BGDABJS0101企业标准
(整理)宝山钢铁股份有限公司企业标准.

DIN 1623-(1)-1983
GB/T5213-2001
Q/BQB 403-1999 BZJ 407-1999
牌号
DC01(St12)
DC01
FeP01
St12
-
St12
DC03(St13)
DC03
FeP03
RRSt13
-
St13
DC04(St14,St15)
DC04
FeP04
表2
级别
代号
较高级的精整表面
FB(O3)
高级的精整表面
FC(O4)
超高级的精整表面
FD(O5)
表3
表面结构
代号
麻面
D
光亮表面
B
4订货所需信息
4.1订货时用户应提供如下信息:
a)产品名称
b)本产品标准号
c)牌号
d)产品规格及尺寸、不平度精度
e)边缘状态
f)表面结构
g)表面质量级别
h)包装方式
i)用途
4.2如订货合同中未注明尺寸及不平度精度、表面结构、表面质量级别、边缘状态及包装方式,则本标准产品按普通的尺寸及不平度精度、表面结构为麻面、FB级表面质量的切边钢带及切边钢板供货,并按供方提供的包装方式包装。
6.3交货状态
6.3.1钢板及钢带冷连轧后经退火及平整后交货。
6.3.2钢板及钢带通常涂油供货,所涂油膜应能用碱水溶液除掉,供方保证自制造之日起在通常的非裸包包装、运输、装卸及贮存条件下六个月不生锈。根据需方要求,经供需双方协议并在合同中注明,亦可以不涂油供货。
6.4力学性能
钢板及钢带的力学性能应符合表5的规定。
超高级的精整表面
企业标准pdf

企业标准pdf以下是相关内容,仅供参考:封面本企业标准名称为“XXXX企业标准”,适用于本公司生产的产品或服务的标准规定。
本标准发布日期为XXXX年XX月XX日,编制人员为XXX。
目录1. 标准名称和范围2. 术语和定义3. 技术要求4. 试验方法5. 检验规则6. 标识、包装、运输和贮存7. 附录8. 参考文献标准名称和范围本标准规定了XXXX的术语和定义、技术要求、试验方法、检验规则、标识、包装、运输和贮存等方面的要求。
本标准适用于XXXX。
术语和定义本标准所涉及的术语和定义如下:1. XXXXXXX:描述XXXX的术语。
2. XXXXXXX:描述XXXX的术语。
...技术要求XXXX应满足以下技术要求:1. XXXX的尺寸应符合图纸或技术文件的规定;2. XXXX的材料应符合质量要求;3. XXXX的性能应符合相关标准或技术文件的要求;...试验方法XXXX的试验方法如下:1. 试验一:XXXX的试验方法;2. 试验二:XXXX的试验方法;...检验规则XXXX的检验规则如下:1. 出厂检验:每批产品均应进行出厂检验,检验合格后方可出厂;2. 型式检验:每年至少进行一次型式检验,验证产品是否符合技术要求;3. 抽样检验:按照规定的抽样方案进行抽样检验,判断产品是否合格;...标识、包装、运输和贮存XXXX的标识、包装、运输和贮存应符合以下要求:1. XXXX应有明显的标识,标明产品名称、规格型号等信息;2. XXXX应采用适当的包装材料和方式,保证产品在运输和贮存过程中不受损坏;。
钢丝编织橡胶护套连接器企业标准

钢丝编织橡胶护套连接器企业标准下载提示:该文档是本店铺精心编制而成的,希望大家下载后,能够帮助大家解决实际问题。
文档下载后可定制修改,请根据实际需要进行调整和使用,谢谢!本店铺为大家提供各种类型的实用资料,如教育随笔、日记赏析、句子摘抄、古诗大全、经典美文、话题作文、工作总结、词语解析、文案摘录、其他资料等等,想了解不同资料格式和写法,敬请关注!Download tips: This document is carefully compiled by this editor. I hope that after you download it, it can help you solve practical problems. The document can be customized and modified after downloading, please adjust and use it according to actual needs, thank you! In addition, this shop provides you with various types of practical materials, such as educational essays, diary appreciation, sentence excerpts, ancient poems, classic articles, topic composition, work summary, word parsing, copy excerpts, other materials and so on, want to know different data formats and writing methods, please pay attention!钢丝编织橡胶护套连接器企业标准引言钢丝编织橡胶护套连接器是一种常见的电气连接器,用于连接电线、电缆和设备。
01煤炭验收标准
福建森宝食品集团股份有限公司企业标准Q/SBJ 1001—2010代替Q/SBJ 1001-2009前言本标准按照GB/T 1.1《标准化工作导则 第1部分:标准的结构和编写》给出的规则起草。
本标准由公司标准化委员会提出并审核本标准附录A、附录B均为规范性附录本标准起草单位:技术中心、购销业务部本标准主要起草人:许正金、臧赟本标准批准人:林庆麟本标准于2009年10月22日首次发布,于2010年3月6日第二次发布修改履历表版次 章节条款修改内容或记录号修改人 (起草人)批准人 修改日期 实施日期1.0 全新发放 许正金、臧赟 赖友辉 2009-10-22 2009-10-222.0 换版发布 许正金、臧赟 林庆麟 2010-03-06 2010-03-06煤炭验收标准1 范围本标准规定了锅炉用煤炭、其它用煤的质量要求、抽样、检验方法、判定规则。
