安装尺寸图1、主机箱主机箱安装尺寸图主机箱面板分布2、示教盒示教盒外观图示教盒信号线缆穿线示意图3、机器人专用端子板4、I/O 转接板注:I/O 转接板、机器人专用端子板侧面卡轨安装槽分布图5、I/O 输入信号线缆6、I/O 输出信号线缆7、机器人专用端子信号线缆8、+24 电源线缆9、安全模块说明:1、安全模块为选配件,用于控制各轴伺服主电源的。
其动作与急停等开关(示教合急 停按钮、安全开关、外部急停等)关联,当遇到设备异常时第一时间断开伺服电源确保安全。
2、在未选配安全模块时客户需自行设计安全回路,确保设备和操作人员的安全。
7Your needs ,We have二、控制系统控制部分典型电气互联示意图注意:1、当I/O 电源采用用外部电源时,主机电源模块至I/O 转接板TX3 端子的“+24电源线缆”不连接,I/O转接板TX3 端子接外部直流(DC24V)电源模块。
2、若配置有安全模块时,其连接参见“安全模块”章节。
三、系统安装环境系统必须牢固的安装在电柜内,四周应保留一定(不小于100mm)的空间,保证空气上下流通;系统周围应无强磁、强电干扰源,尽量远离易燃、易爆物品和各种危险品。
系统具体环境要求如下表:温度运行0℃~+45℃储存-20℃~+60℃湿度10~90RH振动≤0.5G电源AC220V +10% - -15% 50/60Hz 150W必需用隔离变压器供电,变压器初级输入电压要求使用AC380V。
环境避免粉尘、油雾及腐、蚀性气体、通风良好四、POWER模块POWER 模块为系统的电源部分,其接入AC220V 电源,转电源部件转换为+5V和+24V 电源给系统电路和接口电路供电。
包装皮带机、码垛机操作规程
(一)桥式码垛机操作规程一、工作原理板式输送机将成品包从打包车间输送到成品库。
桥式码垛机配有转弯机构和自动控制系统。
大车沿成品库纵向行走,小车沿库房跨度方向左右移动,溜梯可升降,并360°旋转,成品包可随意输送到库房各点码垛。
二、操作注意事项1、桥式码垛机操作人员应了解本厂成品包的工艺流程,熟悉桥式码垛机工作原理。
2、开车前,要检查电源供电情况,电压不应低于额定电压85%。
3、大车上不得遗留工具及其它物件,以免作业中坠落造成人身及设备事故。
4、开车前要鸣铃警示,提醒其它工作人员注意。
5、行车运行工作时,禁止一切人员站在行车底下,操作人员须站在溜梯边上操作,严禁站在溜梯底操作。
6、输送机不得输送人员。
7、保证加料均匀,不使输送机偏载或超载。
8、带式输送机几台串联或与其它输送设备串接使用时,应按逆料流方向顺序启动。
(开车:溜梯---封口机顺序启动,停车:封口机---溜梯顺序关闭)9、严禁用手清除粘在滚筒或托辊上的污物,以防手被运行的输送带带进滚筒或托辊而发生人身事故。
10、输送机在运转过程中,须经常巡视,及时处理发生的问题,运行一段时间后,应适当调整张紧装置,保证皮带不发生严重跑偏现象。
11、各润滑点要定期加润滑油脂,减速机内的机油按要求定期更换。
12、停机检修时,应切断该总机电源,并挂上“有人作业、严禁合闸”的牌子,以免误合电闸而引起检修人员受伤事故,检修人员不准从滑槽上下。
(二)皮带运输机作业指导书1、皮带运输机作业指导书的目的1.1目的实现从包装下线到成品库区的运输、监管、减少生产运输成本。
1.2适用范围本作业指导书流程涉及部门有包装、维修。
2、皮带运输机系统开(关)机流程图示图形注释:黑色线条代表先开机的顺序,红色线条代表关机的顺序。
3、注意事项3.1、严禁酒后上班进行操作;3.2、开机前必须对设备进行全面检查,排除障碍物,做好开机准备工作,确认皮带上和皮带机部位无人方可开机;3.3、启动前检查开关是否处于良好状态,先进行空载运行,不得随意解除联锁,开机前必须按铃示警3分钟;3.4、皮带处于空负荷状态下才能停机,严禁带负荷停机。
机器人化肥码垛技术经验方法
