1.4.6现场钢筋直螺纹接头连接质量检验记录表
钢筋直螺纹连接质量保证措施

钢筋直螺纹连接质量保证措施钢筋直螺纹连接质量保证措施根据《钢筋机械连接通用技术规程》(JGJ107-2003)有关规定及接头生产厂家提供的型式检验报告(母材取自本工地现场)、现场接头工艺检验报告,为提高钢筋连接质量,本工程南段底板确定使用Ⅰ级接头,相应的现场取样复试按Ⅰ级接头等级标准复试,并与建设单位、监理单位、设计单位达成一致意见,南段底板及地梁施工中接头位置不考虑支座,同一截面钢筋接头数量不大于钢筋根数的50%,接头间距不得小于35d(d为钢筋直径)且不得小于500mm,除南段底板及地梁以外的上部结构均按原设计图纸要求施工,接头位置不变。
为保证接头加工质量,确保Ⅰ级,采取下列质量保证措施。
1.后台直螺纹丝头加工质量操纵1.1实际工程量配备6台套丝机,由提供技术厂家设2名技术员常驻工地,24小时分值日夜班,负责设备维修与操作工人培训,随时保证现场有必要的技术支持。
1.2操作工人实际操作前务必培训,培训合格后可试操作,产品质量稳固后才能正式上岗操作。
1.3有专职质量检查员对每个加工出的接头进行检验,检查丝头外观、丝扣数量、丝扣端头平整、丝距、丝深。
1.4每天套丝机使用前,由厂家技术人员进行调试,确认运行正常,方可加工。
1.5钢筋套丝前检查钢筋的外观质量,发现有弯折现象务必先调直并保证端头平直。
1.6刀片、滚丝轮磨损达到一定程度定期更换,及时添加切削液,尽量延长刀片及滚丝轮使用寿命,冬施时务必注意适当搀加防冻剂。
1.7丝头检查完毕,拧塑料帽以防锈蚀,填写钢筋滚压直螺纹加工检验记录表(见附表1),合格品挂牌,经检查出的不合格品,丝头务必切掉,另做他用,不合格品不得吊运至现场作业面。
2.现场钢筋连接质量操纵2.1正丝连接两人操作,两端拧钢筋,不得拧套筒;反丝为三人操作,一人将正丝端钢筋固定,一人固定反丝端钢筋,另一人拧套筒中部,两端钢筋同时向内挤进。
接头拧完后丝头外露不得大于2个完整丝扣。
2.2接头连接完成后,分批用力矩扳手检查,检查合格后涂红漆点做标识,现场由专职质检员记录,填写钢筋滚压直螺纹接头质量检查记录表(见附表2)。
施工项目质量三检制度及检查表格
项目工程三检制度及检查表格施工过程中应严格执行“三检”制度,形成完善三检记录(不能以报监理的资料代替),记录内容要具体,能反映实际检查数据。
三检制度指“预检、自检、专检”:
预检:指现场施工班组完成本工序后由工班长按图纸、工艺标准要求进行检查,要求按工程/工序的100%频率进行。
自检:指现场施工员或技术员对该工序的检查,检查合格后通知质检工程师检查,要求按工程/工序的100%频率进行。
复检:指质检工程师(专职质检员或总工)的检查,检查合格后通知驻地监理检查验收,常规工程专检频率不小于50%,重点、关键、隐蔽工程应100%专检。
工程名称:各子项目工程名称。
施工过程“三检”记录表
工程名称:**************************(***立交段)工程
施工过程“三检”记录表工程名称:**************************(***立交段)工程
施工过程“三检”记录表工程名称:**************************(***立交段)工程
