基于特征的检索式与半创成式双重系统汽车轴类零件系统设计
CATIA钣金设计

B、从边创建, 可以使用默认 草绘、或重新 编辑草绘。方 法:选边,然 后点击命令, 查看或编辑草 绘。
JNHC 2007-8-28
9
CATIA Generative Sheetmetal Design
生成壁
2)使用相切条件生成壁
1、选取面 草绘轮廓
2、选取相切参考,观察前后拉伸 方向的变化。
使用“Propagate”按钮可以自动选择相 连续的线。(作相切拓展)
JNHC 2007-8-28
21
CATIA Generative Sheetmetal Design
创建凸缘(边沿)Creating a Flange
依据示意图设置凸缘各参数
类 同
创建褶边 Creating a Hem
创建内扣凸缘 Creating a Tear Drop
K 因子是折弯内半径(中性材料层)与钣金件厚度的距离比。
止裂口有助于控制钣金件材 料并防止发生不希望的变形。 例如,由于材料拉伸,未止 裂的次要壁可能不会表示出 准确的、您所需要的实际模 型。添加适当的止裂槽,如 “线形\相切伸展止裂” ,钣 金件壁就会符合您的设计意 图,并可创建一个精确的平 整模型。
1
CATIA Generative Sheetmetal Design
功能
创成式钣金模块主要功能如下:
组合、专注于钣金特征创建 零件的展开、折叠描述工作能轻松转换 支撑企业化标准设计(结合设计表等概念) 专注于生成专业展开工程图
JNHC 2007-8-28
2
CATIA Generative Sheetmetal Design
选取面
JNHC 2007-8-28
由草绘创建面
齿轮CAPP设计

及上海SIPM公司的“SIPM-CAPP”等等。 CAPP技术的研究方向主要有:
并行CAPP
主要体现在CAPP能在CAD产品设计的过程中, 为CAD提供产品设计工艺性反馈,对设计方 案和结果进行可制造性分析和评价,尽早发 现设计中的问题,确保设计的合理性,减少 设计反复。
智能CAPP 80年代专家系统被引入CAPP专家系统
计及原材料、毛坯计划由厂级计算机完成; 而工序设计、特别是NC编程由车间级计算机 系统完成。各级计算机系统是通过网络互连 的,且工程数据库及工艺知识库是分布式共 享的。这种情况下的工艺设计过程是动态的, 可以提供反馈功能;系统结构具有柔性,对 于不同复杂程度或不同特点的生产环境可以 采用不同形式的设计系统。 2.横向分布式: 实际生产环境中,零件类别是多种多样的, 不同类别的零件所适用的CAPP设计方法也是
人 字
蜗轮蜗杆 直
锥齿轮 直 曲 齿 锥
齿轮轴
圆
柱 齿
齿
圆 柱 齿 轮
齿
内 齿 轮
蜗 轮
蜗 杆
齿
锥 齿
齿
轮
轮
轮
各个分类编码如下: 我们取二级分类齿轮零件的两到三个主 要关键字的汉语拼音声母的大写字母组成该 分类的编码号 ,具体编码如:直齿圆柱齿轮 为ZC01、ZC02·· ·斜齿圆柱齿轮为XC01、 XC02·· ·人字齿圆柱齿轮为RZC01、RZC02·· ·直 齿内齿轮为NC01、NC02·· ·蜗轮为WL01、 WL02·· ·蜗杆为WG01、WG02·· ·直齿锥齿轮为 ZCZ01、ZCZ02·· ·曲齿锥齿轮为QCZ01、 QCZ02·· ·
CAPP的分类
CAPP(Computer Aided Process Planning,计算机辅助工艺设计)系统的功能是指利用计算机软硬件作为辅助工具,依据产品设计所给出的信息,对产品的加工、装配等制造过程进行设计。
一般认为,CAPP包括毛坯设计、加工方法选择、工序设计、工艺路线制定和工时定额的计算等。
其中,工序设计又可包含工装夹具的选择或设计、加工余量分配、切削用量选择以及机床、刀具的选择、必要的工序图生成等。
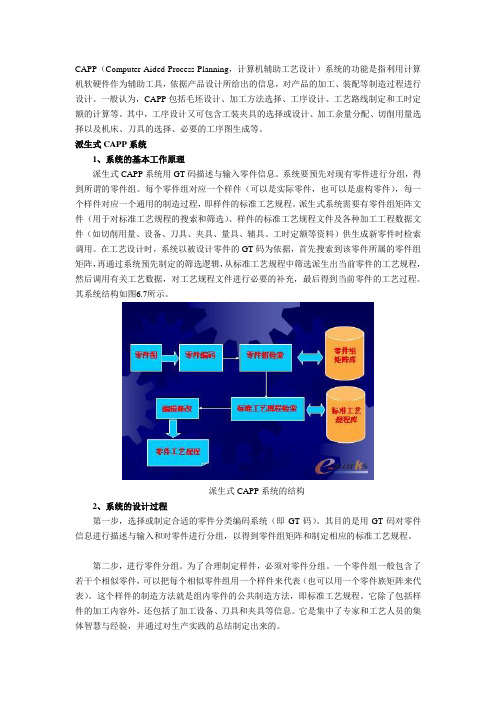
派生式CAPP系统1、系统的基本工作原理派生式CAPP系统用GT码描述与输入零件信息。
系统要预先对现有零件进行分组,得到所谓的零件组。
每个零件组对应一个样件(可以是实际零件,也可以是虚构零件),每一个样件对应一个通用的制造过程,即样件的标准工艺规程。
派生式系统需要有零件组矩阵文件(用于对标准工艺规程的搜索和筛选)、样件的标准工艺规程文件及各种加工工程数据文件(如切削用量、设备、刀具、夹具、量具、辅具、工时定额等资料)供生成新零件时检索调用。
在工艺设计时,系统以被设计零件的GT码为依据,首先搜索到该零件所属的零件组矩阵,再通过系统预先制定的筛选逻辑,从标准工艺规程中筛选派生出当前零件的工艺规程,然后调用有关工艺数据,对工艺规程文件进行必要的补充,最后得到当前零件的工艺过程。
其系统结构如图6.7所示。
派生式CAPP系统的结构2、系统的设计过程第一步,选择或制定合适的零件分类编码系统(即GT码)。
其目的是用GT码对零件信息进行描述与输入和对零件进行分组,以得到零件组矩阵和制定相应的标准工艺规程。
第二步,进行零件分组。
为了合理制定样件,必须对零件分组。
一个零件组一般包含了若干个相似零件,可以把每个相似零件组用一个样件来代表(也可以用一个零件族矩阵来代表)。
这个样件的制造方法就是组内零件的公共制造方法,即标准工艺规程。
它除了包括样件的加工内容外,还包括了加工设备、刀具和夹具等信息。
它是集中了专家和工艺人员的集体智慧与经验,并通过对生产实践的总结制定出来的。
国家开放大学《机械CADCAM》形考任务1-3参考答案
国家开放大学《机械CADCAM》形考任务1-3参考答案形成性作业1一、选择题(每小题4分,共25个)1.下述CAD/CAM过程的概念中,属于CAD范畴的是()。
A.几何造型B.CIMSC.FMSD.CAPP2.CAD/CAM系统基本功能不包括下面哪个功能()?A.检验评价功能B.图形显示功能C.信息处理功能D.人机交互功能3.计算机辅助制造是指()。
A.计算机在机械制造方面的应用B.计算机在多品种、小批量生产方面的应用C.计算机在产品制造方面有关应用的统称D.计算机在机械产品设计方面的应用4.在CAD/CAM系统中,()是联接CAD、CAM的纽带。
A.CAEB.CAPPC.CAQD.CAG5.CAD技术起源于一种人机对话系统,该系统为()技术的发展奠定了基础。
A.交互式图形生成B.数控机床C.工程数据库D.专家系统6.CAD/CAM系统主要研究对象描述、系统分析、方案的优化、计算分析工艺设计仿真模拟、NC编程以及图形处理等,它()。
A.输入的是设计要求,输出的是工艺流程。
B.输入的是设计要求,输出的是图纸。
C.输入的是设计要求,输出的是设计方案。
D.输入的是设计要求,输出的是制造加工信息。
7.计算机辅助制造应具有的主要特性是()。
A.准确性、耐久性等B.适应性、灵活性、高效率等C.系统性、继承性等D.知识性、趣味性等8.CAD/CAM系统主要研究对象描述、系统分析、方案的优化、计算分析工艺设计仿真模拟、NC编程以及图形处理等,它()。
