西门子PLC在集中控制系统中的应用
S7系列PLC与和利时DCS系统通讯的设计

S7系列PLC与和利时DCS系统通讯的设计摘要:西门子S7-300/400系列PLC广泛应用于化工、冶金等多种行业,是常见的主流PLC。
和利时MACSV系列DCS(集散控制系统)主要应用于发电厂、化工厂控制系统。
本文根据实际应用情况,在循环发电机组设计基于Step7编程软件和MACSV组态软件的通讯。
通过S7系列PLC与和利时MACSV系列DCS系统通讯的实现,可将现场一些小控制系统融入到和利时DCS系统中,统一画面风格和操作流程。
机组操作人员不需要在多个控制系统间来回切换操作,降低了操作难度,减少了误操作情况,同时提高了工作效率。
关键词:S7-300/400;Profibus-DP通讯;和利时DCSDesign of communication between S7 PLC and Hollysys DCS systemWang yun chao(Shouqian pision, Beijing Shougang Automation & Information Technology CO. Ltd. Qian‘an 064400)Abstract:Siemens S7-300 / 400 series PLC is widely used in chemical industry, metallurgy and other industries. It is a common mainstream PLC. Hollysys MACV series DCS is mainly used in power plant control system. According to the actual application, this paper designs the communication based on STEP7 programming software and macvs configuration software. Communication between S7 Series PLC and Hollysys macvs series DCS system is realized. Some small on-site control systems can be integrated into Hollysys DCS system to unify the picture style and operation process. The unit operator does not need to switch back and forth between multiple control systems, which reduces the difficulty of operation, reduces misoperation, and improves the work efficiency.Key words: S7-300/400; Profibus-DP communication;Hollysys DCS0前言一套工厂设备的运行常常会使用多种控制系统,系统之间的融合更有利于维护和操作人员使用。
浅谈西门子PLC在电气设备控制中的应用研究

化. 通过高压气体吹散 高压 水雾化 . 雾化 喷嘴开孔可 达到 5毫米而不 减弱雾化 效果。由于雾化 喷嘴开孔大 . 因而很好 的解决 水 中杂质堵塞 喷枪的问题。控 制系统则采用西 门子 S 7 — 2 0 0 P L C作为控制系统核心 部件 . 使 控制系统更加 稳定可靠 的适应工业 现场应 用 控制系统通过 磨机联锁 、 缺水 保护 、 断气保护等措施保证喷雾 系统运行的可靠性 通 1 . 西门子 S 7系 列 P L C 的特 点 西门子s 7 — 2 0 0 P L C在实时模式下具有速度快 .