射线探伤-典型缺陷图第三篇-未焊透
射线检测典型缺陷图_未熔合.
未熔合
定义:
未熔合是指焊缝金属与母材金属可焊缝金属之间未熔化结合在一起的缺陷。
影像特征:
根部未熔合的典型影像是连续或断续的黑线,线的一侧轮廓整齐且黑度较大,为坡口或钝边的痕迹,另一侧轮廓可能较规则,也可能不规则。
根部未熔合在底片上的位置就是焊缝根部的投影位置,一般在焊缝的中间,因坡口形状或投影角度等原因出可能偏向一边。
坡口未熔合的典型影像是连续或断续的黑线,宽度不一,黑度不均匀,一侧轮廓较齐,黑度较大,另一侧轮廓不规则,黑度较小,在底片上的位置一般在中心至边缘的1/2处,沿焊缝纵向延伸。
层间未熔合的典型影像是黑度不大的块状阴影,开关不规则,如伴有夹渣时,夹渣部位黑度较大。
一般在射线照相检测中不易发现。
条状缺陷
•不属于裂纹、未焊透和未熔合的缺陷,当缺陷的长宽比大于3时,定义为条状缺陷,包括条渣和条孔。
其他缺陷。
无损检测射线常见缺陷图集及分析 ppt

2、折痕
折痕(曝光后)1 折痕(曝光后)2
折痕(曝光后)3
1、折痕(曝光后)的表面现象是什么? 折痕的表征为黑月牙显示,其密度高于邻近的胶片区域(黑度较 高)。 2、折痕(曝光后)产生的原因是什么? 曝光后或冲洗过程中过度(或用力)弯曲胶片都会使胶片出现折痕。 3、这些现象何时可能发生? 折痕(曝光后)通常出现在卸下暗袋或洗片夹时处理胶片不当的情 况下发生。 4、如何检测曝光后的折痕? 将一些胶片曝光,然后有意识地将其卷曲或扭折,冲洗胶片,然后 通过反射光检验胶片,您有可能见到一个或多个月牙状的黑痕。 5、如何可以避免折痕(曝光后)? 严格遵守暗室操作规程,始终小心处理胶片,特别避免手指对胶片 施以任何类型的压 力。
折 痕 曝 光 前
1、折痕的表面现象是什么? 折痕(曝光前)的表征为白月牙状显示,其密度低于邻近的胶片区域(黑度较低)。 2、它们产生的原因是什么? 曝光前弯曲胶片用力过大或过猛都会导致这种类型的折痕。 3、这些现象何时可能发生? 通常出现在从包装盒取出胶片或在曝光前装入暗袋时处理不当的情况下。 4、如何检验曝光前的折痕? 有意识地将某些胶片卷曲或扭折,使其曝光,然后按正常方法冲洗。检验胶片,这时您可 能会在胶片处理不当的地方风到一些颜色较淡的折痕。 5、如何可以避免它们? 严格遵守暗室操作规程,始终小心处理胶片,特别避免手指对胶片施以任何类型的压力。
到静电放电现象。如果您看到冲洗的胶片有锯齿状线条或黑色斑 点,则极有可能是出现了静电曝光斑点。 5、如何可以避免? 在相对湿度大于40%的环境下保存胶片,从包装盒取出胶片时避免 快速滑动或移动胶片。
定 影 液 斑 点
1、它们的表面现象是什么? 由定影液产生的斑点表征为一些小白圆点,其密度较周围胶片区域的密度底。 2、它们产生的原因是什么? 在显影之前,溅出的定影液滴,即使极其微量,都有可能导致产生白色斑点。 3、这些现象何时可能发生? 无论何时,只要有化学污染的存在,都可能会发生这种现象。通常发生最多的 是由于暗室布局不当或冲洗不小心引起。 4、如何可以避免它们? 保证胶片装卸区域的安全干燥清洁,不能让定影液溅在胶片上。
焊缝无损检测中未焊透与未熔合的识别8页word
焊缝无损检测中未焊透与未熔合的识别焊管?第34卷第6期?2019年6月●经验交流焊缝无损检测中未焊透与未熔合的识别徐轲,浦蕾晔,段红红,翟颖军,易晓明,杨力能,丰振军(1.中国石油集团石油管工程技术研究院,西安710065;2.中国石油西南油气田分公司物资采购管理部,成都610051;3.西安石油大学油气资源学院,西安710065)摘要:未焊透与未熔合是油气输送管道对接焊缝的常见缺陷,且危害性较大.介绍了未焊透与未熔合缺陷的概念及其特征,分析了未焊透和未熔合缺陷的危害及产生原因为了能正确辨识焊缝中的未焊透和未熔合缺陷,避免漏检,错判并能准确地判别检测结果.提高缺陷的检出率,给出了超声波检测和X射线检测对该类缺陷的识别方法.最后,提出了预防焊缝中产生未焊透和未熔合缺陷的措施.关键词:超声波探伤;x射线检测;未焊透;未熔合;缺陷识别中图分类号:TE973.6文献标志码:B文章编号:1001—3938(2019)06—0051—03 IdentificationofIncompletePenetrationand LackofFusioninWeldNondestructiveTestingXUKe,PULei—ye,DUANHong-hong.,ZHAIYing~un,YIXiao—ming, YANGLi—neng,FENGZhen~unf1PCTubularGoodsResearchInstitute,Xi'an710065,China;2.GoodsandMaterials ProcurementDepartment,PetrochinaSouthwestOil&GasFieldCompany,Chengdu6 10051.China;3.SchoolofOilandGasResource,Xi'anShiyouUnwe~it%Xi'an710065,China) Abstract:Theincompletepenetrationandlackoffusion,whichhavegreatharmfulnesstothe weld,arecommondefectsintheweldofoilandgastransportationpipeline.Itbrieflyintroducedtheconceptandc haracteristicsofincompletepenetrationandlackoffusion,analyzeditsdamageandcausedreason.Inordertoc orrectlyidentifyincompletepenetrationandlackoffusioninweld,avoidmissingdetectionandwrongjudgme nt,accuratelyidentify detectionresultsandincreaseweldinspectionefficiency,theidentificationmethodswerepro videdforUTandX—raydetection.Finally,theprecautionsforincompletepenetrationandlackoffusioninweldwe regiven.Keywords:UT;X-raydetection;incompletepenetration;lackoffusion;defectsidentificatio n0前言焊接技术已广泛应用于各种结构的制造,特别是在石油工业中,焊接更是制造各种油气输送管道的主要方法.