2011-09-22_船舶结构点腐蚀检验与修理指南(cn)
船舶修理中有关船体结构修理的一些注意事项
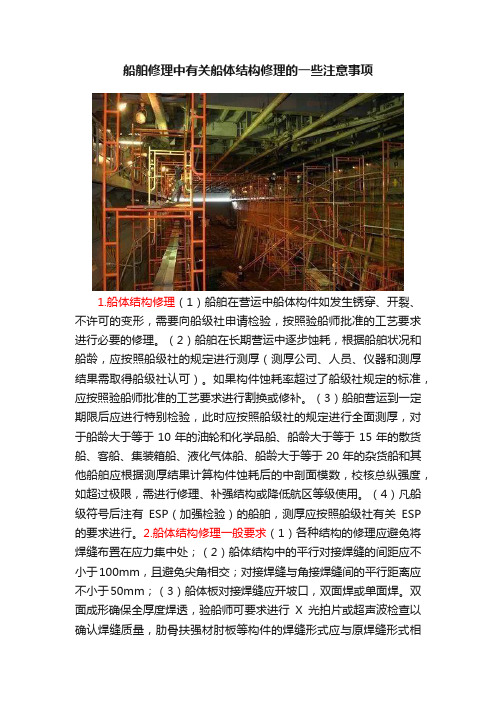
船舶修理中有关船体结构修理的一些注意事项1.船体结构修理(1)船舶在营运中船体构件如发生锈穿、开裂、不许可的变形,需要向船级社申请检验,按照验船师批准的工艺要求进行必要的修理。
(2)船舶在长期营运中逐步蚀耗,根据船舶状况和船龄,应按照船级社的规定进行测厚(测厚公司、人员、仪器和测厚结果需取得船级社认可)。
如果构件蚀耗率超过了船级社规定的标准,应按照验船师批准的工艺要求进行割换或修补。
(3)船舶营运到一定期限后应进行特别检验,此时应按照船级社的规定进行全面测厚,对于船龄大于等于10年的油轮和化学品船、船龄大于等于15年的散货船、客船、集装箱船、液化气体船、船龄大于等于20年的杂货船和其他船舶应根据测厚结果计算构件蚀耗后的中剖面模数,校核总纵强度,如超过极限,需进行修理、补强结构或降低航区等级使用。
(4)凡船级符号后注有ESP(加强检验)的船舶,测厚应按照船级社有关ESP 的要求进行。
2.船体结构修理一般要求(1)各种结构的修理应避免将焊缝布置在应力集中处;(2)船体结构中的平行对接焊缝的间距应不小于100mm,且避免尖角相交;对接焊缝与角接焊缝间的平行距离应不小于50mm;(3)船体板对接焊缝应开坡口,双面焊或单面焊。
双面成形确保全厚度焊透,验船师可要求进行X光拍片或超声波检查以确认焊缝质量,肋骨扶强材肘板等构件的焊缝形式应与原焊缝形式相同;(4)船体修理所使用的钢板型材及焊接材料均应符合船级社材料与焊接规范的有关要求,并向验船师提交材料合格证明,使用的材料级别应与原材料等同或更高;(5)船体结构和设备的改装或改建,应事先向船级社审图部门提交有关图纸和工艺,审核经批准后方可施工;(6)未经验船师同意,修理中不得任意拆除或移动船体强力构件,或在强力甲板、舷壳板、水密舱壁上临时开口,如要开孔,需船厂出具工艺要求;(7)船体水密结构修理后,均需进行密性试验,对于重要部位的对接焊缝在验船师认为必要时还应进行无损探伤检查;(8)船体修理或除锈清洁后应涂刷油漆;(9)船体修理后应向验船师提交下列资料:换新的材料合格证明(由IACS船级社会员出具的证明方可接受)、重大修理的完工图纸、验船师认为需要提供的其他资料。
船体重要结构损坏区域的检验和修复技术分析

船体重要结构损坏区域的检验和修复技术分析摘要:船体结构在航海中扮演着至关重要的角色,因此损坏的修复和定期检验对于确保船只的安全和性能至关重要。
本文旨在分析船体重要结构损坏区域的检验和修复技术,包括常见的损坏类型、检验方法以及修复策略。
通过深入研究这些技术,可以提高船体结构的可靠性和安全性。
关键词:船体;结构损坏;检验;修复技术;引言:船舶作为水上运输的主要工具之一,在长时间的航行和恶劣情况下承受着巨大的力量和压力。
因此,船体结构的完整性对于船只的安全性和性能至关重要。
然而,由于长期使用和自然因素,船体结构可能会受到损坏,需要定期检验和修复。
本文旨在分析船体重要结构损坏区域的检验和修复技术,重点关注常见的损坏类型、检验方法以及修复策略。
这些技术的深入研究和应用可以提高船体结构的可靠性和安全性,确保船只在航海中能够顺利运行。
一、船体结构损坏类型1.1腐蚀损坏:腐蚀是船体结构最常见的损坏类型之一。
它通常由海水中的盐分和氧气引起,导致金属表面逐渐腐蚀、腐蚀或凹陷。
腐蚀不仅会损害船体的外观,还可能威胁结构的完整性。
腐蚀损坏通常发生在船体底部和水线以下的区域,因为这些区域更容易受到海水侵蚀。
1.2疲劳损坏:疲劳损坏是由于船舶在波浪中的震动和荷载循环加载引起的。
这种损坏通常在焊接接头、机舱结构和桅杆等高应力区域发生。
疲劳损坏表现为裂纹、开裂和变形,可能会严重影响结构的强度和稳定性。
它通常需要定期检测和维护,以确保船体的可靠性。
1.3碰撞损坏:碰撞损坏可能是由于与其他船只、岸边设施或障碍物发生碰撞引起的。
碰撞可能导致结构的物理变形、裂纹和漏水。
碰撞损坏的严重程度取决于碰撞的力量和速度。
修复碰撞损坏通常需要严格的结构评估和修复工作。
1.4腐蚀疲劳:腐蚀和疲劳损坏的组合可能会导致更严重的结构问题。
腐蚀减弱了金属材料的强度,使其更容易受到疲劳循环加载的影响。
这可能导致裂纹和结构的持续损坏。
对于腐蚀疲劳的修复通常需要综合考虑腐蚀控制和疲劳修复的策略。
浅析船体结构修理中常见问题及对策

浅析船体结构修理中常见问题及对策摘要:通常船舶结构会受到结构腐蚀、超负荷失效、设计缺陷等等问题。
本文通过总结自身的多年船舶结构检修经验和相关的文献资料,详细介绍了船舶的各种常见的结构缺陷故障以及相应的形成原因,然后列举船舶结构典型的船舶缺陷的维修方法,并进行了相关维修重要性阐述。
旨在为以后从事相关船体结构维修人员提供一些船舶结构及缺陷维修知识经验和建议。
关键词:船体结构;问题分析;维修;对策引言:对于船舶而言,其自身结构稳定性和强度关系到船舶的行驶过程中船舶的安全和所搭载的全体船员和货物人生财产安全。
一般修船厂在修理船舶的过程中,船舶结构会受到结构腐蚀、超负荷失效、设计缺陷等等问题。
熟悉船体结构,掌握船体结构常见的缺陷及维修方法对更好的更好的解决船舶维修问题具有十分重要的意义。
1.船体结构维修常见的问题通常情况下,船舶都会具有十分复杂的内部结构,而这也就导致了船舶在发生结构性故障时,如果不熟悉船体结构设计进行维修工作往往也会十分困难和棘手。
因此熟悉船体结构,掌握船体结构常见的缺陷及维修方法对更好的更好的解决船舶维修问题具有十分重要的意义。
船舶常见的结构缺陷造及故障形成原因如下所示[1]:1.1 结构蚀耗众所周知,任何结构在长期的运行过程当中都会不可避免的产生结构损耗,进而导致结效率降低甚至失效。
同样的船体由于长期处于高湿度的环境当中,船体结构不可避免的收到了环境的腐蚀作用,船体的腐蚀行为主要为电化学、应力、空泡、海洋生物及疲劳腐蚀等等。
如果船体结构腐蚀处理不当,会对结构产生比较严重的影响。
现有研究表明,船体结构腐蚀的产因大致可以分为内因和外因来个部分。
一般情况下外因便是我们常说的外在环境因素,包括潮湿度及温度等,船体外部涂料和防腐层等也属于外部因素;内部因素则是指船体钢材的力学和化学属性。
1.2 超出正常负荷力有些情况下,由于船体长期超载,船体结构长期在超载作用下结构产生疲劳损伤最终导致船体结构损坏。
内河船舶的腐蚀和检查
内河船舶的腐蚀和检查作者:刘江波来源:《中国水运》2011年第11期内河船舶腐蚀对船舶安全以及水域清洁所造成的威胁越来越受到各方的关注。
本文阐述了内河船舶腐蚀机理,指出常见的腐蚀类型,并针对性地提出安全检查方法。
内河船舶的腐蚀是影响其寿命的最大的因素之一。
腐蚀不但能够降低船舶钢结构的强度,缩短船舶寿命,还会增加航行阻力,降低航速,影响船舶性能和航行安全。
