DIN 7168-1991一般公差 线性和角度尺寸 形位公差 不适用于新设计
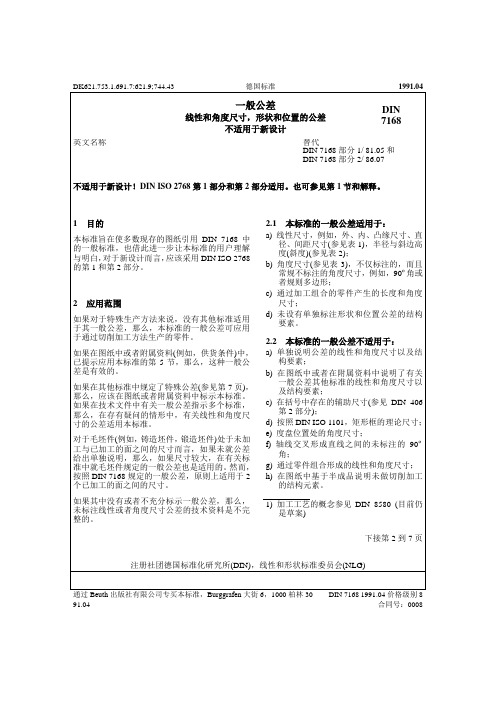
焊接结构的一般尺寸公差和形位公差

公 差 等 级
A 士 1 2 3 一 0
单位为毫米
> : 1 : 3 : 2 0 0二
士1
士2
> 40 0
> 1 0 0 0 - 2 0 0 0
> 2 0 0 0 - 4 0 - 0 0
> 4 0 0 0  ̄ 8 0 0 0
> 8 0 0 0
> 1 0 0 2 0
l gh a d ge- S a e d st n e ts a ls h p a p i o n n n n o i (S 1 9 0 1 9 ,DT) I O 3 2 :9 6 I
2 0-60 发布 0 50-8
2 0 -20 实 施 0 51 - 1
中 华人民 共和国 家质 监督 理 国 量
I CS 5.1 0.1 2 6 0 J 33
场黔
G / 184 05 IO 90 19 B T 0-2 0/S 1 2 :9 6 9 3
中 华 人 民 共 和 国 国 家 标 准
焊接结构 的一般尺寸公差和形位公差
We i - G nrl rne fr l d s ut n- Dmes n fr ln d g eea tl a cs w d cnt co s i ni s o e o ee o r i o o
— 游标卡尺( G / 11 1 BT 1.要求) 符合 BT 4 和G / 1 42 2 . 2 ;
— 千分表 或百分 表( 符合 G / 11 要求 ) B T 9 2 . 根据协议 可采用其他测量工具 。 , 在非正常温度或条件 下( 如大型结构在强光 下)测量结果 可能会受 到影 响。 , 角度的实际尺寸应采用合适 的测量土具沿焊件切线并离开焊缝直接影响的区域测定 。偏差则是公 称尺寸与实际尺寸的差别 。
DIN7168-1991通用公差
DK621.753.1:621.7:621.9:744.43 德国标准 1991年4月3 长度、角度通用公差 3.1长度表2:圆半径R (示例,参阅图1)及坡口高度h 表3:角度的上、下限公差图1 图23.2角度角度的通用公差不取决于长度的实际尺寸。
也就是说,无论是带有最大材料尺寸的部件,还是带有最小材料尺寸的部件,都可以出现角度偏差。
上、下限公差不会限制构成边或面的角的形状偏差。
最小条件的定义,参阅DIN ISO1101)4 形状、位置通用公差4.1根据DIN ISO8015,公差定义原理仅当图纸中含有“公差定义ISO8015”字样时,才可以使用根据DIN ISO8015公差定义原理而制定的通用公差。
形状、位置通用公差不取决于成型部件的实际尺寸。
必须遵守每个公差。
因此,也可讲形状、位置通用公差使用在带有通用最大材料尺寸的成型部件上。
配合关系额外要求限制性的包裹条件,该条件应在图纸中特殊标注。
(参阅注解)4.1.1形状通用公差4.1.1.1直度、平度表4中,已注明了直度、平度的通用公差。
在选用表中数值时,应注意:相应直线的长度与直度公差相配合;面或圆面直径的较大侧面长度与平度公差相配合。
4.1.1.2圆度圆度通用公差与直径公差的数值相同,但不可以大于表6中所标注的径向振摆数值。
(参阅注解)4.1.1.3圆柱形状没有规定圆柱体形状的通用公差。
注解:在配合圆柱面时,首先应使用包裹条件,然后根据DIN ISO8015标注带有○E符号的尺寸。
如:Ø25○E 或Ø25H7○E。
4.1.2位置通用公差4.1.2.1平行度平行度的偏差限界,从直度或平度(参阅章节4.1.1.1)或平行线或面间距离尺寸公差得出。
视情况而定,两个中较大者。
同时,两个形状元件中的较长者视为参考元件。
若两个形状元件的额定尺寸相同,则每个都可以作为参考元件。
若出于功能原因不允许这样定义参考元件,则必须标注DIN ISO1101平行度公差。
DIN7168德国标准
91.04 合同号:0008第2页 DIN 71683 关于线性和角度尺寸的一般公差 3.1 线性尺寸表2. 关于半径R(示例参见插图1)和斜边高度h(斜度)(参见图2的例子)的上下偏差4 形状和位置的一般公差4.1 按照DIN ISO 8015规定公差的原则当图纸包含提示“公差按ISO 8015的规定”的时候,应用DIN ISO 8015规定公差原则所确定的一般公差。
在这种情况下,适用于形状和位置的一般公差与工件结构要素的实际尺寸无关。
为此,必须遵守所确定的每个公差。
因此,在普遍带有最大材料尺寸的情况下,也允许使用此种形状和位置的一般公差。
另外,配合需要满足在图纸中特殊说明的受约束的包容条件(参见解释)。
4.1.1 形状的一般公差 4.1.1.1 直线度和平面度表4给出了直线度和平面度的一般公差。
为了选取表列数值,有关直线的长度适用于选取直线度公差,而平面的较长侧边或圆表面的直径适用于选取平面度公差。
4.1.1.2 圆度圆度的一般公差与直径公差具有相同的数值,但不大于表6给出的径向跳动公差数值(参见解释)。
图1. 图2.3.2 角度尺寸与线性的实际尺寸无关,角度尺寸的一般公差都是有效的,也就是说,不仅在带有最大材料尺寸的工件情况下,而且在带有最小材料尺寸的工件情况下,都允许出现角度误差。