以西气东输工程项目为例,全长约4300km的输气管道.焊接接头数量达35万个以上,整个管道上的焊缝长度至少l-5万km….超声波检测和x射线检测是检查焊缝缺陷并提供焊缝质量评定的主要检测手段.未熔合是焊缝的常见缺陷,且危害性较大,国内外钢结构标准均不允许该类缺陷的存在.为了避免漏检,错判并能准确识别检测结果,笔者结合自己的现场经验.重点对油气输送管道的未焊透与未熔合缺陷作以介绍并加以区分.52?焊管2019年6月1未焊透和未熔合的概念等特征1.1未焊透GB6417--1986《金属熔化焊焊缝缺陷分类及说明》中,未焊透被定义为在焊接时接头的根部未完全熔透的现象.未焊透是否为缺陷应根据产品的技术规范或者设计要求来评价.常见的未焊透形貌如图1所示.(a)根部未焊透(b)中间未焊透图1常见的焊缝未焊透形貌未焊透缺陷主要出现在单面焊的V形坡口根部及双面焊的x形坡15钝边,其应力集中系数较小.1.2未熔合GB6417--1986《金属熔化焊焊缝缺陷分类及说明》中,未熔合被定义为在焊缝金属和母材之间或焊道金属和焊道金属之间未完全熔化结合的部分.未熔合分为侧壁未熔合,层间未熔合和根部未熔合.常见的未熔合形貌如图2所示.未熔合常出现在焊接接头的根部(根部未熔合),焊道问(层间焊道未熔合),焊道和母材坡口之间(坡口侧未熔合),焊缝和母材(溢流或焊瘤)之间等.一一一(a)侧壁未熔合(b)层间未熔合(C)根部未熔合图2常见的焊缝未熔合形貌2未焊透和未熔合的危害及产生原因3超声波对未焊透和未熔合的检测2.1未焊透未焊透的危害:减少了焊缝的有效截面积,使焊接接头的强度下降;因未焊透引起的应力集中严重降低焊缝的疲劳强度:未焊透可能成为裂纹源,从而造成对焊缝的破坏.未焊透的产生原因:焊接参数选择不当,如焊接电流太小,运行速度太快,焊条角度不当,电弧发生偏吹,对接间隙太小以及坡口角度不当等,未焊透与焊接冶金因素关系不大;操作失误.如在不开坡口的双面埋弧自动焊中,双面焊时中心对偏等l3_;坡口加工不良,如钝边太厚或一侧厚,一侧薄,加上焊接电流太小等.2.2未熔合未熔合是一种面积型缺陷,坡口侧未熔合和根部未熔合明显减小了承载截面积.应力集中比较严重,其危害性仅次于裂纹.未熔合的产生原因:焊接面未清理干净.有油污或铁锈;坡口形状不合理,有死角;焊接电流太小;焊枪没有充分摆动;焊工擅自提高电流以加快焊接速度等.3.1对未焊透的检测焊缝中的未焊透多为根部未焊透或中间钝边未焊透,一般延伸状况较直.超声波检测时回波规则单一,反射强,从焊缝两侧探伤都容易发现.特别是根部未焊透,其回波的起波速度较快, 反应强烈,焊缝两次扫查都能发现,且反射波幅大致相同.沿焊道方向移动探头时.可见其有一定的延伸长度且回波高度变化不显着,具有规则的长条形缺陷特征,当声束相对其延伸方向改变角度时,其回波的波幅迅速降低.由于未焊透产生于较规则的钝边处.所以检测时有很强的端角反射波,探头前后移动时,波形较稳定,转动或摆动探头时,波形消失较快,焊缝两侧检测时水平距离定位落点有一定间距,约等于对口间隙.用超声波检测未焊透时,波形单一,反射波幅度大,探头平移时,波形较稳定,反射波动态包络面大且比较规范.3.2对未熔合的检测用超声波检测V形坡口的焊缝未熔合时,通常情况是在外壁扫查时发现在焊缝的另一侧第34卷第6期徐轲等:焊缝无损检测中未焊透与未熔合的识别有较强的回波,而探头移至该侧用一次波扫查时,该位置回波很低甚至没有,二次波扫查则有较强的回波.从内壁(根部所在的面)扫查时,探头一侧有很强的回波,而从另一侧扫查时该位置回波很低甚至没有用超声波检测x形坡口的焊缝未熔合时,通常情况是在一侧扫查时发现在该侧坡口下半部分或对面侧坡口上半部分有较强的回波,而另一侧扫查时情况与上述V形坡口的情况相似.当缺陷的尺寸和类型判别比较困难,或者缺陷分布密集时,用超声波就很难做出准确的判定.这时应使用X射线或其他检测手段以便进一步综合判断.4X射线对未焊透与未熔合的检测目前,焊缝x射线检测最常用的方法是胶片照相法.由于坡口形式不同,相同缺陷在X射线检测底片上呈现出来的影像也有差别,所以在检测前应先明确焊缝的坡口形式.4.1对未焊透的辨别未焊透在X射线底片上的影像是一条细直黑线.单面焊双面成形焊缝根部的未焊透,在x射线底片上的影像一般是在施焊背面成形焊缝中间位置且平行于焊缝,黑度较为均匀的黑直线[6j; 双面焊根部的未焊透,在X射线底片上的影像一般是在焊缝中问位置且平行于焊缝,影像轮廓清晰,黑度较为均匀的直线;V形坡口焊缝中,根部的未焊透均出现在焊缝中间,在X射线底片上一般出现在焊缝影像的中心位置且黑度均匀,呈现连续或断续的黑线;未焊透缺陷影像也可能是偏离焊缝中心线的黑线等.4.2对未熔合的辨别双面焊坡口未熔合,在x射线底片上的影像一般是在焊缝两侧边缘且多呈月牙形,靠近母材侧时呈直线状,靠近焊缝侧时呈弧形(有时为曲齿状),并且黑度逐渐变淡,当沿坡口方向透照时呈黑色条状影像:双面焊层间未熔合,在X射线底片上的影像多呈现黑色不规则的块状,黑度淡且不均匀,一般缺陷中心黑度大,边缘逐渐变淡,与片状夹渣缺陷影像相近.单面焊根部的未熔合,在x射线底片上的影像一般在靠近母材侧是一条黑度均匀的细线, 靠近焊缝中心侧是曲齿状的块状缺陷:单面焊坡口未熔合影像一般是一侧平直另一侧有弯曲,黑度淡而均匀,时常伴有夹渣;单面焊层间未熔合影像不规则,且不易分辨.5未焊透和未熔合的预防措施使用较大电流焊接是防止未焊透缺陷的基本方法.角焊缝时,用交流代替直流可防止磁偏吹.另外,合理设计坡口并保持坡口清洁,用短弧焊等措施也可有效防止未焊透的产生.采用较大焊接电流,正确进行施焊操作并保持坡口的清洁,是防止未熔合产生的主要手段.另外,提高操作人员的技术水平,增强员工的质量意识,并进行相关的业务培训和质量安全教育等也可有效防止未焊透和未熔合的产生.6结语对于在焊缝无损检测中遇见的未焊透和未熔合这两种缺陷,给出了超声波探伤和X射线检测的识别方法,有助于正确认识未焊透和未熔合缺陷,避免漏检,错判并能准确地判别检测结果,提高缺陷的检出率.参考文献[1]林尚扬,关桥.我国制造业焊接生产现状与发展战略研究lJ1.机械工人:热加工,2019(10):16—20.[2]郑晖,林树青.超声检测『M].2版.北京:中国劳动社会保障出版社,2019:273—276.[3]田双.浅谈如何识别未焊透与未熔合田.无损检测,2000, 22(4):179—182.[4]王云昌,江波.超声波检测中对缺陷的定性分析『J1.国外金属热处理,2019,25(6):40—41.[5]JB/T4730.3—2019,承压设备无损检测第3部分:超声检测fS1.[6]林师一.射线底片未焊透与未熔合缺陷影像的识别Ⅲ. 机电技术,2019,30(2):72—74.作者简介:徐轲(1983一),男,陕西西安人,工程师,主要从事石油管材的质量监督与检验工作.收稿日期:2019—08—05 编辑:谢淑霞。