施工过程“三检”记录表工程名称:**************************(***立交段)工程
施工过程“三检”记录表工程名称:**************************(***立交段)工程
施工过程“三检”记录表工程名称:**************************(***立交段)工程
施工过程“三检”记录表工程名称:**************************(***立交段)工程。
钢筋机械连接检查记录表

SG-T040-1
钢筋机械(直螺纹套筒)连接检验批质量验收记录
工程名称中和垃圾压缩站分项工程名称钢筋工程(机械连接)
验收部位施工单位中国二冶集团有限公司
接头总数抽检个数
施工执行标准及编号《钢筋机械连接通用技术规程》JGJ107-2016
质量验收规范规定施工单位检查评定记录监理(建设)单位验收记录
主控项目钢筋丝
头加工
1、钢筋端部应采用专用钢筋切断机切平
2、镦粗头不应有与钢筋轴线相垂直的横向裂纹
3、钢筋丝头宜满足6f级精度要求,采用专用直螺
纹量规检验,通规应能顺利旋入并达到要求的拧入
长度,止规旋入不得超过3p。
各规格的自检数量不
应少于10%,检验合格率不应小于95%
螺纹
接头
1、套筒标志—须符合行业标准《钢筋机械连接用套
筒》JG/T163的有关规定
2、进场套筒与工程钢筋强度等级一致
3、进场套筒与型式检验的套筒尺寸和材料的一致性
4、接头安装后的单侧外露螺纹不宜超过2P
一般项目最
小
拧
紧
矩
值
直径≤16:≮100N·m
抽检钢筋直径:
直径18-20:≮200N·m
抽检钢筋直径:
直径22-25:≮260N·m
抽检钢筋直径:
直径28-32:≮320N·、
抽检钢筋直径:
共实测点,其中合格点,不合格点,合格点率%
施工单位检查
评定结果
项目专业质量检查员:项目专业质量(技术)负责人:年月日监理(建设)单位
验收结论
监理工程师(建设单位项目技术负责人):年月日
四川省建设厅制。
钢筋工程三检验收记录表
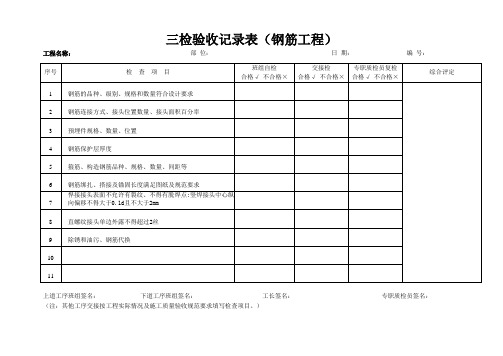
工程名称:部位:日期:编 号:
序号
检查项目
班组自检
合格√ 不合格×
交接检
合格√ 不合格×
专职质检员复检
合格√ 不合格×
综合评定
1
钢筋的品种、级别、规格和数量符合设计要求
2
钢筋连接方式、接头位置数量、接头面积百分率
3
预埋件规格、数量、位置
4
钢筋保护层厚度
5
箍筋、构造钢筋品种、规格、数量、间距等
6
钢筋绑扎、搭接及锚固长度满足图纸及规范要求
7
悍接接头表面不允许有裂纹、不得有脱焊点:竖焊接头中心纵向偏移不得大于0.1d且不大于2mm
8
直螺纹接头单边外露不得超过2丝
9
除锈和油污、钢筋代换
10
11
上道工序班组签名:下道工序班组签名:工长签名:专职质检员签名:
(注:其他工序交接按工程实际情况及施工质量验收规范要求填写检查项目。)
现场钢筋直螺纹丝头加工质量检验记录表

工程名称:编号:
单位(子单位) 工程名称
监理单位
施工单位
工程部位
钢筋规格
抽检数量
接头类型
代表数量
生产班次
生产日期
检验结果
序号
钢筋 直径
丝头螺纹检验
丝头外观检验
备注
环通规
环止规
有效螺纹长 度
不完整 螺纹