内河航运的发展虽然取得了很大进步,但是目前仍存在相当比例的老旧船舶。
因腐蚀导致结构损坏和破坏,财产甚至生命的损失屡见不鲜。
至上世纪70、80年代起,国际上对海洋环境污染的关注程度也趋于严格:IMO环境保护委员会2008年9月17日已通过《国际控制有害船底防污系统公约》(简称AFS);海上安全委员会2006年12月8日已批准的MSC.215(82)决议:《所有类型船舶专用海水压载舱和散货船双舷侧处所保护涂层性能标准》(简称PSPC)等都对防治船舶因过度腐蚀造成船舶污染提出了新的要求。
为此,内河船舶防腐蚀问题应该引起船舶主管机关、检验部门、船东等的高度关注。
内河船舶船体腐蚀机理1、船体水下区域船体水下部分由于腐蚀介质的作用条件不同,艏部、艉部、船舷和船底的腐蚀情况是不同的。
船体艏部受到较大的流体动力作用,在波浪翻滚区反腐涂层损害最大。
另外,艏部还经常受到锚链和漂浮物的撞击,从而使涂层破损。
船体中部的涂层在船靠码头时容易因撞击和摩擦而损坏。
在螺旋桨产生的强烈水流的作用下,船艉部壳板和舵叶上遭到明显的局部流体动力作用,在许多情况下会引起结构的冲刷腐蚀破坏。
另外,螺旋桨周围会产生空泡,由于压力和流动条件的经常变化,空泡会周期性地产生和消失,在靠近空泡的金属表面产生“水锤作用”,使腐蚀作用继续深入。
在船体底部,由于附着水生物,表面遮盖不均匀,产生氧浓度差电池而引起坑蚀。
厌氧菌的活动和水生物死亡腐烂产生的硫化氢也会产生腐蚀作用。
水生物的排泄物除了助长腐蚀之外,随其积累还会侵入船底涂膜中,将涂膜破坏,从而造成严重的后果。
船体修理中常见问题及处理方法
船体修理中常见问题及处理方法船体修理是船舶维修中的重要一环,船体的损坏修理涉及到船舶的安全和航行性能,因此修理工作必须严谨细致。
在船体修理过程中,常见的问题有哪些?又该如何处理?接下来就让我们来详细了解一下。
一、常见问题1. 船体腐蚀船体腐蚀是船体长期在海洋环境下暴露所导致的。
腐蚀部位通常为船体底部、船舱内部和水线以上部位。
腐蚀问题的严重程度与船舶的使用情况、环境和维护保养有很大关系。
2. 损伤和磨损船体在长期航行以及靠港等操作过程中,常会受到外部物体的撞击、擦碰,导致船体表面出现损伤和磨损。
损伤和磨损对船舶的航行性能和外观造成影响,需要及时修复。
3. 接缝开裂船体的接缝是船舶结构的重要组成部分,接缝开裂可能是由于船舶受到外部力量的冲击或由于船舶结构设计缺陷引起。
接缝开裂的修理需要对接缝的情况进行全面的检查和分析,选择合适的修复方案。
4. 金属疲劳船舶在航行中经受着复杂的力学和气候环境的作用,长期的振动和应力会导致船舶结构金属材料的疲劳,出现裂纹、变形等问题。
二、处理方法1. 船体腐蚀对于船体腐蚀问题,首先需要进行全面的检查和评估,确定腐蚀的严重程度和腐蚀部位。
对于轻微腐蚀,可以采用打磨、清洗、防锈处理等方法进行修理。
对于严重腐蚀,可能需要进行局部或全面的船体焊接修复。
在修理过程中,需要特别注意焊接质量和防腐蚀处理工作。
2. 损伤和磨损对于船体的损伤和磨损问题,首先需要将损坏部位进行清理和打磨,然后进行焊接或填补修复。
在选择修复方法和材料时,需要考虑船体的材料和结构,以及修复后的船舶外观和航行性能。
对于较大范围的损伤,需要进行船体结构的强化和加固。
3. 接缝开裂对于船体接缝的开裂问题,首先需要进行接缝的检查和评估,确定开裂的原因和范围。
针对不同类型的接缝开裂,可以采用焊接、填缝、胶合等方法进行修复。
在修复过程中,需要特别注意接缝的密封性和强度。
4. 金属疲劳对于船舶结构金属疲劳问题,需要进行全面的结构评估和疲劳损伤分析。
船舶结构防腐蚀检验指南-CCS
附录 A 附录 B 附录 C 附录 D 附录 E 附录 F
检查日志和不合格报告(样本) 干膜厚度测量 牺牲阳极保护的计算 外加电流阴极保护的计算 旧涂层缺陷评估与表面处理方法选择 ISO标准和GB标准对照表
--
第1章 通 则
1.1 目的 1.1.1 为有效控制船舶钢结构的腐蚀损坏,延长结构使用寿命,防止因防腐蚀措施不当导致结构失效,特 编制《船舶结构防腐蚀检验指南》(以下简称“本指南”)。 1.1.2 本指南的目的在于对船舶钢结构防腐蚀的设计、施工和检验提供指导。 1.1.3 本指南为船旗国政府强制实施和船东自愿申请实施 IMO 有关船舶特定处所涂层保护相关技术要求提 供操作指导。
1.2 适用范围 1.2.1 本指南适用于本社规范要求和/或受委托进行的船舶钢结构的涂料涂装、牺牲阳极保护、外加电流保 护所涉及的设计、施工和检验。 1.2.2 本指南也可供海上设施、船用产品和其他工业产品的钢结构防腐蚀参考使用。
1.3 定义 1.3.1 本指南采用定义如下:
(1)涂装:将涂料涂覆于基体表面,形成具有保护、装饰或特定功能涂层的过程。 (2)基底:底材的表面,此表面或无覆盖层或有覆盖层。 (3)露点:空气中所含潮气饱和时的温度。 (4)表面预处理:建造前对钢板或型材以机械方法或化学方法除去钢材表面氧化皮、铁锈和异物并涂装 车间底漆的工艺过程。 (5)二次表面处理:对涂有车间底漆(或其他涂层)的表面,因热影响或机械原因引起原涂层损伤而返锈 的部位,再次进行表面处理的过程。 (6)灰尘:由喷射清理或其他表面处理工艺产生,或因环境作用而致留在待涂装表面上的松散颗粒物质。 (7)抛(喷)射处理:利用磨料的高速冲击作用,清理和粗化基底表面的工艺过程。 (8)动力工具清理:利用动力工具除去基底表面锈蚀和异物的工艺过程。 (9)名义干膜厚度:通常用“NDFT”表示;设计规定涂层干燥或固化成膜后应达到的标称涂层厚度。 (10)车间底漆:为在生产过程中保护金属材料表面,而在加工前涂在钢材表面的保护涂层。该涂层的 喷涂通常是在自动化车间内进行。 (11)底漆:涂层系统中在车间底漆后的第一道涂层。 (12)硬涂层:指在固化过程中发生化学变化的涂层或在空气中干燥而无化学变化的涂层。这些涂层用 于维护目的,类型可为无机也可为有机。 (13)预涂:为保证良好的涂料附着力和恰当的涂层厚度,对关键区域结构边缘、焊缝和不易喷涂的部 位进行额外附加涂层的涂装工作。 (14)涂层的目标使用寿命:在涂层设计中确定涂层寿命的目标值,以年计。 (15)涂层技术文件:通常用“CTF”表示,系指与涂层系统、以及涂装过程、涂层维护和修理有关的, 能表明整个船舶寿命期内涂层质量和性能的说明书、施工记录、检验报告等文件。 (16)涂料产品说明书:常用“TDS”表示,即涂料生产商的产品技术说明书,包含涂料及其涂装有关 的详细技术性说明和资料。 (17)涂装规格书:系指涂层系统的技术规格,包括涂层系统类型、钢板处理、表面处理、表面清洁度、 环境条件、涂装程序、验收标准和检查要求等内容。 (18)化 学 品 安 全 技 术 说 明 书 : 常 用 “ MSDS ” 表 示 ; 为 化 学 物 质 及 其 制 品 提 供 了 有 关 安 全 、 健 康 和 环 境 保 护 方 面 的 各 种 信 息 ,并 能 提 供 有 关 化 学 品 的 基 本 知 识 、防 护 措 施 和 应 急 行 动 等 方 面 的 资 料。 (19)阴极保护:通过电化学方式相对降低被保护金属腐蚀电位,使之成为腐蚀电池中的阴极,从而获 得防腐蚀效果的保护方法。 (20) PSPC:保护涂层性能标准的英文缩写,作为船舶特定处所涂装的附加标志。 (21)阳极:在腐蚀电池中,直流电流经其流入电解液的电极。 (22)牺牲阳极:依靠自身的腐蚀产生电流,使与之耦合的阴极获得保护的电极。 (23)外加电流阴极保护:由外部电源提供保护电流的阴极保护。 (24)保护电流密度:使被保护物体电位维持在保护电位范围内所需要的极化电流密度。 (25)保护电位范围:使金属腐蚀速率达到预定保护要求的极化电位值的区间。