精心整理1.工艺/序描述●现有设备(人工)工艺描述现场人工自传送带上抓取并放置到托盘上●自动化后设备工艺自动缝包机→倒包机→传送带自动整理(平)→机器人自动码垛→取出托盘→以此循环2.方案介绍●设备使用环境1.海拔在1000米以内2.环境温度在0℃~+45℃之间3.环境湿度:20~80%RH(无凝结)4.使用场所应无严重影响设备使用爆炸﹑粉尘、腐蚀的介质,例:有毒气体﹑蒸汽﹑化学性沉积﹑霉等5.电压380V±10%,50Hz±5%,三线五线制6.气源压力0.5~0.7Mpa●设备主要配置介绍1.机械夹具/爪◆抓手具有光电检测开关,检测是否完成抓取工件(防止空抓)。
2.外围防护◆机械式外围防护,两米高度防止人员工作时进入◆安全光幕防护进出口处,连接机器人本体内部程序,防止人员工作时进入工作区域(进入后停止)◆三色声光报警灯,异常及工作状态显示3.机器人本体机器人本体:日本川崎CP180L4.设备方案图供货范围及报价清单一、售后服务本着“一切追求高质量,用户满意为宗旨”的精神,以“最优惠的价格、最周到的服务、最可靠的产品质量”的原则向您郑重承诺:提供的标准服务将协助用户保障设备安全稳定地运行,完善的组织结构、严格的质量保证体系和高水平的技术支援队伍使我们有信心提供一流的服务。
●技术支持服务电话支持服务:我们提供每周7天、每天24小时的电话支持服务。
用户在使用维护过程中,出现由于设备引起的技术故障,可通过专人服务热线提出服务请求,维护工程师以最快时间响应用户的服务请求,协助与指导用户制定解决问题的方案,用户可以很方便地得到设备操作等方面的指导,从而提高设备运营效率和利用率。
●级服务。
●●●设备调试培训服务我公司负责甲乙双方签署合同中规定的系统负责所有的安装调试和集成服务。
设备进场后,我们免费对设备进行安装调试,并对设备操作人员的日常操作使用,常见故障的判定及应急解决办法和安全培训,全程免费系统培训。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
CRP-S80、S40码垛工艺说明书 卡诺普机器人技术安全注意事项使用本系统前,请务必熟读并全部掌握本说明书和其他附属资料,在熟知全部设备知识、安全知识及注意事项后再开始使用。
本说明书中的安全注意事项分为“危险”、“注意”、“强制”、“禁止”四类分别记载。
危险 误操作时有危险,可能发生死亡或重伤事故。
注意误操作时有危险,可能发生中等程度伤害或轻伤事故及设备故障。
强制 必须遵守的事项。
禁止 禁止的事项。
需要说明的,即使是“注意”所记载的内容,也会因情况不同而产生严重后果,因此任何一条注意事项都极为重要,请务必严格遵守。
甚至在有些地方就连“注意”或“危险”等内容都未记载,也是用户必须严格遵守的事项。
危险★操作机器人前,按下示教编程器上的急停键,并确认伺服主电源被切断,电机处于失电并抱闸状态。
伺服电源切断后,示教编程器上的伺服电源指示按钮为红色。
紧急情况下,若不能及时制动机器人,则可能引发人身伤害或设备损坏事故。
★解除急停后再接通伺服电源时,要解除造成急停的事故后再接通伺服电源。
由于误操作造成的机器人动作,可能引发人身伤害事故。
★在机器人动作范围内示教时,请遵守以下事项:保持从正面观看机器人。
遵守操作步骤。
考虑机器人突然向自己所处方位运动时的应变方案。
确保设置躲避场所,以防万一。
由于误操作造成的机器人动作,可能引发人身伤害事故。
★进行以下作业时,请确认机器人的动作范围内没人,并且操作者处于安全位置操作:机器人控制电柜接通电源时。
用示教编程器操作机器人时。
试运行时。
自动再现时。
不慎进入机器人动作范围内或与机器人发生接触,都有可能引发人身伤害事故。
另外,发生异常时,请立即按下急停键。
注意★操作机器人必须确认。
操作人员是否接受过机器人操作的相关培训。
对机器人的运动特性有足够的认识。
对机器人的危险性有足够的了解。
未酒后上岗。
未服用影响神经系统、反应迟钝的药物。
★进行机器人示教作业前要检查以下事项,有异常则应及时修理或采取其他必要措施。
机器人动作有无异常。
原点是否校准正确。
与机器人相关联的外部辅助设备是否正常。
★示教器用完后须放回原处,并确保放置牢固。
如不慎将示教编程器放在机器人、夹具或地上,当机器人运动时,示教编程器可能与机器人或夹具发生碰撞,从而引发人身伤害或设备损坏事故。