外观检查
专业监理工程师:
年月日
质检负责人:
年月日
检验员:
年月日
注:1、螺纹尺寸检验应按JG163-2004标准中6.3.2条的规定,选用专用的螺纹环规检验。
2、相关尺寸检验合格后,在相应的格子里打“V”,不合格的打“X”,并在备注栏加以标注。
钢筋直螺纹丝头接头质量检验记录表填写范本

钢筋直螺纹丝头接头质量检验记录表填写范本一、项目名称:钢筋直螺纹丝头接头质量检验记录表二、填写单位:___________(填写单位全称)三、填写人:___________(填写填写人尊称)四、检验日期:___________(填写检验日期)五、检验依据:《建筑工程钢筋连接技术规程》(GB xxx-2005),《建筑工程质量验收规范》(GB xxx-2015)等相关标准和规范。
六、接头材料检验:1. 螺纹钢筋材料证明文件齐全,检验合格,已办理货物流转单。
2. 接头套筒的型号规格与设计图纸一致,材料符合要求。
3. 线粗高级酸洗钢筋组织检验报告齐全,无夹杂、裂纹等缺陷。
七、接头加工和质量检验:1. 接头加工合格证书齐全,操作工艺符合规范。
2. 接头套筒的加工尺寸、倒角、螺纹牙齿均符合要求。
3. 扭剪力合格测试仪检测合格,扭剪力值符合设计要求。
4. 接头套筒与螺纹钢筋连接牢固,无松动、断裂等情况。
八、接头现场安装和验收:1. 接头安装过程符合现场施工工艺流程要求,专用设备使用符合相关要求。
2. 接头安装完成后进行现场验收,无质量问题,符合相关标准和规范要求。
3. 接头包覆层厚度和均匀性符合要求。
4. 现场验收人员对接头质量进行复核,认为符合验收要求。
九、检验结论:该钢筋直螺纹丝头接头质量检验合格,具备安装条件。
备注:本记录表为质量检验记录,合格证明有效期为_______(填写合格证有效期限)。
如有问题,可进行复检。
以上所列内容符合质量验收的相关标准和规范要求,确保了钢筋直螺纹丝头接头的质量,从而满足了建筑工程的施工要求和安全要求。
希望各单位在工程施工时,严格按照相关标准和规范要求进行操作,并认真填写检验记录表,以确保工程质量和安全。
十、接头保护层的质量检验:1. 接头保护层的厚度、均匀性、附着力符合设计要求,未发现龟裂、空鼓等现象。
2. 防腐材料的使用符合施工要求,无过期产品,且厂家证明和产品合格证齐全。
直螺纹连接质量控制要点

滚轧直罗纹钢筋连接技术是根据钢材冷作硬化原理,利用相对固定的滚丝轮对钢筋进行滚轧,提高滚轧后罗纹的综合机械性能,从而达到与钢筋母材等强。
滚轧直罗纹按照其成形方式的不同可分为:剥肋滚轧直罗纹、直接滚轧直罗纹、压肋滚轧直罗纹三种形式。
为了控制好直罗纹钢筋连接的连接质量,特要求如下:1、设备调试1)根据所加工的钢筋规格、直径选用滚压轮型号;用调整试棒调整滚丝头内孔最小尺寸,然后更换相应规格的涨刀环,并调整好直径尺寸。
2)调整剥肋挡块及滚压行程开关位置,保证剥肋及滚压罗纹的长度。
并检查限位器是否灵敏。
3)打开润滑液开关,保证水流能够平稳流出。
4)设备安装必须平稳,机床主轴轴心线应处于水平位置。
2、技术准备1)凡参预接头施工的操作工人,技术管理和质量管理人员,均应参加技术培训;操作工人应经考核合格后持证上岗。
2)做好技术交底。