船舶维修质量检验规程 船舶修理 资料
船舶维修质量检验规程(机电部分)2 船舶维修质量检验规程(轮机部分)2.1 宗旨本检验规程轮机部分对本公司船舶轮机修理工程的检验内容和要求作出一般规定,以确保其质量符合规定的要求。
2.2 适用范围船舶轮机工程进厂修理的质量检验。
2.3 参照文件船级社“钢质海船入级/建造规范”和中华人民共和国《海船法定检验技术规则》.2.4 检验内容2.4.1 柴油机(即主机、发电原动机)2.4.1.1 一般规定2.4.1.1.1 报验单位应做好检验前的准备工作,如对拆检部件的清洁、提供检验所需要的图纸、资料、证件、测量数据等。
2.4.1.1.2 报验项目的技术要求还应参考船舶技术资料,以及船东(包括其雇请的验船师)的具体要求。
必要时,这些要求可在检验和试验计划中予以说明。
2.4.1.2 检验项目及要求2.4.1.2.1 机座、机架及螺栓、垫片的检验2.4.1.2.1.1 检查机架、机座和底座有无裂纹、变形、损伤、底座外表有无腐蚀等缺陷。
2.4.1.2.1.2 检查机座与底座、底座与船体机座,以及机架与机座和气缸的连接情况,锤击检查其连接螺栓或铆钉有无松动或断裂,底座垫片和螺栓安装是否牢固,必要时可对连接螺栓进行抽查和校核贯穿螺栓的预紧度。
2.4.1.2.2 气缸盖及阀件的检验2.4.1.2.2.1 检查气缸盖、阀孔周围及各连接凸缘有无裂纹、凹凸不平等缺陷。
检查冷却水腔的积垢及腐蚀情况。
修理缺陷如气缸盖的缺陷无法修复,提请船东换新。
2.4.1.2.2.2 清洁烟道,清洗水腔,清洁修理后要求对其水腔试水压0.5~0.7MPa,并保持压力5min不漏。
2.4.1.2.2.3 检查各阀件的阀壳、阀芯及弹簧有无裂纹,阀与阀座的工作面是否正常,发现缺陷则提请船东修理,对于阀杆必要时进行探伤。
2.4.1.2.2.4 气缸盖上安全阀在车间进行校验时,开启压力为 1.4倍最大燃烧压力。
2.4.1.2.2.5 对于大型低速直流扫气柴油机气缸盖上大型排气阀及座(又称小缸头)参照2.4.1.2.2.3检查,清洗修理后要求对其水腔进行0.5~0.7MPa水压试验.2.4.1.2.3 缸套的检验2.4.1.2.3.1 检查气缸的磨耗、工作表面是否光滑,缸套上、下磨损部位凸肩现象,如有应磨去。
船舶结构检验要点

船舶结构检验要点——船舶结构检验的原则和技巧
根据经验,在上述因素中,最常见的损坏 是由于结构腐蚀引起的。
在影响结构腐蚀的因素中,应力腐蚀的影 响较难掌握,它涉及到对整个结构系统受 力的认识。
船舶结构检验要点——船舶结构检验的原则和技巧
总的概括,检查的重点应该放在以下部位:
• 受强力的部位和构件 • 涂层受到破坏的部位 • 已经出现变形的部位 • 和强腐蚀性物质接触的部位
船舶结构检验要点——原则和技巧——腐蚀造成的损坏
涂层损Байду номын сангаас最容易发生的部位有:
• 构件边沿 • 受力过大部位 • 液舱吸口附近、测深管底部和货舱内受到货物撞击
摩擦部位 • 焊缝及其附近 • 刚度不足部位 • 变形部位 • 温度偏高部位
船舶结构检验要点——原则和技巧——腐蚀造成的损坏
由于腐蚀造成的损坏表现有:
时的撞击等
船舶结构检验要点——船舶结构检验的原则和技巧
C. 设计失误
结构设计失误造成的结构损坏,就是船体 的结构设计不合理,造成在某个区域应力 高度集中,引起结构的损坏 。
如果船舶的某个部位或类似的构件在正常 使用的条件下,多次出现同一种形式的损 坏,在排除了腐蚀和不正常受力的影响后, 就可以认为是由于结构设计失误造成的结 构损坏。
船舶结构检验要点——原则和技巧——强应力造成的损坏
应力过大造成的损坏的形式有:
结构构件开裂,通常发生在强力构件的变 截面处、开口边沿、应力流突然改变方向 处。 结构焊缝开裂,通常发生在强力构件的对 接焊缝和肘板的趾端附近。 结构件失稳变形,通常这种情况发生在跨 度较大的板材和骨材上。
船舶结构检验要点——原则和技巧——强应力造成的损坏
腐蚀减薄:由于腐蚀,使得船体构件厚度减 薄,不能抵御设计时预计的载荷。 虽然腐蚀减薄在钢质船体的各个 部位都会发生,但压载水舱的情 况会更加严重。对于散货船结构, 最严重的部位通常度发生在顶边 舱和与带有加热系统的燃油舱相 邻的压载水舱内。
关于船舶结构防腐中阴极保护的检验要点

关于船舶结构防腐中阴极保护的检验要点使用涂油漆以及阴极保护法这两种方法来进行防腐,其中涂油漆来防止船舶结构腐蚀,国际海事组织和国际船级社协会都对通过涂油漆来防止。
船舶结构防腐做出了相关的涂层要求。
但是对于通过阴极保护法这方面所作出的要求并不是很多,经验也比较少,重视程度不高。
但是我们在进行现场检验的时候还是要对阴极保护法的设备装置得的检验引起足够的重视。
一、阴极保护阴极保护要是适用于船体结构浸在水的下面的部分,比如说船体浸在海水这样的环境,严杰保护,主要包括牺牲阳极的阴极保护法和外加电流的阴极保护法这两种。
下面就针对牺牲阳极的阴极保护法和外加电流的阴极保护法这两种原理进行讨论。
牺牲阳极的阴极保护法这种方法主要是防止金属被腐蚀,它的具体的操作步骤是将活泼性比较强的金属与要保护的金属相连接而构成了原电池,利用原电池的原理将活泼性比较强的金属作为原电池的负极发生氧化反应而被消耗,而被保护的金属作为原电池的正极,就避免了被腐蚀。
因为这一原理主要是利用了牺牲原电池的负极保护了原电池的正极,所以这种方法就叫做牺牲阳极的阴极保护法。
外加电流的阴极保护法主要是在所需要保护的设备外部加一个电流,从而改变了周围的电位的环境。
迫使电子流向被保护金属,使所要保护的金属处于比较低的电位环境当中,这样不会使将要被保护的金属发生氧化反应被腐蚀。
二、规范指南的相关要求C C S 对防腐结构做出了相关的规定,其中对阴极护法也作出了相关的规定,但是对于船舶结构是否一定要采用阴极保护法来防止船舶结构遭到腐蚀没有做出硬性的要求。
但是对于船舶结构已经使用阴极保护法来防止船舶结构遭到腐蚀船只所使用的保护装置都有明确的规定,接下来针对阴极保护法当中的相关的检验时候所要注意的要点进行了归纳。
