机械加工工序卡
机械加工工序卡片工艺过程卡片
机械加工工序卡片工艺
过程卡片
机械加工工序卡片
工
步
工步内容工艺装备号
机械加工工序卡片
工
步
工步内容工艺装备号
机械加工工序卡片工步内容工艺装备
机械加工工序卡片工步内容工艺装备
机械加工工序卡片
工
步
工步内容工艺装备号
机械加工工序卡片工步内容工艺装备
机械加工工序卡片
车间
毛坯种
类
铸件
设备名
称
摇臂钻
床
夹具编号
工位器具编号
工
步工步内容工艺装备主轴速度
机械加工工序卡片
工艺装备
机械加工工序卡片
工艺装备
机械加工工艺过程卡片。
机械加工工序卡片(JB T 9165-1998)机械加工工艺过程卡片(JB T 9165.2-1998)
工时
准终
单件
设计(日期)
审核(日期)
标准化(日期)
会签(日期)
标记
处数
更改文件号
签字
日期
标记
处数
更改文件号
签字
日期
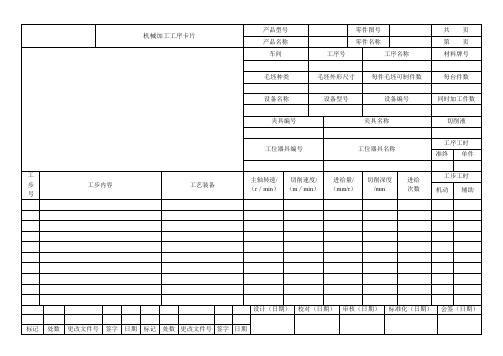
机械加工工序卡片
产品型号
零件图号
共 页
产品名称
零件名称
第页
车间
工序号
工序名称
材料牌号
毛坯种类
毛坯外形尺寸
每件毛坯可制件数
每台件数
设备名称
设备型号
设备编号
同时加工件数
夹具编号
夹具名称
切削液
工位器具编号
工位器具名称
工序工时
准终
单件
工步号
工步内容
工艺装备
主轴转速/
(r/min)
切削速度/
(m/min)
进给量/(mm/r)
切削深度/mm
进给
次数
工步工时
机动
辅助
设计(日期)
校对(日期)
审核(日期)
标准化(日期)
会签(日期)
标记
处数
更改文件号
签字
日期
标记
处数
更改文件号
签字
日期
机械加工工艺过程卡片
产品型号
零件图号
产品名称
零件名称
共页
第页
材料牌号
毛坯种类
毛坯外形尺寸
每毛坯可
制件数
每台件数
备注
工序号
工序名称
工序内容
车间Biblioteka 工段设备
机械加工工艺过程及工序卡片模板

材料牌号
毛坯种类
毛坯外形尺寸
每件毛坯可制件数
每台件数
设备名称
设备型号
设备编号
同时加工件数
夹具编号
夹具名称
切削液
工位器具编号
工位器具名称
工序工时
准终
单件
工步号
工步内容
工艺装备
主轴转速
/(r/min)
切削速度
/(m/min)
进给量/(mm/r)
背吃刀量/mm
走刀
次数
工时定额
基本
辅助
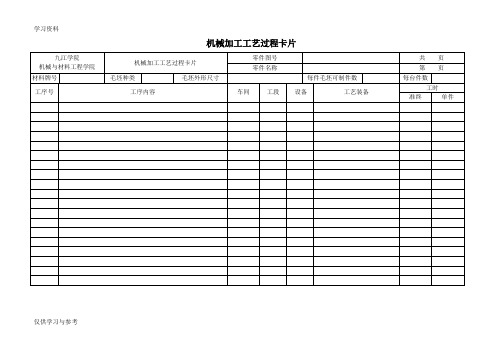
机械加工工艺过程卡片
九江学院
机械与材料工程学院
机械加工工艺过程卡片
零件图号
共 页
零件名称
第 页
材料牌号
毛坯种类
毛坯外形尺寸
每件毛坯可制件数
每台件数
工序号
工序内容
车间
准终
单件
机械加工工序卡片
九江学院
机械与材料工程学院
机械加工工序卡片
零件图号
共 页
零件名称
第 页
(工序简图)
车间
工序号
机械加工工序卡片

材料
硬度
工序
名称
工序号
尾接杆
30CrMnSiA
打氧
化皮
95
设备
C620
定位
夹紧
共36页
第18页
序号
加工要求说明
夹具
刀具
量具
1
加工前找正外圆A的跳动不大于0.1,清理内孔和倒角的脏污和氧化皮
软三抓
纱布
2
修正60度倒角
2D4
6218/0011
工序卡片
零件名称
材料
硬度
工序
名称
工序
号
尾接杆
30CrMnSiA
序号
加工要求说明
夹具
刀具
量具
去表面A的毛刺,并修锉表面A两次加工的接痕
尖边倒圆R0.1-0.5
打零件编号
工序卡片
零件名称
材料
硬度
工序
名称
工序
号
尾接杆
30CrMnSiA
镗孔
85
设备
C620
定位
夹紧
共36页
第16页
序号
加工要求说明
夹具
刀具
量具
软三抓
2D
162/038
赛规0220/28.5H11TZ
2D4
HRC:36-41
铣槽
120
设备
6H11
定位
夹紧
共36页
第23页
序号
加工要求说明
夹具
刀具
量具
2D321/166
2D151/042
槽量规5H11
注意铣槽方向
①2D064/035
工序卡片
零件名称
机械加工工艺过程及工序卡片

机械加工工艺过程卡片
九江学院
机械与材料工程学院
机械加工工艺过程卡片
零件图号
共 页
零件名称
第 页
材料牌号
毛坯种类
毛坯外形尺寸
每件毛坯可制件数
每台件数
工序号
工序内容
车间
工段
设备
工艺装备
工时
准终
单件
机械加工工序卡片
九江学院
机械与材料工程学院
机械加工工序卡片