上下偏差并不限制某个角度构成边或者面的形状误差。
附注:对于带有形状误差的工件,把直线或者平面最小条件情况下,构成角度的二条边,用作确定角度(最小条件的确定参见DIN ISO 1101)。
DIN 7168第3页4.1.1.3 圆柱度圆柱度的一般公差不予规定。
附注:如果在与圆柱面配合的时候,包容条件应该是适用的,那么,应该按照DIN ISO 8015,用符号标记尺寸,例如,Ø25或者Ø25 H7。
4.1.2 位置的一般公差 4.1.2.1 平行度 从直线度或者平面度的一般公差(参见第4.1.1.1节)或者从平行线或平行面偏差尺寸二者中较大的那一个,求得平行度误差的限制。
DIN718-91德国一般公差标准
91.04 合同号:0008第2页 DIN 71683 关于线性和角度尺寸的一般公差 3.1 线性尺寸公差等级关于名义尺寸(mm)范围的偏差(mm )0.51) 到 3 大于 3 到 6 大于 6 到 30 大于 30 到 120 大于 120 到 400 大于 400 到 1000 大于 1000 到 2000 大于 2000 到 4000 大于 4000 到 8000大于 8000 到 12000 大于 12000 到 16000 大于 16000 到 20000 f (精密) ±0.05 ±0.05 ±0.1 ±0.15 ±0.2 ±0.3 ±0.5 ±0.8 - - - m (中等) ±0.1 ±0.1 ±0.2 ±0.3 ±0.5 ±0.8 ±1.2 ±2 ±3 ±4 ±5 ±6 g (粗糙) ±0.15 ±0.2 ±0.5 ±0.8 ±1.2 ±2 ±3 ±4 ±5 ±6 ±7 ±8 sg (最粗) - ±0.5 ±1 ±1.5 ±2 ±3 ±4 ±6 ±8 ±10±12±121) 在名义尺寸小于0.5mm 情况下,在名义尺寸处直接标注偏差。
表2. 关于半径R(示例参见插图1)和斜边高度h(斜度)(参见图2的例子)的上下偏差公差等级 关于短边名义尺寸范围角度单元中的偏差,mm大于10 大于10 到50 大于50 到120 大于120到400大于400公差等级关于名义尺寸(mm)范围的偏差,mm f (精密)±1º ±30′ ±20′ ±10′ ±5′ m (中等)0.51) 到3大于3 到 6 大于6 到 30 大于30 到 120 大于120 到 400g (粗糙) ±1º30′ ±50′ ±25′ ±15′ ±10′ sg (最粗)±3º±2º±1º ±30′ ±20′f (精密)±0.2 ±0.5 ±1 ±2 ±44 形状和位置的一般公差4.1 按照DIN ISO 8015规定公差的原则当图纸包含提示“公差按ISO 8015的规定”的时候,应用DIN ISO 8015规定公差原则所确定的一般公差。
机械精度设计与检测习题集(含答案)解读

第一章绪论参考答案一、判断题(正确的打√,错误的打×)1.不经挑选,调整和修配就能相互替换,装配的零件,装配后能满足使用性能要求,就是具有互换性的零件。
(√)2.互换性原则中适用于大批量生产。
(╳)3.为了实现互换性,零件的公差应规定得越小越好。
(╳)4.国家标准中,强制性标准是一定要执行的,而推荐性标准执行与否无所谓。
(╳)5.企业标准比国家标准层次低,在标准要求上可稍低于国家标准。
(╳)6.厂外协作件要求不完全互生产。
(╳)7.装配时需要调整的零、部件属于不完全互换。
(√)8.优先数系包含基本系列和补充系列,而派生系列一定是倍数系列。
(╳)9.产品的经济性是由生产成本唯一决定的。
(╳)10.保证互换的基本原则是经济地满足使用要求。
(√)11.直接测量必为绝对测量。
( ×) (绝对、相对测量:是否与标准器具比较)12.为减少测量误差,一般不采用间接测量。
( √)13.为提高测量的准确性,应尽量选用高等级量块作为基准进行测量。
( ×)14.使用的量块数越多,组合出的尺寸越准确。
(×)15.0~25mm千分尺的示值范围和测量范围是一样的。
( √)16.用多次测量的算术平均值表示测量结果,可以减少示值误差数值。
( ×)17.某仪器单项测量的标准偏差为σ=0.006mm,若以9次重复测量的平均值作为测量结果,其测量误差不应超过0.002mm。
( ×误差=X-X0)18.测量过程中产生随机误差的原因可以一一找出,而系统误差是测量过程中所不能避免的。
( ×)19.选择较大的测量力,有利于提高测量的精确度和灵敏度。
( ×)20.对一被测值进行大量重复测量时其产生的随机误差完全服从正态分布规律。
( √)四问答题1什么叫互换性?为什么说互换性已成为现代机械制造业中一个普遍遵守原则?列举互换性应用实例。
(至少三个)。
答:(1)互换性是指机器零件(或部件)相互之间可以代换且能保证使用要求的一种特性。
最新机械制图国家标准

机电工程学院机械系
GB/T 131名称上的变化
Huat Sun Copyright
GB/T 131-93
GB/T 131-2006
Huat Sun Copyright
§1 GB/T 131-2006 GPS
机电工程学院机械系
§2 GB/T 1182-2008 几何公差标注
机电工程学院机械系
几何公差基准
源自GB/T 1182-2008
标准中没有规定基准中三角形具体形状,一般教 科书中使用等腰直角三角形或者是等边三角形!