A.输入的是设计要求,输出的是制造加工信息。
B.输入的是设计要求,输出的是工艺流程。
C.输入的是设计要求,输出的是设计方案。
D.输入的是设计要求,输出的是图纸。
9.CAD/CAM系统中软件分为几大类,他们是()。
A.系统软件、支撑软件、功能软件B.系统软件、应用软件、绘图软件C.系统软件、支撑软件、应用软件D.系统软件、功能软件、应用软件10.数控编程软件属于()软件。
基于参数和特征的轴类零件CAPP系统研究与实现

Ke y wo r ds:CAPP;c o m pl e x c o di ng;d a t a s t o r a g e a n d t r a n s mi s s i o n;p r o c e s s d e c i s i o n
意 I 为系统总体结构图。
图I 系统 总体 结 构 图
I l he Re s e a r c h o f CAPP S y s t e m f o r S ha f t Pa r t s Ba s e d o n Par a me t e r s an d Cha r a c t e r i s t i c s
Abs t r a c t:A c r e a t i v e CA P P s ys t e m f o r t h e p r o c e s s p l a n f o r mu l a t i ng o f s h a f t pa r t s i s de v e l o p e d. The s ys — t e n r e s t a b l i s he s a d a t a mo de l wi t h t he c o mb i n a t i o n o f p a r a me t e r d e s c r i p t i o n a n d c ha r a c t e r i z a t i o n. U n d e r t he s u pp o r t o f t h e p r oc e s s d a t a b a s e,t h e da t a s t o r e d a nd p a s s e d i n t he f o r m o f a t h r e e — t i e r c o de d r i v e s e a c h f u n c t i o n a l s u b・ mo d ul e t o c o mpl e t e t h e p r o c e s s d e c i s i on,g e n e r a t e p r o c e s s d o c u me n t s . Th e s o f t wa r e d e - v e l o p me n t p r o c e s s i s d e s c r i b e d d e t a i l e d. The p r a c t i c a l i t y a n d e f f e c t i v e n e s s o f t h i s s ys t e m i s d e mo n s t r a t e d
基于特征的检索式与半创成式双重系统汽车轴类零件CAPP系统设计

个车 用轴 类C P AP 系统 ,来适 应市 场快 速 、 多样
图 1汽 车 轴 类 零 件 特征 分 类
的 变 化 , 同时 提 高 生 产 效 率 。 建 立 一 个CAP 系 P
统 ,一 要 采 用 合适 的型 面 来 描述 ,二 要 考 虑制 造
企 业 的现 有 的 资 源和 工 艺 人 员 的知 识 状 况 , 所 以 利 用 企 业 人 员 的 经 验 和 知 识 是 建 立CAP  ̄ 个 关 P 键 ,本 文 就 是 在 此基 础 上 建 立 了一 个 汽 车轴 类 基 于 特征 的检索 式与智 能式双 重 系统 的C P 系统 。 AP
与提 取 的过程 如 图2 所示 。
汽 车 轴 类 零 件 工 艺 特征 之 间 的相 互 关 系 影 响
收 稿 日 期 :2 1- 3 3 00 0- i 作者简介:安军 (9 9 16 一),男,贵州人 ,副教授 ,研究方向为汽车专业课程教学 、职业教育研 究等 。
[4 ] 第3 卷 14 2
图1 示 。 所
好坏 ,也 决 定 着生 产 效 率 ,可 以这 样 说 ,轴 的质
量 好 坏 将影 响整 车 的 质量 的好 坏 ,又 因 为 以往 对 轴 工 艺 的设 计 主 要 靠人 工 的经 验 来 完 成 ,这 样 不 但 效 率 低 而且 产 品质 量难 以保 证 ,同 时也 很 难 适 应 市 场对 汽 车 制 造 业要 求 车 型 的 多样 化 ,这 就 要 求 厂 家需 要 对 产 品制 造 要 快 速 ,所 以有 必 要 建立
、 l
匐 化
基 于特征的检 索式与半创成式双 重系统汽车 轴类零件C P 系统设 计 AP
F eat e- ur bas et i val ed r r e d em 。 an s i gener i e du ys em at v als t
4.计算机辅助工艺规划CAPP

2)工艺数据库
2021/5/11
29
各种CAPP的不足之处
检索式CAPP不具备任何智能 派生式系统必须有标准文件,因此它有一定的适用范
围局限性,只能针对某些具有相似性的零件产生工艺 文件 创成式系统虽然能自动生成工艺文件,但需输入全面 的零件信息,信息需求量极大,系统要确定零件的加 工路线、定位基准、装夹方式等,由于工艺设计的特 殊性及个性化特征,这些知识的表达和推理目前无法 很好的实现
派生式(变异式)CAPP
建立在成组技术(GT: Group Technology)基础上,基于零件 的相似性(尺寸相似、形状相似、工艺相似)原理来进行工艺设 计和工艺信息管理
零件工艺规程库的建立过程
将各种零件分类归族,形成零件组 对于每一零件族,选择或构造标准样件 对标准样件编制标准工艺规程 将该标准工艺规程存放在数据库中
2021/5/11
21
决策模型
工艺过程设计是典型的复杂问题,设计各阶段所涉及 的决策过程的性质是多种多样的:
工序尺寸计算、切削用量选择、时间定额计算以及生产成本 费用计算等数值计算可以依靠数学模型。
大多数决策过程属于逻辑决策。只能依靠建立决策模型来实 现。
依靠大量的制造工程数据 依靠专家丰富的生产实践经验和技巧 产品信息描述是建立模型的基础
Scrapping & Recycling
Test & Quality Assurance Sales
Services Support
3
5/11/2021
工艺设计与CAPP
工艺设计的基本任务:将产品(包括零件)的设计结 果转换为要把原材料制造成为这样的产品所需要 的 一 系 列 操 作 (Operations) 及 资 源 需 求 (Resource Requirements)的描述