零件图号
共 页
零件名称
第 页
(工序简图)
车间
工序号
工序名称
材料牌号
毛坯种类
毛坯外形尺寸
每件毛坯可制件数
每台件数
设备名称
设备型号
设备编号
同时加工件数
夹具编号
夹具ቤተ መጻሕፍቲ ባይዱ称
切削液
工位器具编号
工位器具名称
工序工时
准终
单件
工步号
工步内容
工艺装备
主轴转速
/(r/min)
切削速度
/(m/min)
进给量/(mm/r)
背吃刀量/mm
走刀
次数
工时定额
基本
辅助
机械加工工序卡

工步内容
设名称
夹具及辅具
刀具及辅具
量具
L
t
i
S
N
V
T机
T单
车两端外圆、法兰面、止口及端面
普通车床
三爪卡盘
外圆车刀
深度尺
CW6180F
Ø250
BD00—201
0~200/0.02
1
按附图装夹,用三爪以两端内孔定位,
25×30×200
外径千分尺
50
2
3
0.17
108
67.8
18
26
车两端外圆至Ø200+0.05 0Ra6.3
规格:
工序名称:铣琵琶上方面、贯通孔侧面、两个板簧面和钻锪放气孔
零件号:2501ZHS01-025
毛坯种类:
每车
数量:
年产
纲令:
零件名称:中桥壳体
设备:YZJ1361
负荷:
单件
节奏:
冷却
液:
车型:
工序号:40
工步号
工步内容
设备名称
夹具及辅具
刀具及辅具
量具
L
t
i
S
N
V
T机
T单
铣琵琶上方面、贯通孔侧面、两个板簧面和钻锪放气孔
0~300/0.02
调节垫铁将已铣四方面调平,已确保
YT14
所铣四方面与该四方面平行,然后夹
粗糙度样块
紧铣两个四方面,保证上下两平行四
方面的尺寸170±0.2
Ra12.5
更改
批准
审核
会签
校对
拟定
日期
签名
共27页第19页
南阳汇森精密仪器铸造有限公司
机械加工工艺过程及工序卡片模板资料
材料牌号
毛坯种类
毛坯外形尺寸
每件毛坯可制件数
每台件数
设备名称
设备型号
设备ห้องสมุดไป่ตู้号
同时加工件数
夹具编号
夹具名称
切削液
工位器具编号
工位器具名称
工序工时
准终
单件
工步号
工步内容
工艺装备
主轴转速
/(r/min)
切削速度
/(m/min)
进给量/(mm/r)
背吃刀量/mm
走刀
次数
工时定额
基本
辅助
机械加工工艺过程卡片
九江学院
机械与材料工程学院
机械加工工艺过程卡片
零件图号
共 页
零件名称
第 页
材料牌号
毛坯种类
毛坯外形尺寸
每件毛坯可制件数
每台件数
工序号
工序内容
车间
工段
设备
工艺装备
工时
准终
单件
机械加工工序卡片
九江学院
机械与材料工程学院
机械加工工序卡片
零件图号
共 页
零件名称
第 页
(工序简图)
车间
工序号
机械加工工序卡片

审核(日期)
标准化 (日期) 会签(日期)
机械加工工序 III 卡片
机械加工工序卡 产品型号 产品名称 零(部件)图号 零(部件)名称 车间 机加 毛坯种类 铸件 设备名称 立式铣床 夹具编号 工序号 III 毛坯外形尺寸 210 × 98 × 50.75 设备型号 X51 夹具名称 专用夹具 工位器具编号 工位器具名称 最终传动箱 工序名 铣端面 每毛坯可制件数 1 设备编号 共7页 第1页
材料牌号 HT150 每台件数 1 同时加工件数 1 切削夜 无 工序工时/s 准终 单件 3.3
工步号
工步内容 钻∅14+0.18 的孔 0
工艺装备
主轴转速 /r ∙ min−1
切削速度 /m ∙ ������ −1
进给量 /mm ∙ ������ −1
背吃刀量 /mm 7
进给 次数 1
工步工时 机动 3.3 辅助
细柄机用和手用 丝锥、螺纹塞规
300
0.25
50
描校
底图号
装订号
设计 (日期) 标处 处 数 更改文件号 签 字 日 期 标 记 处 数 更改文件号 签 字 日 期
审核(日期)
标准化 (日期) 会签(日期)
机械加工工序 VII 卡片
机械加工工序卡 产品型号 产品名称 零(部件)图号 零(部件)名称 车间 机加 毛坯种类 铸件 设备名称 摇臂钻床 夹具编号 工序号 VII 毛坯外形尺寸 210 × 98 × 50.75 设备型号 Z3025 夹具名称 钻床用四爪卡盘 工位器具编号 工位器具名称 最终传动箱 工序名 钻孔 每毛坯可制件数 1 设备编号 每台件数 1 同时加工件数 1 切削夜 无 工序工时/s 准终 14.4 单件 共页 第页
(完整版)机械加工工艺过程卡与工序卡