机电工程学院机械系
基准代号的放置
源自GB/T 1182-2008
基准代号放置在轮廓上或者延长线上,或者平 面的引出线上。(一定要与轮廓线接触)
附录3线性和角度尺寸一般公差表附录2国家标准的附录类型机电工程学院机械系新旧标准常见注法对照索引旧标准新标准粗虚线粗点画线应用场合允许表面处理的表示线限定范围表示线项目统一螺纹英制普通螺纹212un2a基本尺寸公称尺寸最大极限尺寸上极限尺寸o20上偏差上极限偏差机电工程学院机械系新旧标准常见注法对照索引旧标准新标准普通平键应用场合增加键宽参数项目111213键10100键161010045倒角245c2多个直径2o202o20微观不平十点高度ry停止使用其余表面粗糙度其余32注在标题上方附近基准符号三角形涂黑或空白与轮廓接触
简化注法-1 可用带字母的完整符号,以等式的形式,在图 形或标题栏附近,对有相同表面结构要求的表面进 行简化标注。
机电工程学院机械系
简化注法-2 用基本符号,以等式的形式,在图形或标题栏 附近,对有相同表面结构要求的表面进行简化标注。
din iso 2768-1&2未注长度与角度公差 & 未标注形 状位置公差
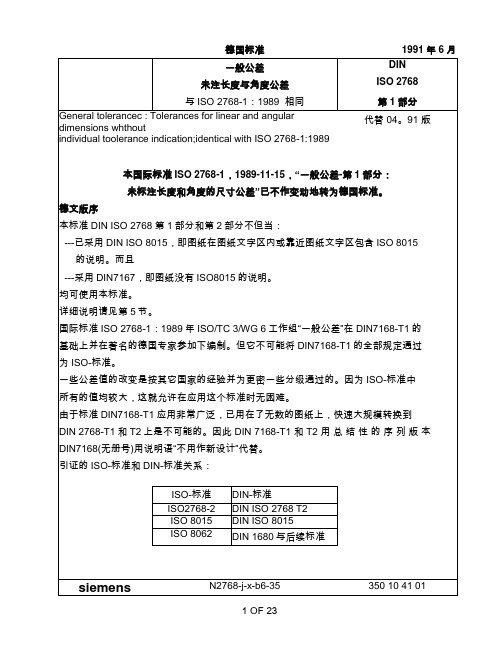
德国标准1991年6月一般公差第1部分:未注长度与角度公差前言ISO(Internationale Organisatioon fuer Normung)是世界统一的国际标准研究所。
ISO-成员体)。
编制国际标准属于ISO技术委员会的责任。
每个成员体,如其对某个课题感兴趣就可以参加此课题的技术委员会,在这个委员会共同工作。
与ISO有联系的国际(国家的和非国家的)组织也可以参加工作。
ISO与国际电工委员会(IEC)在所有电工技术标准领域密切合作。
由技术委员会通过的国际标准草案在它被确认为国际标准的建议以前,首先呈送各成员体。
如表决的成员体75%赞成,那么草案按ISO的议事规则通过为ISO。
国际标准ISO 2768-1由ISO/TC 3“极限尺寸和配合”技术委员会编制。
本版ISO2768-1和ISO2768-2:1989一起代替ISO2768:1973。
ISO2768在主标题“一般公差”下包括如下部分:---第1部分:未注长度和角度公差。
---第2部分:未注形状和位置公差。
引言零件的形状元素有尺寸和几何形状。
由于尺寸偏差和几何特性偏差(形状、方向和位置)零件必须有公差。
若超过了公差,那么功能就要受损害。
公差在图纸上应是完整的,以便确保包括所有尺寸元素和几何形状元素的质量,也就是说不允许保留含糊或在评价车间和检验时听天由命。
在使用尺寸、形状和位置的一般公差的条件下,满足这个条件的任务就可简化。
1 目的ISO2768的这部分用来简化图纸并包含不用单独标注的长度和角度的一般公差,分四个级别。
说明1:长度和角度的一般公差草案在附录A中描述。
ISO2768的这部分可用于金属半成品通过切削或冲压变形形成的形状元素。
说明2:这套公差对非金属也可使用。
说明3:类似的铸件公差国际标准已经有或尚在编制,如ISO80621)。
ISO2768的这部分只适用于下列未单独标注公差的尺寸:a)长度尺寸(如外部尺寸、内部尺寸、台阶尺寸、直径、半径、距离、弯曲半径及倒角尺寸)b)一般不标注的角度尺寸,如若在 ISO2768第2部分未规定的直角(90o) 或等分的角。
DIN 7168-91 一般公差 线性和角度尺寸、形状和位置的公差 (加工)
91.04 合同号:0008第2页 DIN 71683 关于线性和角度尺寸的一般公差 3.1 线性尺寸表2. 关于半径R(示例参见插图1)和斜边高度h(斜度)(参见图2的例子)的上下偏差4 形状和位置的一般公差4.1 按照DIN ISO 8015规定公差的原则当图纸包含提示“公差按ISO 8015的规定”的时候,应用DIN ISO 8015规定公差原则所确定的一般公差。
在这种情况下,适用于形状和位置的一般公差与工件结构要素的实际尺寸无关。
为此,必须遵守所确定的每个公差。
因此,在普遍带有最大材料尺寸的情况下,也允许使用此种形状和位置的一般公差。
另外,配合需要满足在图纸中特殊说明的受约束的包容条件(参见解释)。
4.1.1 形状的一般公差 4.1.1.1 直线度和平面度表4给出了直线度和平面度的一般公差。
为了选取表列数值,有关直线的长度适用于选取直线度公差,而平面的较长侧边或圆表面的直径适用于选取平面度公差。
4.1.1.2 圆度圆度的一般公差与直径公差具有相同的数值,但不大于表6给出的径向跳动公差数值(参见解释)。
图1.图2.3.2 角度尺寸与线性的实际尺寸无关,角度尺寸的一般公差都是有效的,也就是说,不仅在带有最大材料尺寸的工件情况下,而且在带有最小材料尺寸的工件情况下,都允许出现角度误差。
上下偏差并不限制某个角度构成边或者面的形状误差。
附注:对于带有形状误差的工件,把直线或者平面最小条件情况下,构成角度的二条边,用作确定角度(最小条件的确定参见DIN ISO 1101)。
DIN 7168第3页4.1.1.3 圆柱度圆柱度的一般公差不予规定。
附注:如果在与圆柱面配合的时候,包容条件应该是适用的,那么,应该按照DINISO 8015,用符号标记尺寸,例如,Ø25或者Ø25 H7。
4.1.2 位置的一般公差 4.1.2.1 平行度从直线度或者平面度的一般公差(参见第4.1.1.1节)或者从平行线或平行面偏差尺寸二者中较大的那一个,求得平行度误差的限制。
机械加工检验标准及方法