3、材料选择1)材料的品种规格,套筒的规格、型号以及钢筋的品种规格必须符合设计要求。
2)操作人员须对每批进场钢筋,按不同规格进行施工前的接头连接检验(试连接),合格后方可在工程中进行施工。
1、基本要求1)连接套筒宜选用45 号优质碳素结构钢或者其它经检验确认符合要求的钢材。
供货单位应提供质量保证书,并应符合有关钢材的现行国家标准及 JGJ 107 的有关规定。
产品合格证应包括以下内容:型号、规格;合用钢筋的品种;连接接头的 性能等级;产品批号;检验日期;质检合格签章;厂家名称、地址、电话;当有 特殊要求时应表明相应的检验内容及指标。
2)连接套筒尺寸应满足产品设计要求。
3)连接套筒应按照产品设计图纸要求创造,重要尺寸(外径、长度)及罗纹 牙型、精度应经检验。
4)钢筋连接套筒内罗纹尺寸宜按 GB /T 196 确定;罗纹中径公差宜满足 13B /T 197 中 6H 级精度规定的要求。
5)连接套筒装箱前套筒应有保护端盖,套筒内不得混入杂物。
6)连接套筒上应标明生产厂家标志。
7)连接套筒的保护盖上应标志被连接钢筋的规格。
实测实量检查记录表

接头位置、错开距离
第5.4.4/6条
4
绑扎搭接长度
第5.4.7条
5
钢筋加工直径偏差
(对调直后的每种规格钢筋随机抽查10根)
第5.3.3条
6
抗宸结构箍筋弯钩角度135°
第5.3.3条
7
抗震结构箍筋弯钩平直段长度
第5.3.3条2IOd
8
受力钢筋沿长度方向的净尺寸
9
弯起钢筋的弯折位置
±20
10
箍筋外膜尺寸
±5
11
直螺纹丝头长度偏差
≤2p
12
直螺纹丝头加工质量检验
通规旋入
止规W3p
13
直螺纹接头现场安装质量
≤2p
14
直螺纹接头扭矩
JGJl076.2.1
15
绑扎钢筋网
长、宽
±10
网眼尺寸
±20
绑扎钢筋骨架
长
±10
宽、高
±5
钢
筋纵向受力钢筋安
锚固长度
-20
间距
±10
排距
±5
芹
允纵向受力钢
;筋的混
1凝土保护层厚
项目管理表格
抹灰工程质量实测实量检查记录表-
表格编号
工程名称/部位
实测日期
施工执行规范名称(编号)
建筑装饰装修工程质量验收规范(GB50210-2018)
规范规定
检查评定记录
备注
检
查
项
目
1
抹灰厚度
235mm采取加强措施
2
加强网与基体搭接宽度
三100mm
3
立面垂直度
≤4mm保温层薄抹灰:≤3mm
4
钢筋直螺纹套筒、丝头加工与检验

(一)基本要求
1、连接套筒宜选用45号优质碳素结构钢或其它经检验确认符合要求的钢材。供货单位应提供质量保证书,并应符合有关钢材的现行国家标准及JGJ107的有关规定。产品合格证应包括以下内容:型号、规格;适用钢筋的品种;连接接头的性能等级;产品批号;检验日期;质检合格签章;厂家名称、地址、电话;当有特殊要求时应表明相应的检验内容及指标。
质检员:监理工程师:日期:
钢筋直径(mm)
≤16
18~20
22~25
28~32
36~40
拧紧力矩(N·m)
100
200
260
320
360
6、质量检验与施工安装用的力矩扳手应分开使用,不得混用。力矩扳手每半年检定一次,质量检验与施工安装用的扳手应分开使用,不得混用。
(二)钢筋连接质量检验