具有通讯功能和较 过变频器调整高压水泵运行频 率 . 采用 P I D控制算法实现 出磨物料温 高的生产力的特点 一致 的模块化设计促进 了低性能定制产品 的创造 度 的精准控制 。 3 . 2西门子 ¥ 7 3 0 0 P L C在双电梯联动控制系统中的应用 和可扩展性的解决方案.来 自 西 门子的 ¥ 7 - 2 0 0 微型 P L C 可以被当作独 近年来 .随着建筑业 的蓬勃发展 . 高层 建筑和智能化建筑 的不 断 立的微型P L C解决方案或与其他控制器相结合使用 而超小型的西门子 ¥ 7 4 0 0 HP L C 更具有以下四个方面特点 : ( 1 ) 体积小 、 重量轻。超小型的西 涌现 . 人们对 电梯提 出了越 来越高 的要求 , 单台 电梯往 往不能满足建 这时候就需要合理安装多台电梯来缓解 电梯运行 门子 ¥ 7 4 0 0 H P L C 底部尺寸< 1 0 0 m m, 重量< 1 5 0 g , 其功耗仅为数瓦。 由于 筑物 内的交通需要 . 因此 电梯群控系统应运而生 与此同时 . 随着 自动化技 术的快 其体积小 , 很 容易装入机械 中 , 便于机 电一 体化的实现 : ( 2 ) 实用 性普 的压力 . 也极大地促 进了电梯控制技术 的进步 . 大量先进 的控制 技术 遍。西 门子 ¥ 7 4 0 0 H P L C可适用于各种规模的电气控制场合 , 除 了基本 速发展 . 的逻辑处理功能之外 .当前 大多西 门子 ¥ 7 4 0 0 H P L C具有数据运算能 应用 于电梯群控 系统 .使得电梯群控 系统的控制特性 得到很大 的改 力, 并 可应用于数字控制领域 中: ( 3 ) 抗干扰能力强 由于西门-  ̄ ' ¥ 7 4 0 0 H 善 。目前 国内已经设计出了一套 P L C双 电梯联动控制系统 . 该系统主 L C 、 变频器 、 控制 箱 、 显示器 、 曳引电动机组 成的交流变频 调速 P L C 采用 了现代化的大规模集成电路技术 . 在 内部电路、 生产工艺等方 要 由 P v a f a b l e V o h a g e Va r i a b l e F r e q u e n c y , 简称 V V V 。通过一 台 P L C 面均采取先进的抗干扰处理技术 . 具有较高 的可靠性 另外 .西门子 系统f ¥ 7 4 0 0 HP L C还 自 备硬件故障 自 动检测功能 . 一旦 出现故障即可发出警 去控制两 台电梯运行的方式 .可以省去两 台可编程控制器之 间的相互 报; ( 4 ) 应用简单 、 普遍。西门子 ¥ 7 4 0 0 H P L C作为直接面向企业的工控设 通信 , 从而使得控制系统 的可靠性更高 . 结构显得更加紧凑 3 - 3西门子 S 7 4 0 0 P L C在机床等工业生产 中的应用 备, 具有接 口 容易 、 编程语言易于被工程技术人员接受并理解等特 。 西门子 ¥ 7 4 0 0型 P L C的应 用则更为广泛 .主要包括开关 量逻辑 2 . 西 门子 S 7系列 P L C的基本工作过程 模拟量的控制 、 集 中控制 、 分散控制和运 动控制等方 面 . 具体 西门子 s 7 系列 P L C及相关外围设备 的设计原则应满足“ 与工业控 的控制 、 制系统为一个整体 、 方便 功能扩展 ” , 所有 的电气 控制系统的实现都是 表现为 : ( 1 ) 开关 量逻辑 的控制 . 这是 西 门子 ¥ 7 4 0 0 H P L C控 制技术 中最 根据 工艺要 求 , 最终提高 生产效率及产 品质量 因此 . 在设计西 门子 最广泛的应用领域。 替代了传 统的继 电器 电路 . 并 同时实现顺序 s 7系列 P L C控制系统 时. 应满足被控对 象的基本要求 . 并对实 际工作 基本、 既适用于单 台设备的控制 . 也可 以应用 于 自动化流 现场进行研究 、 收集资料 . 