防止示教器意外跌落造成机器人误动作,从而引发人身伤害或设备损坏事故。
码垛工艺是指通过对垛的外形尺寸、垛数、层数基本参数设置,对垛的摆放位置进行简单确认就能实现所有垛的整齐摆放。
一、基本情况说明: 1、基本概念垛:一个垛即是工件托盘:用于放置垛的物品(区域)码垛工艺指令数量:共10个(Pallet1-10)。
即最多能支持10个托盘。
排样数:1-99,即最多可实现种不同的排放方式,通常1层1种排样。
参考点:即第一个垛的摆放位置,以后每个垛的坐标以其为基准进行偏移。
2、变量说明 GP 变量GP80-GP89为码垛工艺0-9的过渡点。
GP90为垛的准备放件点。
GP91为垛的放件点。
GP92为放件后离开点。
GP93 为参考GP91的准备点(只在高度方向进行了尺寸偏移)。
GP94 为当前层对应参考点的偏移高度GI 变量GI90-99为码垛工艺0-9对应的当前执行垛数。
说明:上述GP 变量和GI 变量在码垛工艺里已做固定用途为些不能再在码垛工艺外再次使用。
二、码垛工艺设置步骤 1、准备工作1.1编辑PLC 控制工件夹具,方便程序编辑。
在示教器面板上M160-M169 10个辅助继电器,可通直接操作键盘(安全开关必须有效时)实现对M 辅助继电器状态的控制,通过对PLC 的编辑即可实现对夹具的控制,夹取工件。
为实现对夹具的控制,通常需按下编辑PLC 。
---| |--------------------------------OM160 Yxx说明:a)Yxx 代表控制夹具电磁阀的输出口。
b)编辑数量根据控制对象决定,但最多不能超出10个。
1.2建立用户坐标系在“运行准备”的“用户坐标系设置”界面设置用户坐标系(如下图),每一个托盘设置一个(即也可叫托盘坐标系)。
用户坐标系统设置界面如上图,选择好用户坐标系号后点“校验”进入用户坐标设置,如下图。
在上图界面,首先设置用户(托盘)坐标系的原点,即将机器人未端尖点(最好在机器人末端固定一个尖状物,方便观察)走到托盘的一个角的端点上。
之后按“记录当前点”记录用户(托盘)坐标的原点。
选择“XX方向”确定X边,如下图。
在上图界面,首先设置用户(托盘)坐标系的X方向,即将机器人未端尖点走到托盘的一边的边沿。
之后按“记录当前点”记录用户(托盘)坐标的XX方向。
选择“YY 方向”确定Y 边,如下图。
在上图界面,首先设置用户(托盘)坐标系的Y 方向,即将机器人未端尖点走到托盘的另一边的边沿。
之后按“记录当前点”记录用户(托盘)坐标的YY 方向。
在确定好原点、XX 方向、YY 方向后,在上图按“计算”键,系统自动完成当用户(托盘)坐标的计算,确定了在托盘上的坐标系及方向,方便码垛时的坐标设置。
说明:用户坐标系的建立是参照右手螺旋法则(如下图),Z 的正方向在X 向Y 旋转的大拇指方向。
在建立托盘坐标时,Z 的正方向通常是远离托盘,为此需要在建立托盘坐标时考虑X 、Y 方向的边分别是那一条用户坐标系统计算完成后,可切换到用户系下验证是否为想要的托盘坐标方向。
验证完成后,按“取消”键退出。
1.3设置辅助点 在“运行准备”》“变量”的“全局P 变量”界面设置在传送带上的取件点,和准备取件点。
全局变量设置界面在全局变量设置界面(如上图),找好取件点和取件准备点,按“记录当前点”将对应的坐标存在GP变量中,GP变量的编号可在GP0-GP79范围内自行定义。
2、码垛工艺设置2.1建立码垛工艺号如上图所示,在“用户工艺”》“码垛工艺”的“指令方式”下进入码垛工艺界面,如下图。
在上图中输入码垛工艺编号(范围0-9),一个号对应一个托盘。
在上图按“下一步”进入基本参数设置2.2基本参数设置下图为码垛基本参数设置界面在上图界面中,将对排样数量、托盘尺寸、垛(工件)尺寸、用户(托盘)坐标系号、参考点、空间过渡点进行设置。
排样数:设置在整个托盘中有多少种排样方式。
说明:通常如果每层都是一样的摆放,那就只有一种排样。
如果只分奇偶方式摆放,那就是两种排样,即奇数层一样,偶数层一种。
如果每一层的摆放都不一样的话,那有多少层就会有多少种排样。
托盘尺寸设置:按界面图示设置托盘的长、宽、高,单位mm 。