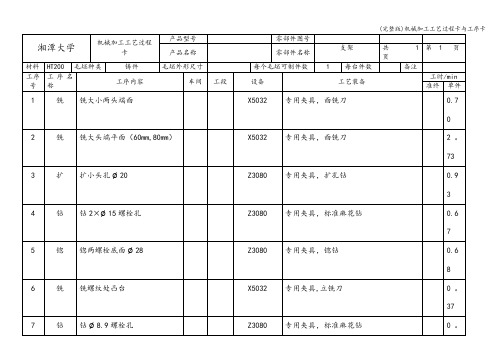
湘潭大学机械加工工序卡产品型号零部件图号产品名称零部件名称支架共 14页第 1页车间工序号工序名称材料牌号1粗铣端面HT200毛坯种类毛坯外形尺寸每个毛坯可制件数每台件数铸件1设备名称设备型号设备编号同时加工件数立式铣床X50321夹具编号夹具名称切削液专用夹具工位器具编号工位器具名称工序工时/min准终单件0。
70工步号工步内容工艺装备主轴转速r/min切削速度m/min进给量mm/z切削深度mm进给次数工步工时/min机动辅助1粗铣小头端端面A1Ø50mm硬质合金面铣刀,专用夹具37558。
90。
15310.30。
382翻转夹具,粗铣小头端端面A237558。
90.15310。
30。
38(完整版)机械加工工艺过程卡与工序卡设计(日期)审核(日期)标准化会签标记处数更改文件号签字日期标记处数更改文件号签字日期湘潭大学机械加工工序卡产品型号零部件图号产品名称零部件名称支架共 14页第 2页车间工序号工序名称材料牌号2铣大头端端面HT200毛坯种类毛坯外形尺寸每个毛坯可制件数每台件数铸件1设备名称设备型号设备编号同时加工件数立式铣床X50321夹具编号夹具名称切削液专用夹具工位器具编号工位器具名称工序工时/min准终单件2。
73工步号工步内容工艺装备主轴转速r/min切削速度m/min进给量mm/z切削深度mm进给次数工步工时/min机动辅助1粗铣大头端端面A面至6119.00 mm,BØ50mm硬质合金面铣37558。
90。
1572 2.20。
38面至8122.0mm刀,专用夹具设计(日期)审核(日期)标准化会签标记处数更改文件号签字日期标记处数更改文件号签字日期湘潭大学机械加工工序卡产品型号零部件图号产品名称零部件名称支架共 14 页第 3页车间工序号工序名称材料牌号3扩小头孔HT200毛坯种类毛坯外形尺寸每个毛坯可制件数每台件数铸件1设备名称设备型号设备编号同时加工件数钻床Z30801夹具编号夹具名称切削液专用夹具工位器具编号工位器具名称工序工时/min准终单件0.93工步号工步内容工艺装备主轴转速r/min切削速度m/min进给量mm/r切削深度mm进给次数工步工时/min机动辅助1粗扩铸造毛坯孔Ø16mm 至Ø1921.00+mmØ19mm 硬质合金扩孔钻,专用夹具 20011。
机械加工工序卡
主轴转速
切削速度
基本工 时
设计者
指导教师
共
10
页
第3 页
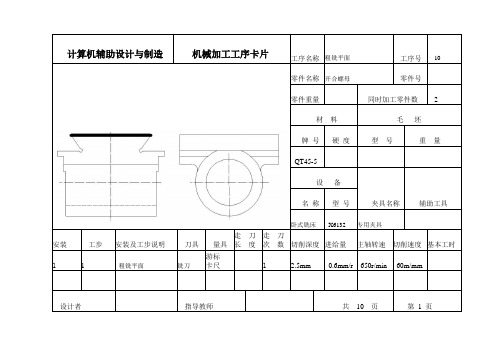
计算机辅助设计与制造
机械加工工序卡片
工序名称 铰孔、攻螺纹 零件名称 开合螺母 零件重量 材 牌 号 QT45-5 设 名 称 备 型 号 夹具名称 料 硬 度 型 号
工序号 零件号 同时加工零件数 毛 坯 重
4
1
量
辅助工具
专用夹具
安装 1 2
共
10
页
第4 页
计算机辅助设计与制造
机械加工工序卡片
工序名称 钻、锪孔 零件名称 开合螺母 零件重量 材 牌 号 QT45-5 设 名 称
台式钻床
工序号 零件号 同时加工零件数
40
2
料 硬 度 型 号
毛
坯 重 量
备 型 号Z512Fra bibliotekA夹具名称
专用夹具
辅助工具
安装 1 1 1 设计者
工步 1 2 3
工序号 35 零件号 同时加工零件数 毛 坯 重 量 2
辅助工具
台式钻床
Z5125A
专用夹具
安装 1
工步 1
安装及工步说明 钻 8 孔
刀具
走 量具 长
游标卡尺
刀 走 度 次
刀 数 切削深度 进给量 6mm 1.2mm/r
主轴转速 160r/min
切削速度 基本工时 45m/mm
8 钻头
设计者
指导教师
切削速度 60m/mim 40m/mim 50m/mim 第3 页
基本工 时
锯片铣刀 游标卡尺 锯片铣刀 游标卡尺 锯片铣刀 游标卡尺
指导教师
计算机辅助设计与制造
(完整版)机械加工工序卡片