1、钢筋连接接头的外观质量在施工时应逐个自检,对于标准型接头连接套筒外应有外露有效螺纹,且连接套筒单边外露有效螺纹不得超过2P,其他连接型式应符合产品设计要求;不符合要求的钢筋连接接头应及时调整或采取其他有效的连接措施;若无有效的处理措施,该接头应弃之不用。
2、外观质量自检合格的钢筋连接接头,应由现场质检员随机抽样进行检验。要求如下:
1)随机抽取同规格接头数的10%进行外观检查。应满足钢筋与连接套筒的规格一致,单边外露有效螺纹不得超过2P。
2)用质检的力矩扳手,按规定的接头拧紧力矩值抽检接头的连接质量。抽检数量:梁、柱构件按接头数的15%,且每个构件的接头作为一个验收批,不足100个也作为一个验收批,每批抽检3个接头。
2、每一批丝头加工完成后均应填写此表。
四、钢筋连接与检验
(一)钢筋连接
1、连接钢筋时,钢筋规格和连接套筒的规格应一致,并确保钢筋和连接套筒的丝扣干净、完好无损。
检查原始记录表格模板格
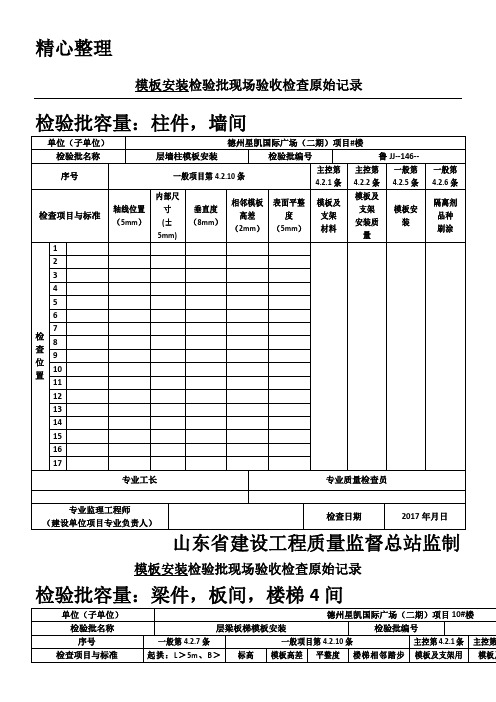
单位(子单位)
德州星凯国际广场(二期)项目10#楼
检验批名称
层梁板梯钢筋安装
检验批编号
鲁JJ--151--
序号
一般项目第5.5.3条:钢筋安装允许偏差
检查项目与标准
钢筋网长宽
(±10mm)
网眼尺寸
(±20mm)
板保护层
(±3mm)
钢筋骨架:长
(±10mm)
钢筋骨架:宽高
2017年月日
山东省建设工程质量监督总站监制
现浇结构外观及尺寸偏差检验批现场验收检查原始记录
检验批容量:柱件,墙间,电梯井4间
单位(子单位)
德州星凯国际广场(二期)项目10#楼
检验批名称
层墙柱现浇结构外观及尺寸偏差
检验批编号
鲁JJ--159--
序号
一般第8.3.2条
一般第8.3.2条
一般第8.3.2条
安装位置锚固方式eord完美格式专业工长专业质量检查员专业监理工程师建设单位项目专业负责人检查日期2017山东省建设工程质量监督总站监制钢筋连接工程直螺纹接头检验批现场验收检查原始记录鲁jj1506单位子单位德州星凯国际广场二期项目10楼检验批名称层钢筋连接工程直螺纹接头检验批编号鲁jj1506序号主控03一般01一般01一般01一般01一般02一般02一般03一般04检查项目与标准拧紧扭矩校端部处理横向裂纹丝头长度丝头精度丝头顶紧外露螺纹拧紧扭矩值钢筋连接件保护层接头位置45cybz223456cybz23678cdybz25eord完美格式28911bybz3221113bybz15241315bybz3221617cybz25281819cybz231920cybz223418共2041112eord完美格式1314151617专业工长专业质量检查员专业监理工程师建设单位项目专业负责人检查日期2017山东省建设工程质量监督总站监制钢筋加工检验批现场验收检查原始记录检验批容量
施工项目质量三检制度及检查表格

项目工程三检制度及检查表格
施工过程中应严格执行“三检”制度,形成完善三检记录(不能以报监理的资料代替),记录内容要具体,能反映实际检查数据。
三检制度指“预检、自检、专检”:
预检:指现场施工班组完成本工序后由工班长按图纸、工艺标准要求进行检查,要求按工程/工序的100%频率进行。
自检:指现场施工员或技术员对该工序的检查,检查合格后通知质检工程师检查,要求按工程/工序的100%频率进行。