焊接缺陷,探伤图解(收藏)
焊接缺陷,探伤图解(收藏)一起学习,共同进步!先看18张很清晰的焊接缺陷图谱,身边搞焊接的朋友和搞探伤的朋友们应该人手一份。
万分感谢将这篇文章分享给我的同仁另外总结了一些常见焊接缺陷产生的原因、危害及防止措施!文章结尾蓝色字体内容更精彩!先看这几张图片,射线探伤底片结合横切面示意图,便于理解学习,拿出来分享给朋友们!1、weld01(High Low、高低)2、welld02(IncompleteRootFusion、根部未熔合)3、welld03(InsuffucientReinforcement、增强高)4、welld04(Excess RootPenetration、根部焊瘤)5、welld05(ExternalUndercut、外部咬肉)6、welld06(InternalUndercut、内部咬肉)7、welld07(RootConcavity、根部凹陷)8、welld08(BurnThrough、烧穿)9、welld09(Isolated SlagInclusion、单个的夹渣)10、welld10(WagonTrack Slag Line、线状夹渣)11、welld11(InterrunFusion、内部未熔合)12、welld12(Lack ofSidewallFusion、内侧未熔合)13、welld13(Porosity、气孔)14、welld14(Cluster Porosity、链状气孔)15、welld15(HollowBead、夹珠)16、welld16(Transverse Crack、横向裂纹)17、welld17(CenterlineCrack、中心线裂纹)18、welld18(RootCrack、根部裂纹)常见焊接缺陷产生原因、危害及防止措施一、焊接缺陷的分类焊接缺陷可分为外部缺陷和内部缺陷两种1.外部缺陷1)外观形状和尺寸不符合要求;2)表面裂纹;3)表面气孔;4)咬边;5)凹陷;6)满溢;7)焊瘤;8)弧坑;9)电弧擦伤;10)明冷缩孔;11)烧穿;12)过烧。
焊缝无损检测未焊透未熔定位
焊缝无损检测未焊透未熔定位作者:李达来源:《装饰装修天地》2019年第09期摘; ; 要:在热为管网对接焊缝的工作中,未熔合与未焊透是常见的缺陷问题,具有较大的危害性。
本文首先对未焊透与未熔合的基本概念进行了介绍,并以此为依据,提出要想从根本上正确定位与识别未焊透与未熔合,相关的工作人员就可以采取X射线或是超声波检测的方式,有效预防焊缝中出现未焊透与未熔现象的发生。
关键词:焊缝无损检测;未焊透;未熔合;超声波检测1; 引言目前,在各种结构的制造过程中,焊接技术都已经得到了广泛的应用,尤其是在石油工业中,焊接更是对各种油气输送管道的重要方式。
在进行焊缝质量评定检测的过程中,可以利用x射线检测与超声波检测的方式。
其中未熔合是焊缝中的常见缺陷,存在一定的危害性。
在国外的钢结构标准中不允许有该类别的缺陷问题存在。
因此,要想有效避免错误判定的问题发生,还能够在一定程度上保证检测结果的准确性,相关的工作人员要结合实际经验,对于未焊透与未熔合的定位展开分析,进而为后续工作的顺利开展打下稳固基础。
2; 未焊透与未熔合的基本概念2.1; 未焊透的基本概念未焊透是焊接过程中常见的缺陷,主要表现为:在实际焊接过程中,两个金属构件的根部没有完全熔透,在進行焊接缺陷判定过程中,相关的工作人员就要结合实际情况,将产品的技术规范为基本导向,并根据设计的实际要求展开合理的评价。
其中在V形坡口的根部与双面焊的X形坡口钝边位置会出现未焊透缺陷,其中的应力集中系数较小。
2.2; 未熔合的基本概念未熔合也是焊接中常见的一种缺陷,主要表现为:在焊接过程中,焊接木材和待焊接构件之间存没有充分融合的部分,根据未熔合缺陷发生的位置位置不同,可还能为:侧壁未熔合和根部未熔合等。
在焊接接头的头部,焊道间及母材与焊缝之间经常出现未熔合现象[1]。
3; 未焊透与未熔的成因与危害3.1; 未焊透(1)未焊透的危害:未焊透是影响焊接质量的主要缺陷之一,其引发的危害,主要体现在两个方面:其一,降低了焊缝的截面积,使得焊接部位的强度无法保证,未焊投还会引发应力集中现象,进而影响焊缝的疲劳轻度;其二,如果未焊投的面积比较大,可能会引发焊接裂纹,从而影响焊接质量。
射线探伤焊接缺陷显示特点
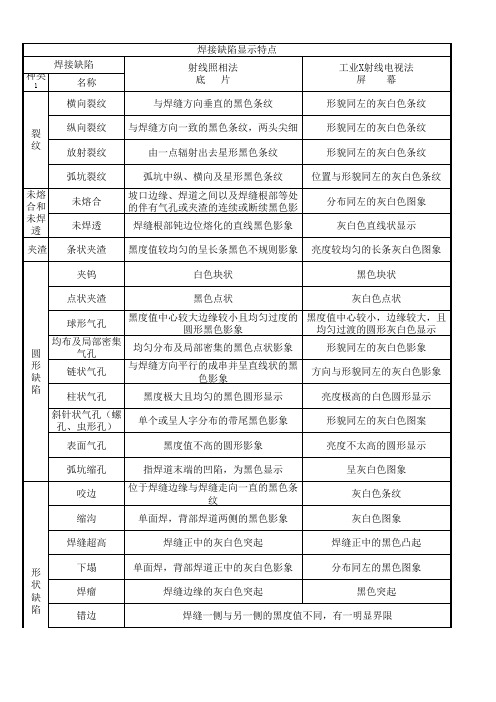
工业X射线电视法 屏 幕 形貌同左的灰白色条纹 形貌同左的灰白色条纹 形貌同左的灰白色条纹 位置与形貌同左的灰白色条纹 分布同左的灰白色图象 灰白色直线状显示 亮度较均匀的长条灰白色图象 黑色块状 灰白色点状
裂 纹
纵向裂纹 放射裂纹 弧坑裂纹
未熔 合和 未焊 透 夹渣
未熔合 未焊透 条状夹渣 夹钨 点状夹渣 球形气孔
圆 形 缺 陷
均布及局部密集 气孔 链状气孔 柱状气孔 斜针状气孔(螺 孔、虫形孔) 表面气孔 弧坑缩孔 咬边 缩沟 焊缝超高
形 状 缺 陷
பைடு நூலகம்
下塌 焊瘤 错边
焊缝一侧与另一侧的黑度值不同,有一明显界限
状 缺 陷 下垂 烧穿 缩根 电弧擦伤 其 他 缺 陷 飞溅 表面撕裂 磨痕 凿痕 焊缝表面的凹槽,黑度值较高的一个区 域 单面焊,背部焊道由于熔池塌陷形成孔 洞,在底片上为黑色影象 单面焊,背部焊道正中的沟槽,呈黑色 影象 母材上的黑色影象 灰白色圆点 黑色条纹 黑色影象 黑色影象 分布同左,但亮度较高 灰白色显示 灰白色显示 灰白色显示 黑色圆点 灰白色条纹 灰白色显示 灰白色显示
焊接缺陷显示特点 焊接缺陷 种类
1
名称 横向裂纹
射线照相法 底 片 与焊缝方向垂直的黑色条纹 与焊缝方向一致的黑色条纹,两头尖细 由一点辐射出去星形黑色条纹 弧坑中纵、横向及星形黑色条纹 坡口边缘、焊道之间以及焊缝根部等处 的伴有气孔或夹渣的连续或断续黑色影 焊缝根部钝边位熔化的直线黑色影象 黑度值较均匀的呈长条黑色不规则影象 白色块状 黑色点状
黑度值中心较大边缘较小且均匀过度的 黑度值中心较小,边缘较大,且 圆形黑色影象 均匀过渡的圆形灰白色显示 均匀分布及局部密集的黑色点状影象 与焊缝方向平行的成串并呈直线状的黑 色影象 黑度极大且均匀的黑色圆形显示 单个或呈人字分布的带尾黑色影象 黑度值不高的圆形影象 指焊道末端的凹陷,为黑色显示 位于焊缝边缘与焊缝走向一直的黑色条 纹 单面焊,背部焊道两侧的黑色影象 焊缝正中的灰白色突起 单面焊,背部焊道正中的灰白色影象 焊缝边缘的灰白色突起 形貌同左的灰白色影象 方向与形貌同左的灰白色影象 亮度极高的白色圆形显示 形貌同左的灰白色图案 亮度不太高的圆形显示 呈灰白色图象 灰白色条纹 灰白色图象 焊缝正中的黑色凸起 分布同左的黑色图象 黑色突起
常见焊接缺陷及X射线无损检测.