机械加工工序卡片产品名称联轴器零件名称联轴器共7 页第 1 页车间工序号工序名材料牌号金工 3 车HT200毛坯种类毛坯外形尺寸每坯可制件数每台件数铸造 1 1设备名称设备型号设备编号同时加工件数卧式车床CA6140 1夹具编号夹具名称切削液专用夹具工位器具编号工位器具名称工序工时准终单件工步号工步内容工艺装备主轴转速r/min切削速度m/min进给量mm/r背吃刀量mm进给次数工步工时描图机动辅助1 以Ø55mm处外圆及其端面定位,粗车半精车外圆Ø110mm及端面专用夹具,高速钢刀具,游标卡尺220 24 3 15 1描校底图号装订号设计(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期机械加工工序卡片产品名称联轴器零件名称联轴器共7 页第 2 页车间工序号工序名材料牌号金工 4 车HT200毛坯种类毛坯外形尺寸每坯可制件数每台件数铸造 1 1设备名称设备型号设备编号同时加工件数卧式车床CA6140 1夹具编号夹具名称切削液专用夹具工位器具编号工位器具名称工序工时准终单件工步号工步内容工艺装备主轴转速r/min切削速度m/min进给量mm/r背吃刀量mm进给次数工步工时描图机动辅助1 以加工过的Ø110mm外圆及其端面定位,粗车另一端面,粗车外圆Ø55mm,倒角专用夹具,高速钢刀具,游标卡尺220 24 3 15 1描校底图号装订号设计(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期机械加工工序卡片产品名称联轴器零件名称联轴器共7 页第 3 页车间工序号工序名材料牌号金工 5 车HT200毛坯种类毛坯外形尺寸每坯可制件数每台件数铸造 1 1设备名称设备型号设备编号同时加工件数卧式车床CA6140 1夹具编号夹具名称切削液专用夹具工位器具编号工位器具名称工序工时准终单件工步号工步内容工艺装备主轴转速r/min切削速度m/min进给量mm/r背吃刀量mm进给次数工步工时描图机动辅助1 以加工过的Ø55mm外圆及其端面定位,粗镗Ø35mm内孔专用夹具,高速钢刀具,游标卡尺220 24 3 15 1描校底图号装订号设计(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期机械加工工序卡片产品名称联轴器零件名称联轴器共7 页第 4 页车间工序号工序名材料牌号金工 6 镗HT200毛坯种类毛坯外形尺寸每坯可制件数每台件数铸造 1 1设备名称设备型号设备编号同时加工件数卧式车床CA6140 1夹具编号夹具名称切削液专用夹具工位器具编号工位器具名称工序工时准终单件工步号工步内容工艺装备主轴转速r/min切削速度m/min进给量mm/r背吃刀量mm进给次数工步工时描图机动辅助1 以Ø55mm外圆及其端面定位,精镗Ø35mm内孔专用夹具,镗刀,游标卡尺350 35.6 1 5 1描校底图号装订号设计(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期机械加工工序卡片产品名称联轴器零件名称联轴器共7 页第 5 页车间工序号工序名材料牌号金工7 铣HT200毛坯种类毛坯外形尺寸每坯可制件数每台件数铸造 1 1设备名称设备型号设备编号同时加工件数铣床X52K 1夹具编号夹具名称切削液专用夹具工位器具编号工位器具名称工序工时准终单件工步号工步内容工艺装备主轴转速r/min切削速度m/min进给量mm/r背吃刀量mm进给次数工步工时描图机动辅助1 以Ø55mm外圆及端面定位,粗铣、半精铣键槽专用夹具,插刀,游标卡尺220 24 3 15 1描校底图号装订号设计(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期机械加工工序卡片产品名称联轴器零件名称联轴器共7 页第 6 页车间工序号工序名材料牌号金工8 钻HT200毛坯种类毛坯外形尺寸每坯可制件数每台件数铸造 1 1设备名称设备型号设备编号同时加工件数钻床Z525 1夹具编号夹具名称切削液专用夹具工位器具编号工位器具名称工序工时准终单件工步号工步内容工艺装备主轴转速r/min切削速度m/min进给量mm/r背吃刀量mm进给次数工步工时描图机动辅助1 以Ø30mm孔端面定位,一共要加工4个Ø11mm孔专用夹具,钻头,游标卡尺285 19.9 1 1.5 1描校底图号装订号设计(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期机械加工工序卡片产品名称联轴器零件名称联轴器共7 页第7 页车间工序号工序名材料牌号金工9 钻孔攻丝HT200毛坯种类毛坯外形尺寸每坯可制件数每台件数铸造 1 1设备名称设备型号设备编号同时加工件数钻床Z525 1夹具编号夹具名称切削液专用夹具工位器具编号工位器具名称工序工时准终单件工步号工步内容工艺装备主轴转速r/min切削速度m/min进给量mm/r背吃刀量mm进给次数工步工时描图机动辅助1 钻孔攻丝M8专用夹具,钻头,丝锥,游标卡尺285 19.9 1 1.5 1描校底图号装订号设计(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期。