机械加工检验标准及方法机械加工检验标准及方法一. 目的:二. 范围:三. 规范性引用文件四. 尺寸检验原则 1.基本原则:2.最小变形原则:3.最短尺寸链原则:4.封闭原则:5.基准统一原则:6.其他规定五. 检验对环境的要求 1.温度 2.湿度 3.清洁度 4.振动 5.电压六. 外观检验 1.检验方法 2.检验目距 3.检测光源 4.检测时间 5.倒角、倒圆 6.批锋、毛刺 7.伤痕 8.刀纹、振纹 9.凹坑、凸起、缺料、多料、台阶 10.污渍 11.砂孔、杂物、裂纹 12.防护包装七. 表面粗糙度的检验 1.基本要求 2.检验方法:3.测量方向 4.测量部位 5.取样长度八. 线性尺寸和角度尺寸公差要求1.基本要求 2 线性尺寸未注公差九.形状和位置公差的检验 1.基本要求3.检测方法十.螺纹的检验 1.使用螺纹量规检验螺纹制件 2.单项检验十一.外协加工件的检验规定 1.来料检验 2. 成品检验计划十二.判定规则附注:1.泰勒原则一. 目的:为了明确公司金属切削加工检验标准,使检验作业有所遵循,特制定本标准。
二. 范围:本标准适用于切削加工(包括外协、制程、出货过程)各检验特性的检验。
在本标准中,切削加工指的是:车削加工、铣削加工、磨削加工、镗削加工、刨削加工、孔加工、拉削加工和钳工作业等。
本标准规定了尺寸检验的基本原则、对环境的要求、外观检验标准、线性尺寸公差要求、形位公差要求、表面粗糙度的检验、螺纹的检验和判定准则。
注:本标准不适用于铸造、锻造、钣金、冲压、焊接加工后的检验,其检验标准另行制定。
本标准不拟对长度、角度、锥度的测量方法进行描述,可参看相关技术手册;形位公差的测量可参看GB/T1958-1980;齿轮、蜗杆的检验可参看相关技术手册。
三. 规范性引用文件下列文件中的条款通过本标准的引用而成为本标准的条款。
凡是注日期的引用文件,其随后所有的修改单(不包括勘误的内容)或修订版均不适用于本标准,然而,鼓励根据本标准达成协议的各方研究是否可使用这些文件的最新版本。
一般公差 未注公差的线性和角度尺寸公差(西子)

版本记录1 目的根据公司产品图样的实际情况及加工成本对未注的一般公差进行规定,以有效控制产品的质量,统一产品的生产、检验标准,确保产品符合设计要求。
2 适用围本标准适用于公司所有电扶梯产品图样,以及本公司加工和委外加工成品、半成品,外购来料,产品之检验。
3 职责无4 定义4.1一般公差1)未注公差的线性和角度尺寸公差主要有:a.线性尺寸,包括外尺寸、尺寸、阶梯尺寸、直径、半径、倒圆半径和倒角高度b.角度尺寸,包括通常不注出角度值的角度尺寸,例如直角(90º)2)未注公差的几何公差主要有:a.形状公差,包括直线度、平面度b.位置公差,包括垂直度、对称度、圆跳动等4.2参考标准GB/T1800.1-2009(产品几何技术规极限与配合第1部分:公差、偏差和配合的基础)GB/T1800.2-2009(产品几何技术规极限与配合第2部分:标准公差等级和孔、轴极限偏差表)GB/T1804-2000(一般公差未注公差的线性和角度尺寸的公差)GB/T15055-2007(冲压件未注公差尺寸极限偏差)GBT13914-2013(冲压件尺寸公差)GBT13915-2013(冲压件角度公差)GB/T13916-2013(冲压件形状与位置未注公差)GB/T1184-1996 (形状与位置公差未注公差值)GB/T6414-1999 (铸件尺寸公差与机械加工余量)GB/T19804-2005(焊接结构的一般尺寸公差和形位公差)GB/T6403.4-2008(零件倒圆与倒角)JB/T4129-1999(冲压件毛刺高度)5 线性和角度未注公差5.1各种不同加工方法的线性尺寸公差5.1.1各种不同的加工方法所对应的尺寸公差等级分类按GB/T1804-2000 m、c、v级的规定,见表一,设计、检验均以此为依据。
表一:各种不同的加工方法所对应的尺寸公差等级5.1.2 表二为GB/11804-2000规定的不同公差等级的线性尺寸的极限偏差数值表二:不同公差等级的线性尺寸的极限偏差5.1.3轴和孔的未注公差采用GB/T1800.2-2009的IT13,即:孔H13,轴h13。
未注公差的线性和角度尺寸公差
XXXXXXXXXXXXXX实业有限公司未注公差的线性和角度尺寸的公差文件编号:XXX-WP-05版本号:A版版次号:0次分发号:0320111121005受控状态:编制部门:品质部发布时间:2011年11月20日实施时间:2011年11月21日编制:审核:批准:一般公差未注公差的线性和角度尺寸的公差1.适用范围:本标准规定了未注公差的线性和角度尺寸的一般公差的公差等级和极限偏差数值。
本标准适用于金属切削加工的尺寸,也适用于一般的冲压加工的尺寸。
非金属材料和其它方法加工的尺寸可参照使用。
本标准仅适用于下列未注公差的尺寸:1.1、线性尺寸(例如外径尺寸、内径尺寸、阶梯尺寸、直径、半径、距离、倒圆半径和倒角高度);1.2、角度尺寸,包括通常不注出角度值的角度尺寸,例如直角(90°);1.3、机加工组装件的线性和角度尺寸。
本标准不适用于下列尺寸:1.4、其他一般公差标准涉及的线性和角度尺寸;1.5、括号内的参考尺寸;1.6、矩形框格内的理论正确尺寸。
2.引用标准:本公司所使用的《未注公差的线性和角度尺寸的公差》引用国标《一般公差—未注公差的线性和角度尺寸的公差》,即:GB/T 1804-2000。
3.定义:一般公差指在车间通常加工条件下可保证的公差。
采用一般公差的尺寸,在该尺寸后不需注出其极限偏差数值。
注:附录A(提示的附录)给出了一般公差的概念和解释。
4.总则:4.1、选取图样上未注公差的尺寸的一般公差的公差等级时,应考虑通常的车间精度并由相应的技术文件或标准作出具体规定。
4.2、对任一单一尺寸,如功能上要求比一般公差更小的公差或允许更大的公差并更为经济时,其相应的极限偏差在相关的基本尺寸后注出。
4.3、在图样或有关技术文件中采用本标准规定的线性和角度尺寸的一般公差时,应按标准第6章规定进行标注。