本标准适用于公司内所有锅炉用煤及鸡场其它用煤的验收。
2 质量要求2.1 宝泰用煤炭煤炭应用基发热量≥5800卡/公斤2.2 肉鸡加工厂用煤炭煤炭应用基发热量≥6200卡/公斤2.3 饲料加工厂、生猪加工厂用煤炭煤炭应用基发热量≥6000卡/公斤3 抽样3.1 肉鸡加工厂、饲料加工厂、生猪加工厂3.1.1 取样人煤炭到厂时,肉鸡加工厂由质量监督员、锅炉工、运煤司机(或供应商)共同抽样;生猪加工厂、饲料加工厂由质检科长、锅炉工、运煤司机(或供应商)共同抽样。
3.1.2 样品采集时间运输车辆将煤炭卸车成堆后。
3.1.3 采样工具:铁铲。
3.1.4 采样位置及点数煤堆地面向上0.3米为第一采样点,将这圈分为四等分,等分点位置为采样点,从第一圈再向上0.5米位置为第二采样点,将这圈分为四等分,等分点为采样点;每次采样有8个点,每个点各取1铁铲煤炭。
3.1.5 样品制备3.1.5.1 将抽取的8铁铲煤炭现场进行粗破碎,人工用铁铲搅拌混合,混合后抽取2公斤煤炭,用塑料袋包装密封(防止水分挥发)。
宝钢彩涂板企业标准

Q/wBwQwB.wj4s4te0e-l.c2o0m09
上海子扬钢铁贸易有限公司
表4
面漆 种类
涂层 厚度 (μm)
铅笔 硬度
60°涂层镜面光泽的 公称值
低
中
高
180°弯曲a 厚度
反 向 耐中性盐雾b
Q/wBwQwB.wj4s4te0e-l.c2o0m09
m) 用途; n) 包装方式; o) 其他。 5.2 如订货合同中未注明尺寸及不平度精度、T 弯级别及包装方式,则供方按普通的尺寸和 不平度精度、A 级 T 弯(钢窗料按 B 级 T 弯)和供方指定的包装方式包装供货。
上海子扬钢铁贸易有限公司
宝山钢铁股份有限公司企业标准
彩色涂层钢板及钢带
Q/BQB 440-2009
代替 Q/BQB 440-2003、Q/BQB445-2004、BZJ446-2006
1 范围 本标准规定了彩色涂层钢板及钢带(以下简称彩涂板)的术语和定义、分类和代号、尺寸、 外形、重量、技术要求、检验和试验、包装、标志和检验文件等。 本标准适用于宝山钢铁股份有限公司生产的,厚度为 0.22mm~2.0mm 的建筑用彩涂板, 家电、家具、钢窗等行业也可参照使用。
(注:按照惯例,钢厂仅提供基板在涂层处理前的力学性能和镀层重量。)
7.1.2 热镀锌基板和热镀铝锌合金基板在涂层处理前应进行平整或光整。
7.1.3 各类型基板在不同腐蚀性环境中推荐使用的公称镀层重量应符合表 3 的规定。用户
如有特殊要求,可在订货时协商。
表3
公称镀层重量
基板类型
使用环境的腐蚀性
上海宝钢集团公司企业标准

上海宝钢集团公司企业标准
冷连轧钢板及钢带的包装、标志及质量证明书
1 范围
本标准规定了冷连轧产品和涂、镀产品钢板及钢带(以下简称钢板及钢带)的包装、标志及质量证明书。
本标准适用于上海宝钢集团公司冷轧部所生产的冷连轧产品及涂、镀产品的包装。
4 钢带(卷)的包装
4.1 钢带(卷)的包装类型及方式示于表2和图8~图12。
Q/BQB 400-99
Q/BQB 400-99
4.2 冷轧钢带(卷)的包装类型(方式)由需方选择。
如需方未选定包装类型,则按普通包装类型包装。
5 包装材料应符合表3的规定。
表 3
Q/BQB 400-99
1-钢带;2-外周护板;3-捆带;4-锁扣;5-护角;6-内护角钢圈;7-锁扣垫片
1-钢带;2-防锈纸;3-内周护板;4-内护角钢圈;5-端部圆护盖;;6-外护角钢圈;7-外周护板8-捆带;9-锁扣;10-锁扣垫片
类型9 图9 (L,l) 卷普通包装(冷轧、镀锌、彩涂) 基准代码L0(带木托架),l0(带钢木托
架)
1-钢带;2-防锈纸;3-内周护板;4-内护角钢圈;5-端部圆护盖;6-外护角钢圈;7-外周护板;8-捆带;9-锁扣;10-塑料套;11-锁扣垫片
类型10 图10 (M,m) 卷精包装(1) (冷轧、镀锌、彩涂) 基准代码K0(带木托架),k0(带钢
木托架)。
abb电气产品执行标准

abb电气产品执行标准电气产品的标准化已成为现代工业发展的基石。
ABB作为全球领先的电气设备制造商,在产品设计、生产和销售过程中都秉承着严格的标准要求。
本文将详细介绍ABB电气产品的执行标准,包括质量管理、安全性能、环境友好性以及可靠性等方面的要求。
一、质量管理1.1 产品设计要求ABB电气产品的设计应满足国家和行业相关标准的要求,并具备以下特点:(1)结构合理、功能完善、外形美观;(2)使用材料符合国家标准,并具备良好的耐用性和抗腐蚀性能;(3)易于安装、调试和维护;(4)运行稳定,性能可靠。
1.2 生产工艺要求ABB电气产品的生产工艺应符合以下标准要求:(1)严格控制原材料采购,确保产品所用材料的品质可靠;(2)生产过程中应严格按照工艺要求进行操作,确保产品的一致性和可追溯性;(3)设备和工具应定期检验和校准,以确保生产过程中的准确性;(4)应建立完善的产品质量记录和文件,方便追溯和问题解决。
1.3 产品质量控制ABB电气产品的质量控制应满足以下标准要求:(1)实行全面质量管理,从产品设计、供应商管理到生产制造、售后服务等环节,都应有相应的质量控制措施;(2)依靠现代化的检测设备和测试手段,对产品进行全面、严格的质量检验,确保产品质量的稳定性和可靠性;(3)产品出厂前应进行严格的性能测试和试验,确保产品符合相关标准和客户要求。
二、安全性能2.1 安全标准要求ABB电气产品的安全性能应符合国家和行业相关的安全标准,包括但不限于以下方面:(1)电气安全:产品的电气连接、绝缘、接地等方面应符合安全使用的要求;(2)防火防爆:产品应有防火、防爆措施,确保在使用过程中不引发火灾和爆炸;(3)人身安全:产品应具备防触电、防电弧、防电击等功能,确保用户的人身安全;(4)使用安全:产品应有明确的使用说明书,指导用户正确、安全地使用产品。