并实现设计 人员与操作人员 的密切配合 . 共 控制及逻辑控制 . 如生产线、 组合 机床、 磨床 、 镗床 和龙 门刨床等 。 同拟定可操作方案 , 对可能潜在的问题进 行共同分 析、 共 同解决 并在 水线中 , ( 2 ) 控制模拟量。 在实际工业生产过程 中, 会 出现很多连续变化的物 满足各方 控制要 求的前提下 , 考虑控制 系统的简单性 与经 济性 . 方便 理量, 如温度 、 速度 、 流量 、 液位、 压力等模拟量。 这些模拟量可通过数字量 后期 的使用及维修 , 并确保电气控制的安全性、 稳定性 。 / A转换和 A / D转换得 以实现 . 确保编程器对模拟量实现处理。 例如 , 西 门子 ¥ 7 4 0 0 H P L C在电气 控制中的基本工作 过程为 : ( 1 ) 之间 D ( 3 ) 集中式控制系统。集中式控 制系统主要 采用一 台功能较强大 现场信息 的输入 : 在系统软件的控制下 . 按照顺序对输入点进行扫描 . 7 4 0 0 H P L C监视系统 、 对 多个设 备进行控制 . 已形成“ 中央 并读取输人点 的状态 。 ( 2 ) 程序的执行 : 对用户程序中的指令按顺 序扫 的西 门子 ¥ 的计算机控制体系。在该 项系统 中 . 每个设备之间 的连锁 、 联 描, 并根据输入 的状态及指令进行逻辑性运算 。( 3 ) 控制信号 的输 出 : 集 中式” 7 4 0 0 H P L C 来统一完成 可 根据以上逻辑运算 的结果 . 输 出状态寄存器 向各个输 出点 同时发出相 络关系 以及运行顺序等都 由中央西门子 ¥ 集 中式控制系统 比单机控制系统的成本低 . 更经济实惠 但 如果其 应 的信号 . 以实现所需 的逻辑控制 功能 以上过程完 成后 . 再重 新开 见 , 7 4 0 0 H 始, 并 反复执行 , 每执行一次 即完成一个扫描周期 。在实 际应用 时 . 很 中一个控制对象 的程序需要做 出改变 .就要停止 中央西 门子 ¥ L C的控制 . 同时其他控制对 象也 随之停止运行 多机械设备 的工作流程 可分为一系列 不断重 复的顺序 动作 .而 西门 P ( 4 ) 分散控制系统 。 在分散控制系统 中, 每一个控制对象 都需要设 子¥ 7 4 0 0 H P L C的工作程 序恰 与其相似 . 因此西 门子 ¥ 7 4 0 0 H P L C程 7 4 0 0 H P L C .每 台西 门子 ¥ 7 4 0 0 H P L C之间能通过信 序能很 好 地与 机器 动作 相 对应 , 且 程序 的编 制 简单 、 直观 . 易 于修 置一 台西 门子 ¥ 号 的传递 而产 生 内部 响应 、 发令或连锁 等 . 或者可 由上位机通过数 据 改, 减少 了开 发软件 的费用 , 并缩短软件开 发周期 。 通信总线完成通信任务 。 分散控制系统 中采取多台机械生产线控制的 3 . 西门子 S 7系列 P L C在 电气控制 中的应用 方式. 每条 生产线之 间都 有数据相连接 . 由于每个 控制对象都 是由 自 3 . 1 西 门子 ¥ 7 2 0 0 P L C 在球磨机降温系统 中的应用 7 4 0 0 H P L C来控制 .所 以如果某 台西 门子 ¥ 7 4 0 0 H P L C 球磨机是 目 前使 用最广泛 的粉磨设备 . 由于粉磨 过程产 生大量 身的西门子 ¥ 运行停 止 . 对其他西 门子 ¥ 7 4 0 0 H P L C不会产生影响 的热量 . 导致磨 内温度升高 . 从而 引起 出磨 水泥温度超 限 . 使 石膏脱 ( 5 ) 运 动控制。西门子 ¥ 7 4 0 0 H P L C能够对 圆周运动或者 直线运 水、 水泥产生 假凝现象 , 严重影 响水泥 的质量 、 储存 、 包装 、 运输 和�
西门子PLC,DCS,SCADA三者的区别与联系