4.4、由不同类型的工艺(例如切削或铸造)分别加工形成两表面之间的未注公差的尺寸应按规定的两个一般公差数值中的较大值控制。
DIN_ISO_2768-12_自由公差
德国标准1991年6月一般公差第1部分:未注长度与角度公差前言ISO(Internationale Organisatioon fuer Normung)是世界统一的国际标准研究所。
ISO-成员体)。
编制国际标准属于ISO技术委员会的责任。
每个成员体,如其对某个课题感兴趣就可以参加此课题的技术委员会,在这个委员会共同工作。
与ISO有联系的国际(国家的和非国家的)组织也可以参加工作。
ISO与国际电工委员会(IEC)在所有电工技术标准领域密切合作。
由技术委员会通过的国际标准草案在它被确认为国际标准的建议以前,首先呈送各成员体。
如表决的成员体75%赞成,那么草案按ISO的议事规则通过为ISO。
国际标准ISO 2768-1由ISO/TC 3“极限尺寸和配合”技术委员会编制。
本版ISO2768-1和ISO2768-2:1989一起代替ISO2768:1973。
ISO2768在主标题“一般公差”下包括如下部分:---第1部分:未注长度和角度公差。
---第2部分:未注形状和位置公差。
引言零件的形状元素有尺寸和几何形状。
由于尺寸偏差和几何特性偏差(形状、方向和位置)零件必须有公差。
若超过了公差,那么功能就要受损害。
公差在图纸上应是完整的,以便确保包括所有尺寸元素和几何形状元素的质量,也就是说不允许保留含糊或在评价车间和检验时听天由命。
在使用尺寸、形状和位置的一般公差的条件下,满足这个条件的任务就可简化。
1 目的ISO2768的这部分用来简化图纸并包含不用单独标注的长度和角度的一般公差,分四个级别。
说明1:长度和角度的一般公差草案在附录A中描述。
ISO2768的这部分可用于金属半成品通过切削或冲压变形形成的形状元素。
说明2:这套公差对非金属也可使用。
说明3:类似的铸件公差国际标准已经有或尚在编制,如ISO80621)。
ISO2768的这部分只适用于下列未单独标注公差的尺寸:a)长度尺寸(如外部尺寸、内部尺寸、台阶尺寸、直径、半径、距离、弯曲半径及倒角尺寸)b)一般不标注的角度尺寸,如若在 ISO2768第2部分未规定的直角(90o) 或等分的角。
判断题——精选推荐
一、√1. 为使零件的几何参数具有互换性,必须把零件的加工误差控制在给定的范围内。
×2.不完全互换性是指一批零件中,一部分零件具有互换性,而另一部分零件必须经过修配才有互换性。
√3.只要零件不经挑选或修配,便能装配到机器上去,则该零件具有互换性。
×4.机器制造业中的互换性生产必定是大量或成批生产,但大量或成批生产不一定是互换性生产,小批生产不是互换性生产。
×5.公差可以说是允许零件尺寸的最大偏差。
×6.基本尺寸不同的零件,只要它们的公差值相同,就可以说明它们的精度要求相同。
×7. 公差通常为正,在个别情况下也可以为负或零。
mm的轴,加工得愈靠近基本尺寸就愈精确。
×8.图样标注φ200-0.021×9.孔的基本偏差即下偏差,轴的基本偏差即上偏差。
,今测得其实际尺寸为φ19.962mm,可以判断该孔合格。
×10.某孔要求尺寸为φ20-0.046-0.067×11.未注公差尺寸即对该尺寸无公差要求。
√12.基本偏差决定公差带相对零线的位置。
√13. 孔和轴的加工精度越高,则其配合精度也越高。
×14. 零件的实际尺寸就是零件的真实尺寸。
×15. 某一个零件的实际尺寸正好等于其基本尺寸,则此尺寸必定合格。
×16. 间隙配合中,孔公差带一定在零线以上,轴公差带一定在零线以下。
×17. 选择公差等级的原则是,在满足使用要求的前提下,尽可能选择较小的公差等级。
×18. 由于零件的最大极限尺寸大于最小极限尺寸,所以上偏差绝对值大于下偏差绝对值。
×19 .不论公差值是否相等,只要公差等级相同,尺寸的精确程度就相同。
×20.对某一尺寸进行多次测量,他们的平均值就是真值。
×21.以多次测量的平均值作为测量结果可以减小系统误差。
×22.某一零件设计时的基本尺寸,就是该零件的理想尺寸。
DIN_ISO_2768-1989中文版
线性尺寸 >6 ±1
±2
表 3:角度尺寸的极限偏差数值
公差等级
缩写符号 名称
f
精密
m
中等
c
粗糙
v
最粗
角度尺寸的极限偏差数值,其值按角度短边长度确定,尺寸单位:mm
≦10
>10~≦50
>50~≦120
>120~≦400
>400
±1°
± 0° 30'
± 0° 20'
±0°10'
±0°5'
±1°30'
±1°
不再有第一部分和第二部分之分,而且明确指出“不适用于新结构”。
所引用的 ISO 标准与 DIN 标准之间的对应关系如下:
ISO 标准 ISO 2768-2 ISO 8015 SO 8062
DIN 标准 DIN ISO 2768 第二部分
DIN ISO 8015 DIN 1680 和后续标准
德国标准化研究所长度和形状标准委员会
±0,2
±0,3
m 中等 ±0,1
±0,1 ±0,2 ±0,3
±0,5
±0,8
c 粗糙 ±0,2
±0,3 ±0,5 ±0,8
±1,2
±2
v 最粗 —
±0,5
±1
±1,5
±2,5
±4
1) 对于小于 0.5mm的标称尺寸,要将极限偏差数值直接标注在标称尺寸处。
> 1000~2000
±0,5 ±1,2 ±3 ±6
第 1 部分
一般公差:未注公差的线性尺寸和角度尺寸公差, 等效于 ISO 2768-1(1989 年版) 替代 91 年 4 月版本
(整理)科大几何精度规范学答案
第一章几何精度设计概论1-1 判断题1.任何机械零件都存在几何误差。
(√)2.只要零件不经挑选或修配,便能装配到机器上,则该零件具有互换性。