2.2 安全认证ABB电气产品应通过相应的安全认证,并得到权威机构的认可,包括但不限于以下认证:(1)CCC认证:产品应获得中国强制性产品认证(CCC);(2)国际标准认证:产品应符合国际电气安全标准,如IEC等。
钢结构企业标准
目录前言 (1)1.范围 (2)2.规范性引用文件 (2)3.术语定义 (2)4.产品分类、组成 (3)4.1产品型号 (3)4.2产品标记 (3)4.3装配式节点组成 (3)5.要求 (4)5.1装配式节点的外形 (4)5.2装配式节点的材料 (4)5.3装配式节点的性能指标 (4)5.4装配式节点主要零、部件 (5)6.试验方法 (5)6.1材料检验 (5)6.2外观检查 (5)6.3性能指标试验 (5)6.4装配卡的焊接焊缝试验 (5)6.5摩擦抗剪桶摩擦系数试验 (6)6.6楔块硬度试验 (6)7.检验规则 (6)7.1检验责任 (6)7.2组批 (6)7.3出厂检验 (6)8.包装、运输、贮存 (6)8.1包装 (6)8.2运输 (6)8.3贮存 (7)前言本公司开发研制装配式节点,具有结构简单,易于加工、安装迅速、操作方便、避免现场焊接等优点,能明显的降低系统成本,加快建设进度。
现已形成独立的标准化系列产品。
本产品因目前尚无国家标准和行业标准,为了保证产品质量,本公司特参照有关钢结构其他产品的国家标准及行业标准,制定出本企业标准,作为组织生产和检验产品的依据,其中的各项技术要求将随企业的技术进步及产品的改进而修改。
本标准由xxxxxxxxx提出。
本标准起草单位:xxxxxxxxxx。
本标准主要起草人:xxx,xxx。
本标准于xxxx年x月首次装配式方钢管混凝土柱-H型钢梁节点1.范围本标准规定了装配式节点的产品分类、技术要求、试验方法、检验规则及包装、运输、贮存、安装等要求。
本标准适用于装配式节点在钢结构工程建设中制造、安装使用。
2.规范性引用文件下列文件中对于本文件的应用是必不可少的。
凡是注日期的引用文件,仅注日期的版本适用于本文件。
凡是不注日期的引用文件,其最新版本(包括所有的修改单)适用于本文件。
GB/T 706-2008 热轧型钢GB/T1804-2000 一般公差未注公差的线性和角度尺寸的公差GB4675.3-84 T型接头焊接裂纹试验方法GB/T 6728-2002 结构用冷弯空心型钢尺寸、外形、重量及允许偏差GB/T11263-2005 热轧H型钢和部分T型钢GB/T18003-1997 标准公差和基本偏差数值表GB 50017-2003 钢结构设计规范GB 50205-2001 钢结构工程施工质量验收规范JGJ 81-2002 建设钢结构焊接技术规程JG/T 137-2007 结构用高频焊接薄壁H型钢JG/T 178-2005 建筑结构用冷弯矩形钢管YB 3301-2005 焊接H型钢3.术语定义零件:一种不采用装配工序而制成的成品。
企业标准(干燥剂)
企业标准(干燥剂)1、主题内容与适用范围本标准规定的以生石灰、硅胶及活矿粘土为原料制成的干燥剂产品的规格型号、指标要求、检验规则及包装、标志贮存和运输等。
上述几种干燥剂产品均能吸收空气中的湿气,用以控制密闭环境的相对湿度.广泛适用于品、药品、服装、军工、电子、机械、冶金等各种物品的防潮、防霉、防锈包装,并能与除氧剂联用于综合封存包装中。
2、规范性引用文件下列文件中的条款,通过本标准的引用而成为本标准的条款。
凡是注日期的引用,其随后所有的修改单(不包括勘误的内容)或修改版均可适用本标准。
然而,鼓励根据本标准达成协议的各方研究出版时,所示版本均为有效,所有标准都会被修改,使用本标准应参照使用下列标准可能出版的最新版本。
GJB2714—96 包装用静态吸湿袋活性干燥剂通用规则GB10455-89—1996 包装用硅胶干燥剂HG/T2765、19963、产品分类3.1产品规格、型号主品的规格、型号由其小包装的剂量而定(克/包)常用规格如下表所示,特殊规格产品可商定:4、要求4.1技术要求:生产态减湿和去除异味等功能。
4.1。
1活性干燥剂:本产品是利用凹凸棒粘土矿物经科学加工制成,具有吸附活性.质量指标符合GJB2714-96(包装用静态吸湿袋装活性干燥剂通用规则)主要质量指标:体积密度≤0。
95ml/g吸附量 RH=20%时≥60%RH=40%时≥12%RH=80%时≥22%4。
1。
2石灰干燥剂本品主要成分为生石灰(CaO),主要通过化学反映原理吸收水分的,因此吸水具有不可逆性.反应原理:CaO+H2o→Ca(oH)2主要质量指标:吸湿率≥35%氧化钙含量≥90%4。
1.3硅胶干燥剂本干燥剂是用不同品种的硅胶(主要是细孔硅胶)用透湿性袋包装而成。
主要成为硅胶,主要通过化学方程式.SiO2+nH2o来表示的物理性吸附的干燥剂。
质量符合GB10455-89-1996(包装用硅胶干燥剂)主要质量指标:硅胶质量符合HG/T2765、1996二氧化硅(CiO2)含量>98%吸附量:RH=20% ≥8%RH=50%≥20%RH=90%比电阻:≥3000Ω.cm干燥失重≤2.50%4.2产品的内包装材料:4.2。
单晶硅企业标准标准
0I CS企业标准硅单晶XXX有限公司发布前言本标准修改采用了Ibis Technology《美国Ibis公司硅单晶产品样本》,其他技术要求执行了GB/T 12962-2005标准。
编写格式按GB/T 1.1-2009《标准化工作导则第1部分:标准结构和编写》标准修订。
本标准于XXX 首次发布。
硅单晶1 范围本标准规定了硅单晶的产品术语、要求、试验方法、检验规则以及标志、包装、运输、贮存。
本标准适用于直拉法制备的硅单晶。
产品主要用于制作太阳能电池及其组件。
2 规范性引用文件下列文件对于本文件的应用是必不可少的。
凡是注日期的引用文件,仅所注日期的版本适用于本文件。
凡是不注日期的引用文件,其最新版本(包括所有的修改单)适用于本文件。