CATIA全部命令的中英文对照表
catia所有命令英文中文对照零件设计 PDG:Part Design装配设计 ASD:Assembly Design交互式工程绘图 IDR:Interactive Drafting创成式工程绘图 GDR:Generative Drafting结构设计 STD:Structure Design线架和曲面设计 WSF:Wireframe and Surface钣金设计 SMD:SheetMetal Design航空钣金设计 ASL:Aerospace Sheetmetal Design钣金加工设计 SHP:SheetMetal Production三维功能公差与标注设计 FTA:3D Functional Tolerancing & Annotation 模具设计 MTD:Mold Tooling Design阴阳模设计 CCV:Core & Cavity Design焊接设计 WDG:Weld Design自由风格曲面造型 FSS:FreeStyle Shaper自由风格曲面优化 FSO:FreeStyle Optimizer基于截面线的自由风格曲面造型 FSP:FreeStyle Profiler基于草图的自由风格曲面造型 FSK:FreeStyle Sketch Tracer创成式外形设计 GSD:Generative Shape Design创成式曲面优化 GSO:Generative Shape Optimizer汽车白车身接合 ABF:Automotive Body In White Fastening数字化外形编辑 DSE:Digitized Shape Editor汽车A级曲面造型 ACA:Automotive Class A快速曲面重建 QSR:Quick Surface Reconstruction创成式零件结构分析 GPS :Generative Part Structural Analysis创成式装配件结构分析 GAS :Generative Assembly Structural Analysis 变形装配件公差分析 TAA:Tolerance Analysis of Deformable Assembly Elfini 结构分析 EST:Elfini Solver Verification电路板设计 CBD:Circuit Board Design电气系统功能定义 EFD:Electrical System Functional Definition电气元件库管理员 ELB:Electrical Library电气线束安装 EHI:Electrical Harness Installation电气线束布线设计 EWR:Electrical Wire Routing电气线束展平设计 EHF:Electrical Harness Flattening管路和设备原理图设计 PID:Piping & Instrumentation DiagramsHVAC 图表设计 HVD:HVAC Diagrams电气连接原理图设计 ELD:Electrical Connectivity Diagrams系统原理图设计 SDI:Systems Diagrams波导设备原理图设计 WVD:Waveguide Diagrams系统布线设计 SRT:Systems Routing系统空间预留设计 SSR:Systems Space Reservation电气缆线布线设计 ECR:Electrical Cableway Routing设备布置设计 EQT:Equipment Arrangement线槽与导管设计 RCD:Raceway & Conduit Design波导设备设计 WAV:Waveguide Design管路设计 PIP:Piping Design管线设计 TUB:Tubing DesignHVAC设计 HVA:HVAC Design支架设计 HGR:Hanger Design结构初步布置设计 SPL:Structure Preliminary Layout结构功能设计 SFD:Structure Functional Design设备支撑结构设计 ESS:Equipment Support Structures厂房设计 PLO Plant Layout数控加工审查 NCG:NC Manufacturing Review数控加工验证 NVG:NC Manufacturing Verification2轴半加工准备助手 PMA:Prismatic Machining Preparation Assistant 2轴半加工 PMG:Prismatic Machining3轴曲面加工 SMG:3 Axis Surface Machining多轴曲面加工 MMG:Multi-Axis Surface Machining车削加工 LMG:Lathe Machining高级加工 AMG:Advanced Part MachiningSTL快速成型 STL:STL Rapid Prototyping知识工程顾问 KWA:Knowledge Advisor知识工程专家 KWE:Knowledge Expert产品工程优化 PEO:Product Engineering Optimizer产品知识模板 PKT:Product Knowledge Template业务流程知识模板 BKT:Business Process Knowledge Template产品功能定义 PFD:Product Function Definition产品功能优化 PFO:Product Function OptimizerDMU 漫游器 DMN:DMNDMU NavigatorDMU 运动机构模拟 KIN:DMU Kinematics SimulatorDMU 空间分析 SPA:DMU Space AnalysisDMU装配模拟 FIT:DMU Fitting SimulatorDMU优化器 DMO:DMU OptimizerDMU工程分析审查 ANR:DMU Engineering Analysis ReviewDMU空间工程助手 SPE:DMU Space Engineering Assistant人体模型构造器 HBR:Human Builder人体模型测量编辑 HME:Human Measurements Editor人体姿态分析 HPA:Human Posture Analysis人体行为分析 HAA:Human Activity AnalysisCATIA软件使用技巧收集整理CATIA是英文 Computer Aided Tri-Dimensional Interface Application 的缩写,是世界上一种主流的CAD、CAE、CAM 一体化软件。