复检:指质检工程师(专职质检员或总工)的检查,检查合格后通知驻地监理检查验收,常规工程专检频率不小于50%,重点、关键、隐蔽工程应100%专检。
工程名称:各子项目工程名称。
施工过程“三检”记录表工程名称:**************************(***立交段)工程
施工过程“三检”记录表工程名称:**************************(***立交段)工程
施工过程“三检”记录表工程名称:**************************(***立交段)工程
施工过程“三检”记录表工程名称:**************************(***立交段)工程
施工过程“三检”记录表工程名称:**************************(***立交段)工程
施工过程“三检”记录表工程名称:**************************(***立交段)工程
施工过程“三检”记录表工程名称:**************************(***立交段)工程。
现场钢筋丝头加工质量检验记录表
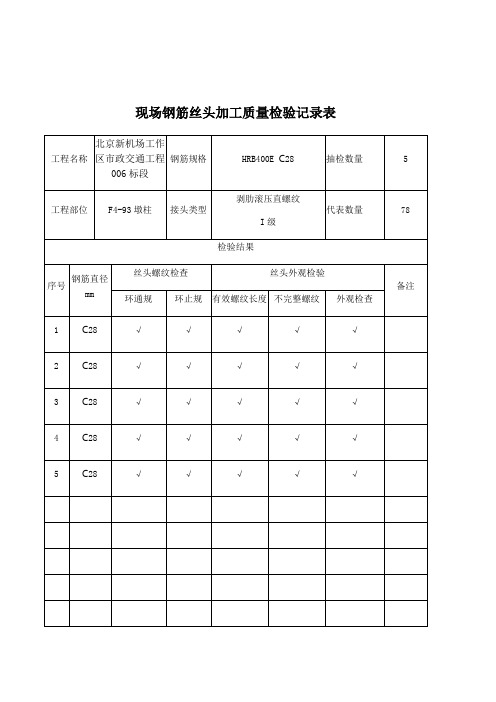
现场钢筋丝头加工质量检验记录表北京新机场工作 工程名称 区市政交通工程 钢筋规格 006 标段HRB400E C28抽检数量5剥肋滚压直螺纹 工程部位 F4-93 墩柱 接头类型 I级 检验结果 钢筋直径 mm 丝头螺纹检查 环通规 √ 环止规 √ 丝头外观检验 备注 有效螺纹长度 不完整螺纹 √ √ 外观检查 √ 代表数量78序号1C282C28√√√√√3C28√√√√√4C28√√√√√5C28√√√√√监理工程师:检验日期:2017/9/3注:1、本表引用《滚轧直螺纹钢筋连接接头》JG 163-2004 中附录 D; 2、直螺纹接头的加工质量应符合《钢筋机械连接技术规程》JGJ107-2010 中 6.1.2 的规定; 3、有效螺纹长度:C20=25~26; C22=27~28; C25=30~31; C28=32~33; C32=37~38; 4、相关检验合格后,在相应的格里打“√”,不合格时打“×”,并在备注栏里加以标注。
现场钢筋丝头加工质量检验记录表北京新机场工作工程名称 区市政交通工程 钢筋规格 HRB400E C28 抽检数量 5006 标段剥肋滚压直螺纹 工程部位 F4-94 墩柱 接头类型 I级 检验结果 钢筋直径 mm 丝头螺纹检查 环通规 √ 环止规 √ 丝头外观检验 备注 有效螺纹长度 不完整螺纹 √ √ 外观检查 √ 代表数量78序号1C282C28√√√√√3C28√√√√√4C28√√√√√5C28√√√√√监理工程师:检验日期:2017/9/3注:1、本表引用《滚轧直螺纹钢筋连接接头》JG 163-2004 中附录 D; 2、直螺纹接头的加工质量应符合《钢筋机械连接技术规程》JGJ107-2010 中 6.1.2 的规定; 3、有效螺纹长度:C20=25~26; C22=27~28; C25=30~31; C28=32~33; C32=37~38; 4、相关检验合格后,在相应的格里打“√”,不合格时打“×”,并在备注栏里加以标注。
简述钢筋直螺纹连接质量