前言船舶制造业自20世纪初开始研究焊接应用技术,并于1920年以英国船厂首次采用焊接技术建造远洋船为标志,焊接技术逐渐在船厂得到推广应用,并迅速取代铆接技术。
由于焊接过程中各种参数的影响,焊缝中有时候不可避免地会出现裂纹、气孔、央渣、未熔合和未焊透等缺陷。
为了保证焊接构件的产品质量,必须对其中的焊缝进行有效的检测和评价,尤其是在船舶压力管道、分段大接缝、外板及水密与强力接点等部位进行质量检测是十分必要的。
众所周知,船舶结构件发生焊接裂纹对结构强度和航行安全危害极大,特别是一些隐性裂纹不易发现,一旦船舶出厂,这些隐性裂纹后患无穷。
因此,船舶在建造焊接过程中产生的裂纹一经发现,就必须立即查明原因并采取果断的措施彻底根除。
焊接质量的检验方法,一般分无损检验和破坏检验两大类,采用何种方法,主要根据产品的技术要求和有关规范的规定。
无损探伤分渗透检验、磁粉探伤、超声波探伤和射线照相探伤。
破坏检验方法是用机械方法在焊接接头(或焊缝)上截取一部分金属,加工成规定的形状和尺寸,然后在专门的设备和仪器上进行破坏试验。
依据试验结果,可以了解焊接接头性能及内部缺陷情况,判断焊接工艺正确与否。
经检验,船体结构焊缝超过质量允许限值时,应首先查明产生缺陷的原因,确定缺陷在工件上的部位。
在确认允许修补时,再按规定对焊缝进行修补。
一、船舶焊接缺陷及无损探伤技术简介1、船舶焊接中的常见缺陷分析船舶焊接是保证船舶密性和强度的关键,是保证船舶质量的关键,是保证船舶安全航行和作业的重要条件。
如果焊接存在着缺陷,就有可能造成结构断裂、渗漏,甚至引起船舶沉没。
因此,在船舶建造中焊接质量是重点验收工作之一,规范也明确规定,焊缝必须进行外观检查,外板对接焊缝必须进行内部检查。
船体焊缝内部检查,可采用射线探伤与超声探伤等办法。
射线探伤能直接判断船体焊缝中存在的缺陷的种类、大小、部位及分布情况,直观可靠,重复性好,容易保存,当前船厂普遍采用X射线探伤来进行船体焊缝的内部质量检查。
射线底片未焊透与未熔合缺陷影像的识别
射线底片未焊透与未熔合缺陷影像的识别摘要:对射线检测中底片上未焊透与未熔合缺陷的评定,从缺陷的定义,焊接过程、产生缺陷的原因及底片上的影像特征等,分析缺陷的识别方法和正确辨别,以期达到正确区分和评定未焊透与未熔合缺陷的目的。
1 前言在焊接设备的无损探伤检查中,射线底片评定是一个中级(RT-Ⅱ级)无损检测人员所必备的职业技能。
而正确识别未焊透与未熔合等缺陷影像,不仅是对查明产生缺陷的原因,改进焊接工艺有所助益,而且对正确评定焊缝质量,保证设备安全运行有着重要意义。
但在实际工作中,评片人员对这两种缺陷区分不准确的难题长期存在,因此出现漏评和误评的情况时有发生,给检验检测工作带来不必要的损失。
本文从阐述未焊透与未熔合这两种焊接缺陷的概念、形成原因及其在射线底片影像的特征入手,结合工作经验和研究探索,提出正确识别和评定射线底片上未焊透与未熔合缺陷影像的方法,以期能进一步解决此问题。
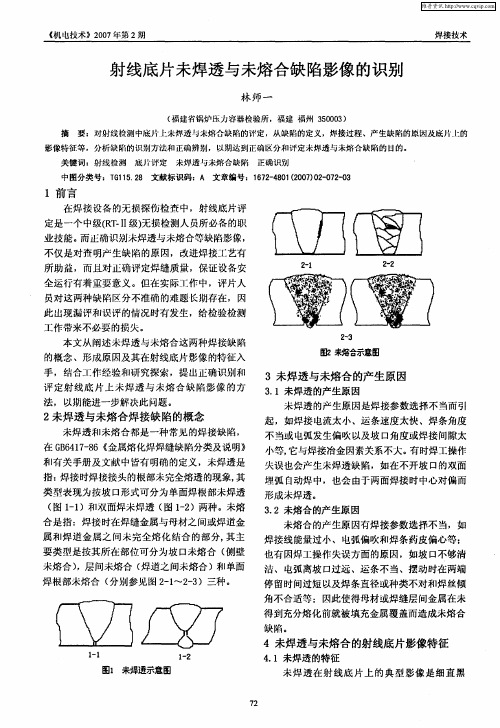
2 未焊透与未熔合焊接缺陷的概念未焊透和未熔合都是一种常见的焊接缺陷,在GB6417-86《金属熔化焊焊缝缺陷分类及说明》和有关手册及文献中皆有明确的定义,未焊透是指:焊接时焊接接头的根部未完全熔透的现象,其类型表现为按坡口形式可分为单面焊根部未焊透(图1-1)和双面焊未焊透(图1-2)两种。
未熔合是指:焊接时在焊缝金属与母材之间或焊道金属和焊道金属之间未完全熔化结合的部分,其主要类型是按其所在部位可分为坡口未熔合(侧壁未熔合),层间未熔合(焊道之间未熔合)和单面焊根部未熔合(分别参见图2-1~2-3)三种。
.3未焊透与未熔合的产生原因3.1未焊透的产生原因未焊透的产生原因是焊接参数选择不当而引起,如焊接电流太小、运条速度太快、焊条角度不当或电弧发生偏吹以及坡口角度或焊接间隙太小等,它与焊接冶金因素关系不大。
有时焊工操作失误也会产生未焊透缺陷,如在不开坡口的双面埋弧自动焊中,也会由于两面焊接时中心对偏而形成未焊透。
3.2未熔合的产生原因未熔合的产生原因有焊接参数选择不当,如焊接线能量过小、电弧偏吹和焊条药皮偏心等;也有因焊工操作失误方面的原因,如坡口不够清洁、电弧离坡口过远、运条不当、摆动时在两端停留时间过短以及焊条直径或种类不对和焊丝倾角不合适等;因此使得母材或焊缝层间金属在未得到充分熔化前就被填充金属覆盖而造成未熔合缺陷。
无损检测射线常见缺陷图集及分析-精选文档

纵向裂纹
根部裂纹
横向裂纹
6、咬边
一、常见缺陷及示意图
二、其他几种缺陷 三、常见伪缺陷
表 面 内 凹
根 部 内 凹
表 面 咬 边
内 咬 边
错 口
接 头 凹 坑
一、常见缺陷及示意图
二、其他几种缺陷 三、常见伪缺陷
1、压痕
1、压痕的表面现象是什么? 压痕的表征为密度明显低于邻近区域的密度。 2、它们产生的原因是什么? 在曝光前某个胶片区域局部受力严重。 3、这些现象何时可能发生? 产生压痕的主要原因在于暗袋准备过程中胶片处理的 方式不当。在处理过程中,胶片某处可能被压(夹)紧 在暗袋中。掉落到暗袋上的物体同样可能造成压痕。 4、如何检验压痕? 直接从同一包装盒中小心准备另一暗袋胶片,曝光并冲 洗胶片,如果未见到与第一次所见一样的暇疵,则第一次所 见的斑痕很可能就是压痕。 5、如何可以避免压痕? 严格遵守暗室操作规程,始终小心处理胶片,避免对胶 片施以任何类型的压力。
折 痕 曝 光 前
1、折痕的表面现象是什么? 折痕(曝光前)的表征为白月牙状显示,其密度低于邻近的胶片区域(黑度较低)。 2、它们产生的原因是什么? 曝光前弯曲胶片用力过大或过猛都会导致这种类型的折痕。 3、这些现象何时可能发生? 通常出现在从包装盒取出胶片或在曝光前装入暗袋时处理不当的情况下。 4、如何检验曝光前的折痕? 有意识地将某些胶片卷曲或扭折,使其曝光,然后按正常方法冲洗。检验胶片,这时您可 能会在胶片处理不当的地方风到一些颜色较淡的折痕。 5、如何可以避免它们? 严格遵守暗室操作规程,始终小心处理胶片,特别避免手指对胶片施以任何类型的压力。
2、折痕
折痕(曝光后)1
折痕(曝光后)2
折痕(曝光后)3
射线底片未焊透与未熔合缺陷影像的识别
围 围
23 —
本文 从 阐述 未焊 透 与未熔 合这 两种 焊接 缺 陷 的概 念 、形 成 原因及 其在 射线 底片 影像 的特 征入
手 ,结 合: 作经 验矛 研 究探索 ,提 出正 确识 别和 ¨
焊 接线 能量 过 小 、电弧偏 吹和 焊条 药皮 偏心 等 ; 也 有 因焊工 操 作失误 方面 的原 因 ,如坡 口不 够清
要 类 型是按 其所 在部 位可 分 为坡 口未熔 合 ( 壁 侧
未熔 合 ) ,层 问未熔合 ( 焊道 之 间未熔合 )和 单面
沽 、屯弧离坡口过远 、运条不当、摆动时在两端
起,如焊接电流太小、运条速度太快 、焊条角度
不 当或 电弧 发生偏 吹 以及坡 口角度或 焊接 间 隙太 小等 , 它与 焊接冶 金 因素 关系不 大 。 时焊工操 作 有 失误 也会产 生米焊透 缺 陷 ,如 在 不开 坡 口的双 面 埋 弧 自动 焊 中 ,也会 由于两 面焊接 时 中心 对偏 而
隧
I
匣
I
J — ’—、
底 片 影像 一般 是在 施焊 背面 成型焊 缝 中间位 置且 平 行 于焊缝 ,黑度 较为 均匀 的黑 直线 ,如 图 3 1 -:
对 于采 用 砂轮 机手 _ / _ 坡 口的焊 缝 ( -  ̄- 1 if 2 . 如小 径管
一
,卜卜 一 一 卜 、
一一一
i I
, — — ’ 、
一 ]、 r
42 -
对接焊缝 ) ,有 时射 线 底 片影 像 呈 部分 弯 曲的线 条 ,但 黑度一 定是 均匀 的。
焊缝射线探伤标准
焊缝射线探伤标准2010-08-24 10:19ssrs86|浏览13612 次焊缝射线探伤标准,是Ⅰ级还是Ⅱ级的,及其相应级别的标准;谢谢焊条焊缝射线探伤的标准,用来检验焊条质量的分享到:2010-08-24 10:31网友采纳一、探伤人员要评片,四项指标放在先*,底片标记齐又正,铅字压缝为废片。
二、评片开始第一件,先找四条熔合线,小口径管照椭圆,根部都在圈里面。
三、气孔形象最明显,中心浓黑边缘浅,夹渣属于非金属,杂乱无章有棱边。
四、咬边成线亦成点,似断似续常相见,这个缺陷最好定,位置就在熔合线。
五、未焊透是大缺陷,典型图象成直线,间隙太小钝边厚,投影部位靠中间。
六、内凹只在仰焊面,间隙太大是关键,内凹未透要分清,内凹透度成弧线。
七、未熔合它斜又扁,常规透照难发现,它的位置有规律,都在坡口与层间。
八、横裂纵裂都危险,横裂多数在表面,纵裂分布范围广,中间稍宽两端尖。
九、还有一种冷裂纹,热影响区常发现,冷裂具有延迟性,焊完两天再拍片。
十、有了裂纹很危险,斩草除根保安全,裂纹不论长和短,全部都是Ⅳ级片。
十一、未熔和也很危险,黑度有深亦有浅,一旦判定就是它,亦是全部Ⅳ级片。
十二、危害缺陷未焊透,Ⅱ级焊缝不能有,管线根据深和长,容器跟着条渣走**。
十三、夹渣评定莫着忙,分清圆形和条状,长宽相比3为界,大于3倍是条状。
十四、气孔危害并不大,标准对它很宽大,长径折点套厚度,中间厚度插入法。
十五、多种缺陷大会合,分门别类先评级,2类相加减去Ⅰ,3类相加减Ⅱ级。
十六、评片要想快又准,下拜焊工当先生,要问诀窍有哪些,焊接工艺和投影。
注:*四项指标系底片的黑度、灵敏度、清晰度、灰雾度必须符合标准的要求。
**指单面焊的管线焊缝和双面焊的容器焊缝内未焊透的判定标准。
希望对你有帮助。
射线检测典型缺陷图_未熔合.[5篇]
![射线检测典型缺陷图_未熔合.[5篇]](https://img.taocdn.com/s3/m/2c13e192f424ccbff121dd36a32d7375a417c611.png)
射线检测典型缺陷图_未熔合.[5篇]第一篇:射线检测典型缺陷图_未熔合.未熔合定义:未熔合是指焊缝金属与母材金属可焊缝金属之间未熔化结合在一起的缺陷。
影像特征:根部未熔合的典型影像是连续或断续的黑线,线的一侧轮廓整齐且黑度较大,为坡口或钝边的痕迹,另一侧轮廓可能较规则,也可能不规则。
根部未熔合在底片上的位置就是焊缝根部的投影位置,一般在焊缝的中间,因坡口形状或投影角度等原因出可能偏向一边。
坡口未熔合的典型影像是连续或断续的黑线,宽度不一,黑度不均匀,一侧轮廓较齐,黑度较大,另一侧轮廓不规则,黑度较小,在底片上的位置一般在中心至边缘的1/2处,沿焊缝纵向延伸。