机械加工工序卡片工艺过程卡片

工位器具名称
工序工时
准终
单件
0
15s
工步号
工步内容
工艺装备
主轴速度r/min
切削速度m/min
进给量mm/r
背吃刀量mm
进给次数
工步工时
机动
辅助
1
粗铣左端面
mmRa6.3um
端铣刀
游标卡尺
104
49.1
0.8
1.5
1
15.6s
2.34s
2
粗铣法兰盘边缘端面
Ra6.3um
端铣刀
游标卡尺
104
18
8
0.02
0.25
1
129.6s
3.24s
2
磨内圆
砂轮
游标卡尺
1500
18
0.8
0.3
1
41.5s
2.34s
3
4
设计
(日期)
审核
(日期)
标准化
(日期)
会签
(日期)
标记
处数
更改文
件号
签字
日期
标记
处数
更改文
件号
签字
日期
描图
描校
底图号
装订号
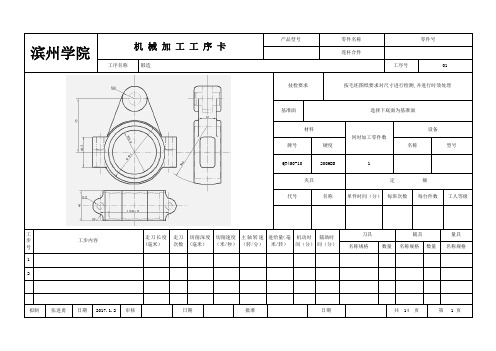
湖州师范学院
机械加工工艺过程卡片
产品型号
零件图号
产品名称
连接座
机械加工工序卡片
底图号
装订号
描校
描图
湖州师范学院
机械加工工艺卡片
产品型号
零部件图号
产品名称
连接座
零部件名称
连接座
共9页
第1页
车间
工序号
工序名
机械加工工序卡片@标准

共页
第页
(工序简图)
车间
工序号
工序号称
材料牌号
毛坯种类
毛坯外形尺寸
每毛坯可制件数
每台件数
设备名称
设备型号
设备编号
同时加工件数
夹具编号
夹具名称
切削液
工位器具编号
工位器具名称
工布工时
机动
辅助
工步号
工步内容
工艺装备
主轴速度(r/min)
切削速度(m/min)
进给量(mm/r)
背吃刀量(mm)
进给次数
标准机械加工工序卡片机械加工工艺卡片产品型号零部件图号产品名称零部件名称工序简图车间工序号工序号称材料牌号毛坯种类毛坯外形尺寸每毛坯可制件每台件数设备名称设备型号设备编号同时加工件数夹具编号夹具名称切削液工位器具编号工位器具名称工布工时机动辅助工步内容工艺装备主轴速rmin切削速mmin进给量mmrmm进给次数工步工时机动辅助设计日标准化日期会签日更改文件编号标准机械加工工序卡片机械加工工艺卡片产品型号零部件图号产品名称零部件名称工序简图车间工序号工序号称材料牌号毛坯种类毛坯外形尺寸每毛坯可制件每台件数设备名称设备型号设备编号同时加工件数夹具编号夹具名称切削液工位器具编号工位器具名称工布工时机动辅助工步内容工艺装备主轴速rmin切削速mmin进给量mmrmm进给次数工步工时机动辅助设计日标准化日期会签日更改文件编号标准机械加工工序卡片机械加工工艺卡片产品型号零部件图号产品名称零部件名称工序简图车间工序号工序号称材料牌号毛坯种类毛坯外形尺寸每毛坯可制件每台件数设备名称设备型号设备编号同时加工件数夹具编号夹具名称切削液工位器具编号工位器具名称工布工时机动辅助工步内容工艺装备主轴速rmin切削速mmin进给量mmrmm进给次数工步工时机动辅助设计日标准化日期会签日更改文件编号标准机械加工工序卡片机械加工工艺卡片产品型号零部件图号产品名称零部件名称工序简图车间工序号工序号称材料牌号毛坯种类毛坯外形尺寸每毛坯可制件每台件数设备名称设备型号设备编号同时加工件数夹具编号夹具名称切削液工位器具编号工位器具名称工布工时机动辅助工步内容工艺装备主轴速rmin切削速mmin进给量mmrmm进给次数工步工时机动辅助设计日标准化日期会签日更改文件编号标准机械加工工序卡片机械加工工艺卡片产品型号零部件图号产品名称零部件名称工序简图车间工序号工序号称材料牌号毛坯种类毛坯外形尺寸每毛坯可制件每台件数设备名称设备型号设备编号同时加工件数夹具编号夹具名称切削液工位器具编号工位器具名称工布工时机动辅助工步内容工艺装备主轴速rmin切削速mmin进给量mmrmm进给次数工步工时机动辅助设计日标准化日期会签日更改文件编号标准机械加工工序卡片机械加工工艺卡片产品型号零部件图号产品名称零部件名称工序简图车间工序号工序号称材料牌号毛坯种类毛坯外形尺寸每毛坯可制件每台件数设备名称设备型号设备编号同时加工件数夹具编号夹具名称切削液工位器具编号工位器具名称工布工时机
机械加工工序卡.