(×)3.为使零件具有互换性,必须把加工误差控制在给定的范围内。
(√)4.按照国家标准化管理委员会的规定,强制性国家标准的代号是GB/Q,推荐性国家标准的代号是GB/T (×)1-2 选择填空1.最常用的几何精度设计方法是(计算法,类比法,试验法)。
2.对于成批大量生产且精度要求极高的零件,宜采用(完全互换,分组互换,不需要互换)的生产形式。
3.产品标准属于(基础标准,技术标准,管理标准)。
4.拟合轮廓要素是由(理想轮廓,实际轮廓,测得轮廓)形成的具有(理想形状,实际形状,测得形状)的要素。
第二章尺寸精度2-1 判断题1.公差可以认为是允许零件尺寸的最大偏差。
(×)2.只要两零件的公差值相同,就可以认为它们的精度要求相同。
(×)3.基本偏差用来决定公差带的位置。
(√)4.孔的基本偏差为下偏差,轴的基本偏差为上偏差。
(×)5.30f7与30F8的基本偏差大小相等,符号相反。
(√)6.30t7与30T7的基本偏差大小相等,符号相反。
(×)7.孔、轴公差带的相对位置反映配合精度的高低。
(×)8.孔的实际尺寸大于轴的实际尺寸,装配时具有间隙,就属于间隙配合。
(×)9.配合公差的数值愈小,则相互配合的孔、轴的公差等级愈高。
(√)10.配合公差越大,配合就越松。
(×)11.轴孔配合最大间隙为13微米,孔公差为28微米,则属于过渡配合。
(√)12.基本偏差a~h与基准孔构成间隙配合,其中a配合最松。
(√)13.基孔制的特点就是先加工孔,基轴制的特点就是先加工轴。
(×)14.有相对运动的配合选用间隙配合,无相对运动的均选用过盈配合。
(×)15.不合格的轴孔装配后,形成的实际间隙(或过盈)必然不合格。
检具公差标准

中华人民共和国国家标准一般公差未注公差的线性和角度尺寸的公差General tolerancesTolerances for linear and angular dimensions without individual tolerance indicationsGB/T 1804—2000 eqv ISO 2768-1:1989代替 GB/T 1804-1992GB/T 11335-19891 范围本标准规定了未注出公差的线性和角度尺寸的一般公差的公差等级和极限偏差数值。
本标准适用于金属切削加工的尺寸,也适用于一般的冲压加工的尺寸。
非金属材料和其他工艺方法加工的尺寸可参照采用。
本标准仅适用于下列未注公差的尺寸:a)线性尺寸(例如外尺寸,内尺寸,阶梯尺寸,直径,半径,距离,倒圆半径和倒角高度);b)角度尺寸,包括通常不注出角度值的角度尺寸,例如直角(90°);GB/T 1184提到的或等多边形的角度除外;c)机加工组装件的线性和角度尺寸。
本标准不适用于下列尺寸:a)其他一般公差标准涉及的线性和角度尺寸;b)括号内的参考尺寸;c)矩形框格内的理论正确尺寸。
2 引用标准下列标准所包含的条文,通过在本标准中引用而构成为本标准的条文.本标准出版时,所示版本均为有效。
所有标准都会被修订,使用本标准的各方应探讨使用下列标准最新版本的可能性。
GB/T 1800.l—1997 极限与配合基础第l部分:词汇GB/T 1184—1996 形状和位置公差未注公差值(eqv ISO 2768-2:1989)GB/T 4249—1996 公差原则(eqv ISO 8015:1985)GB/T 6403.4—1986 零件倒圆与倒角3 定义3.1 本标准采用GB/T 1800.1 给出的有关术语和定义。
3.2 一般公差 general tolerances指在车间通常加工条件下可保证的公差。
采用一般公差的尺寸.在该尺寸后不需注出其极限偏差数值。
检具公差标准
中华人民共和国国家标准一般公差未注公差的线性和角度尺寸的公差General tolerancesTolerances for linear and angular dimensions without individual tolerance indicationsGB/T 1804—2000 eqv ISO 2768-1:1989代替 GB/T 1804-1992GB/T 11335-19891 范围本标准规定了未注出公差的线性和角度尺寸的一般公差的公差等级和极限偏差数值。
本标准适用于金属切削加工的尺寸,也适用于一般的冲压加工的尺寸。
非金属材料和其他工艺方法加工的尺寸可参照采用。
本标准仅适用于下列未注公差的尺寸:a)线性尺寸(例如外尺寸,内尺寸,阶梯尺寸,直径,半径,距离,倒圆半径和倒角高度);b)角度尺寸,包括通常不注出角度值的角度尺寸,例如直角(90°);GB/T 1184提到的或等多边形的角度除外;c)机加工组装件的线性和角度尺寸。
本标准不适用于下列尺寸:a)其他一般公差标准涉及的线性和角度尺寸;b)括号内的参考尺寸;c)矩形框格内的理论正确尺寸。
2 引用标准下列标准所包含的条文,通过在本标准中引用而构成为本标准的条文.本标准出版时,所示版本均为有效。
所有标准都会被修订,使用本标准的各方应探讨使用下列标准最新版本的可能性。
GB/T 1800.l—1997 极限与配合基础第l部分:词汇GB/T 1184—1996 形状和位置公差未注公差值(eqv ISO 2768-2:1989)GB/T 4249—1996 公差原则(eqv ISO 8015:1985)GB/T 6403.4—1986 零件倒圆与倒角3 定义3.1 本标准采用GB/T 1800.1 给出的有关术语和定义。
3.2 一般公差 general tolerances指在车间通常加工条件下可保证的公差。
采用一般公差的尺寸.在该尺寸后不需注出其极限偏差数值。
技能认证铣工初级考试(习题卷8)