第六章 CAPP讲稿
(1) 零件分类编码系统
要揭示与利用零件的相似性,零件的分类编码则必不可少。零件编 码系统是由代表零件的设计和(或)制造特征符号所组成。这些符号代 码可以是数字,也可以是字母,或者两者的组合。在一般情况下,大多 数分类编码系统只使用数字,在成组技术实际应用中,有三种基本编码 结构。
在树式结构中,码位之间是隶属关系,即除第一码位内的特征码外, 其他各码位的确切含义都要根据前一码位来确定(如图6.1a)。由树式 代码组成的层次结构具有相对密实性,能以有限个位数传递大量有关零 件信息。
CAPP系统就其工作原理主要可以分为派生式、创成式、综合式和交 互式四大类。
(1)派生式(Variant)CAPP系统是利用成组技术原理将零件
按几何形状和工艺相似性分类、归组,每一零件组有一个典型样件, 并为典型样件设计出相应的标准样件工艺,存入工艺文件库中。当需 设计一个零件的工艺时,输入零件的成组编码,计算机按此编码检索 出相应的零件组的标准样件工艺,并可根据零件的具体结构及工艺要 求由计算机自动编辑修改或人工编辑修改,从而得到所需的工艺规程。 派生式CAPP系统的基础是成组技术,它依赖于事先归纳整理出来的典 型工艺。
(2)创成式(Generative)CAPP系统由系统中的工艺决策
逻辑与算法根据输入的详细零件特征信息对零件的加工工艺进行一系列 的决策,从无到有自动地生成零件的工艺规程。创成式CAPP系统人工 干预少,自动化程度高,易于保证工艺的一致性和实现优化。但由于零 件结构的多样性、复杂性以及工艺决策逻辑随环境变化等因素的影响, 应用面较宽的全面创成系统还不多见。但创成式CAPP系统代表着 CAPP的发展方向,目前人们较多的是将人工智能技术如专家系统、人 工神经网络、遗传基因算法等引入到CAPP系统的开发中,这为创成式 CAPP系统的研究与开发增添了新的活力。
7.4.CAPP系统的基本原理和方法
5. 创成式CAPP系统的主要内容
零件描述方法 工艺决策逻辑 工艺决策过 程 工序设计 1。零件描述方法(上一节内容) 2。工艺决策逻辑 3。工序设计
【首页】【上页】【下页】【返回】【结束】
7.4.3 综合式CAPP系统
综合式CAPP系统也称为半创成式CAPP系统, 它将派生式与创成式结合起来,即采取派生与自动 决策相结合的工作方式。如需对一个新零件进行工 艺设计时,先通过计算机检索它所属零件族的标准 工艺,然后根据零件的具体情况,对标准工艺进行 修改,工序设计则采用自动决策产生、这样较好地 体现了派生与创成相结合的优点。原理图 实例
【首页】【上页】【下页】【返回】【结束】
4. 设计创成式系统需要进行的工作
1)确定系统的对象范围,通常分为非回转体零件、回转 体零件,或更小范围的某类零件。 另外,由于上述各类零件又可进一步划分为更多的零件 类型,所以还有应用范围更窄、更专业的CAPP系统。 如回转体类零件又可进一步分为轴、盘、轮、套等。即 使是轴类零件,也因产品不同而使其结构尺寸和加工方 法有很大的不同。如机床主轴箱轴类零件与汽车变速箱 轴类零件的结构尺寸和加工方法就不一样,工艺决策方 法也不一样。
【首页】【上页】【下页】【返回】【结束】
【首页】【上页】【下页】【返回】【结束】
4. 设计创成式系统需要进行的工作
2)设计零件信息描述方法,一般多采用GT分类编码法、型面系 统谓词描述、体素组合语言描述等分层式特征描述系统。 零件信息描述还应考虑与计算机辅助设计的集成,如果有统一的 数据交换标准,如STEP/PDES,应采用之,并能与零件信息 描述系统集成;若CAD系统未采用统一数据交换标准,则应设 计CAD处理系统,以便与零件信息描述系统集成。 3)确定工艺过程设计中各项工艺问题的决策方式 ,如零件加工时 的定位夹紧方案选择、各加工表面加工方法的选择,以及加工顺 序的排列等。 4)建立可用的加工资源库,如机床库、夹具库、刀具库、切削用 量库等,以备在制订工艺过程时选用,同时也是在制订工艺过程 时的约束条件。 5)设计工艺文件的生成和输出系统。
第三届全国知识产权公共服务机构专利检索分析大赛初赛赛题(机械组)
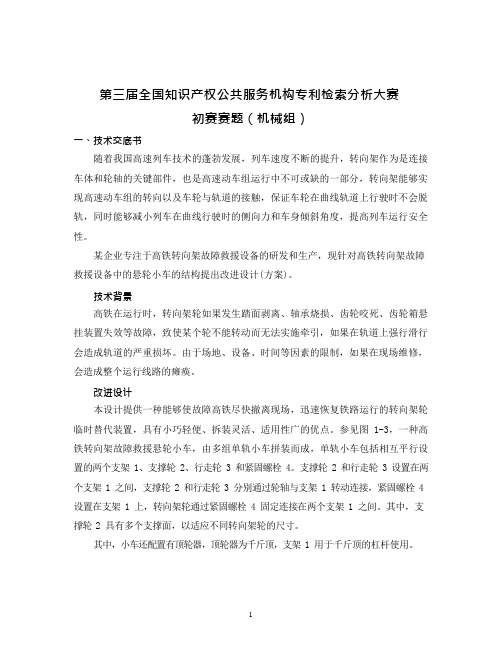
第三届全国知识产权公共服务机构专利检索分析大赛初赛赛题(机械组)一、技术交底书随着我国高速列车技术的蓬勃发展,列车速度不断的提升,转向架作为是连接车体和轮轴的关键部件,也是高速动车组运行中不可或缺的一部分,转向架能够实现高速动车组的转向以及车轮与轨道的接触,保证车轮在曲线轨道上行驶时不会脱轨,同时能够减小列车在曲线行驶时的侧向力和车身倾斜角度,提高列车运行安全性。
某企业专注于高铁转向架故障救援设备的研发和生产,现针对高铁转向架故障救援设备中的悬轮小车的结构提出改进设计(方案)。
技术背景高铁在运行时,转向架轮如果发生踏面剥离、轴承烧损、齿轮咬死、齿轮箱悬挂装置失效等故障,致使某个轮不能转动而无法实施牵引,如果在轨道上强行滑行会造成轨道的严重损坏。
由于场地、设备、时间等因素的限制,如果在现场维修,会造成整个运行线路的瘫痪。
改进设计本设计提供一种能够使故障高铁尽快撤离现场,迅速恢复铁路运行的转向架轮临时替代装置,具有小巧轻便、拆装灵活、适用性广的优点。
参见图 1-3,一种高铁转向架故障救援悬轮小车,由多组单轨小车拼装而成,单轨小车包括相互平行设置的两个支架 1、支撑轮 2、行走轮 3 和紧固螺栓 4。
支撑轮 2 和行走轮 3 设置在两个支架 1 之间,支撑轮 2 和行走轮 3 分别通过轮轴与支架 1 转动连接,紧固螺栓 4 设置在支架 1 上,转向架轮通过紧固螺栓 4 固定连接在两个支架 1 之间。
其中,支撑轮 2 具有多个支撑面,以适应不同转向架轮的尺寸。
其中,小车还配置有顶轮器,顶轮器为千斤顶,支架 1 用于千斤顶的杠杆使用。
其中,单轨小车之间前后横向和左右纵向通过连接杆以及弹簧销连接拼装。
其中,单轨小车设置有两个行走轮 3,两个行走轮 3 之间对称设置有两个支撑轮2。
其中,行走轮 3 包括挡圈 7、轮箍 8、轴承 9 和轮轴 10,轮轴 10 设置在轮箍 8 的中心,两端突出于轮箍 8,轴承 9 套设于轮轴 10 上,两个挡圈 7 分别设置在轴承9 的两端面。
创成式BJCAPP系统设计

创成式BJCAPP系统设计
王红军
【期刊名称】《北京信息科技大学学报(自然科学版)》
【年(卷),期】1999(000)001
【摘要】CAPP是实现CAD和CAM技术集成的关键.详细论述了CAPP的基本原理,指出了各种方法的特点.在此基础上,给出了BJCAPP系统的设计思路和具体方案.BJCAPP从实用性、通用性出发,在零件信息输入模块中采用型面要素描述法,通过菜单进行交互式输入.在工艺决策上采用了基于知识的产生式规则,利用TURBO PROLOG的回溯和匹配机制选择加工方法和工艺装备.