工序号
12
技检要求
不合格的产品杜决流入下道工序
基准面
下平面,侧面
材料
同时加工零件数
设备
牌号
硬度
名称
型号
QT450-10
200HBS
1
卧式镗床
T618
夹具
定额
代号
名称
单件时间(分)
每班次数
每台件数
工人等级
工步号
工步内容
走刀长度(毫米)
走刀次数
切削深度(毫米)
切削速度(米/秒)
主轴转速(转/分)
进给量(毫米/转)
机动时间(分)
辅助时间(分)
刀具
辅具
量具
名称规格
数量
名称规格
数量
名称规格
1
定位夹紧
2
磨削
134
1
0.1
0.20
100
0.15
0.05
1.77
砂轮直径D = 40 mm
专用量具
拟制
张进勇
日期
2017.1.2
审核
日期
批准
日期
共14页
第10页
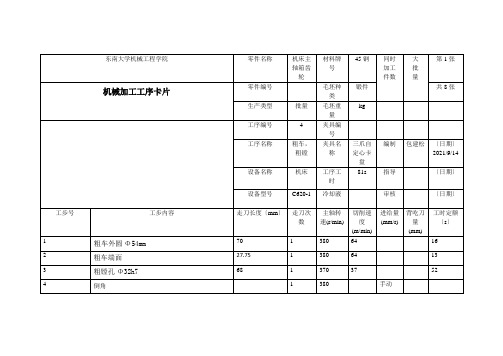
滨州学院
机械加工工序卡
产品型号
零件名称
零件号
连杆合件
走刀长度(毫米)
走刀次数
切削深度(毫米)
切削速度(米/秒)
主轴转速(转/分)
进给量(毫米/转)
机动时间(分)
辅助时间(分)
刀具
辅具
量具
名称规格
数量
名称规格
数量
名称规格
1
粗铣平面,控制尺寸如图
42
1
2
机械加工工序卡
机械加工工序卡机械加工工序卡是指在机械加工工艺中用来记录加工流程和加工参数的一种工具。
其目的是通过记录和统计数据,以便提高加工工艺的效率和精度。
下面,本文将详细介绍机械加工工序卡的组成、使用及其在机械加工中的重要性。
一、机械加工工序卡的组成机械加工工序卡通常包括以下几个部分:1.零件名称和编号:是指需要加工的零件的名称和规格型号。
2.加工工序:是指加工零件的工艺流程,包括必要的加工工序和顺序。
3.加工参数:是指具体加工过程中需要掌握和遵守的各类加工参数,如加工速度、进给量、切削深度等。
4.检验方法:是指加工完成后需要进行的检验方法,包括尺寸检测、表面质量检测、硬度检测等。
5.设备和工具:是指加工需要使用到的设备和工具,以及其选用和调整。
二、机械加工工序卡的使用机械加工工序卡的使用需要依据加工工艺和具体情况作出不同的调整。
下面,我们将从以下几个方面介绍机械加工工序卡的使用。
1.在加工前调整在正式加工之前,需要对机械加工工序卡进行检查和调整。
具体是确定加工顺序、完善加工参数、核实设备与工具是否合理选择,并确定好加工时间和加工步骤。
这样可以避免过程中出现疏漏,降低加工效率和加工质量。
2.在加工过程中使用机械加工工序卡中所呈现的各项参数在加工过程中需要严格遵循。
对于加工参数的具体调整和设备工具的调整在加工过程中常常会出现。
因此,在使用中需要及时记录并调整工序卡。
3.在加工后调整加工完成后,需要对零件进行检验并将各项实际加工参数填写至机械加工工序卡内,改正其中的错误,以便在今后的加工过程中有针对性地加以优化。
三、机械加工工序卡在机械加工中的重要性机械加工工序卡在机械加工行业中具有非常重要的作用,其重要性体现在以下几方面。
1.提高加工效率机械加工工序卡可以对加工过程做出系统性的规划和组织,并通过掌握加工参数及设备的调整,提高加工效率。
在实际加工过程中,只有在把加工工序卡使用得恰当的情况下,才可能使加工效率最大化。
机械加工工序卡片

万向节滑动叉 6kg 料 型式 硬度 HB207~241 备 型号 专用夹具 C620-1 进给量 mm/r 0.4 0.6 0.6 主轴转速 r/s 12.6 12.6 12.6 12.6 1 3.08 共 13 页 切削速 度 m/s 2.57 2.57 2.57 2.57 0.58 0.5 第1 页 基本工 时 min 0.16 0.22 0.06 模锻件 夹具 辅助工具 重量 同时加工零件数 毛坯 1
走刀长 度 mm
走刀次数
轮 GB46ZR1A6P 350×40×127mm
卡板
1500
设计者
指导老师
周玉丰
共 13 页
第9页
四川信息职业技术学院 机电工程系
机械加工工序卡片
工序名称
钻 M8 底孔及倒角
工序号
10
零件号 零件名称 零件重量 材 牌号 45 钢 设 名称 台式钻床 安装 1 工步 1 2 2 1 2 安装及工步说明 钻 M8 底孔 Ø6.7mm 两个 倒角 120° 钻 M8 底孔 Ø6.7mm 两个 倒角 120° 刀具 Ø6.7mm 钻头 120°锪钻 Ø6.7mm 钻头 120°锪钻 17.25 1 3.35 0.1 量具 走刀长度 mm 17.25 走刀次数 1 切削深 度 mm 3.35 万向节滑动叉 6kg 料 型式 硬度 HB207~241 备 型号 专用夹具 Z4112-2 进给量 mm/r 0.1 主轴转速 r/s 13.33 13.33 13.33 13.33 0.28 0.29 切削速 度 m/s 0.28 基本工 时 min 0.29 模锻件 夹具 辅助工具 重量 同时加工零件数 毛坯 1
钻通孔 Ø25mm 扩钻通孔 Ø41mm 扩花键底孔 Ø43mm 镗止口 Ø55mm,保证尺寸 140±0.4mm
机械加工工序卡片(车床齿轮)
7
夹具编号
工序名称
精镗
夹具名称
三爪自定心卡盘
编制
包建松
〔日期〕
2021/9/14
设备名称
机床
工序工时
68s
指导
〔日Hale Waihona Puke 〕设备型号C620-1
冷却液
审核
〔日期〕
工步号
工步内容
走刀长度〔mm〕
走刀次数
主轴转速(r/min)
切削速度
(m/min)
进给量
(mm/r)
背吃刀量
(mm)
工时定额〔s〕