凡是使用牺牲阳极的阴极保护法来防止船舶结构遭到腐蚀的船只必须提前提交一份在哪个明确的位置使用了牺牲阳极的阴极保护法这种装置的报告。
另外必须提前提交一份检查说明书和布置图。
船体修理中常见问题及处理方法
船体修理中常见问题及处理方法
船体修理是船舶维修中非常重要的一部分,常见问题包括以下几种:
1.船体表面腐蚀:船体表面可能会受到海水、气候等因素的影响而发生腐蚀。
处理方
法可以是对受腐蚀的部分进行打磨、除锈,并进行涂漆或喷漆,以保护船体表面。
2.船体破损:船体可能会因为碰撞、撞击或其他原因发生破损,此时应该进行填补和
修复。
处理方法可以是使用合适的材料对破损部位进行修补,以保持船体结构的完整性。
3.漏水问题:船体可能会出现漏水问题,造成船舶的稳定性和安全性的问题。
处理方
法可以是找到漏水的位置并进行修复,可以使用密封胶、填缝剂等材料进行修补。
4.焊接问题:船体使用焊接结构时可能会出现焊缝的开裂、弯曲等问题。
处理方法可
以是重新进行焊接,或者使用其他加固方法来修复焊接部位。
5.漆面问题:船体表面的涂漆可能会出现剥落、色彩褪色等问题。
处理方法可以是将
剥落的涂层去除,重新涂漆以保护船体表面。
6.疲劳问题:船体可能会因为长期使用或其他原因发生疲劳损坏,造成结构强度下降。
处理方法可以是进行结构加固,使用支撑材料等方法来修复疲劳损坏部位。
7.压力容器问题:船舶上的压力容器可能会出现泄漏、损坏等问题。
处理方法可以是
找到泄漏的位置并进行修复,或者更换损坏的压力容器。
船体修理中常见问题的处理方法可以根据具体情况来确定,需要对船体进行全面检查,找出问题并采取相应的修复措施,以确保船体的安全和使用寿命。
船体修理中常见问题及处理方法

船体修理中常见问题及处理方法船体修理是船舶维护的重要环节,常见的问题包括锈蚀、损伤、漏水、油漆脱落、变形等。
为了保证船体的安全性和航行的可靠性,我们应该及时发现问题并采取相应的措施予以处理。
一、锈蚀问题锈蚀是船体修理中常见的问题,可能出现在船体表面或者潜水部分。
出现轻微的锈蚀时,可以采用刷涂或喷涂等方法进行维护。
但是,严重的锈蚀必须采取措施进行修复,如更换腐蚀的部件,切除受损的部分,进行钣金补焊等。
二、损伤问题船体损伤可能会导致油箱泄漏和沉没的风险,因此必须及时修复。
一般来说,出现小异常应该及时检查,如果发现损伤,应该立即采取措施防止其扩大,停船修理。
三、漏水问题漏水一旦发生,会对船体和船上设备造成损害。
查找漏水的位置是解决漏水问题的第一步。
常见的漏水原因有管道老化漏水、接口处漏水、船壳缝隙漏水等。
根据漏水位置的不同,可以采用焊接、封孔、换管等修复措施。
四、油漆脱落问题油漆的脱落会影响船体的美观和抗腐蚀能力。
如果油漆脱落的范围较小,则可以采用刷漆或喷漆等方法对其进行维护。
如果油漆脱落的范围较大,需要采取擦除油漆、处理表面、重新上漆等方法进行修复。
五、变形问题船体的变形会对其结构整体性和安全性能造成影响。
船体变形问题的解决需要有专业的技术支持。
修复方法一般有打补匀、加强支撑等。
在修理船体时,必须考虑到安全、效益和环保等方面的要求。
船体修理必须符合相关规范和标准,采用合理的材料和工艺。
同时,还应该确保船舶维护的成本在控制范围内,在保证安全和质量的前提下,避免成本过高。
对于使用过的材料以及产生的垃圾和废弃物,必须进行妥善的处理,以便避免对环境造成污染。
总之,船体修理需要专业技术人员进行维护,及时发现问题并予以修复,确保船体的完好和安全,让船舶在长时间的航行中保持良好状态。
11船舶结构防腐检验指南

应至少具备如下基本条件: ! # % # $ 从事钢结构防腐设计的机构, ($) 至少 ! 名能够从事防腐系统设计, 并能指导防腐施工的技术人员; (如 ()* +,,, 体系认证) ; (!) $ 套完整的质量管理体系。 (软件和硬件) ; (%) 成套的设计办公设备 (&) 至少 $ 套与申请内容相符且可供实际使用的设计资料 (案例) 。 应至少具备如下基本条件: ! # % # ! 从事钢结构防腐施工的机构, ($) 至少 ! 名能够从事指导和监督结构防腐施工的技术人员和至少 ! 名经培训合格的 质量检验人员; (!) $ 套完整的质量管理体系 (如 ()* +,,, 体系认证) 和完整的安全生产管理体系; (%) 符合施工需要的全部设备 (包括固定租用的设备) ; (&) 施工质量检查所需要的全部检测仪器; !#& 人员的基本要求
并包括以下内容: " # ! # & 外加电流阴极保护布置图应符合建造说明书要求, (&) 恒电位仪、 辅助阳极、 参比电极的型号、 尺寸及传说坐标位置; (’) 螺旋桨接地装置和舵接地装置的坐标位置; (") 阳极屏材质和施工要求; (%) 外加电流保护系统的安装技术要求。 "#( 防腐质量验收项目
! " & " $ 获得认可的机构在下列情况下将被撤消认可的资格: ($) 因人员或设备变化无法满足认可的最低要求时; (!) 未按质量体系要求和 ’ 或安全生产管理体系要求运行而发生事故时; (%) 未按要求进行中间检查时。 ! " & " ! 取消资格的单位在 $ 年内不能重新申请认可。
・#・
第!章
制造厂和验船部门共同商定, 但 " #( # & 船舶防腐质量验收项目可根据检验合同由业主、 应包括下列内容: (&) 防腐质量检查与验收的范围; (’) 由建造厂质量主管部门检查与验收的项目; (") 提交业主验收的项目; (%) 以及报本社备案的项目。
船舶结构防腐蚀检验指南

船舶结构防腐蚀检验指南一、前言二、船舶结构防腐蚀检验的必要性1. 船舶结构防腐蚀的意义2. 船舶结构防腐蚀检验的作用三、船舶结构防腐蚀检验的方法和要求1. 检验方法(1)外观检查法(2)测厚仪法(3)金属材料分析法(4)电化学测试法2. 检验要求(1)检验标准与规定(2)检验人员资质(3)检验设备与工具四、船舶结构防腐蚀检验的流程和注意事项1. 检验流程(1)准备工作(2)实施检查(3)记录和评价结果2. 注意事项五、结论一、前言随着现代海运业的快速发展,全球海上贸易也越来越繁荣。
而作为海上交通工具之一的船舶,则承载着货物和人员在海洋中穿行。
然而,由于长期暴露在海洋环境中,船体结构容易受到海水、空气等因素的侵蚀和损坏,进而影响船舶的安全和使用寿命。
为了确保船舶的安全和可靠性,必须对船体结构进行防腐蚀检验。
二、船舶结构防腐蚀检验的必要性1. 船舶结构防腐蚀的意义船体结构是决定船体强度、刚度、稳性等重要参数的基础。
而在海洋环境中,由于海水中含有大量盐分、氯离子等物质,加之氧化作用和微生物作用等因素,会导致金属材料发生氧化、腐蚀等现象,从而使得船体结构受到破坏。
如果不及时采取措施进行防护和修复,将会对船体的强度、刚度和稳定性产生严重影响,并可能导致事故发生。
2. 船舶结构防腐蚀检验的作用针对上述问题,对于新建或已服役的船只,都需要进行定期或不定期的防腐蚀检验。