层间未熔合的典型影像是黑度不大的块状阴影,开关不规则,如伴有夹渣时,夹渣部位黑度较大。
一般在射线照相检测中不易发现。
条状缺陷• 不属于裂纹、未焊透和未熔合的缺陷,当缺陷的长宽比大于3时,定义为条状缺陷,包括条渣和条孔。
其他缺陷第二篇:高级质检员X射线检测考试典型缺陷图谱分析高级质检员X射线检测考试典型缺陷图谱分析(2)2011.07.29 检验监测中心 FJW提供奥氏体不锈钢的焊接一、奥氏体不锈钢的焊接特点•奥氏体不锈钢是石油化工生产中应用最为广泛的金属材料之一,其焊接性能良好,但在焊接过程中也容易产生不少问题,主要表现为以下几种:1.1 晶间腐蚀奥氏体不锈钢焊接件容易在焊接接头处发生晶间腐蚀,根据贫铬理论,其原因是焊接时焊缝和热影响区在加热到450~850℃温度范围停留一定时间的接头部位,在晶界处析出高铬碳化物(Cr23C6),引起晶粒表层含铬量降低,形成贫铬区,在腐蚀介质的作用下,晶粒表层的贫铬区受到腐蚀而形成晶间腐蚀。
这时被腐蚀的焊接接头表面无明显变化,受力时则会沿晶界断裂,几乎完全失去强度。
•••为防止和减少焊接接头处的晶间腐蚀,一般采取的防止措施有:(1)采用低碳或超低碳的焊材,如A002等,或采用含钛、铌等稳定化元素的焊条,如A137、A132等;(2)由焊丝或焊条向焊缝熔入一定量的铁素体形成元素,使焊缝金属成为奥氏体+铁素体的双相组织(铁素体一般控制4-12%);(3)减少焊接熔池过热,选用较小的焊接电流和较快的焊接速度,加快冷却速度;(4)对耐晶间腐蚀性能要求很高的焊件进行焊后稳定化退火处理。
射线检测线状缺陷认定

摘要:通过对对接连接焊缝的射线检测照片大量的对比研究,对其中出现的线条及线型缺陷进行了分类。
焊缝两侧的不规则线条一般为夹渣;组对偏差的对接焊缝其焊缝偏中间区域会出现线条,线条两侧的亮度不同;未焊透的对接焊缝在射线图像里显示为焊缝中间出现黑色的直线;焊瘤的图像为亮度很高的线条,内凹为灰色的线条;上咬边为焊缝边上的黑色线条,下咬边为焊缝接近中间区域的浅黑色线条;溢流会造成焊缝区域扩大;而连成线的气孔会显示出线状珠子图像。
对接连接是焊接中应用最多的一种连接形式。
焊接完毕,为了检验焊缝的质量,一般会对重要结构的焊缝进行射线检测。
射线探伤后的照片里,很多焊接缺陷都会显示出线状图像,由于外观比较相近,很多检验人员无法判别缺陷种类。
通过对前人多张射线检测照片的对比,发现出现线形缺陷的图像主要有夹渣、组对偏差、未焊透、未熔合、咬边、焊瘤、溢流、弧坑、焊偏等。
本文就此对照图像分别进行了介绍。
1 分析与图像对比1.1 夹渣熔化焊接时的冶金反应产物,例如非金属杂质(氧化物、硫化物等)以及熔渣,由于焊接时未能逸出,或者多道焊接时清渣不干净,以至残留在焊缝金属内,称为夹渣或夹杂物。
视其形态可分为点状和条状,其外形通常是不规则的,其位置可能在焊缝与母材交界处,也可能存在于焊缝内。
图1为两侧有线形夹渣的射线照片,可看出线状夹渣的图像都不是直线的,而是不规则的线状。
1.2 组对偏差对接的两块钢板由于组对不当,造成中心偏移,使焊接后的射线图像中出现线状图形,有可能影响检验人员对缺陷的判断。
由于组对发生偏差以后,一般是坡口的尖端向内错位的长度增加,导致在射线范围中的母材范围增加。
本应是焊缝的区域被部分母材取代后,在射线照片上就会显示出如图2所示的影像。
1.3 未熔合与未焊透未熔合:基体金属与填充金属之间,或填充金属之间(多道焊时的焊道之间或焊层之间)局部未完全熔化结合,或在点焊(电阻焊)时母材与母材之间未完全熔合在一起,有时也常伴有夹渣存在。
焊缝RT底片的评判规律及典型缺陷图谱
焊缝射线照相底片的评判规律之宇文皓月创作一、探伤人员要评片,四项指标放在先*,底片标识表记标帜齐又正,铅字压缝为废片。
二、评片开始第一件,先找四条熔合线,小口径管照椭圆,根部都在圈里面。
三、气孔形象最明显,中心浓黑边沿浅,夹渣属于非金属,杂乱无章有棱边。
四、咬边成线亦成点,似断似续常相见,这个缺陷最好定,位置就在熔合线。
五、未焊透是大缺陷,典型图象成直线,间隙太小钝边厚,投影部位靠中间。
六、内凹只在仰焊面,间隙太大是关键,内凹未透要分清,内凹透度成弧线。
七、未熔合它斜又扁,惯例透照难发现,它的位置有规律,都在坡口与层间。
八、横裂纵裂都危险,横裂多数在概况,纵裂分布范围广,中间稍宽两端尖。
九、还有一种冷裂纹,热影响区常发现,冷裂具有延迟性,焊完两天再拍片。
十、有了裂纹很危险,斩草除根保平安,裂纹不管长和短,全部都是Ⅳ级片。
十一、未熔和也很危险,黑度有深亦有浅,一旦判定就是它,亦是全部Ⅳ级片。
十二、危害缺陷未焊透,Ⅱ级焊缝不克不及有,管线根据深和长,容器跟着条渣走**。
十三、夹渣评定莫着忙,分清圆形和条状,长宽相比3为界,大于3倍是条状。
十四、气孔危害其实不大,尺度对它很宽大,长径折点套厚度,中间厚度拔出法。
十五、多种缺陷大会合,分门别类先评级,2类相加减去Ⅰ,3类相加减Ⅱ级。
十六、评片要想快又准,下拜焊工当先生,要问诀窍有哪些,焊接工艺和投影。
注:*四项指标系底片的黑度、灵敏度、清晰度、灰雾度必须符合尺度的要求。
**指单面焊的管线焊缝和双面焊的容器焊缝内未焊透的判定尺度。
Radiograph Interpretation - WeldsIn addition to producing high quality radiographs, the radiographer must also be skilled in radiographic interpretation. Interpretation of radiographs takes place in three basic steps which are (1) detection, (2) interpretation, and (3) evaluation. All of these steps make use of the radiographer's visual acuity. Visual acuity is the ability to resolve a spatial pattern in an image. The ability of an individual to detect discontinuities in radiography is also affected by the lighting condition in the place of viewing, and the experience level for recognizing various features in the image. The following material was developed to help students develop an understanding of the types of defects found in weldments and how they appear in a radiograph.DiscontinuitiesDiscontinuities are interruptions in the typical structure of a material. These interruptions may occur in the base metal, weld material or "heat affected" zones. Discontinuities, which do not meet the requirements of the codes or specification used to invoke and control an inspection, are referred to as defects.General Welding DiscontinuitiesThe following discontinuities are typical of all types of welding.Cold lap is a condition where the weld filler metal does not properly fuse with the base metal or the previous weld pass material (interpass cold lap). The arc does not melt the base metal sufficiently and causes the slightly molten puddle to flow into base material without bonding.Porosity气孔is the result of gas entrapment in the solidifying metal. Porosity can take many shapes on a radiograph but often appears as dark round or irregular spots or specks appearing singularly, in clusters or rows. Sometimes porosity is elongated and may have the appearance of having a tail This is the result of gas attempting to escape while the metal is still in a liquid state and is called wormhole porosity. All porosity is a void in the material it will have a radiographic density more than the surrounding area..Cluster porosity链状气孔is caused when flux coated electrodes are contaminated with moisture. The moisture turns into gases when heated and becomes trapped in the weld during the welding process. Cluster porosity appear just like regular porosity in the radiograph but the