GB/T1550 非本征半导体材料导电类型测试方法GB/T1551 硅锗单晶电阻率测定直流二探针法GB/T1552 硅锗单晶电阻率测定直排四探针法GB/T1553 硅和锗体内少数载流子寿命测定光电导衰减法GB/T1554 硅晶体完整性化学择优腐蚀检验方法GB/T1555 半导体单晶晶向测定方法GB/T1557 硅晶体中间隙氧含量的红外吸收测量方法GB/T1558 硅中代位碳原子含量红外吸收测量方法GB/T11073 硅片径向电阻率变化的测量方法GB/T12964 硅单晶抛光片GB/T13387 电子材料晶片参考面长度测量方法GB/T14140 (所有部分)硅片直径测量方法GB/T14143 300μm-900μm硅片间隙氧含量红外吸收测量方法GB/T14844 半导体材料牌号表示方法Ibis Technology 美国Ibis公司硅单晶产品样本3 术语和定义下列术语和定义适用于本标准。
3.1 径向电阻率变化晶片中心点与偏离中心的某一点或若干对称分布的设定点(典型设定点是晶片半径的1/2处或靠近晶片边缘处)的电阻率之间的差值。
这种电阻率的差值可以表示为中心值的百分数。
又称径向电阻率剃度。
qb开头的企业标准

qb开头的企业标准
以下是以"QB"开头的一些企业标准的例子:
1. QB/T 1005-2020《面粉、淀粉制品污染物限量(附相干羁系指标)》:该标准规定了面粉和淀粉制品中污染物的限量要求,并附带了相关的检验方法和监测指标。
2. QB/T 1418-2019《纺织品火焰延燃性能试验方法》:该标准规定了纺织品的火焰延燃性能测试方法,用于评估纺织品在火灾情况下的防火性能。
3. QB/T 1683-2019《家具木质杂质检验方法》:该标准规定了家具制品中木质杂质的检验方法,包括杂质的种类、检测方法和容许量要求。
4. QB/T 2641-2013《家用电冰箱》:该标准规定了家用电冰箱的基本要求,包括外观、性能、能效指标以及安全要求等。
5. QB/T 2910.1-2007《机电产品防护等级与外壳防护等级编码》:该标准是针对机电产品的防护等级和外壳防护等级进行编码的规范。
请注意,上述只是一些以"QB"开头的企业标准的例子,具体的标准名称可能因年份和领域而略有不同。
在实际应用中,应查阅最新的标准以获取准确的信息和指导。
电缆材料企业标准-范本模板
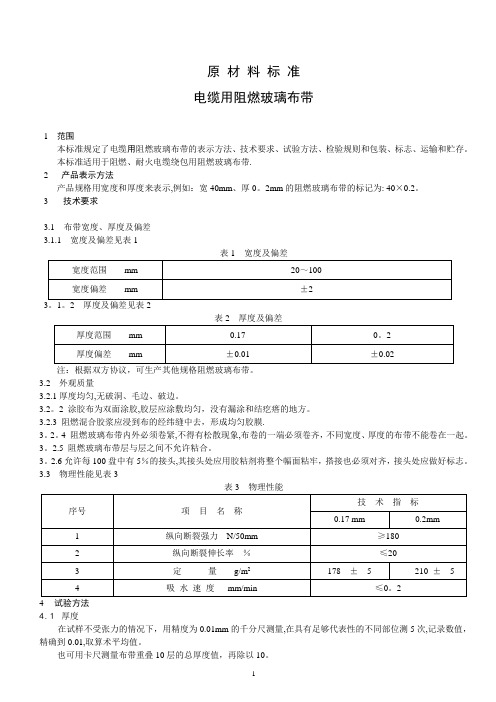
原材料标准电缆用阻燃玻璃布带1 范围本标准规定了电缆用阻燃玻璃布带的表示方法、技术要求、试验方法、检验规则和包装、标志、运输和贮存。
本标准适用于阻燃、耐火电缆绕包用阻燃玻璃布带.2产品表示方法产品规格用宽度和厚度来表示,例如:宽40mm、厚0。
2mm的阻燃玻璃布带的标记为: 40×0.2。
3技术要求3.1布带宽度、厚度及偏差3.1.1 宽度及偏差见表13。
1。
2 厚度及偏差见表23.2外观质量3.2.1厚度均匀,无破洞、毛边、破边。
3.2。
2 涂胶布为双面涂胶,胶层应涂敷均匀,没有漏涂和结疙瘩的地方。
3.2.3 阻燃混合胶浆应浸到布的经纬缝中去,形成均匀胶膜.3。
2。
4 阻燃玻璃布带内外必须卷紧,不得有松散现象,布卷的一端必须卷齐,不同宽度、厚度的布带不能卷在一起。
3。
2.5 阻燃玻璃布带层与层之间不允许粘合。
3。
2.6允许每100盘中有5%的接头,其接头处应用胶粘剂将整个幅面粘牢,搭接也必须对齐,接头处应做好标志。
3.3物理性能见表34.1厚度在试样不受张力的情况下,用精度为0.01mm的千分尺测量,在具有足够代表性的不同部位测5次,记录数值,4.2宽度在厚度合格的布带上用卡尺测量5次,取算术平均值,精确到1mm.4.3外观在自然光线下目测。
4.4物理机械性能4.4.1纵向断裂强力、断裂伸长率在厚度和宽度合格的材料上取180mm×50mm的纵向试样5块,分别放在拉力试验机上测试,将试样一端放在上夹钳中间,轻轻夹住,再将另一端放在下夹钳内,并将试样夹紧,开动机器,使下夹钳按110mm/min的速度向下牵引,到试样断裂时,记录断裂强度和断裂伸长率,取试样的算术平均值,断裂强度精确到2N,伸长率精确到1%。
4.4.2吸水速度从纵向切取5个15mm×100mm的试样,在试样的一端距端部30mm处绘上一条标志线,把该端垂直插入蒸馏水中,使标志线恰好处在水平位置,为便于识别,在蒸馏水中可滴入数滴墨水着色,经10min之后,取出试样,用精度为0。
BGDABJS0101企业标准分解
柳州宝钢企业标准BGDABJS0101柳州宝钢汽车钢材部件有限公司企业标准THE ENTERPRISE STANDARD OF LIOUZHOU BAOSTEEL AUTOMOTIVE STEEL PARTS CO.,LTD2011-06-24发布 2011-07-01 实施柳州宝钢汽车钢材部件有限公司发布目录前言---------------------------------------------------------------------------------------3一、钢板、钢带的表面质量及表面结构---------------------------------------------4二、纵切钢带的尺寸、外形、重量及允许偏差-----------------------------------------9三、横切钢带的尺寸、外形、重量及允许偏差----------------------------------------16四、冷轧钢板及钢带的包装和标志--------------------------------------------------------17前言柳州宝钢汽车钢材部件有限公司是上海宝钢国际体系内专业从事钢材加工配送的全资子公司,为保证本企业加工生产的纵切钢带及横切钢板产品的交货质量,并为需方提供有关钢材剪切加工的技术服务,特制定本企业标准。