其主要目的在于发现和评估船舶结构中的腐蚀、损伤等问题,进而采取相应的措施进行修复和防护,保证船体结构的完整性、强度和稳定性。
这样可以有效地延长船体的使用寿命,提高运输效率,并减少事故发生的可能性。
三、船舶结构防腐蚀检验的方法和要求1. 检验方法(1)外观检查法外观检查法是一种常用的检验方法,其主要通过目视观察、手摸感受等方式来判断金属表面是否存在腐蚀、磨损等现象。
该方法简单易行,但只适用于表面较为明显的问题。
(2)测厚仪法测厚仪法是一种比较精确的检验方法,其主要通过测量金属表面到内部材料之间距离来判断材料厚度是否符合标准。
船体结构及部分构件蚀耗极限和修理方法

一、船舶尺度1、 船型尺度a)型长:夏季载重线与船舶首柱前端和艉柱后端相交所得的首艉垂线间的水平距离,对于无艉柱的船舶,由首柱前缘量至舵杆中线即垂线间长不得小于设计夏季载重水线总长的96%,且不必大于97%。
b)型宽:船体最宽处两舷肋骨外缘之间的水平距离。
c)型深:在型长中点处,自平板龙骨上缘量至干舷甲板横梁舷端上缘的垂直距离,对甲板转角为圆弧形的船舶,则由平板龙骨上缘量至甲板型线与船舷(外板)型线的交点。
2、 登记尺度a)登记长度:指量自龙骨板上缘最小型深85%处水线长度的96%,或沿该水线从首柱前缘量至上舵杆中心线的长度,取两者中较大者。
b)登记宽度:指登记长度中点处所量取的最大宽度。
对于金属外板的船舶,其宽度量至两舷的肋骨型线,对其它材料外板的船舶,其宽度量至船外板的外表面。
c)登记深度:指在登记长度中点船舷处从平板龙骨上表面量至上甲板下表面的垂直距离。
二、船体骨架结构1、 横骨架式船体结构序号中文名称英文名称序号中文名称英文名称knee1 甲板板 Deckplating 9 梁肘板 Beamgirder2 舷顶列板 Sheer strake 10 甲板纵桁 Deckplating 11 肋骨 Frame3 舷侧板 Sideframestrake 12 强肋骨 Web4 舭列板 Bilgestringerplating 13 舷侧纵桁 Side5 船底板 Bottom6 中内龙骨 Center keel 14 肋板 Floor7 平板龙骨 Plate keel 15 横梁 Beam8 旁内龙骨 Side keel 16 横舱壁板Transverse bulkhead plating2、 纵骨架式船体结构序号中文名称英文名称序号中文名称英文名称1 船底板 Bottomplating 10 甲板 Decklongitudinal2 船底纵骨 Bottom longitudinal 11 甲板纵骨 Deckbeam强横梁 Web3 肋板 Floor 12girder 13 舱口围板 Hatchcoaming4 中桁材 Centergirder 14 横舱壁 Transversebulkhead 5 旁桁材 Sidebulkhead 6 舷顶列板 Sheer strake 15 纵舱壁 Longitudinalplating 7 舷侧纵骨 Side longitudinal 16 内底板 Innerbottomkeelframe 17 舭龙骨 Bilge8 强肋骨 Web9 撑材 Strut3、 纵横混合骨架式船体结构序号中文名称英文名称序号中文名称英文名称plating 16 支柱 pillar1 船底板 Bottomdeckgirder 17 二层甲板 Tween2 中桁材 Centergirder 18 梁肘板 Beamknee3 旁桁材 Sideframe4 内底边板 Margin plate 19 船舱肋骨 Holddeckframe5 船底纵骨 Bottom longitudinal 20 甲板间肋骨 Tweenframeplating 21 强肋骨 Webbottom6 内底板 Innerstrake7 实肋板 Solidfloor 22 舷侧列板 Sidebracket8 内底纵骨 Inner bottom longitudinal 23 舭肘板 Bilge9 加强筋 stiffener 24 舱口端横梁Hatch end beambulkhead横舱壁 Transverse10 人孔 Manhole 25deck 26 舱口围板 Hatchcoaming11 上甲板 Upperbracket12 舱口端梁Hatch end beam 27 防倾肘板 Trippingplating舷墙板 Bulwark13 横梁 Beam 28stiffener14 甲板纵骨 Deck longitudinal 29 舷墙扶强材 Bulwarkkeel15 甲板纵桁 Deck girder 30 舭龙骨 Bilge三、外板三、船底结构1、 双层底结构a)横骨架式双层底结构序号中文名称英文名称序号中文名称英文名称girderplating 9 中桁材 Centerbottom1 内底板 Innerholegirder 10 流水孔 Drain2 旁桁材 Sideplate3 实肋板 Solidfloor 11 内底边板 Marginhole4 加强筋 Stiffener 12 透气孔 Air减轻孔 Lighteninghole5 肘板 Bracket 136 组合肋板 Bracket floor 14 切口 Incisionframe 7 扶强材 rib 15 内底横骨 Innerbottom8 船底横骨 Bottom frame 16 人孔 Manholeb)纵骨架式双层底结构序号中文名称英文名称序号中文名称英文名称bracket 7 中桁材 Centergirder1 舭肘板 Bilgegirder旁桁材 Side2 肘板 Bracket 8longitudinalplating 9 船底纵骨 Bottom3 内底板 Innerbottomplate4 水密肋板 Watertight floor 10 内底边板 Margin5 内底纵骨 Inner bottom longitudinal 11 加强筋 stiffener6 实肋板 Solidfloor 12 人孔 Manhole2、 箱形中桁材序号中文名称英文名称1 水密纵桁 Watertightgirderlongitudinallongitudinalbottom2 内底纵骨 Innerplatingbottom3 内底板 Innerframe4 内底横骨 Innerbottomfloor5 实肋板 Solid6 肘板 Bracketlongitudinal7 船底纵骨 Bottom8 船底中心线Bottom center lineframe9 船底横骨 Bottom序号中文名称英文名称序号中文名称英文名称1 内底板 Innerbottomplating 5 船底板 Bottomplating 2 旁桁材 Sidegirder 6 水密肋板 Watertightfloor 3 加强筋 stiffener 7 内底边板 