indications will be grouped close together.Slag inclusions夹渣 are nonmetallic solid material entrapped in weld metal or between weld and base metal. In a radiograph, dark, jagged asymmetrical shapes within the weld or along the weldjoint areas are indicative of slag inclusions.Incomplete penetration (IP) or lack of penetration (LOP)未焊透occurs when the weld metal fails to penetrate the joint. It is one of the most objectionable weld discontinuities. Lack of penetration allows a natural stress riser from which a crack may propagate. The appearance on a radiograph is a dark area withwell-defined, straight edges that follows the land or root face down the center of the weldment.Incomplete fusion未熔合is a condition where the weld filler metal does not properly fuse with the base metal. Appearance on radiograph: usually appears as a dark line or lines oriented in the direction of the weld seam along the weld preparation or joining area.Internal concavity or suck back内凹或吸入is condition where the weld metal has contracted as it cools and has been drawn up into the root of the weld. On a radiograph it looks similar to lackof penetration but the line has irregular edges and it is often quite wide in the center of the weld image.Internal or root undercut内部或根部咬边is an erosion of the base metal next to the root of the weld. In the radiographic image it appears as a dark irregular line offset from the centerline of the weldment. Undercutting is not as straight edged as LOP because it does not follow a ground edge.External or crown undercut外部或顶部咬边is an erosion of the base metal next to the crown of the weld. In the radiograph, itappears as a dark irregular line along the outside edge of the weld area.Offset ormismatch错边are terms associated with a condition where two pieces being welded together are not properly aligned. The radiographic image is a noticeable difference in density between the two pieces. The difference in density is caused by the difference in material thickness. The dark, straight line is caused by failure of the weld metal to fuse with the land area. Inadequate weld reinforcement未填满is an area of a weld where the thickness of weld metal deposited is less than the thickness of the base material. It is very easy to determine by radiograph if the weld has inadequate reinforcement, because the image density in the area of suspected inadequacy will be more (darker) than the image density of the surrounding base material.Excess weld reinforcement增强余高is an area of a weld, whichhas weld metal added in excess of that specified by engineering drawings and codes. The appearance on a radiograph is a localized, lighter area in the weld. A visual inspection will easily determine if the weld reinforcement is in excess of that specified by the individual code involved in the inspection.Cracking裂纹can be detected in a radiograph only the crack is propagating in a direction that produced a change in thickness that is parallel to the x-ray beam. Cracks will appearas jagged and often very faint irregular lines. Cracks can sometimes appearing as "tails" on inclusions or porosity.Discontinuities in TIG weldsThe following discontinuities are peculiar to the TIG welding process. These discontinuities occur in most metals welded by the process including aluminum and stainless steels. The TIG method of welding produces a clean homogeneous weld which when radiographed is easily interpreted.Tungsten inclusions. 夹钨Tungsten is a brittle and inherently dense material used in the electrode in tungsten inert gas welding. If improper welding procedures are used, tungsten may be entrapped in the weld. Radiographically, tungsten is more dense than aluminum or steel; therefore, it shows as a lighter area with a distinct outline on the radiograph.Oxide inclusions夹氧化物are usually visible on the surface of material being welded (especially aluminum). Oxide inclusions are less dense than the surrounding materials and, therefore,appear as dark irregularly shaped discontinuities in the radiograph.Discontinuities in Gas Metal Arc Welds (GMAW)The following discontinuities are most commonly found in GMAW welds.Whiskers are short lengths of weld electrode wire, visible on the top or bottom surface of the weld or contained within the weld. On a radiograph they appear as light, "wire like" indications.Burn through (icicles) results when too much heat causes excessive weld metal to penetrate the weld zone. Lumps of metal sag through the