【总页数】5页(P27-31)
【作者】王红军
【作者单位】北京机械工业学院,机电工程系
【正文语种】中文
【中图分类】TH18
【相关文献】
1.一种半创成式的实用计算机辅助工艺系统设计 [J], 王循明;祝勇仁;邓劲莲;张炜
2.基于创成式工艺决策的齿轮CAPP系统设计 [J], 徐洁
3.基于特征的检索式与半创成式双重系统汽车轴类零件CAPP系统设计 [J], 安军
4.创成式CAPP系统中开放式知识库的设计与实现 [J], 张宇峰;韩晓健
5.装配式在农村住宅设计中的适用性研究
——天创CIB 2.0集成工业化装配式建筑项目建造示例 [J], 彭金;张楠
因版权原因,仅展示原文概要,查看原文内容请购买。
CATIA创成式外形设计基础解读

2.线框工具栏
请参见第二章零部件设计模块 请参见下面的 LinesAxisPolyLine 子工具栏
请参见第二章零部件设计模块
请参见下面的投影-混合子工具栏 请参见下面的 Offset2D3D 子工具栏
相交 (Intersection)
请参见下面的圆-圆角-连接子工具栏
请参见下面的曲线子工具栏
2.线框工具栏
创成式外形设计是一种基于特征的设计方法采用了全相关技术而且在设计过程中还能有效地捕捉设计者的设计意图因此极大地提高了设计质量与效率并为后续设计更改提供了强有力的技术支持
创成式外形设计
1.模块介绍 2.线框工具栏 3.曲面工具栏 5.复制工具栏 6.体积工具栏 7.应用材料工具栏
4.操作工具栏
8.测量工具栏
2.线框工具栏
c.创建反射线 打开 ReflectLine1.CATPart 文档。
反射线是这样的曲线:曲面每个点处的法线都与指定方向成相同的角度。 1.单击“反射线 (Reflect Lines)” 。
2.选择希望创建圆柱线(默认)还是圆锥线。 圆柱线对应于光源位于无限远位置的反射曲线。 圆锥线对应于点光源位于有限远位置的反射曲线。
3.曲面工具栏
一 创建拉伸曲面
打开 Extrude1.CATPart 文档。 如何通过沿给定的方向拉伸轮廓来创建曲面。
1.单击“拉伸 (Extrude)”
。
2.选择要拉伸的“轮廓 (Profile)”(Sketch.1)。 3.指定所需的拉伸“方向 (Direction)”(xy 平面)。 4.定义“限制 1 (Limit 1)”和“限制 2 (Limit 2)”的“拉伸限制 (Extrusion Limits)”。
一 投影-混合子工具栏
计算机辅助设计与制造简答题总结

1、CAPP有哪几种基本类型?分别基于何种技术?1检索式CAPP系统;2派生式CAPP系统,即基于成组技术或基于特征的CAPP系统;3创成试CAPP系统主要包括基于传统过程性程序结构与决策形式的CAPP系统,基于知识的cap系统等;4综合式CAPP系统,包括派生式和创成式与人工智能相结合,且综合了它们的优点的CAPP系统,基于实例与知识的混合式CAPP系统及其它混合式系统等。
2、什么是数控加工?数控装置有哪些类型?数控编程的主要内容是什么?数控加工数控机床应用数字化信息实现机床控制的一种技术。
数控装置有哪些类型类型?按加工方式分类:1.金属切削类数控机床2.金属成型类数控机床3.数控特种加工机床4其他类型的数控机床按驱动装置的特点分类1.开环控制数控机床2半闭环控制数控机床3.闭环控制数控机床4.混合控制数控机床主控编程的主要内容包括:分析零件图纸进行工艺处理,确定工艺过程;数值计算,计算刀具中心运动轨迹,获得刀位数据;编制零件加工程序;制备控制介质;校核程序及首件试切。
4、什么是成组技术?成组技术是一门生产技术科学,即研究和发掘生产活动中有关事物的相似性,并充分利用事物的相似把相似问题归类成组,寻求解决这一类问题相对统一的最优方案,从而节约时间和精力以取得所期望的经济效益。
6、派生式CAPP系统的原理是什么?基本原理是利用成组技术(GT)代码或企业现行的零件图编码,将零件根据结构和工艺相似性进行分组,然后针对每个零件组编制典型工艺,又称主样件工艺,在进行工艺设计时,根据零件的GT代码和其他有关信息,按编码搜索零件族,对典型工艺进行自动化或人机交互式修改,生成符合要求的工艺文件。
7、派生式CAPP系统与创成式CAPP系统的工作原理有何不同?答:派生法是以对标准工艺规程的检索和修改为基础,而标准工艺是由有经验的工艺人员制订的。
设计新零件工艺规程时要对标准工艺进行检索,并经编辑和修改而得到。
创成法是由计算机软件系统,根据输入的或直接从cad系统获得的零件信息,依靠系统中的工艺数据和各种工艺决策自动设计出工艺规程。
汽车CAD CAE论文
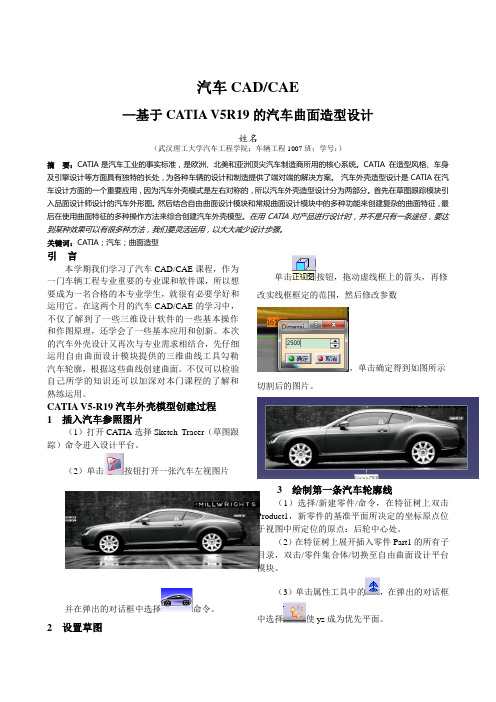
汽车CAD/CAE—基于CATIA V5R19的汽车曲面造型设计姓名(武汉理工大学汽车工程学院:车辆工程1007班;学号:)摘要:CATIA是汽车工业的事实标准,是欧洲、北美和亚洲顶尖汽车制造商所用的核心系统。
CATIA 在造型风格、车身及引擎设计等方面具有独特的长处,为各种车辆的设计和制造提供了端对端的解决方案。
汽车外壳造型设计是CATIA在汽车设计方面的一个重要应用,因为汽车外壳模式是左右对称的,所以汽车外壳造型设计分为两部分。