Marginplate4 中桁材 Centergirder4、 实肋板结构序号中文名称英文名称序号中文名称英文名称1 内底边板 Margin plate 6 中桁材 Centergirder 2 内底板 Innerbottomplating 7 流水孔 Drainhole3 加强筋 stiffener 8 实肋板 Solidfloor4 旁桁材 Sidegirder 9 船底板 Bottomplating5 透气孔 Airhole 10 人孔减轻孔Manhole Lightening hole序号中文名称英文名称序号中文名称英文名称bottomplating 1 肘板 Bracket 4内底板 Innerframe2 内底横骨 Inner bottom frame 5 船底横骨 Bottomplating3 旁桁材 Sidegirder 6 船底板 Bottom6、 轻型肋板结构序号中文名称英文名称序号中文名称英文名称girder1 中桁材 Centergirder 5 旁桁材 Sidehole 6 加强筋 stiffener2 减轻孔 Lighteningplating3 内底板 Innerplating 7 船底板 Bottombottom4 内底边板 Margin plate7、 舭龙骨与船底塞序号中文名称英文名称1 扁钢 Flatbar2 球扁钢Flat bulb iron序号中文名称英文名称1 舭部外板 Bilge plate2 舷侧型线Moulded line of side shell3 舭龙骨 Bilgekeel4 船底型线Moulded line of bottom shell序号中文名称英文名称1 舭部外板 Bilge plate2 舷侧型线Moulded line of side shellkeel3 舭龙骨 Bilge4 船底型线Moulded line of bottom shell序号中文名称英文名称plug1 船底塞 Dockingring2 垫圈 Insertion3 垫板 Padplating4 船底板 Bottom三、甲板结构1、 横骨架式甲板结构序号中文名称英文名称序号中文名称英文名称1 下甲板 Lowerdeck 8 支柱 pillarbeam 9肘板 Bracket 2 半梁 Halfframe 10 舱口纵桁Hatch side girder3 主肋骨 Mainbarknee 11 圆钢 Round4 梁肘板 Beam5 甲板纵桁 Deck girder 12 甲板中心线Deck center line舱口端梁Hatch end beam6 横梁 Beam 137 防倾肘板 Tripping bracket2、 纵骨架式甲板结构序号中文名称英文名称序号中文名称英文名称横梁 Beam1 上甲板 Upperdeck 9pillar管型支柱 Tubular2 加强筋 Stiffener 10bracket防倾肘板 Tripping3 甲板纵骨 Decklongitudinal 11圆钢 Roundbarbeam 124 强横梁 Web舱口纵桁Hatch side girderframe 135 主肋骨 Main6 斜置加强筋Tilt stowing stiffener 14 甲板中心线Deck center line舱口端梁Hatch end beam7 肘板 Bracket 15coaming舱口围板 Hatchgirder 168 甲板纵桁 Deck3、 舱口围板4、 支柱序号中文名称英文名称序号中文名称英文名称中桁材 Centergirder1 甲板 Deck 4girderplating 5 旁桁材 Sidebottom2 内底板 Innerbeam 3 肋骨 frame 6悬臂梁 Cantilever序号中文名称英文名称beam1 甲板横梁 Deckframe2 甲板间肋骨 Tweendeckbeam3 强横梁 Webframe4 强肋骨 Webstringer5 舷侧纵桁 Sidebracket6 舭肘板 Bilgeframe7 主肋骨 Mainknee8 梁肘板 Beam6、 船艏结构序号中文名称英文名称deck1 艏楼甲板 Forecastle2 上甲板 Upperdeck3 下甲板 Lowerdeck4 铸钢首柱Cast steel stem5 钢板首柱 Platestem艏尖舱内的加强措施序号中文名称英文名称序号中文名称英文名称locker1 升高肋板 Raisedfloor 8 锚链舱 Chainbulkheadtank2 船艏柱 Stem 9艏尖舱壁 Forepeak扶强材 Stiffeners3 肋骨 Frame 10plate外板 Shell4 减轻孔 Lighteninghole 11girder水平桁 Horizontalbulkhead 125 制荡舱壁 Washgirder6 横梁 Beam 13舷侧纵桁 Sidebeam7 甲板 Deck 14强胸横梁 Panting7、 船艉结构序号中文名称英文名称序号中文名称英文名称post艉柱 Sternbeam 101 斜横梁 Cantboss轴毂 Propeller2 强横梁 Webbeam 11girder舷侧纵桁 Side3 横梁 Beam 12beam强胸横梁 Panting4 甲板纵桁 Deckgirder 13肋板 Floorbulkhead 145 横舱壁 Transversebulkhead制荡舱壁 Wash6 肋骨 Frame 15frame7 舵机舱平台Steering gear room platform 16 斜肋骨 Cantcase8 艉尖舱舱壁Afterpeak tank bulkhead 17 舵杆管 Rudder9 艉升高肋板Stern raised floor8、 舷墙序号中文名称英文名称序号中文名称英文名称stringer 1 舷墙板 Bulwarkplating 4 甲板边板 Deckbracket2 舷顶列板 Sheer strake 5 支撑肘板 Buttress3 舷边角钢Gunwale angle bar 6 扶手 Armrest四、常用修船符号五、船体倾斜试验六、船体各构件的许可蚀耗厚度七、船体构件蚀耗的处理方法1.分散的坑点腐蚀如腐蚀坑点直径在15-50mm之间,深度超过原建造厚度的50%,一般可允许堆焊填补。
船体结构的海洋腐蚀及防腐探析
船体结构的海洋腐蚀及防腐探析摘要:在经济全球化的影响下,各国之间的贸易往来更加频繁,海洋运输为各国开展国际贸易活动提供了巨大支持,并在一定程度上提高了各国开展国际贸易活动的积极性。
船舶是海洋运输的基础,而目前船体结构的海洋腐蚀问题正严重的制约着海洋运输和海洋开发,海洋腐蚀严重影响了船体结构的稳定性,并使得船舶的行驶速度受到影响,加大了危险性,也提高了船舶维护修理的费用投入,安全性和经济性都受到较大影响。
在这种情况下,对船体结构的海洋腐蚀进行分析,并找出有效的防腐措施是很有必要的。