本技术标准是根据GB/T1.1-2000《标准化工作导则第1部分:标准的结构和编写规则第3部分:产品标准编写规定》进行制订的。
本标准包括:《钢板、钢带的表面质量及表面结构》《纵切钢带的尺寸、外形、重量及允许偏差》、《横切钢板的尺寸、外形、重量及允许偏差》、《板、卷的包装、标志及加工质量证明书》。
本标准版权归柳州宝钢所有,任何单位和个人,未经书面授权和许可,不得复制、翻印和传播。
本标准起草人:叶军、赵颖、张钊、巫佩凤、张卫华审核:支雪明批准:丁海峰柳州宝钢汽车钢材部件有限公司2011年6月柳州宝钢汽车钢材部件有限公司企业标准一、钢板、钢带的表面质量及表面结构1 范围本标准规定了上海宝山钢铁股份有限公司生产的钢带、钢板的表面质量、表面结构及表面处理方式。
07-09华为刚性PCB性能规范及验收标准
DKBA 华为技术有限公司企业技术标准DKBA3178.1-2007.09代替Q/DKBA3178.1-2006刚性PCB性能规范及验收标准2007年10月15日发布2007年11月01日实施华为技术有限公司Huawei Technologies Co., Ltd.版权所有侵权必究All rights reserved目录前言 (11)1范围 (13)1.1 范围 (13)1.2 简介 (13)1.3 关键词 (13)2规范性引用文件 (13)3术语和定义 (13)4文件优先顺序 (14)5材料品质 (14)5.1 板材 (14)5.2 介质厚度公差 (14)5.3 PTH孔性能指标 (15)5.4 阻焊膜 (15)5.5 标记油墨 (15)5.6 最终表面处理 (15)5.6.1 热风整平 (15)5.6.2 化学镍金 (15)5.6.3 有机涂覆(OSP) (16)5.6.4 化学银 (16)5.6.5 化学锡 (16)5.6.6 电镀金手指 (17)2007-10-26 华为文档,未经许可不得扩散第2页,共2页Page2,Total26外观特性 (17)6.1 板边 (17)6.1.1 毛刺/毛头 (17)6.1.2 缺口/晕圈 (17)6.1.3 板角/板边损伤 (18)6.2 板面 (18)6.2.1 板面污渍 (18)6.2.2 水渍 (18)6.2.3 异物(非导体) (18)6.2.4 锡渣残留 (18)6.2.5 板面余铜 (18)6.2.6 划伤/擦花 (19)6.2.7 压痕 (19)6.2.8 凹坑 (19)6.2.9 GROUND面凹坑、铜粒 (19)6.2.10 露织物/显布纹 (20)6.3 次板面 (20)6.3.1 白斑/微裂纹 (20)6.3.2 分层/起泡 (21)6.3.3 外来杂物 (21)6.3.4 内层棕化或黑化层擦伤 (22)6.4 导线 (22)2007-10-26 华为文档,未经许可不得扩散第3页,共3页Page3,Total36.4.2 镀层缺损 (22)6.4.3 开路/短路 (22)6.4.4 导线压痕 (22)6.4.5 导线露铜 (22)6.4.6 铜箔浮离 (23)6.4.7 补线 (23)6.4.8 导线粗糙 (23)6.4.9 导线宽度 (24)6.4.10 阻抗 (24)6.5 金手指 (24)6.5.1 金手指光泽 (24)6.5.2 阻焊膜上金手指 (24)6.5.3 金手指铜箔浮离 (24)6.5.4 金手指表面 (25)6.5.5 板边接点毛刺 (25)6.5.6 金手指镀层附着力 (26)6.6 孔 (26)6.6.1 孔的公差 (26)6.6.2 铅锡堵孔 (26)6.6.3 异物堵孔 (27)6.6.4 PTH孔壁不良 (27)2007-10-26 华为文档,未经许可不得扩散第4页,共4页Page4,Total46.6.6 PTH孔壁破洞 (27)6.6.7 孔壁镀瘤 (28)6.6.8 晕圈 (28)6.6.9 粉红圈 (29)6.6.10 表层PTH孔环 (29)6.6.11 表层NPTH孔环 (29)6.7 焊盘 (30)6.7.1 焊盘露铜 (30)6.7.2 焊盘拒锡 (30)6.7.3 焊盘缩锡 (30)6.7.4 焊盘损伤 (31)6.7.5 焊盘脱落、浮离 (31)6.7.6 焊盘变形 (31)6.7.7 焊盘尺寸公差 (31)6.7.8 导体图形定位精度 (32)6.8 标记及基准点 (32)6.8.1 基准点不良 (32)6.8.2 基准点禁布区 (32)6.8.3 基准点尺寸公差 (32)6.8.4 字符模糊 (32)6.8.5 标记错位 (33)2007-10-26 华为文档,未经许可不得扩散第5页,共5页Page5,Total56.8.6 标记油墨上焊盘 (33)6.8.7 其它形式的标记 (33)6.9 阻焊膜 (33)6.9.1 导体表面覆盖性 (33)6.9.2 阻焊膜厚度 (33)6.9.3 阻焊膜脱落 (34)6.9.4 阻焊膜起泡/分层 (34)6.9.5 阻焊塞孔 (35)6.9.6 阻焊膜波浪/起皱/纹路 (36)6.9.7 吸管式阻焊膜浮空 (36)6.9.8 阻焊膜的套准 (37)6.9.9 阻焊桥 (38)6.9.10 阻焊膜物化性能 (38)6.9.11 阻焊膜修补 (38)6.9.12 双层阻焊膜 (39)6.9.13 板边漏印阻焊膜 (39)6.9.14 颜色不均 (39)6.10 外形尺寸 (39)6.10.1 板厚公差 (39)6.10.2 外形尺寸公差 (39)6.10.3 翘曲度 (39)6.10.4 拼板 (40)2007-10-26 华为文档,未经许可不得扩散第6页,共6页Page6,Total67可观察到的内在特性 (40)7.1 介质材料 (41)7.1.1 压合空洞 (41)7.1.2 非金属化孔与电源/地层的空距 (41)7.1.3 分层/起泡 (41)7.1.4 过蚀/欠蚀 (42)7.1.5 介质层厚度 (43)7.1.6 树脂内缩 (43)7.2 内层导体 (43)7.2.1 孔壁与内层铜箔破裂 (43)7.2.2 镀层破裂 (44)7.2.3 表层导体厚度 (44)7.2.4 内层铜箔厚度 (45)7.2.5 地/电源层的缺口/针孔 (45)7.3 金属化孔 (45)7.3.1 内层孔环 (45)7.3.2 PTH孔偏 (45)7.3.3 孔壁镀层破裂 (46)7.3.4 孔角镀层破裂 (46)7.3.5 渗铜 (46)7.3.6 隔离环渗铜 (47)7.3.7 层间分离(垂直切片) (47)2007-10-26 华为文档,未经许可不得扩散第7页,共7页Page7,Total77.3.8 层间分离(水平切片) (48)7.3.9 孔壁镀层空洞 (49)7.3.10 孔壁腐蚀 (49)7.3.11 盲孔树脂填孔 (50)7.3.12 钉头 (50)8特殊板的其它特别要求 (50)8.1 背钻孔的特殊要求 (50)8.2 阶梯孔、阶梯板的特殊要求 (51)8.2.1 阶梯孔的要求 (51)8.2.2 阶梯板 (52)8.3 射频类PCB (52)8.3.1 外观 (52)8.3.2 铜厚 (52)8.3.3 粗糙度 (53)8.4 碳浆及银浆(线路及贯孔) (53)8.4.1 开路/短路 (53)8.4.2 导线宽度 (53)8.4.3 阻值要求 (53)8.4.4 银浆贯孔厚度要求 (53)9埋容PCB (53)10常规测试 (54)10.1 清洁度实验 (54)2007-10-26 华为文档,未经许可不得扩散第8页,共8页Page8,Total810.3 通断测试 (54)11结构完整性试验 (55)11.1 切片制作要求 (55)11.2 阻焊膜附着强度试验 (55)11.3 介质耐电压试验 (55)11.4 绝缘电阻试验 (56)11.5 热应力试验 (56)11.6 热冲击试验 (56)11.7 耐化学品试验 (56)11.8 IST测试 (57)12品质保证 (57)12.1 抽样 (57)12.2 检验责任 (57)12.3 外协加工 (57)12.4 原材料检验 (57)12.5 仲裁试验 (58)12.6 可靠性试验与评估 (58)12.7 制程控制 (58)12.8 改进计划 (58)13其他要求 (58)13.1 包装 (58)2007-10-26 华为文档,未经许可不得扩散第9页,共9页Page9,Total913.3返修 (58)13.4暂收 (59)13.5产品标识.........................................................四2007-10-26华为文档,未经许可不得扩散第10页,共10页P a ge10,TotallO密级:秘密DKBA3178.1-2007.09前言本标准的其他系列规范: Q/DKBA3178.2 高密度PCB(HDI)检验标准Q/DKBA3178.3 柔性印制板(FPC)检验标准与对应的国际标准或其他文件的一致性程度:本标准对应于“IPC-A-600GAcceptabilityof PrintedBoar ds”和“IPC-6012QualificationandPerformanceSpecificationforRigidPrinted Boards”。
企业标准编写模板
示例1Q/×××××××(单位名称)企业标准Q/××× ×××-××××矿用隔爆型高压真空配电装置矿用隔爆型永磁高压真空配电装置××××—××-××发布××××—××—××实施××××(单位名称)发布Q/××××××-××××前言本标准是由××××公司依据JB8739-1998《矿用隔爆型高压配电装置》制定,补充了主回路电阻值、显示功能、断电后放电剩余能量以及电气机械特性值,明确了绝缘水平、短路关合开断电流、短时耐受电流、峰值耐受电流的具体参数.本标准贯彻、实施了GB/T1.1—2009等标准。
本标准由××××公司提出.本标准由××××公司××部门起草。
本标准起草人:××××××本标准批准人:×××矿用隔爆型高压真空配电装置 矿用隔爆型永磁高压真空配电装置1 范围本标准规定了PBG 系列矿用隔爆型高压真空配电装置(包括弹操、永磁机构,以下简称配电装置)的产品分类、技术要求、试验方法、检验规则、标志。
本配电装置适用于三相交流中性点不直接接地,额定电压6kV ,额定频率为50Hz 供电系统的配电装置。
2 规范性引用文件下列文件对于本文件的应用是必不可少的。
北京鉴衡认证中心认证技术规范

CGC/GF001:20082008-X-XX 发布2008-X-XX 实施发布前言 (1) (2) (2) (2)3.1 拉伸强度tensile strength (2)3.2 伸长率elongation percent (2)3.3 拉断伸长率elongation at break (2)3.4 新月形撕裂强度crescent tear strength (2) (3)4.1 产品外观 (3)4.2 胶料性能 (3) (4)5.1 外观和尺寸 (4)5.2 密度 (4)5.3 硬度 (4)5.4 拉伸强度 (4)5.5 拉断伸长率 (4)5.6 拉断永久变形 (4)5.7 撕裂强度 (4)5.8 热空气加速老化试验 (4)5.9 耐寒性试验 (4)5.10 耐液性试验 (4)5.11 卫生要求 (4) (4) (5)7.1 标志 (5)7.2 包装 (5)7.3 运输 (5)7.4 贮存 (5)为了适应我国太阳能热水系统对硅橡胶密封圈的技术要求,提高我国太阳能热水系统用硅橡胶密封圈的技术水平,特制定本认证技术规范。
本技术规范由北京鉴衡认证中心提出并归口。
本技术规范参编单位:北京鉴衡认证中心、中国标准化研究院、国家太阳能热水器产品质量监督检验中心(武汉)、国家太阳能热水器质量监督检验中心(北京)、国家化工建材质量监督检验中心、皇明太阳能集团有限公司、山东力诺瑞特新能源有限公司、高尔特硅橡胶制品(南京)有限公司。
本技术规范主要起草人:王宗、朱珺、马红菊、王锐兰、樊登霞、贾铁鹰。