首先在草图跟踪模块引入品面设计师设计的汽车外形图。
然后结合自由曲面设计模块和常规曲面设计模块中的多种功能来创建复杂的曲面特征,最后在使用曲面特征的多种操作方法来综合创建汽车外壳模型。
在用CATIA对产品进行设计时,并不是只有一条途径,要达到某种效果可以有很多种方法,我们要灵活运用,以大大减少设计步骤。
关键词:CATIA;汽车;曲面造型引言本学期我们学习了汽车CAD/CAE课程,作为一门车辆工程专业重要的专业课和软件课,所以想要成为一名合格的本专业学生,就很有必要学好和运用它。
在这两个月的汽车CAD/CAE的学习中,不仅了解到了一些三维设计软件的一些基本操作和作图原理,还学会了一些基本应用和创新。
本次的汽车外壳设计又再次与专业需求相结合,先仔细运用自由曲面设计模块提供的三维曲线工具勾勒汽车轮廓,根据这些曲线创建曲面。
不仅可以检验自己所学的知识还可以加深对本门课程的了解和熟练运用。
CATIA V5-R19汽车外壳模型创建过程1 插入汽车参照图片(1)打开CATIA选择Sketch Tracer(草图跟踪)命令进入设计平台。
(2)单击按钮打开一张汽车左视图片并在弹出的对话框中选择命令。
2 设置草图单击按钮,拖动虚线框上的箭头,再修改实线框框定的范围,然后修改参数,单击确定得到如图所示切割后的图片。
3 绘制第一条汽车轮廓线(1)选择/新建零件/命令,在特征树上双击Product1,新零件的基准平面所决定的坐标原点位于视图中所定位的原点:后轮中心处。
创成式曲面设计

Spine
15
几何操作功能(1/2)
修补元素 切割和修剪元素 从曲面提取元素 合用转换 推断元素 创建接近元素 创建阵列
16
几何操作功能(2/2)
两曲面倒圆(Shape Fillet) 创建线 创建平面 创建曲线
17
两曲面倒圆(Shape Fillet)
用于在两曲面间生成倒圆面,倒圆面是一球体在两面间滚动而生成旳曲面 1 点击Shape Fillet工具条
Face extraction
Edge extraction
萃取某些元素
Boundary extraction with limits
27
转换 (1/2)
转换被用来修改线框或曲面元素旳大小,位置,方位等 1 点击一种转换图标
2 显示转换对话框
一种操作能够同步转换 几种元素 3 输入转换旳信息在定义框而且确认
10
扫描曲面(Sweep)(2/4)
用直线轮廓线(Implicit Line)生成扫描曲面
直线轮廓类型示例
二条限制线类型
限制线与中间线类型
参照线类型
参照曲面类型
相切曲面类型
11
扫描曲面(Sweep)(3/4)
圆弧轮廓线类型(Implicit Circular)
圆弧轮廓线类型旳示例
三条引导线类型
二条引导线类型
选择端部类型(Extrimities)
3 选择要清除旳面(Face to
remove),而且确认
24
修补元素
当合并几种曲面时修补操作 能够填充间隙
用Join这个操作能够集合一种单一元 素或几种相邻旳曲面,几种相邻旳曲 线
Split surface源自Restored surface
高速列车轴箱轴承综合试验平台设计
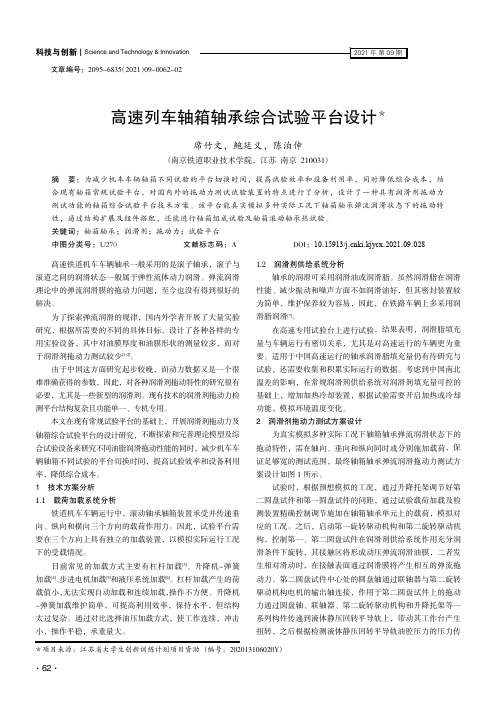
科技与创新┃Science and Technology&Innovation文章编号:2095-6835(2021)09-0062-02高速列车轴箱轴承综合试验平台设计*席竹文,鲍廷义,陈泊伸(南京铁道职业技术学院,江苏南京210031)摘要:为减少机车车辆轴箱不同试验的平台切换时间,提高试验效率和设备利用率,同时降低综合成本,结合现有轴箱常规试验平台,对国内外的拖动力测试试验装置的特点进行了分析,设计了一种具有润滑剂拖动力测试功能的轴箱综合试验平台技术方案。
该平台能真实模拟多种实际工况下轴箱轴承弹流润滑状态下的拖动特性,通过结构扩展及组件搭配,还能进行轴箱组成试验及轴箱滚动轴承热试验。
关键词:轴箱轴承;润滑剂;拖动力;试验平台中图分类号:U270文献标志码:A DOI:10.15913/ki.kjycx.2021.09.028高速铁道机车车辆轴承一般采用的是滚子轴承,滚子与滚道之间的润滑状态一般属于弹性流体动力润滑。
弹流润滑理论中的弹流润滑膜的拖动力问题,至今也没有得到很好的解决。
为了探索弹流润滑的规律,国内外学者开展了大量实验研究,根据所需要的不同的具体目标,设计了各种各样的专用实验设备,其中对油膜厚度和油膜形状的测量较多,而对于润滑剂拖动力测试较少[1-2]。
由于中国这方面研究起步较晚,而动力数据又是一个很难准确获得的参数,因此,对各种润滑剂拖动特性的研究很有必要,尤其是一些新型的润滑剂。
现有技术的润滑剂拖动力检测平台结构复杂且功能单一、专机专用。
本文在现有常规试验平台的基础上,开展润滑剂拖动力及轴箱综合试验平台的设计研究,不断探索和完善理论模型及综合试验设备来研究不同油脂润滑拖动性能的同时,减少机车车辆轴箱不同试验的平台切换时间,提高试验效率和设备利用率,降低综合成本。