技能认证铣工初级考试(习题卷8)第1部分:单项选择题,共189题,每题只有一个正确答案,多选或少选均不得分。
1.[单选题]环境保护法的基本原则不包括( )。
A)预防为主.防治结合B)政府对环境质量负责C)开发者保护.污染者负责答案:C解析:2.[单选题]基本偏差为( )与不同基本偏差的轴的公差带形成各种配合的一种制度称为基孔制。
A)不同孔的公差带B)一定孔的公差带C)较大孔的公差带D)较小孔的公差带答案:B解析:3.[单选题]宏程序中大于的运算符为( )(FANUC系统、华中系统)。
A)LEB)EQC)GED)GT答案:D解析:4.[单选题]淬硬深度从理论上讲是全淬成( )的深度A)马氏体B)托氏体C)贝氏体D)珠光体答案:A解析:5.[单选题]数控机床电池更换应在:( )A)开机时更换B)关机时更换C)没电时更换D)四年换一次答案:A解析:6.[单选题]用面铣刀加工平面每刀切削宽度比较好的选择是( )。
A)满刀切削答案:B解析:7.[单选题]加工孔中间的环形槽时,宜采用的加工方法为( )。
A)铰削B)镗削C)插补铣削D)钻削答案:C解析:8.[单选题]成形车刀磨损后多数利用( )刃磨。
A)人工B)专用工装及磨具C)砂轮机.D)万能工具磨床答案:D解析:9.[单选题]箱体零件重要孔和主要平面粗糙度会影响连接面性质或接触刚度,一般要求主轴孔表面粗糙度Ra为()。
A)0.4mB)1.6mC)3.2mD)0.63m答案:A解析:10.[单选题]箱体上中等尺寸的孔常采用()精加工。
A)钻-扩-拉B)钻-镗C)钻-铰D)钻-扩-铰答案:B解析:11.[单选题]若组成运动副的两构件间的相对运动是移动,则称这种运动副为( )。
A)螺旋副B)移动副C)转动副D)球面副答案:B解析:12.[单选题]数控铣床中的进行刀具长度补偿及取消的指令是( )(FANUC系统、华中系统)。
A)G40、G41、G42B)G43、G44、G49C)G98、G99D)G96、G9713.[单选题]铣床的一级保养是在机床运转( )h以后进行的。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
4.1.2.3 对称度 关于对称的,但非旋转对称的结构要素的一般公差,取表 5。如果对称结构要素是旋转对称 的,而并非其他对称的,那么,这种一般公差也是适用的。
在对称度公差情况下,较长的结构要素被视作参考要素。这适用于能彼此设定为参考的所
有结构要素。如果二个结构要素具有相同的名义尺寸,那么,其中每一个都可作参考要素
-
m (中等)
±0.1 ±0.1 ±0.2 ±0.3 ±0.5 ±0.8 ±1.2 ±2 ±3 ±4
g (粗糙)
±0.15 ±0.2 ±0.5 ±0.8 ±1.2 ±2 ±3 ±4 ±5 ±6
sg (最粗)
- ±0.5 ±1 ±1.5 ±2 ±3 ±4 ±6
1) 在名义尺寸小于 0.5mm 情况下,在名义尺寸处直接标注偏差。
4.1.2 位置的一般公差 4.1.2.1 平行度 从直线度或者平面度的一般公差(参见第 4.1.1.1 节)或者从平行线或平行面偏差尺寸二者中
较大的那一个,求得平行度误差的限制。
此时,二个结构要素中较大的一个作为参考要素。如果二个结构要素具有相同的名义尺寸,
那么,每一个都可作参考要素之用。如果出于功能原因,参考要素的这种规定不允许使用,
度)(参见表 2); b) 角度尺寸(参见表 3),不仅标注的,而且常规不标注的角度尺寸,例如,90º角或者规则
多边形; c) 通过加工组合的零件产生的长度和角度尺寸; d) 未设有单独标注形状和位置公差的结构要素。 2.2 本标准的一般公差不适用于: a) 单独说明公差的线性和角度尺寸以及结构要素; b) 在图纸中或者在附属资料中说明了有关一般公差其他标准的线性和角度尺寸以及结构
一般公差线性和角度尺寸,形状和位置的公差 (不适用于新设计) DIN 7168-1991
替代 DIN 7168 部分 1/ 81.05 和 DIN 7168 部分 2/ 86.07 不适用于新设计!DIN ISO 2768 第 1 部分和第 2 部分适用。也可参见第 1 节和解释。
1 目的 本标准旨在使多数现存的图纸引用 DIN 7168 中的一般标准,也借此进一步让本标准的用户 理解与明白,对于新设计而言,应该采用 DIN ISO 2768 的第 1 和第 2 部分。 2 应用范围 如果对于特殊生产方法来说,没有其他标准适用于其一般公差,那么,本标准的一般公差 可应用于通过切削加工方法生产的零件。 如果在图纸中或者附属资料(例如,供货条件)中,已提示应用本标准的第 5 节,那么,这种 一般公差是有效的。 如果在其他标准中规定了特殊公差(参见第 7 页),那么,应该在图纸或者附属资料中标示本 标准。如果在技术文件中有关一般公差指示多个标准,那么,在存有疑问的情形中,有关 线性和角度尺寸的公差适用本标准。 对于毛坯件(例如,铸造坯件,锻造坯件)处于未加工与已加工的面之间的尺寸而言,如果未 就公差给出单独说明,那么,如果尺寸较大,在有关标准中就毛坯件规定的一般公差也是 适用的。然而,按照 DIN 7168 规定的一般公差,原则上适用于 2 个已加工的面之间的尺寸。 如果其中没有或者不充分标示一般公差,那么,未标注线性或者角度尺寸公差的技术资料 是不完整的。 2.1 本标准的一般公差适用于: a) 线性尺寸,例如,外、内、凸缘尺寸、直径、间距尺寸(参见表 1),半径与斜边高度(斜
那么,必须按照 DIN ISO 1101,单独给出平行度公差。 附注:如果带有匹配平面,包容条件是适用的,那么,应该按照 DIN ISO 8015,用符号 标
记尺寸,例如,30 或者 30 h7 。