1
精镗孔Φ32h7
〔日期〕
设备型号
冷却液
审核
〔日期〕
工步号
工步内容
走刀长度〔mm〕
走刀次数
主轴转速(r/min)
切削速度
(m/min)
进给量
(mm/r)
背吃刀量
(mm)
工时定额〔s〕
1
钻孔Φ3mm
1
1080
手动
2
3
4
审核
〔日期〕
工步号
工步内容
走刀长度〔mm〕
走刀次数
主轴转速(r/min)
切削速度
(m/min)
进给量
(mm/r)
背吃刀量
(mm)
工时定额〔s〕
1
粗车外圆Φ54mm
70
1
380
64
16
2
粗车端面
27.75
1
380
64
13
3
粗镗孔Φ32h7
68
1
370
37
52
4
倒角
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
机械加工工序卡产品型号零件图号产品名称CA6140法兰盘零件名称CA6140法兰盘工序号工序名称材料牌号加工设备名称一粗车HT200 CA6140卧式车床毛坯种类坯件外型尺寸坯件来源工装夹具名称检测量具名称三爪卡盘0~150mm游标卡尺25~50mm千分尺0~25mm内径千分尺切削液无共页第页工步号工步内容主轴转速进给速度背吃刀量检测量具名称选用刀具1、粗车Φ100端面450~590 0.1~0.2 0.5~1 0~150游标卡尺90°合金外圆车刀2、粗车Φ100外圆柱面450~590 0.1~0.2 0.5~1 内径千分尺Ф18镗刀3、粗车B面450~590 0.1~0.2 0.5~1 0~150游标卡尺3mm宽的切刀4、粗车Φ90外圆柱面450~590 0.1~0.2 0.5~1 千分尺90°外圆车刀5、粗车Φ45端面450~590 0.1~0.2 0.5~1 0~150游标卡尺45°外圆车刀6、粗车Φ45外圆柱面450~590 0.1~0.2 0.5~1 0~150游标卡尺45°外圆车刀7、粗车Φ90端面450~590 0.1~0.2 0.5~1 0~150游标卡尺90°外圆车刀设计日期审核日期标准化日期会签日期标记处数更改文件号签字日期标记处数更改文件号签日字期机械加工工序卡产品型号零件图号产品名称CA6140法兰盘零件名称CA6140法兰盘工序号工序名称材料牌号加工设备名称二钻孔HT200 立式钻床毛坯种类坯件外型尺寸坯件来源工装夹具名称检测量具名称三爪卡盘0~150游标卡尺切削液无共页第页工步号工步内容主轴转速进给速度背吃刀量检测量具名称选用刀具1、钻Φ18的孔300~450 0.2~0.3 1~3 0~150游标卡尺Ф18的麻花钻2、扩Φ20的孔450~590 0.1~0.2 0.8~1 0~150游标卡尺Ф20的麻花钻设计日期审核日期标准化日期会签日期标记处数更改文件号签字日期标记处数更改文件号签字日期机械加工工序卡产品型号零件图号产品名称CA6140法兰盘零件名称CA6140法兰盘工序号工序名称材料牌号加工设备名称三半精车HT200 CA6140卧式车床毛坯种类坯件外型尺寸坯件来源工装夹具名称检测量具名称三爪卡盘0~150mm游标卡尺25~50mm千分尺0~25mm内径千分尺切削液无共页第页工步号工步内容主轴转速进给速度背吃刀量检测量具名称选用刀具1、半精车Φ100端面450~590 0.1~0.2 0.5~1 0~150游标卡尺90°合金外圆车刀2、半精车Φ100外圆柱面450~590 0.1~0.2 0.5~1 内径千分尺Ф18镗刀3、半精车B面450~590 0.1~0.2 0.5~1 0~150游标卡尺3mm宽的切刀4、半精车Φ90外面柱面450~590 0.1~0.2 0.5~1 千分尺Ф18镗刀5、半精车Φ45端面450~590 0.1~0.2 0.5~1 0~150游标卡尺45°外圆车刀6、半精车Φ45外圆柱面450~590 0.1~0.2 0.5~1 0~150游标卡尺Ф18镗刀7、半精车Φ90端面450~590 0.1~0.2 0.5~1 0~150游标卡尺90°外圆车刀8、车Φ100柱倒角450~590 0.1~0.2 0.5~1 0~150游标卡尺90°外圆车刀9、Φ45过渡圆弧450~590 0.1~0.2 0.5~1 0~150游标卡尺45°外圆车刀10、Φ90柱体倒角450~590 0.1~0.2 0.5~1 0~150游标卡尺45°外圆车刀11、Φ20右倒角450~590 0.1~0.2 0.5~1 0~150游标卡尺45°外圆车刀设计日期审核日期标准化日期会签日期标记处数更改文件号签字日期标记处数更改文件号签字日期机械加工工序卡产品型号零件图号产品名称CA6140法兰盘零件名称CA6140法兰盘3×23.2全部工序号工序名称材料牌号加工设备名称四精车HT200 CA6140卧式车床毛坯种类坯件外型尺寸坯件来源工装夹具名称检测量具名称三爪卡盘0~150mm游标卡尺25~50mm千分尺0~25mm内径千分尺切削液无共页第页工步号工步内容主轴转速进给速度背吃刀量检测量具名称选用刀具1、精车端面450~590 0.1~0.2 0.5~1 0~150游标卡尺90°合金外圆车刀2、镗孔Ф20045 .0mm 450~590 0.1~0.2 0.5~1 内径千分尺Ф18镗刀3、车槽3×2mm 450~590 0.1~0.2 0.5~1 0~150游标卡尺3mm宽的切刀4、精车外圆Ф45.5×40mm、Ф91×9.3mm 450~590 0.1~0.2 0.5~1 千分尺90°外圆车刀5、切槽Ф45.5×31.5mm并倒角R4.5mm 450~590 0.1~0.2 