随着工业互联网的飞速发展,PLC/DCS/SCADA三款控制产品被各大企业所应用,如何选择PLC/DCS/SCADA控制系统,成为企业的关键性问题。
下面跟大家一起分享一下西门子PLC,DCS,SCADA三者的区别与联系。
狭义的说,DCS主要用于过程自动化,PLC主要用于工厂自动化(生产线),SCADA主要针对广域的需求,如油田,绵延千里的管线。
如果从计算机和网络的角度来说,它们是统一的,之所以有区别,主要在应用的需求,DCS常常要求高级的控制算法,如在炼油行业,PLC对处理速度要求高,因为经常用在联锁上,甚至是故障安全系统;SCADA也有一些特殊要求,如振动监测、流量计算、调峰调谷等,SCADA是调度管理层,DCS是厂站管理层,PLC是现场设备层。
西门子PLC,即可编程控制器,适用于工业现场的测量控制,现场测控功能强,性能稳定,可靠性高,技术成熟,使用广泛,价格合理。
DCS系统,即集散控制系统,属90年代国际先进水平大规模控制系统。
它适用于测控点数多、测控精度高、测控速度快的工业现场,其特点是分散控制和集中监视,具有组网通讯能力、测控功能强、运行可靠、易于扩展、组态方便、操作维护简便,但系统的价格昂贵。
SCADA系统,即分布式数据采集和监控系统,属中小规模的测控系统。
它集中了PLC系统的现场测控功能强和DCS系统的组网通讯能力的两大优点,性价比高。
SCADA、DCS是一种概念,PLC是一种产品,三者不具可比性。
PLC是一种产品,由它可以构成SCADA、DCS。
DCS是过程控制发展起来的,PLC是继电器—逻辑控制系统发展起来的,PLC是设备,DCS、SCADA是系统。
DCS与西门子PLC的区别要点:1、DCS是一种“分散式控制系统”,而西门子PLC(可编程控制器) 只是一种控制“装置”,两者是“系统”与“装置”的区别。
系统可以实现任何装置的功能与协调,西门子PLC装置只实现本单元所具备的功能。
2、在网络方面,DCS网络是整个系统的中枢神经,它是安全可靠双冗余的高速通讯网络,系统的拓展性与开放性更好。
西门子PLC在烟草制丝机电集控上的应用
2021年6月第24卷第12期中国管理信息化China Management InformationizationJun.,2021Vol.24,No.120 引 言机电集控主要反映在柔性生产、智能制造和其他生产自动化应用中。
近年来,随着烟草制丝相关技术不断提升,各个工序关键参数要求越发严格,自动化设备被广泛用于满足监控站点不断变化的需求,通过精准化、智能化生产最终实现烟草工厂的高度自动化是社会发展的必然趋势。
1 国内烟草制丝机电集控应用现状目前,烟草制丝工艺根据关键工序不同,分成各个关键工序段,一般每个关键工序段由一台对应核心设备、数台辅连设备以及数台测量设备组成。
每个工序段之后,由对应烟草贮柜贮存该工序烟草物料,并为下一工序提供烟草物料。
传统机电集控一般只负责单一工序内的集成控制。
首先,单个关键工序内,以烟丝烘干工序为例,可编程控制器(Programmable Logic Controller,PLC)只需保证核心设备烘丝机自身稳定运行,对于进、出口水分仪以及出口温度仪的测量参数,通过通信模块连接后,只需将传输接收到的参数加以显示。
但受限于西门子PLCS7-400系列PLC的硬件条件,其很少将上述参数采集并参与烘丝机控制。
其次,工序与工序之间,以贮柜为标准进行分割,互相只传递进、出柜时间,贮柜烟叶重量、贮柜牌号、贮柜批次号不参与闭环控制。
最后,中控与工序之间,传统烟草制丝中控单一工序设备由对应单一监控系统控制,对应数据参数也只能由该监控系统采集,监控系统之间互不关联,该控制方式使得生产过程中的数据采集及分析有较大的不可控性。
上述三点为传统烟草制丝集控存在的问题,其核心均在于PLC的运算速率和通信扩展能力受限。
因此,使用新一代的西门子PLC是提高烟草制丝效率和质量的必然趋势。