简述钢筋直螺纹连接质量现代(邯郸)国际汽贸城S1-1项目位于邯郸市复兴区北环路与果园路交叉口,建筑面积132897.58m2,地下室共两层,其中地下二层为人防设计。
地上分为酒店、公寓式办公楼、餐饮服务楼、配套服务楼。
建筑功能为商务、洗浴及娱乐为一体的综合商业体。
主体结构形式框架核心筒结构,图纸设计要求钢筋直径≥22的采用机械连接,滚轧直螺纹连接因接头质量可靠、设备简单、经济合理,结合图纸结构要求,本工程钢筋直径≥16均采用滚轧直螺纹连接,机械连接接头等级为II级,接头率控制在50%。
一、原材料质量控制滚轧直螺纹的连接套筒质量是保证接头质量的重要环节。
进场后由施工员、质检员、材料员根据厂家提供的检测报告对现场进行材料外观尺寸进行对比,要求套筒表面无锈蚀、污染、裂纹黑皮等缺陷;套筒结构尺寸的检查应符合套筒型式检测报告要求及《建筑施工手册》表14-98要求,检查无误后方可入库、使用。
二、直螺纹加工的质量控制1、刻丝前的检查:a 端头有马蹄或挠曲等缺陷的钢筋,必须用无齿锯切割机切割,对钢筋端头处有毛刺、飞边的要用铁刷子处理掉。
切口端面要与钢筋轴线垂直。
避免切断后出现斜面,进而影响丝头有效丝扣数。
切头后进行质量检查,不合格的用石笔进行标注,要求二次切頭。
检查合格后方可进行下一步工作。
b 刻丝工人必须经过专门培训,培训合格后方可持证上岗,应对施工工人进行钢筋直螺纹连接质量的教育,提高操作人员的质量意识,认识到刻丝的重要性。
c 机械设备的检查:按规定检查对所用机械是否保养。
套丝加工采用水溶性切削冷却润滑液,不得用机油润滑。
定期定量(刻丝数量)更换套丝刀。
对定位环的位置进行测量,并用废旧的钢筋进行试套,测量其丝头的长度,并依据测量的结果,对定位环的位置进行调整。
保证套丝机的卡口高度与钢筋放置架顶部的高度应一致,钢筋的轴心与套丝机卡口的轴心在同一直线上,操作平台牢靠,检查无误后方可放置钢筋准备刻丝。
2、刻丝后的检查:a 外形质量的检查:钢筋丝头加工好后,应进行检验,检验项目有:丝扣长度、对应丝扣数,钢筋丝头外观螺纹应饱满、光滑。
现场钢筋丝头加工质量检验记录表(模板)之欧阳索引创编

西安市XXXXXXXXXXXXXXXXXX标欧阳家百(2021.03.07)钢筋直螺纹套筒连接检验记录表中铁XXXXXXXXX公司西安·二〇一五年说明《钢筋机械连接技术规程》JGJ 107-2010(节选)6 施工现场接头的加工与安装6.1 接头的加工6.1.1 在施工现场加工钢筋接头时,应符合下列规定:1加工钢筋接头的操作工人应经专业技术人员培训合格后才能上岗,人员应相对稳定;2钢筋接头的加工应经工艺检验合格后方可进行。
6.1.2 直螺纹接头的现场加工应符合下列规定:1钢筋端部应切平或镦平后加工螺纹;2镦粗头不得有与钢筋轴线相垂直的横向裂纹;3钢筋丝头长度应满足企业标准中产品设计要求,公差应为0~2.0p(p为螺距):4钢筋丝头宜满足6f级精度要求,应用专用直螺纹量规检验,通规能顺利旋入并达到要求的拧入长度,止规旋入不得超过3p。
抽检数量10%,检验合格率不应小于95%。
6.1.3锥螺纹接头的现场加工应符合下列规定:1钢筋端部不得有影响螺纹加工局部弯曲;2钢筋丝头长度应满足设计要求,使拧紧后的钢筋丝头不得相互接触,丝头加工长度公差应为-0.5p~-1.5p;3钢筋丝头的锥度和螺距应使用专用锥螺纹量规检验;抽检数量10%,检验合格率不应小于95%。