0.5~1 0~150游标卡尺45°外圆车刀6、倒C1.5和6×45°的角450~590 0.1~0.2 0.5~1 0~150游标卡尺45°外圆车刀设计日期审核日期标准化日期会签日期标记处数更改文件号签字日期标记处数更改文件号签字日期机械加工工序卡产品型号零件图号产品名称零件名称CA6140法兰盘工序号工序名称材料牌号加工设备名称五粗、精车端面HT200 CA6140卧式车床毛坯种类坯件外型尺寸坯件来源工装夹具名称检测量具名称三爪卡盘0~150mm游标卡尺切削液无共页第页工步号工步内容主轴转速进给速度背吃刀量检测量具名称选用刀具1、粗、精车右端面保证总长91mm 450~590 0.1~0.2 0.8~1 0~150游标卡尺90°外圆车刀2、精车外圆Ф100.5mm 450~590 0.1~0.2 0.8~1 0~150游90°外圆车刀标卡尺45°外圆车刀3、倒C1的角450~590 0.1~0.2 0.8~1 0~150游标卡尺设计日期审核日期标准化日期会签日期标记处数更改文件号签字日期标记处数更改文件号签字日期机械加工工序卡产品型号零件图号产品名称CA6140法兰盘零件名称CA6140法兰盘工序号工序名称材料牌号加工设备名称六粗、精铣HT200 X5030普通铣床毛坯种类坯件外型尺寸坯件来源工装夹具名称检测量具名称压板0~150游标卡尺切削液无共页第页号工步内容转速速度刀量具名称刀具1、粗铣Ф90.5mm外圆,铣削距离26mm和36mm 300~450 0.2~0.3 1~3 0~150游标卡尺立式铣刀Ф30mm2、精铣Ф90.5mm保证铣削距离24.5mm和34.5mm 450~590 0.1~0.2 0.8~1 0~150游标卡尺立式铣刀Ф30mm设计日期审核日期标准化日期会签日期标记处数更改文件号签字日期标记处数更改文件号签字日期机械加工工序卡产品型号零件图号产品名称CA6140法兰盘零件名称CA6140法兰盘工序号工序名称材料牌号加工设备名称七钻孔HT200 Z4025立式钻床毛坯种类坯件外型尺寸坯件来源工装夹具名称检测量具名称压板塞规0~150游标卡尺切削液无共页第页号工步内容转速速度刀量具名称刀具1、钻孔4×Ф9mm 300~450 0.2~0.3 0.8~1 内径千分尺Ф4的麻花钻设计日期审核日期标准化日期会签日期标记处数更改文件号签字日期标记处数更改文件号签字日期机械加工工序卡产品型号零件图号产品名称CA6140法兰盘零件名称CA6140法兰盘A A A A工序号工序名称材料牌号加工设备名称八钻孔HT200 Z4025立式钻床毛坯种类坯件外型尺寸坯件来源工装夹具名称检测量具名称三爪卡盘塞规切削液无工步号工步内容主轴转速进给速度背吃刀量检测量具名称选用刀具1、钻孔Ф4mm 300~450 0.2~0.3 塞规Ф4的麻花钻2、扩孔Ф5.8mm 300~450 0.2~0.3 塞规Ф5麻花钻3、绞孔Ф6mm 300~450 0.2~0.3 塞规Ф 5.8和Ф 6的铰刀设计日期审核日期标准化日期会签日期标记处数更改文件号签字日期标记处数更改文件号签字日期机械加工工序卡产品型号零件图号产品名称CA6140法兰盘零件名称CA6140法兰盘工序号工序名称材料牌号加工设备名称九粗、精磨削HT200MGB1432万能磨床毛坯种类坯件外型尺寸坯件来源工装夹具名称检测量具名称三爪卡盘0~150游标卡尺顶尖千分尺切削液工步号 工 步 内 容主轴 转速 进给 速度 背吃 刀量检测量 具名称选用 刀具1、 粗磨Ф456.00-mm 槽及圆角R5,槽壁,Ф45017.00-mm 外圆,Ф90mm 外圆及倒角C1.51500~2800 5~8 0.3~0.5 0~150游标卡尺 2、精磨Ф456.00-mm 槽及倒角R5,Ф45017.00-mm 外圆保证粗糙度为Ra0.8,Ф456.00-mm 外圆、槽壁、Ф90mm 外圆及倒角C1.5,保证粗糙度为Ra0.8。
2000~30005~80.05~0.1千分尺设计日期 审核日期 标准化日期会签日期标记 处数更改文件号签字日期标记 处数更改文件号签字日期机械加工工序卡产品型号零件图号产品名称CA6140法兰盘 零件名称 CA6140法兰盘 顶工序号 工序名称 材料牌号 加工设备名称 十粗精磨HT200 MGB1432万能磨床毛坯种类坯件外型尺寸坯件来源工装夹具名称 检测量具名称 三爪卡盘 0~150游标卡尺顶尖切 削 液共 页第 页工步号 工 步 内 容主轴 转速 进给 速度 背吃 刀量 检测量 具名称选用 刀具1、 粗磨Ф10034.012.0--mm 的外圆1500~2800 5~8 0.3~0.5 0~150游标卡尺 2、 精磨Ф10034.012.0--mm 的外圆保证精度为Ra0.82000~3000 5~8 0.05~0.1 0~150游标卡尺设计日期 审核日期 标准化日期会签日期标记 处数更改文件号签字日期标记 处数更改文件号签字日期机械加工工序卡产品型号零件图号产品名称CA6140法兰盘 零件名称 CA6140法兰盘 B抛光工序号 工序名称 材料牌号 加工设备名称十一B 面抛光HT200 毛坯种类坯件外型尺寸坯件来源工装夹具名称检测量具名称 专用仪器切 削 液共页第页工步号工步内容主轴转速进给速度背吃刀量检测量具名称选用刀具1、B面抛光保证粗糙度为Ra0.4设计日期审核日期标准化日期会签日期标记处数更改文件号签字日期标记处数更改文件号签字日期欢迎您的下载,资料仅供参考!致力为企业和个人提供合同协议,策划案计划书,学习资料等等打造全网一站式需求。