2 工序段内烟草制丝设备的应用以某烟草制丝生产线烟叶预处理段为例,该工序段由一台西门子S7-1516PLC进行控制,且该段编程平台基于TIA博途软件,并集成应用于可视化设备WinCC,实现编程控制与监控一体化。
浙大中控JX-300XP和西门子S7-300PLC间数据通讯
浙大中控JX-300XP和西门子S7-300PLC间数据通讯摘要:随着MODBUS协议的广泛引用,不同控制系统间的数据交换成为现实。
本文根据实际生产实践的应用,详细介绍了浙大中控JX-300XP系统和西门子S7-300可编程控制器在两个装置间进行MODBUS通讯的实例。
通过这个例子,介绍了MODBUS相关知识。
关键词:MODBUS S7-300浙大中控JX-300XP DCS引言:随着化工生产规模的不断扩大,系统的划分也向着单元化和分散化发展。
不同生产装置单元之间,所采用的自动控制系统也不尽相同,但为了满足生产工业的要求,使不同控制系统之间可以进行通讯,以满足工艺操作人员对相关技术参数和数值的监控,完成生产的整体任务。
就需各不同系统间有这样一种介质,可以实现两者或多这之间的数据通通讯,这种介质就是通讯协议。
MODBUS是进行工业自动化控制所经常使用的一种协议。
它具有良好的通讯性能,主要表现在数据传输的速度上,和传输距离方面,以及通讯数据的可靠性上。
它增强了工业控制的灵活性更加,使不同系统间的数据通讯得以实现。
浙大中控的JX-300XP系统,目前是国内自主研发的先进控制系统之一。
由于其价格便宜,系统性能佳稳定,以及人机界面设计比较友好,在国内工业生产自动化系统控制领域有这较为广泛的应用,目前已经应用在电力、钢铁制造业、化工生产、石油石化企业。
我厂采用两套浙大中控的DCS控制系统,都和其他系统之间进行通讯,在使用当中发现效果良好,可以满足生产工艺的要求。
我厂空分制氮工序采用的是浙大中控的JX-300XP系统作为整个工艺的控制系统,在实际工艺操作中,需要监控两台透平压缩机的数据,这两台透平压缩机采用的是西门子的S7-300PLC进行独立控制。
两者之间距离为15米,为了满足工艺的需求,并保证通讯畅通,我们决定采取MODBUS通讯协议进行通讯。
一、MODBUS协议简介Modbus协议是应用于电子控制器上的一种通用语言。
浅谈西门子PLC在神华宁煤集团太西选煤厂二分区中的应用
故障处理 组织块 ;0 B 8 5 为程序循 环错误故障处 理组织块 : 0 B 8 6 为机架故障处 理组织块 ;0 B 8 7 为通讯错误 故障处理组
织块 ;O B I O 0 为暖 启动组 织块 ;O B I O I 为 热启动 组织 块 ;
48
O B 1 2 1 为编程错 误处理组织块 ;0 B 1 2 2 为访 问错误处理 组织
监控 。在 密控室放置 工控机和显 示器 ,用于 实现旋流器压 力 的 自动调节 ( 需要介质 泵转速可 调节 )和密度 的 自动调 节 。重介旋流 器入料管路 上设置压 力传感器 ,以此调节重
1 . 1 P L O 系统检测控制的主要内容
( 1 )6 个 原煤仓和3 个产品仓 的仓 位,各个 物料 桶的液 位信 号; ( 2 )设备的带 电信号、运行信号:各个分站可 以
的合 格产品和提 高生产效率 ,在洗煤过程 中必须控制 一些
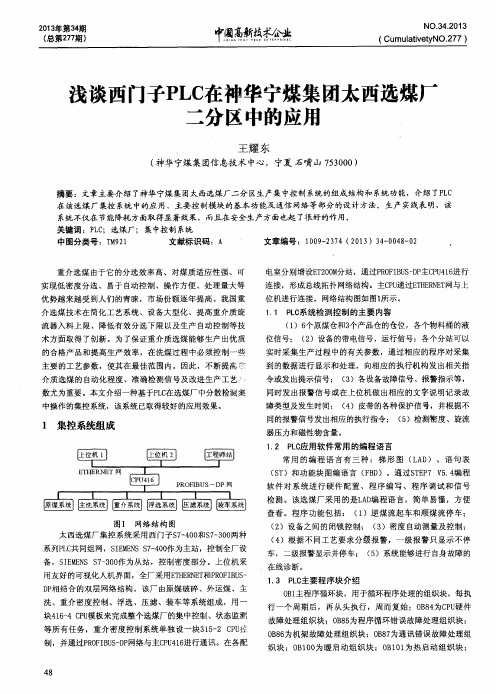
主要 的工艺参数 ,使其在最佳 范围 内。因此,不断提 高 介质 选煤的 自动 化程度 、准确 检测信 号及改进生产 工艺 0 数尤 为重要。本文 介绍一种基 于P L C 在选煤厂 中分散检测集
2 0 1 3 年第3 4 期
( 总 第 2 7 7 期 )
中阖高 新技末佘业
l =HI … I P 1 T£c E} | t£… I s£;
NO. 3 4. 2 0 1 3
( C u mu I a t i V e t y N O. 2 7 7)
浅谈西门子P L C 在神华宁煤集团太西选煤厂 二分 区中的应用
.