由此,本文将对船体结构受到的海洋腐蚀的种类进行分析,找出船体结构易受腐蚀的部分,并提出具有针对性的防腐措施,期望以此来改善船体结构海洋腐蚀的情况。
关键词:船体结构;海洋腐蚀;防腐探析一、概述海洋腐蚀从概念上来看就是船舶航行在海洋环境中受到复杂的海洋环境影响,使得船体结构发生变化。
船体结构的海洋腐蚀是一个较为复杂的过程,海洋环境中的许多因素都会造成船体结构的腐蚀,并且船舶不同部分受到的海洋腐蚀情况存在较大差异,船体结构中以下部位发生海洋腐蚀的可能性较大:①不同金属交界地方。
这主要是不同金属在海水中受到电化学腐蚀的程度各不相同,并且承受海洋腐蚀的能力也各不一样,所以,在那些有较多种类金属存在的地方就会更容易发生海洋腐蚀;②焊接部位。
因焊接的工作原因就是利用高温来改变材料的性质,当材料处于这种外力改变状态下时,材料的内部会产生较多内力来抵挡外力改变材料,因此,这些部位容易因内力产生缝隙,缝隙的海洋腐蚀情况严重;③干湿交替以及积水严重部位。
这些部位常会接触到水,这就加速了这些部位防护层的损坏速度,并使得发生氧化反应的几率大幅提升;④保养死角部位。
这些部分通常是不在船舶的常规性保养范围内,只有当船舶需要进行大范围拆除维修或者这些部位出现问题时才能得到保养维护,这些部分长时间得不到有效保养,会使海洋腐蚀慢慢积累起来,所以,这些部位的海洋腐蚀的情况都较为严重。
船体重要结构损坏区域的检验和修复技术分析

来不 良的社 会影 响 。例 如 : 1 9 8 5 年1 2月“ 罗浮 山 ”
务管理 中关于船体重要结构区域损坏 的检验 、 修
理 技术 进行 分 析和 经验 总结 , 仓 肋 骨严 重 腐 蚀 损 坏, 全船 1 0 0多条 肋骨 不 同程度 地 脱 焊 , 使 船 壳 板
8 8
机 电技术
船体重 要结构 损坏 区域 的检 验和修 复技术分析
刘建安
( 福建船政交通职 业学 院 , 福建 福 州 3 5 0 0 0 7 )
摘
要: 从船舶机 务管理的角度分析 船舶( 尤其 是老龄船舶 ) 管理 中的船 体重要结构 区域损坏会造成 的重大影响 , 按
照船体重要结构部位 的损坏分 门别类 进行具体分析 , 指 出在 建造 或航行营运过程 中这些船体具体结构部件 可能会发生的
部 区域 。
重腐蚀 , 主甲板与纵横梁突然全部断开 , 船壳板 、
构 架 大 面 积严 重 波 浪 变 形 损 坏 , 后 经 大修 并 在 主 甲板下 新 加 纵桁 4 条 才 恢 复使 用 。以上 发 生 的船 舶 事故 原 因是 多 方面 的 , 根 据 现场 检 查情 来看 , 船 体 重 要 结 构 部 位 钢 材 的 严 重 腐 蚀 损 坏 是 事 故 主
易 处 于 中垂 状 态 , 纵 向连 续 的 甲板 结 构 会 承 受 较
舶, 应注意以上危险部位各连接处是否有裂纹 、 腐 蚀、 脱焊 、 焊缝裂纹( 例见 图 1 ) 。 技术修理 : 船体 内底板在舭部 中断 , 未一直延 伸至舷侧 , 会造成极大 的应力集中, 因而 内底板需 要有 良好的结构过渡 。使用与肋板相同的补板或
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
C C S 通 函Circular中国船级社(2011 年)通函第70 号总第134 号2011 年 9 月22 日(1 页+16 页) 发:总部有关处室、各分社(办事处)船舶检验验船师关于下发《船舶结构点腐蚀的检验与修理指南》的通知船舶结构点腐蚀是营运检验中比较常见的一种结构腐蚀方式,关于点腐蚀的检验和修理,IACS(国际船级社)、TSCF(油轮结构合作论坛)、OCIMF(石油公司国际海事论坛)均有相关指南进行描述,我社验船师须知中也作了相关的规定。
为了进一步加强船舶结构点腐蚀的检验指导,CCS总部营运入级处参考相关组织/机构关于船舶点腐蚀的技术要求,结合目前我社须知中相关的技术要求,编写了《船舶结构点腐蚀的检验与修理指南》,作为处理相关问题的依据,并代替《验船师须知》中的相关内容。
请各分社在检验中执行该指南的要求。
附件:《船舶结构点腐蚀的检验与修理指南》船舶结构点腐蚀的检验与修理指南一、我社及相关组织/机构关于船舶点腐蚀的技术要求目前我社验船师须知关于船舶点腐蚀的检验要求主要有如下几点:序号参考文本文本章节 适用船型1) 验船师须知附录1: 船体结构的修理 所有船型II-C3-4-152) 验船师须知 II-C3-9 9.12.4.5A URS31 货舱肋骨点腐蚀的修理散货船9.12.4.5B URS31 货舱肋骨凹槽腐蚀的修理3) 验船师须知 II-C3-17 营运船舶船体强度衡准—17.3.2 点腐蚀所有船型4) 验船师须知 II-C3-19 船体测厚指南—第三章船体强度衡准要求—所有船型2. 非均匀腐蚀上述列表中除第2)项内容适用于散货船的舷侧肋骨(来自于IACS URS31)外,其余几项关于船舶点腐蚀的检验要求都适用于所有船型,但考虑到不同的船型其容易产生点腐蚀的位置及处理的建议并不是完全相同的,各类船型对于点腐蚀处理的经验也是不同的,用任何一种船型的要求去覆盖别的船型都是不严密的,因此关于船舶点腐蚀的技术要求,考虑到结构型式、装载货品及洗舱等方面的因素,可分为液货船和散货船两大类,其它船型按其结构型式及点腐蚀形成特点等方面的因素,可参照散货船的衡准执行。
关于油船点腐蚀的处理要求,IACS/TSCF/OCIMF在各自的检验指南中的描述都有所不同,为便于理解,我们对IACS/TSCF/OCIMF检验指南中关于油船点腐蚀的要求进行了梳理,具体相关内容见附件一。
另外也对IACS在干货船/散货船/集装箱船检验指南中关于这三类货船点腐蚀的要求进行了汇总,具体相关内容见附件二。
参考相关组织/机构关于船舶点腐蚀的技术要求,并结合目前我社须知中相关的技术要求,现进一步提供船舶结构点腐蚀的检验与修理指南,作为处理相关问题的依据,并代替《验船师须知》中的相关内容。
二、油船点腐蚀允许腐蚀极限:1. 非CSR油船点腐蚀最大允许腐蚀极限1) 货油舱结构点腐蚀密度的参考区域是单个板格区域,点腐蚀密度图见表1。
对于均匀腐蚀极限为20%的构件,点腐蚀密度不小于20%时应采用均匀腐蚀衡准,点腐蚀密度小于20%时的可接受的最小剩余厚度为70%的建造厚度,且任何点的剩余厚度不得小于6 mm。
对于均匀腐蚀极限为25%的构件,点腐蚀密度不小于20%时应采用均匀腐蚀衡准,点腐蚀密度小于20%时的可接受的最小剩余厚度为65%的建造厚度,且任何点的剩余厚度不得小于6 mm。
使用特殊腐蚀标准(非20%或25%)油船点腐蚀的允许腐蚀极限9对于均匀腐蚀极限小于25%的构件,点腐蚀密度不小于20%时应采用均匀腐蚀衡准,点腐蚀密度小于20%时的可接受的最小剩余厚度为70%的建造厚度,且任何点的剩余厚度不得小于6 mm。