4.1.2.2 垂直度和倾斜度 关于垂直度和倾斜度的一般公差未作规定。能应用角度尺寸的一般公差取而代之(参见第 3.2 节)。
参考要素的规定不允许使用,那么,必须按照 DIN ISO 1101,单独给出径向跳动公差。
4.1.2.6 端面跳动公差 表 6 给出了端面跳动公差的一般公差。 在端面公差一般公差情况下,如果把这标记为轴径,那么,轴径被视作参考要素。否则,
每个旋转对称的结构要素都能作参考要素之用。
表 6. 径向跳动公差和端面跳动公差的一般公差
工业实践中,这种限制几乎都不能遵循,因为它在功能上很少是必需的。
4.2.2.3 对称度 表 7 的数值适用于非旋转对称的工件-结构要素的对称度公差。如果在设定的工件-结构要 素情况下,存在旋转对称的和其他非旋转对称的,那么,这种对称度公差也是适用的。
表 7.非旋转对称工件结构要素的对称度 一般公差
公差等级 0.21) 0.11)
公差等级
径向跳动公差和端面跳动公差公差 mm
R
0.1
1
4.2 按照 DIN 7167,“图纸未标注包容条件”规定公差原则
4.2.1 形状的一般公差 形状的一般公差未作规定。倘若没有给出单独的形状公差,那么,借助于尺寸公差,以下
是所有形状误差的限值:
在轴处,其结构要素的表面不允许超过带有 最大尺寸的几何理想形状(圆柱体)。此外, 在任何部位的实际尺寸不允许低于最小尺 寸。 附注:用过端环规,测量带有最大尺寸的圆
柱体。 在孔处,其结构要素的表面不允许低于带有 最小尺寸的几何理想形状(圆柱体)(包容条 件)。此外,在任何部位的实际尺寸不允许 超过最大尺寸。 附注:用过端环规,测量带有最小尺寸的圆
柱体。
4.2.2 位置的一般公差 4.2.2.1 平行度 第 4.2.1 节中的规定,大致上适用于平行度公差。 4.2.2.2 垂直度和倾斜度 关于垂直度和倾斜度的一般公差未作规定。可用角度尺寸的一般公差取而代之(参见第 3.2 节)。 附注;按 FH 规则:即垂直度误差 –在直角坐标系中测量 - 应该位于尺寸公差之内。但在
公差等
用于名义尺寸范围(mm)
级
≤6
6~30
30~120 120~400 400~1000 1000~2000 2000~4000 4000~8000 ≥8000
R
0.004 0.01 0.02 0.04 0.07
0.1
-
-
-
S
0.008 0.02 0.04 0.08 0.15 0.2
0.3
0.4
-
附注:对于带有形状误差的工件,把直线或者平面最小条件情况下,构成角度的二条边,
用作确定角度(最小条件的确定参见 DIN ISO 1101)。
表 3. 关于角度尺寸的上下偏差
公差等级
≤10
关于短边名义尺寸范围角度单元中的偏差,mm
10~50 50~120 120~400
≥400
f (精密) m (中等)
公差等级
对称度公差 mm
R
0.3
S
0.5
T
1
U
2
4.1.2.5 径向跳动公差 表 6 给出了径向跳动公差的一般公差。在径向跳动公差一般公差情况下,如果把这标记为 轴颈,那么,轴径被视作参考要素。否则,较长的结构要素被视作参考要素。如果二个结
构要素具有相同的名义尺寸,那么,其中每一个都可作参考要素之用。如果因功能原因,
表 1. 关于线性尺寸,外半径和斜边高度极限(斜度)的上下偏差
公差等级
0.51)
3
~
~
3
6
关于名义尺寸(mm)范围的偏差(mm )
6
30 120 400 1000 2000 4000 8000
~
~
~
~
~
~
~
~
30 120 400 1000 2000 4000 8000 12000
f (精密)
±0.05 ±0.05 ±0.1 ±0.15 ±0.2 ±0.3 ±0.5 ±0.8 -
12000 ~
16000
±5 ±7 ±12
16000 ~
20000
±6 ±8 ±12
120~400 ±4 ±8
图1
图2
3.2 角度尺寸
与线性的实际尺寸无关,角度尺寸的一般公差都是有效的,也就是说,不仅在带有最大材
料尺寸的工件情况下,而且在带有最小材料尺寸的工件情况下,都允许出现角度误差。上
下偏差并不限制某个角度构成边或者面的形状误差。
T
0.025 0.06 0.12 0.25 0.4
0.6
0.9
1.2
1.8
U
0.1 0.25 0.5
1
1.5
2.5
3.5
5
7
4.1.1.3 圆柱度
圆柱度的一般公差不予规定。
附注:如果在与圆柱面配合的时候,包容条件应该是适用的,那么,应该按照 DIN ISO 8015, 用符号 标记尺寸,例如,Ø25 或者 Ø25 H7 。
之用。如果因功能原因,参考元素的规定不允许使用,那么,必须按照 DIN ISO 1101,单
独给出对称度公差。
4.1.2.4 同轴度 关于同轴度的一般公差未作规定。在特殊情形中,同轴度公差能与表 6 中给出的径向跳动
公差值一样大,这是因为径向跳动公差由同轴度误差和圆度误差构成。
表 5. 对称度的一般公差
定的一般公差。在这种情况下,适用于形状和位置的一般公差与工件结构要素的实际尺寸
无关。为此,必须遵守所确定的每个公差。因此,在普遍带有最大材料尺寸的情况下,也
允许使用此种形状和位置的一般公差。另外,配合需要满足在图纸中特殊说明的受约束的
包容条件(参见解释)。
4.1.1 形状的一般公差
4.1.1.1 直线度和平面度
要素; c) 在括号中存在的辅助尺寸(参见 DIN 406 第 2 部分); d) 按照 DIN ISO 1101,矩形框的理论尺寸; e) 度盘位置处的角度尺寸; f) 轴线交叉形成直线之间的未标注的 90º角; g) 通过零件组合形成的线性和角度尺寸; h) 在图纸中基于半成品说明未做切削加工的结构元素。 1) 加工工艺的概念参见 DIN 8580 (目前仍是草案) 3 关于线性和角度尺寸的一般公差 3.1 线性尺寸