6.2 接头的安装6.2.1 直螺纹钢筋接头的安装质量应符合下列要求:1安装接头时可用管钳扳手拧紧,应使钢筋丝头在套筒中央位置相互顶紧。
标准型接头安装后的外露螺纹不宜超过2p。
2安装后应用扭力扳手校核拧紧扭矩,拧紧扭矩值应符合本规程表6.2.1的规定。
表6.2.1 直螺纹接头安装时的最小拧紧扭矩值3校核用扭力扳手的准确度级别可选用10级。
6.2.2 锥螺纹钢筋接头的安装质量应符合下列要求:1接头安装时应严格保证钢筋与连接套筒的规格相—致;2接头安装时应用扭力扳手拧紧,拧紧扭矩值应符合本规程表6.2.2的要求;表6.2.2 锥螺纹接头安装时的拧紧扭矩值3校核用扭力扳手与安装用扭力扳手应区分使用,校核用扭力扳手应每年校核1次,准确度级别应选用5级。
丝头检查

钢筋滚轧直螺纹丝头加工检验记录
工程名称 构件种
类
所在结构部位
丝头
数量
抽查数
量
序号钢筋
直径
丝头螺纹检验丝头外观检验备注
环通规
环止
规
有效螺
纹长度
不完整
螺纹
外观质量
注: 1、按每批加工钢筋直螺纹丝
头数的15%检验。
2、螺纹长度、牙形、螺纹中径合格打“√”,否则
打“х”。
检查单位:
质 检 员:
检查日期:
监理:
钢筋滚轧直螺纹接头质量检查记录表
工程名称 构件种
类
所在结构
部位
接头数量 抽检数量
序号钢筋
直径
拧紧力
矩值检
验
外露有效螺纹检验检验结论
备注
左右
注: 螺纹长度、螺纹中径、牙形合格的打“√”不合格打“х”。
检查单位:
质检员:
检查日期:
技术负责人:
现场钢筋丝头加工质量检验记录表
工程名称钢筋规格抽检数量工程部位生产班次代表数量提供单位生产日期接头类型
检验结果
序号
钢筋直
径
丝头螺纹检验丝头外观检验备注环通规环止规有效螺纹长度不完整螺纹外观检查
检查单位: 质检员: 监理: 检验日期:
现场钢筋接头连接质量记录表
工程名称钢筋规格抽检数量
工程部位生产班次代表数量
提供单位生产日期接头类型
检验结果
外露有效螺纹检验备注序号钢筋直径拧紧力矩值检验
左右
检查单位: 质检员: 监理: 检验日期:。
钢筋电渣压力焊接头检验批质量验收记录

钢筋机械连接直螺纹丝头加工质量检验记录表
单位(子单位)工程名称分部(子分部)
工程名称
分项工程
名称
施工单位项目负责人检验批容量
钢筋牌号及直径(mm)
分包单位分包单位项目
负责人
检验批部位
施工依据《钢筋机械连接技术规程》
JGJ 107—2010
验收依据
《钢筋机械连接技术规程》
JGJ 107—2010
检验项目量具名称检验要求最小/实际抽
样数量
检查记录
检查结
果
1 外观质量目测牙形饱满,牙顶宽度超过0.25p 的秃牙部分,其累计长度不宜超过一个螺纹周长
2 丝头长度专用量具丝头长度应满足企业标准中产品设计要求,公差应为0~2.0p
3 螺纹中径通端螺纹环规
能顺利旋入螺纹
并达到旋合长度止端螺纹环规
允许环规与端部
螺纹部分旋合,
旋入量不得超过
3p
施工单位检查结果专业工长:
项目专业质量检查员:
年月日
监理单位
验收结论
专业监理工程师:
年月日抽检数量为检验批容量的10%,检验合格率不应小于95%。