重介 选煤 由于 它的分选效 率高 、对煤质 适应性 强、可 实现 低密度分 选、易于 自动控 制 、操作 方便 、处 理量大等
DCS技术在选煤厂集中控制系统中的研究与应用
DCS技术在选煤厂集中控制系统中的研究与应用发布时间:2021-08-06T16:10:03.497Z 来源:《基层建设》2021年第13期作者:王红勇[导读] 摘要:近年来,我国对煤矿资源的需求不断增加,选煤厂建设越来越多。
山东电力建设第三工程有限公司山东青岛 266100摘要:近年来,我国对煤矿资源的需求不断增加,选煤厂建设越来越多。
在洗煤厂工作过程中,集中控制系统如果出现问题,不仅会影响到洗煤厂的正常运行,同时也很可能对相关工作人员造成伤害。
所以,在当前很多洗煤厂集中控制中,都将DCS系统进行了合理应用,并通过该系统有效解决了洗煤厂集中控制的相关问题。
本文以某洗煤厂为例,对DCS系统在洗煤厂集中控制中的应用进行分析。
关键词:洗煤厂;集中控制;DCS系统;应用分析引言现阶段,选煤厂的选煤系统都是通过人工来操作控制的,系统的自动化程度较低,而且不能做到对现场设备的统一有效管理,大大降低了选煤的效率,潞安某选煤厂的处理能力是6.0Mt/年,集中控制系统承担原煤处理、重介质分选、装车等任务,系统结构复杂、涉及环节较多,随着工艺设备的改进,单纯依靠人工操作的控制系统已经不能满足生产的需要,一些先进的计算机、传感器等技术的发展,更是推动选煤控制系统朝着智能化、集成化的方向发展。
1DCS控制系统1DCS分散控制系统,系统通过微处理器为控制核心,可实现分散与集中的操作与控制,同时具备分布式与协同的新型控制系统。
其设计思想突出了以分层多级、协同合作的方式实现多点分散控制与处理,同时达到集中的管理与操作,是以微处理器为控制核心,分布式控制功能、集控式操作、兼顾分而自治和综合协调的设计原则的新一代仪表控制系统。
DCS的基本设计框架采用控制分散、操作和管理集中的基本设计思想,多层分级递阶控制、自治且合作的结构形式,分散的控制可以发挥灵活性,而集中的管理与操作又可以实现统一部署、调度,提高了可操控行,另外,DCS最值得选择的一点就是其可靠性,其高可靠性来自硬件与生产工艺、冗余技术及包含容错、故障自检和自动处理等技术的软件设计。
浅谈西门子PLC在电气控制中的应用分析——以立体仓库的数字孪生系统应用为例
伺服电机是控制立体仓库堆垛机 Z 轴升降机构的主体, 再进一步细分,西门子伺服驱动器 V90 是控制系统中的核 心。在整体设计中,PLC 与 V90 之间的通讯任务达成可以经 由多种方式来实现。在 V90 伺服驱动控制系统中,因为存在
中国设备工程 2021.07 (上) 131
Research and Exploration 研究与探索·工艺流程与应用
中国设备工程 China Plant Engineering
浅谈西门子 PLC 在电气控制中的应用分析 ——以立体仓库的数字孪生系统应用为例
韦日祯 (广西机电技师学院,广西 柳州 545005)
摘要:经济社会日渐进步的今天,电气自动化控制技术在越来越多的领域中得到了使用,克服了传统人工控制的弊端, 对加快企业的现代化发展具有重要的意义。但电气自动化控制系统中,西门子 PLC 控制技术的优势非常明显,尤其是在立 体仓库数字孪生系统中,表现出了更好的适应性、可靠性与抗干扰性。基于此,本文详细探析了立体仓库数字孪生系统中 西门子 PLC 控制技术的具体应用,有效提升了控制的效率与精度,未来具有很大的技术发展空间。