9对于均匀腐蚀极限不小于25%的构件,点腐蚀密度不小于20%时应采用均匀腐蚀衡准,点腐蚀密度小于20%时的可接受的最小剩余厚度为65%的建造厚度,且任何点的剩余厚度不得小于6 mm。
2) 货油舱以外的结构参照货油舱结构的点腐蚀衡准。
2. CSR油船点腐蚀的允许腐蚀极限对点腐蚀密度小于20%的板(点腐蚀密度图见表1),所有构件的测厚厚度t tm,应符合下式中的较小者:t tm≥0.7(t as-built-t own)mmt tm≥t ren-1mm式中:t as-built——构件建造厚度,mm;t own——船东或船厂额外增加的腐蚀余量,如有时,mm。
t ren——按定义的均匀腐蚀换新厚度。
板的任何横截面的平均厚度不小于均匀腐蚀的换新衡准。
对点腐蚀密度不小于20%的构件,应采用均匀腐蚀的换新衡准。
三、散货船点腐蚀最大允许腐蚀极限:1. 非CSR散货船点腐蚀最大允许腐蚀极限1) 符合URS31 要求的舷侧结构舷侧结构的点腐蚀密度图见表1。
如在一个区域(A, B, C, D)点腐蚀密度大于15%,那么应进行测厚以检查点腐蚀的范围。
15%是根据仅在板一面的点腐蚀。
如点腐蚀密度大于15%,则应在点腐蚀最多部位将300mm直径或更大(或,如在附属于舷侧肋骨的肋骨折板或舷侧外板、底边舱斜板或顶边舱斜板上,一个相当于成直角的区域上不可行)的区域清洁出白(裸金属),且在清洁区域内5个最深点腐蚀处测厚。
至少这些点腐蚀的任何一点均应作测厚并作记录。
任何点腐蚀的最小可接受的剩余厚度应为:对在货舱内的肋骨腹板和折边的点腐蚀为建造厚度的75%。
对在附连货舱肋骨的舷侧板、底边舱和顶边舱斜板,从肋骨每边等于30mm 宽度的板上的点腐蚀为建造厚度的70%。
如在一个区域内点腐蚀密度小于15%,对深度大于1/4原始板厚的点腐蚀,一般可接受对这些分散性麻点进行堆焊,但若剩余净厚度值小于6mm,则板材应进行割换。
2) 上述1)以外的其他结构其他结构参照上述1)舷侧结构的腐蚀衡准。
2. CSR散货船点腐蚀的允许腐蚀极限若在CSR共同规范要求覆有涂层的区域,如点腐蚀密度高于15%(点腐蚀密度图见表1),则应进行测厚来核查点腐蚀的范围。
此处的15%是仅按板的一面的点腐蚀得出。
如果点腐蚀密度超过15%,则应在板上点腐蚀最多处将300 mm×300 mm或更大面积内的锈蚀除去使金属裸露,在除去锈蚀的面积内5个最深点腐蚀处进行测厚。
在这5个点腐蚀的任何一处测得的最薄厚度,应取为所记录的厚度。
按照CSR共同规范第13章第1节1.2.1定义的点腐蚀的最小剩余厚度应大于: 建造厚度的75%,对于肋骨、端部肘板腹板和折边中的点腐蚀;建造厚度的70%,对于与每个舷侧肋骨每边的宽度30mm范围内连接的舷侧外板、底边舱和顶边舱斜板,但不必大于t renewal。
t renewal:换新厚度,即最小许用厚度,mm,低于此值则应对结构构件换新。
四、除液货船、散货船以外的船舶点腐蚀最大允许腐蚀极限:参照非CSR散货船舷侧结构的腐蚀标准执行。
五、点腐蚀的修理:对于点腐蚀区域的处理,可选取如下处理方案:不进行任何修理、用涂层或填充物填充、焊补(对点腐蚀处进行堆焊)、换板等等。
应参照前面所述不同船型的腐蚀极限,并根据点腐蚀的密度、腐蚀深度及点腐蚀的位置来选取合适的处理方案。
下述处理要求的检验指南只能作为处理的问题的思路和指导,对于现场发生的问题还需要具体分析,对于超出该检验指南的处理方案,须经总部同意。
1. 填充深度小于1/4原板厚的点腐蚀可定义为浅的点腐蚀。
浅的点腐蚀可用涂层或填充物填充,在对点腐蚀进行填充前,采用的材料及采用的工艺应经船级社批准认可,此外应按照填充材料生产商的建议进行合适的干燥及表面处理措施。
点腐蚀会加快腐蚀进度,特别是在有涂层的区域,为控制点腐蚀进一步加剧,在腐蚀初期就采取处理措施是很有必要的。
但需注意:对点腐蚀用涂层或填充物填充,只是作为阻止或减少点腐蚀进度推荐的手段,但不接受作为对超过最大允许腐蚀极限的修理方法。
2. 焊补1)对于深度超过1/4原板厚较深的点腐蚀,如未超过规定的最大允许腐蚀极限,且任何点的剩余厚度不小于6 mm,可在点腐蚀表面进行焊补。
2)对点腐蚀采用焊补修理的一般原则在高应力区和承受总强度的主要结构上应严格限制对点腐蚀进行焊补。
在特殊情况下采用焊补,需要慎重考虑方可接受,且需经总部批准。
如拟焊补的结构为高强度钢,一般不同意进行焊补,在特殊情况下,检验单位必须以照片和详细报告报总部批准。
考虑现场焊补修理的可操作性以及焊接质量等因素,一般仅接受对个别的或小范围的点腐蚀进行焊补,如拟焊补的范围较大,原则上不予同意焊补,在特殊情况下,检验单位必须以照片和详细报告报总部批准。
焊补位置主要为仰焊的(如船底板下表面),应严格控制焊工的资格及采用的焊接工艺。
3)焊补时,采用的焊接材料及焊接工艺应与母材相适应。
清洁: 完全清除点腐蚀的锈斑。
干燥: 采用氧-乙炔火焰或其他等效方法进行干燥。
预热: 环境温度较低时应要求预热。
焊接: 建议采用低氢焊条,焊完每道焊缝后转换反向。
NDT: 至少应有10%的范围,最好采用磁粉探伤,以检查表面及浅表面是否存在裂纹。
3. 割换如深的点腐蚀超过规定的最大允许腐蚀极限,或剩余厚度小于6mm,则不应采用焊补的修理方法,而应进行割换。
割换时所使用的钢板、型材及焊接材料均应符合本社《材料与焊接规范》的有关要求,使用的材料等级应与母材相适应。
焊接应按认可的焊接工艺进行施工,并按施工焊缝长度抽取一定比例进行X射线或超声波探伤检查。
船体水密结构修理后,还需进行密性试验。
表1:点腐蚀密度图附件一:IACS/TSCF/OCIMF关于油船pitting要求一览表附件二:IACS关于干货船/散货船/集装箱船pitting要求一览表表1:点腐蚀密度图1%20%3%25%5%30%10%40%15%50%7附件一:IACS/TSCF/OCIMF关于油船pitting要求一览表序号组织/机构适用船型中译文参考文件TSCF-Guidance Tanker Structure 1.TSCF 油船表3.2 点腐蚀修理指南关于船体构件局部强度及潜在的渗漏问题,下表为船体构件腐蚀的评估给出了指引。
板材最小剩余厚度(点腐蚀密度< 20%) (1)船体构件当满足下列条件时,通常可不必进行修理。
(2)(3)=~2/3*To底板 TminTmin=~1/2*To (4)水平构件面板(纵桁、纵骨等)定义:Tmin = 最小可接受的剩余厚度To = 原始厚度或规范要求厚度注:(1)点腐蚀密度参见附录VIII中的图例VIII.5.2和VIII.5.3。
如点腐蚀密度较高,应考虑采用均匀腐蚀的衡准。
(2)关于腐蚀极限,各个船级社的要求各不相同,针对每一个案,应向其获取相关指引。
8(3)当采用背水焊接对底板的点腐蚀进行补焊时,点腐蚀的最小剩余厚度为Tmin = 6mm。
(4)在高应力区域,如支撑构件,应核查横剖面及相关的实际应力条件(剪力和/或轴向应力),可接受的均匀腐蚀,见表3.1。