本技术规范规定了太阳能热水系统用硅胶密封圈技术要求、检测方法及条件、检测规则、标志、包装、运输及贮存等技术条件。
本技术规范适用于太阳能热水系统用硅胶密封圈。
下述标准所包含的条文,通过在本规范的引用而构成本规范的一部分。
对于标明日期的参考文件,其后的修订文件,在本标准中均不适用。
GB 191-2000 包装储运图示标志GB/T 528-1998 硫化橡胶或热塑性橡胶拉伸应力应变性能的测定GB/T 529-1999 硫化橡胶或热塑性橡胶撕裂强度的测定GB/T 531-1999 橡胶袖珍硬度计压入硬度试验方法GB/T 533-1991 硅橡胶密度的测定GB/T 1690-1992 硫化橡胶耐液体试验方法GB/T 3512-2001 硫化橡胶或热塑性橡胶热空气加速老化和耐热试验GB/T 3672.1-2002 橡胶制品的公差GB 4806.1-1994 食品用橡胶制品卫生标准HG/T 2198-1991 硫化橡胶物理试验方法一般要求本标准采用下列定义:3.1 拉伸强度tensile strength试样拉伸至断裂过程的最大拉伸应力。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
柳州宝钢企业标准BGDABJS0101柳州宝钢汽车钢材部件有限公司企业标准THE ENTERPRISE STANDARD OF LIOUZHOU BAOSTEEL AUTOMOTIVE STEEL PARTS CO.,LTD2011-06-24发布 2011-07-01 实施柳州宝钢汽车钢材部件有限公司发布目录前言---------------------------------------------------------------------------------------3一、钢板、钢带的表面质量及表面结构---------------------------------------------4二、纵切钢带的尺寸、外形、重量及允许偏差-----------------------------------------9三、横切钢带的尺寸、外形、重量及允许偏差----------------------------------------16四、冷轧钢板及钢带的包装和标志--------------------------------------------------------17前言柳州宝钢汽车钢材部件有限公司是上海宝钢国际体系内专业从事钢材加工配送的全资子公司,为保证本企业加工生产的纵切钢带及横切钢板产品的交货质量,并为需方提供有关钢材剪切加工的技术服务,特制定本企业标准。
本技术标准是根据GB/T1.1-2000《标准化工作导则第1部分:标准的结构和编写规则第3部分:产品标准编写规定》进行制订的。
本标准包括:《钢板、钢带的表面质量及表面结构》《纵切钢带的尺寸、外形、重量及允许偏差》、《横切钢板的尺寸、外形、重量及允许偏差》、《板、卷的包装、标志及加工质量证明书》。
本标准版权归柳州宝钢所有,任何单位和个人,未经书面授权和许可,不得复制、翻印和传播。
本标准起草人:叶军、赵颖、张钊、巫佩凤、张卫华审核:支雪明批准:丁海峰柳州宝钢汽车钢材部件有限公司2011年6月柳州宝钢汽车钢材部件有限公司企业标准一、钢板、钢带的表面质量及表面结构1 范围本标准规定了上海宝山钢铁股份有限公司生产的钢带、钢板的表面质量、表面结构及表面处理方式。
本标准适用于柳州宝钢汽车钢材部件有限公司(以下简称柳州宝钢)配送、来料加工及贸易的冷轧(普冷、热镀锌、电镀锌、镀铝锌、彩涂等)、热轧(酸洗)横切钢板和纵切钢带产品。
本标准也适用于电工钢、铝材等。
2 引用标准下列标准所包含的条款,通过本标准中引用而构成本标准的条款。
凡是注日期的应用文件,其随后所有的修改单(不包含勘误的内容)或修改版本不适用于本标准,然而,鼓励根据本标准达成协议的各方研究是否可使用这些文件的最新版本。
凡是不注明日期的引用文件,其最新版本适用于本标准。
Q/BQB 401-2009 冷连轧钢板及钢带的尺寸、外形、重量及允许偏差Q/BQB 402-2009 冷连轧碳素钢板及钢带Q/BQB 403-2009 冷连轧低碳钢板及钢带Q/BQB 410-2009 冷连轧碳素结构钢及钢带Q/BQB 302-2009 冷成型用热连轧钢板及钢带Q/BQB 420-2009 连续热镀锌/锌铁合金钢板及钢带Q/BQB 425-2009 连续热镀铝锌合金钢板及钢带Q/BQB 430-2009 连续电镀锌/锌镍合金钢板及钢带Q/BQB 480-2009 冷连无取向电工钢带Q/BQB 440-2009 彩色涂层钢板及钢带3 表面质量3.1 钢板、钢带表面不得有分层、结疤、裂缝、夹杂、孔洞等对使用有害的缺陷;对涂镀产品而言,除了上述缺陷以外,还不得存在漏涂、漏镀。
3.2 钢板、钢带表面质量分为四级:FA 普通表面FB 较高级表面(对应O3表面)FC 高级表面(对应O4表面)FD 特高级表面(对应O5表面)3.3 冷轧、热轧酸洗、热镀锌/锌铁合金、热镀铝锌、电镀锌/锌镍合金、无取向电工钢和彩涂等产品所提供的表面质量等级,应分别对应以下所提及的相应特征描述。
3.3.1 冷轧产品符合表1表1 冷轧产品表面质量特征代号级别特征FB(O3) 较高级的精整表面允许存在不影响成型性及涂、镀附着力的缺陷,如轻微的划伤、压痕、麻点、棍印及氧化色等。
FC(O4)高级的精整表面产品二面中较好的一面无肉眼可见的明显缺陷,另一面至少达到FB的要求。
FD(O5) 超高级的精整表面产品二面中较好的一面不得有任何缺陷,即不能影响涂漆后外观质量和电镀后的外观质量,另一面至少达到FB的要求。
3.3.2热轧酸洗产品符合表2表2 热轧酸洗产品表面质量特征代号级别特征FA 普通级表面表面允许有深度(或高度)不超过钢板厚度公差一半的麻点、凹面、划痕等轻微、局部的缺陷,但应该保持钢板及钢带允许的最小值。