1技术方案分析1.1载荷加载系统分析铁道机车车辆运行中,滚动轴承轴箱装置承受并传递垂向、纵向和横向三个方向的载荷作用力。
科技文献检索课题

I.刀具数据库的研究与建立2・双足行走机器人控制系统设计3 .基于VC的高速数据采集系统设计4.基于DSP飞机发动机转速表检测仪5.移动式机器人软硬件设计6.基于U盘的数控实验系统驱动部分设计7.数控实验系统界面设计8.无线爬壁机器人运动控制系统设计9.基于CAN总线的多轴数控实验系统设计10 .基于DSP的飞机空气阀门检测仪设计II.数控试验系统后台分析程序设计12.数控试验系统模拟绘制加工曲线程序设计13.高能圆锥破碎机14.数控电火花线切割机床结构设计15.1000公斤硬支撑动平衡机机体设计16.YYW——160动平衡机设计(机架设计)17.20公斤软支撑动平衡机集体设计18.250X400密度板升降机结构设计19.复摆鄂式破碎机20.基于Matlab平台的切削用量优化研究21.车铣加工表面质量的研究22.基于solidworks的进气歧管试漏机的机械设计23. 仿人机器人腰部机构的三维建模24.基于ADAMS的工业机器手的动力学建模与仿真25.汽车覆盖件模具结构设计26.管材铣切设备床身系统及在线输送机的设计27・双足爬行机器人三维设计28. C6150床头箱的三维设计 29 .立体库货架钢结构有限元分析30.车加工中心机床动力转塔刀架设计31.数控车加工中心液压系统设计32.车削加工中心第二主轴及传动系统设计33.根据样机空载电磁振动给料机的方案设计34.基于PLC的车床电器控制系统设计35.CA6140车床的数控改造36.PLC在立体仓储系统中的应用37.数控铣床的PLC控制系统设计38.数控机床自动换刀装置的PLC控制系统设计39.数控深孔钻床的PLC控制系统设计40.基于串口通讯技术的温度采集控制系统41.齿轮表面激光淬火运动控制技术研究42.基于快速原型制造技术的分层切片算法研究43.发动机活塞杆机械加工工艺及专用工装设计44.自动化立体仓库系统设计与仿真45.组合机床传动系统设计46.颗粒自动包装机47.超精密数控平面磨床工作台的进给机构系统优化设计48.基于UG的CM6146精密车床结构设计一尾座及床身设计49. 1000KN冲压液压机的上传动装置设计50.汽车后桥两端面钻削连接螺栓孔专用设备设计51.钢管成型弯曲加工专用设备设计52.机床主轴端面钻孔加工设备设计53. NC车床加工过程仿真软件的开发54.加工中心机械手的设计及三维建模55.数控铣床加工过程仿真软件的开发56.数控车床的结构设计57.基于网络的机械设计课程设计CAI课件的研制58.破碎机中偏心套的有限元分析59.圆锥破碎机动锥的有限元分析60.63系列数控车床转塔刀架的设计61.63系列车削中心主轴箱及C轴设计62.XS6380数控高速铣床电动主轴的电气控制63.SSCK20数控车床转塔刀架的电气控制64.CX300车铣加工中心刀库的电控设计65 .单盘渐开线检查仪测量齿廓偏差实验CAI软件66.燃油燃气节能及水处理系统67 .高架式数控铣床虚拟加工动画演示设计68.CX300车铣加工中心主轴箱和尾台三维建模及动态装配69.C1312型自动车床盘形凸轮的设计与加工70.CW6163B型车床平面曲线槽凸轮的设计与加工71.手机壳体注塑模体的设计及数控加工程序编制72.多拐曲轴加工工艺的编制73.凸轮轴加工工艺的编制74.凸轮轴工艺工装75.CX300车铣加工中心床身部分建模及动态模拟装配76.TX1600专业镗铣加工中心建模及床身部分动态模拟装配77.TX1600专业镗铣加工中心建模及立柱部分动态模拟装配78.桥式起重机起升电气控制设计79.电梯控制器PLC程序设计80.塔式起重机的回转与小车行走的电气设计81.塔吊回转与小车平移控制电气设计82.塔吊起升电气控制设计83.湿式混凝土喷射机84.叶片类零件数控加工工艺设计及仿真85.ZL50轮式装载机的工作装置的结构设计及强度计算86.500mm数控车床主传动系统及伺服进给系统设计87 .数控电火花线切割加工实验88.基于LabVIEW下的虚拟信号分析处理仪设计89 .基于LabVIEW虚拟数字信号分析处理仪设计90.校园餐卡消费的CAN总线网络设计91.视觉图像残缺对工件检测的研究92.基于图象的自定位的方法的研究93.智能棋具设计94.车牌识别的研究95.组合式工业机械手96.数控镗铣式刀库设计97.数控镗铣盘式刀库设计98.太阳能自动割草机器人设计99.基于WinCC的数控车间监控系统设计100.卡车超重检测装置的设计101.基于测距原理的安全倒车装置设计102.电脑刻字机的系统设计103.金属切削加工数据库管理系统-切削用量优选模块设计104.数控刀具集成管理数据库系统设计105.Z-15真空聚结滤油机机械结构设计106.交通信号控制器设计107 .发动机活塞的有限元分析109.数字流量仪表设计110.双坐标气割系统设计111.大尺寸轴承外圆直径检测系统设计112.钢管自动切割机PLC控制系统设计113.直流力矩电机性能测试系统设计114.铝合金汽车轮毂加工工艺工装质量控制115.铝合金汽车轮毂加工工艺工装设计116.基于UG的震动给料机设计及运动分析117.基于PLC的恒压供水控制系统设计118.楼宇中央空调制冷控制系统设计119.双电梯PLC控制系统设计120.定向钻机钻杆机械手系统设计121.无开挖定向钻旋进系统设计122.台式数控精密微电火花加工机设计123.晶振片加工方法的探究124 .数控组合机床的电控设计125.数控车床主轴箱的三维实体建模及伺服进给系统的设计126.数控车床转塔刀架设计127.基于UG的CM6146高精度车床结构设计一进给系统设计128 .基于UG的CM6146高精度车床结构设计一主传动系统设计。