工件尺寸设置:按界面图示设置工件(垛)的长、宽、高,单位mm 。
用户坐标系选择:该托盘设定几号用户坐标系即设置为多少。
空间过渡点设置:通过示教抓取工件到空间过渡位置,按“记录过渡点”键将坐标存入对应工艺号的GP 变量中(GP80-89)。
参考点设置:通过示教抓取工件到托盘原点附件的第一个放件点(以后每一个垛的坐标都是以这个参考点为零点来计算),按“记录参考点”键将坐标存入对应工艺程序中。
说明:记录过渡点和参考点都必须先从传送带上实际抓取工件(在全局变量中,运行到取件点,按M160抓取工件)后示教到相应位置记录。
1过渡点、参考点位置关系如上图所示。
说明:本次举例为:排样数2,按奇偶层摆放。
托盘尺寸1000X1000垛(工件)尺寸600X380X2002.3排样垛数设置根据托盘的大小和工件(垛)的大小,规划出每种排样垛的数量,及摆放方式。
如下界面设置。
根据在基本参数界面设置托盘的尺寸和工件(垛)的尺寸(按举例说明),定为如下图布局,为设置做准备。
注意:每一组排样都是在同一个平面(都是基于托盘的第一层)设置的排样1的布局(忽略间隙)排样2的布局(忽略间隙)在上图排样设置界面,在“排样1垛数”框内输入每个排样数“4”后点“进入设置”后进入排样的详细设置,如下图。
如上图所示,垛1与“参考点”是一致的,垛2-4都是以垛1的中心点(参考点)为零点在用户(托盘)坐标系里偏移,θ角,是以右手螺旋法则来确定。
垛2-4的坐标值可以直接输入,也可以抓取工件到每个实际的位置后按“记录实际值”记录,记录完成后其对应的坐标会显示在上图界面。
也可通过按“试运行该点”验证设置是否确。
每个垛的摆放位置设置完成后,需要辅助点设置,即准备放件点和离开点,在上图界面,光标选中那一个垛,按“辅助点设置”进入对应垛的辅助点设置,如下图。
如上图示,辅助点分“准备点”和“离开点”,它们都是在用户(托盘)坐标系里参照放件点进行偏移,坐标值可以直接输入,也可以抓取工件到每个实际的位置后按“记录实际值”记录,记录完成后其对应的坐标会显示在上图界面。
也可通过按“试运行该点”验证设置是否确。
说明:1、上图中垛1的准备点在XY方向依稀坐标为-10,Z向偏移坐标为300,说明工件是在高处和XY负方向斜着放到放件点的位置的;离开点Z向偏移坐标为300,说明当放完工件后,手抓是直着提高300。
2、如上图界面所示,准备点的坐标是记录在GP90中,离开点的坐标是记录在GP92中。
排样1垛1辅助点设置完成后按“辅助点设置返回”键,到排样1设置界面,分别选择其它垛按上述方法以,设置对应的辅助。
所有辅助设置完成后返回到如下界面,对排样2进行设置。
在上图排样设置界面,在“排样2垛数”框内输入每个排样数“4”后点“进入设置”后进入排样的详细设置,如下图。
排样1的布局(忽略间隙)排样2的布局(忽略间隙)如上图所示,排样2的垛1-4都是以排样1垛1的中心点(参考点)为零点在用户(托盘)坐标系里偏移,θ角,是以右手螺旋法则来确定。
垛1-4的坐标值可以直接输入,也可以抓取工件到每个实际的位置后按“记录实际值”记录,记录完成后其对应的坐标会显示在上图界面。
也可通过按“试运行该点”验证设置是否确。
每个垛的摆放位置设置完成后,需要辅助点设置,即准备放件点和离开点,在上图界面,光标选中那一个垛,按“辅助点设置”进入对应垛的辅助点设置,如下图。
如上图示,辅助点分“准备点”和“离开点”,它们都是在用户(托盘)坐标系里参照放件点进行偏移,坐标值可以直接输入,也可以抓取工件到每个实际的位置后按“记录实际值”记录,记录完成后其对应的坐标会显示在上图界面。
也可通过按“试运行该点”验证设置是否确。
说明:1、上图中垛1的准备点在XY方向依稀坐标为-120和100,Z向偏移坐标为400,说明工件是在高处和XY负方向斜着放到放件点的位置的;离开点Z向偏移坐标为400,说明当放完工件后,手抓是直着提高400。
2、如上图界面所示,准备点的坐标是记录在GP90中,离开点的坐标是记录在GP92中。
排样2垛1辅助点设置完成后按“辅助点设置返回”键,到排样2设置界面,分别选择其它垛按上述方法以,设置对应的辅助点。