FB 较高级的精整表面表面允许存在不影响成型的缺陷,如轻微的划伤、压痕、麻点、棍印及色差等。
3.3.3 连续热镀锌/锌铁合金产品符合表3表3 连续热镀锌/锌铁合金产品表面质量特征代号级别特征FB(O3)较高级的精整表面允许存在小腐蚀点、暗点、带痕、小的铬酸钝化处理欠缺及小锌粒。
FC(O4) 高级的精整表面不得有腐蚀点,但在小范围内允许存在轻微压痕、划伤、锌流波痕、轻微的铬酸钝化缺陷,另一面应至少保持FB表面。
FD(O5) 超高级的精整表面较好的一面必须对缺陷进一步限制,即不能影响涂漆后的外观质量,并应有均匀良好的镀层,另一面应至少保持FB表面。
3.3.4 连续热镀铝锌产品符合表4代号级别特征FB(O3) 较高级的精整表面允许有不影响成型性及涂漆附着力的轻微欠缺存在,如轻微的小划痕、小棍印、轻微刮伤等。
FC(O4) 高级的精整表面产品二面中较好的一面须对小划痕、棍印等轻微欠缺作进一步限制,另一面至少应达到FB要求。
3.3.5 连续电镀锌产品符合表5表5 连续电镀锌产品表面质量特征级别特征FB (O3) 不得有漏镀、锌层脱落、裂纹等缺陷,但不影响成型行及涂漆附着力的轻微缺陷,如小划伤、小辊印、轻微的刮伤及轻微氧化色等缺陷则允许存在。
FC(O4)产品二面中较好的一面必须对轻微划痕、辊印进一步限制,另一面至少达到FB的要求。
FD(O5)产品二面中较好的一面必须对缺陷进一步限制,即不能影响涂漆后的外观质量,另一面至少达到FB要求。
3.3.6 无取向电工钢产品应符合如下要求:3.3.6.1 钢带表面应光滑和整洁,不得有妨碍使用的锈蚀、孔洞、重皮、折印、气泡、分层等缺陷。
3.3.6.2 钢带表面允许有不影响使用的欠缺,如涂层条斑、擦痕,以及在厚度允许偏差范围内的少量结疤、麻点、凹坑、凸起和划痕等。
3.3.7 彩色涂层产品表面不得有气泡、裂纹、漏涂等有害于使用的缺陷。
3.3.8 彩色涂层产品在连续生产钢带过程中,因局部的表面缺陷不易被发现或没有机会切除,因此钢卷允许带缺陷交货,但缺陷部分不得超过卷总长的5%。
4 钢板、钢带的表面结构4.1 冷轧产品表面结构为麻面(D)时平均粗糙度Ra按0.6μm<Ra<1.9μm控制,表面结构为光洁表面(B)时平均粗糙度Ra按Ra<0.9μm控制。
4.2 连续热镀锌表面结构按表6分类。
表面结构代号特征用途正常锌花Z 镀锌后在通常情况下冷凝而得到的锌花。
一般用途小锌花X通过对锌层的控制冷凝而形成的表面,呈现比正常锌花小的细小锌粒。
用于正常锌花不能满足表面外观要求的用途。
光整锌花G经过专门光整处理得到的表面结构用于高表面质量要求的用途,如:用于深冲,或用作彩涂基板。
光整小锌花GX零锌花N采用特定生产工艺使锌层表面无肉眼可见的锌花。
————锌铁合金R 无锌花,灰色,一般无光泽。
适用于进一步涂漆。
4.3连续热镀铝锌表面结构按表7分类。
表7连续热镀铝锌产品表面结构特征表面结构代号特征正常锌花N 镀锌后在通常条件下锌层冷凝而得到的锌花。
光整锌花S 正常锌花经光整处理得到的表面结构。
4.4 其它材料如铝材等的表面质量及表面结构由供需双方另行协商。
5 表面处理5.1 冷轧产品表面根据原料的防锈条件处理分:重涂油、中涂油、轻涂油。
5.2 热镀锌产品表面以下列方式处理:a)铬酸钝化(L)防止产品表面在贮存期和运输过程产生白锈b)涂油(Y)防止产品表面在贮存期和运输过程产生白锈c)铬酸钝化加涂油(L Y)进一步的防白锈处理5.3 热镀铝锌产品表面以下列方式处理:a)铬酸钝化(C)减少产品表面在贮存期和运输过程产生黑锈b)铬酸钝化加涂油(CO)进一步减少产品表面产生黑锈c)涂油(O)减少产品表面产生黑锈,一般不作后加工用轧制油和冲压润滑油d)涂耐指纹膜(UF)减少产品表面产生黑锈e)不处理(U)本方式仅适用于顾客在订货合同中明确提出不作任何表面处理的情况。
此方式情况钢板、钢带极易产生黑锈,用户在选用时要慎重。
5.4 电镀锌产品表面以下列方式处理:a)铬酸钝化处理(C)减少产品表面贮存期和运输过程产生白锈b)铬酸钝化处理+涂油(S)进一步减少白锈c)磷化处理(含封闭处理)(P)为钢板进一步涂漆作表面准备,同时减少表面产生白锈d)磷化处理(含封闭处理)+涂油(Q)减少产品表面产生白锈,并改善钢板的成型性性能e)磷化处理(不含封闭处理)(T) 减少产品表面产生白锈f)磷化处理(不含封闭处理)+涂油(V) 减少产品表面产生白锈,并改善钢板的成型性能g)涂油(O) 防止产品表面在贮存期和运输过程中产生白锈h)耐指纹处理(N) 防止干净手指触摸钢带表面后留下指纹痕迹i)不处理(M) 本方式仅适用于顾客在订货合同中时明确提出不作任何表面处理的情况。
此方式情况钢板、钢带极易生锈腐蚀,用户在选用时要慎重。
6 其它订货合同中对钢板、钢带的表面等级、表面结构未注明时,热轧酸洗产品表面等级按FA供货,冷轧产品表面等级按FB供货,冷轧表面结构按麻面(D),热镀锌按正常锌花或零锌花供货。
柳州宝钢汽车钢材部件有限公司企业标准二、纵切钢带的尺寸、外形、重量及允许偏差1 范围本标准规定了纵切钢带的尺寸、外形、计重及其允许偏差。
*来料加工客户提供母材须符合母材生产厂的正品标准。
1.1适用范围1650纵切S-1机组:原料内径φ508/610mm,外径φ800~2000mm;最大卷重20吨;原料规格:厚度0.5~3.8mm,宽度200~1650mm;成品规格:厚度0.5~3.8mm,宽度30~1650mm,加工条数Max28条;成品内径φ508/610mm;适用于抗拉强度≤780MPa(板厚≤1.6mm)及抗拉强度≤680MPa(板厚>1.6mm)的普冷、电镀锌(锌镍)、热镀锌(锌铁)、热镀铝锌、彩涂、无取向电工钢、热轧酸洗等产品。
2 引用标准下列标准所包含的条款,通过本标准中引用而构成本标准的条款。
凡是注日期的应用文件,其随后所有的修改单(不包含勘误的内容)或修改版本不适用于本标准,然而,鼓励根据本标准达成协议的各方研究是否可使用这些文件的最新版本。