CATIA创成式外形造型设计
第三章 CATIA V5 创成式外形设计目录1产品介绍CATIA V5的创成式外形设计(GSD)模块包括线框和曲面造型功能,它为用户提供了一系列应用广泛、功能强大、使用方便的工具集,以建立和修改用于复杂外形设计所需的各种曲面。
同时,创成式外形设计方法采用了基于特征的设计方法和全相关技术,在设计过程中能有效地捕捉设计者的设计意图,因此极大地提高了设计者的质量与效率,并为后续设计更改提供了强有力的技术支持。
2图标功能介绍(基本概念、基本界面介绍)CATIA V5的创成式外形设计模块由如下几组图标菜单组成:线框造型图标(Wireframe)、曲面造型图标(Surfaces)、几何操作图标(Operations)、分析图标(Analysis)、约束图标(Constraints)、规则图标(Law)、工具图标(Tools)和复制图标(Replication)。
2.1线框造型(Wireframe)图标Point 创建点Point & Planes Repetition 创建多点/平面Extremum 创建极值元素Polar Extremum 创建极坐标极值元素 Line 创建直线Polyline 创建折线Plane 创建平面Planes between 在两平面之间创建多个平面Circle 创建圆Conic 创建圆锥线Spiral 创建平面螺旋线 Spline 创建样条线Helix 创建螺旋线Spine 创建脊骨曲线Corner 创建拐角Connect curve 创建桥接线Parallel curve 创建平行线 Projection 创建投影线Combine 创建组合投影线Reflect lines 创建反射线Intersection 创建交线2.2曲面造型(Surfaces)曲面造型功能的强弱是软件造型功能强弱的重要标志,它被广泛应用于汽车外形、模具型面等产品的设计上。
CATIA V5为用户提供了丰富而实用的曲面造型功能(如下所示)。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
万方数据
万方数据
5汽车轴类CAPP系统的设计与开发
5.1软件设计
本系统设计采用VC++来完成,包括系统界面的设计、特征识别、给识别出的特征安排最优的工序、对工序工步进行排序等,系统半创成生成工艺卡及检索工艺卡输入界面如图4所示。
图4系统半创成生成工艺卡及检索工艺卡输入界面
5.2软件工作过程
当打开本界面后,如若是生成新零件的工艺加工步骤,则点击“调入图形”按钮,打开相应的汽车轴类零件图,然后点击“生成工艺卡”按钮,系统链接EXCEL,生成相应的可供修改的工艺过程卡,当对这个工艺卡的不当之处修改完善
以后,点击“保存工艺卡”按钮,保存此工艺卡并编码,以备后用;“取消”按钮是对“调入图形”、
“生成工艺卡”、
“保存工艺卡”的取
消,“返回”按钮,是指对“调入图形”、“生
成工艺卡”、
“保存工艺卡”的返回。
当需要一个以前已经半创成式生成并保存过的工艺卡时,只需在“输入零件工序编码”的输入栏内输入相应的编码即可检索出所需要的工艺卡。
6结束语
笔者所设计的检索式与半创成式双重系统的汽车零件CAPP系统,可以大大提高制定工艺卡的效率,提高工作效率,具有一定的创新性,也为设计其他零件CAPP系统提供了借鉴。
参考文献:
【1】王磊.基于特征的CAD/CAPP集成技术研究[D】.昆明理工
大学.2007.
【2】卢世坤.基于特征识别的CAPP工艺卡自动生成研究[J】.
煤矿机械.2009,30(9).
【3】吴卓,李田田.基于STEP的自动特征提取技术的研究【J】.
科学技术与工程,2007,7(5).
【4】易俊松,王义林,刘胜余,等.汽车覆盖件冲压CAPP方法及
系统实现【J】.中国机械工程.2001,12(7).
3结束语
….。
..
..鬯!网络组态图, ̄n…..。
.
参考文献:
苎奎量苎苎!案圭要要dr,-,-。
至Irl毫Jll,’竺.I,,g_竺篙:兰兰:;釜詈[。
ll纂;二挺胨伟才.简单发动机、变速箱装配线的控制实
到相应I/o设备的MAc地址后就可以给对应的设备
;高茹磊显。
荔蠢。
“1””‘~”“““”“””‘
分配固定IP地址,IP地址被保存到MMC卡中。
对
[2】赖惠鸽,朱学军.基于PRoFmus和s龇~1'Ics7的分布式
的ID号如:主控PLC设liD号为1,加注油设备【4】段明陴,朱晓民,苏锡年,分布式I/0在汽车发动机装配线
ID号为2,试漏台ID号为3。
所有设置完成之后,
中的应用.
11461
第32卷第5期2010—5
万方数据。