weld creating a thick globular condition on the back of the weld. On a radiograph, burn through appears as dark spots surrounded by light globular areas.welld-02 (Incomplete Root Fusion、根部未熔合)welld-03 (Insuffucient Reinforcement、增强高)welld-04 (Excess Root Penetration、根部焊瘤)welld-05 (External Undercut、外部咬肉)welld-06 (Internal Undercut、内部咬肉)welld-07 (Root Concavity、根部凹陷)welld-08 (Burn Through、烧穿)welld-09 (Isolated Slag Inclusion、单个的夹渣) welld-10 (Wagon Track - Slag Line、线状夹渣) welld-11 (Interrun Fusion、内部未熔合)welld-12 (Lack of Sidewall Fusion、内侧未熔合) welld-13 (Porosity、气孔)welld-14 (Cluster Porosity、链状气孔)welld-15 (Hollow Bead、夹珠)welld-16 (Transverse Crack、横向裂纹)welld-17 (Centerline Crack、中心线裂纹)welld-18 (Root Crack、根部裂纹)welld-19 (Tungsten Inclusion)夹钨。
焊缝RT底片的评判规律及典型缺陷图谱
焊缝射线照相底片的评判规律之袁州冬雪创作一、探伤人员要评片,四项指标放在先*,底片标识表记标帜齐又正,铅字压缝为废片. 二、评片开端第一件,先找四条熔合线,小口径管照椭圆,根部都在圈外面. 三、气孔形象最分明,中心浓黑边沿浅,夹渣属于非金属,杂乱无章有棱边. 四、咬边成线亦成点,似断似续常相见,这个缺陷最好定,位置就在熔合线. 五、未焊透是大缺陷,典型图象成直线,间隙太小钝边厚,投影部位靠中间.六、内凹只在仰焊面,间隙太大是关键,内凹未透要分清,内凹透度成弧线. 七、未熔合它斜又扁,惯例透照难发现,它的位置有规律,都在坡口与层间. 八、横裂纵裂都危险,横裂多数在概况,纵裂分布范围广,中间稍宽两头尖. 九、还有一种冷裂纹,热影响区常发现,冷裂具有延迟性,焊完两天再拍片. 十、有了裂纹很危险,斩草除根保平安,裂纹不管长和短,全部都是Ⅳ级片. 十一、未熔和也很危险,黑度有深亦有浅,一旦断定就是它,亦是全部Ⅳ级片. 十二、危害缺陷未焊透,Ⅱ级焊缝不克不及有,管线根据深和长,容器跟着条渣走**. 十三、夹渣评定莫着忙,分清圆形和条状,长宽相比3为界,大于3倍是条状. 十四、气孔危害其实不大,尺度对它很广大,长径折点套厚度,中间厚度拔出法. 十五、多种缺陷大会合,分门别类先评级,2类相加减去Ⅰ,3类相加减Ⅱ级. 十六、评片要想快又准,下拜焊工当先生,要问窍门有哪些,焊接工艺和投影. 注:*四项指标系底片的黑度、活络度、清晰度、灰雾度必须符合尺度的要求. **指单面焊的管线焊缝和双面焊的容器焊缝内未焊透的断定尺度.Radiograph Interpretation - WeldsIn addition to producing high quality radiographs, the radiographer must also be skilled in radiographic interpretation. Interpretation of radiographs takes place in three basic steps which are (1) detection, (2) interpretation, and (3) evaluation. All of these steps make use of the radiographer's visual acuity. Visual acuity is the ability to resolve a spatial pattern in an image. The ability of an individual to detect discontinuities in radiography is also affected by the lighting condition in the place of viewing, and the experience level for recognizing various features in the image. The following material was developed to help students develop an understanding of the types of defects found in weldments and how they appear in a radiograph.DiscontinuitiesDiscontinuities are interruptions in the typical structure of a material. These interruptions may occur in the base metal, weld material or "heat affected" zones.Discontinuities, which do not meet the requirements of the codes or specification used to invoke and control an inspection, are referred to as defects.General Welding DiscontinuitiesThe following discontinuities are typical of all types of welding.Cold lap is a condition where the weld filler metal does not properly fuse with the base metal or the previous weld pass material (interpass cold lap). The arc does not melt the base metal sufficiently and causes the slightly molten puddle to flow into base material without bonding.Porosity气孔is the result of gas entrapment in the solidifying metal. Porosity can take many shapes on a radiograph but often appears as dark round or irregular spots or specks appearing singularly, in clusters or rows. Sometimes porosity is elongated and may have the appearance of having a tail This is the result of gas attempting to escape while the metal is still in a liquid state and is called wormhole porosity. All porosity is a void in thematerial it will have a radiographic density more than the surrounding area..Cluster porosity链状气孔is caused when flux coated electrodes are contaminated with moisture. The moistureturns into gases when heated and becomes trapped in the weld during the welding process. Cluster porosity appear justlike regular porosity in the radiograph but the indications will be grouped close together.Slag inclusions夹渣 are nonmetallic solid materialentrapped in weld metal or between weld and base metal. In a radiograph, dark, jagged asymmetrical shapes within the weld or along the weld joint areas are indicative of slag inclusions.Incomplete penetration (IP) or lack of penetration (LOP)未焊透occurs when the weld metal fails to penetrate the joint.It is one of the most objectionable weld discontinuities. Lack of penetration allows a natural stress riser from which a crack may propagate. The appearance on a radiograph is a dark area with well-defined, straight edges that follows the land or root face down the center of the weldment. Incomplete fusion未熔合is a condition where the weld filler metal