(2) 标 准 报 文 1 对 电 机 的 启 停 与 速 度 进 行 控 制, 在 PROFINT PZD 通讯方式下,将控制字 1(STW1)和主设定值 (NSOLL_A)周期性发送给变频器,在此条件下,变频器将 状态字 1(ZSW1)和实际转速(NIST_A)发送给西门子 PLC 中, 如果发送的是控制字 047E(16 进制),则表示停车,反之, 发送控制字 047F(16 进制)则代表的是正常启动。但这种 控制方式下,速度设定值要经由标准化处理。
S7-200西门子PLC基础教程-PLC在变频控制系统中的应用
BOP显示结果
2020/5/15
6
10.2.2 通过基本操作面板控制电机运行
➢
通过变频器操作面板设置可实现对电动机的启动
、正反转、点动、调速控制。
• 1.变频器与电机的连接
➢
MM440变频器与电机接线如图10-2所示,检查
电路正确无误后,合上主电源开关QS。
• 2.参数设置 • (1)恢复出厂值设置 • (2)设置电动机参数
27
参数号 *P0702 *P0703 *P0704 P0725 P1000 *P1080 *P1082 P2200
出厂值 12 9 0 1 2 0 50 0
续表
设置值 0 0 0 1 1 20 50 1
说明 端子DIN2禁用 端子DIN3禁用 端子DIN4禁用 端子DIN输入为高电平有效 频率设定由BOP(▲▼)设置 电动机运行的最低频率(下限频率)(Hz) 电动机运行的最高频率(上限频率)(Hz) PID控制功能有效
说明 用户访问级为专家级 参数过滤显示全部参数 已激活的PID设定值(PID设定值信号源) 由面板BOP(▲▼)设定的目标值(%) 无PID微调信号源 PID设定值的增益系数 PID微调信号增益系数 PID设定值斜坡上升时间 PID设定值的斜坡下降时间 PID设定值无滤波
2020/5/15
29
频率设定 P1001 P1002 P1003 P1004 P1005 P1006 P1007 P1008 P1009 P1010 P1011 P1012 P1013 P1014
2020/5/P115015
表10-6
DIN4 0 0 0 0 0 0 0 1 1 1 1 1 1 1 1
固定频率选择对应表
图10-1 BOP基本操作面板
西门子PLC在楼控系统中的应用
西门子PLC在楼控系统中的应用【摘要】介绍通过siemens的s7-200/300/400系列plc的合理配置、使用,实现s7-200/300/400系列plc在楼控系统中的应用。
【关键词】s7-200/300/400系列plc;profibus-dp;wincc;楼控;ba进入21世纪,信息技术与建筑技术的结合日趋紧密,建筑智能化系统越来越接近和丰富着人们的日常生活。
智能建筑运用先进的计算机技术、控制技术、通讯技术,为使用者与管理者提供了控制功能完善、数据处理方便、显示操作集中、运行安全可靠的建筑设备自动化系统。
通过西门子的s7-200/300/400系列plc的合理配置、使用来实现ba系统的控制,是一种有别于ddc控制系统来实现ba控制的一种全新方式。
现以某项目为例,来介绍通过西门子plc来实现楼控系统。
一、项目情况介绍大楼主楼22层,附楼4层,地下1层。
其中,主楼面积14820㎡,附楼面积15200㎡。
总监控点1551个,主要涉及大楼的空调末端、给排水、电梯、变配电、公共照明、冷热量计费、冷源(冰蓄冷)、热源(水蓄热)。