does not properly fuse with the base metal. Appearance on radiograph: usually appears as a dark line or lines oriented in the direction of the weld seam along the weld preparation or joining area.Internal concavity or suck back内凹或吸入is condition where the weld metal has contracted as it cools and has been drawn up into the root of the weld. On a radiograph it looks similar to lack of penetration but the line has irregular edges and it is often quite wide in the center of the weld image.Internal or root undercut外部或根部咬边is an erosion of the base metal next to the root of the weld. In the radiographic image it appears as a dark irregular line offset from the centerline of the weldment. Undercutting is not as straight edged as LOP because it does not follow a ground edge.External or crown undercut外部或顶部咬边is an erosion of the base metal next to the crown of the weld. In the radiograph, it appears as a dark irregular line along the outside edge of the weld area.Offset ormismatch错边are terms associated with a condition where two pieces being welded together are not properly aligned. The radiographic image is a noticeable differencein density between the two pieces. The difference in density is caused by the difference in material thickness. The dark, straight line is caused by failure of the weld metal to fuse with the land area.Inadequate weld reinforcement未填满is an area of a weld where the thickness of weld metal deposited is less than the thickness of the base material. It is very easy to determine by radiograph if the weld has inadequate reinforcement, because the image density in the area of suspected inadequacy will be more (darker) than the image density of the surrounding base material.Excess weld reinforcement增强余高is an area of a weld, which has weld metal added in excess of that specified by engineering drawings and codes. The appearance on aradiograph is a localized, lighter area in the weld. Avisual inspection will easily determine if the weld reinforcement is in excess of that specified by the individual code involved in the inspection.Cracking裂纹can be detected in a radiograph only the crack is propagating in a direction that produced a change in thickness that is parallel to the x-ray beam. Cracks will appearas jagged and often very faint irregular lines. Cracks can sometimes appearing as "tails" on inclusions or porosity.Discontinuities in TIG weldsThe following discontinuities are peculiar to the TIG welding process. These discontinuities occur in most metals welded by the process including aluminum and stainless steels. The TIG method of welding produces a clean homogeneous weld which when radiographed is easily interpreted.Tungsten inclusions. 夹钨Tungsten is a brittle and inherently dense material used in the electrode in tungsten inert gas welding. If improper welding procedures are used, tungsten may be entrapped in the weld. Radiographically,tungsten is more dense than aluminum or steel; therefore, it shows as a lighter area with a distinct outline on the radiograph.Oxide inclusions夹氧化物are usually visible on the surface of material being welded (especially aluminum). Oxide inclusions are less dense than the surrounding materials and, therefore, appear as dark irregularly shaped discontinuities in the radiograph.Discontinuities in Gas Metal Arc Welds (GMAW)The following discontinuities are most commonly found in GMAW welds.Whiskers are short lengths of weld electrode wire, visibleon the top or bottom surface of the weld or contained within the weld. On a radiograph they appear as light, "wire like" indications.Burn through (icicles) results when too much heat causes excessive weld metal to penetrate the weld zone. Lumps of metal sag through the weld creating a thick globularcondition on the back of the weld. On a radiograph, burnthrough appears as dark spots surrounded by light globular areas.welld-02 (Incomplete Root Fusion、根部未熔合)welld-03 (Insuffucient Reinforcement、增强高)welld-04 (Excess Root Penetration、根部焊瘤)welld-05 (External Undercut、外部咬肉)welld-06 (Internal Undercut、外部咬肉)welld-07 (Root Concavity、根部凹陷)welld-08 (Burn Through、烧穿)welld-09 (Isolated Slag Inclusion、单个的夹渣)welld-10 (Wagon Track - Slag Line、线状夹渣)welld-11 (Interrun Fusion、外部未熔合)welld-12 (Lack of Sidewall Fusion、内侧未熔合)welld-13 (Porosity、气孔)welld-14 (Cluster Porosity、链状气孔)welld-15 (Hollow Bead、夹珠)welld-16 (Transverse Crack、横向裂纹) welld-17 (Centerline Crack、中心线裂纹) welld-18 (Root Crack、根部裂纹)welld-19 (Tungsten Inclusion)夹钨。