二、网络构架三、系统介绍1、各系统的监控内容(1)常规空调机组的监控内容●回风温度测量(ai)●设备故障状态监测(di)●设备运行状态监测(di)●设备手/自动状态监测(di)●过滤网阻塞报警信号(di)●设备启停控制(do)●根据回风温度传感器反馈信号来调节空调水管两通调节阀开度,使实际温度趋向设定温度(ao)(2)新风机组的监控内容●送风温度测量(ai)●设备故障状态监测(di)●设备运行状态监测(di)●设备手/自动状态监测(di))●设备启停控制(do)●监测过滤网两侧压差,根据设定值产生阻塞报警信号(di)●根据回风温度传感器反馈信号来调节空调水管两通调节阀开度,使实际温度趋向设定温度(ao)(3)给排水监控内容●水泵过载继电器状态监测,产生故障报警信号(di)●水泵运行状态监测(di)●水泵启停控制(do)●水泵手/自动状态(di)●水池高低水位信号监测(di)●水池超高超低水位报警(di)(4)变配电系统监测内容●监测变压器内部温度,异常时报警(di)●监测高压开关状态及故障状态,异常时报警(di)●监测高压电流、电压、有功功率、频率等参数(ai)●监测低压开关状态及故障状态,异常时报警(di)●监测低压电流、电压、有功功率、频率等参数(ai)(5)电梯系统监测内容●检测电梯的运行状态(di);●电梯运行时间并打印;(6)空调计费系统监测内容●回路的供水温度(ai)●回路的回水温度(ai)●回路的管路实际流量(ai)(7)照明系统监测内容●回路开关状态监测(di)●回路手/自动状态监测(di)●回路开关控制(do)(8)冷热源系统监测内容a、冷却水系统:●冷却水泵、冷却塔等设备的启停●冷却水泵、冷却塔等设备的运行、故障状态●冷却水的回水温度(ai)b、冷冻水系统●冷冻水泵等设备的启停(do)●冷冻水泵等设备的运行、故障状态(di)●冷冻水泵的频率(ao)●压差旁通阀(ao)●冷冻水的供水温度(ai)●冷冻水的回水温度(ai)●供回水压差(ai)●冷冻水供水流量(ai)c、乙二醇系统●双工况制冷主机、乙二醇泵等设备的启停(do)●双工况制冷主机制冰制冷切换(do)●双工况制冷主机、乙二醇泵等设备的运行、故障状态(di)●乙二醇泵的频率(ao)●回路调节阀(ao)●板换乙二醇侧进水温度(ai)●板换乙二醇侧出水温度(ai)●蓄冰槽进水温度(ai)●蓄冰槽出水温度(ai)d、蓄热系统●电锅炉、蓄热水泵、供热水泵启停(do)●电锅炉蓄热供热工况切换(do)●蓄热水泵、供热水泵的频率(ao)●回路调节阀(ao)●板换高温侧进水温度(ai)●板换高温侧出水温度(ai)●蓄热槽进水温度(ai)●蓄热槽出水温度(ai)2、现场的控制器配置空调末端、给排水、电梯、变配电、公共照明、冷热量计费等系统的控制点分布分散,根据各楼层设备的分布及设备控制点的数量来配置现场控制器,现场控制选用西门子s7-200系列plc。
PLC与力控组态在油气集输系统上的应用

PLC与力控组态在油气集输系统上的应用摘要:在当今的社会发展中,科学技术发展迅猛,为很多产业发展提供了更多可能性。
油气集输系统作为油田开发重要组成部分,起着非常关键的作用,PLC与力控组态的应用为油气集输系统发展提供了更多的可能性。
本文以西门子PLCS7-300为例,就PLC与力控组态在油气集输系统中的应用内容进行了详细概述,旨在为之后更好的发挥PLC及力控组态系统的功能提供一个参考。
关键词:PLC;力控组态;油气集输系统PLC也被称为可编程逻辑控制器,是一个高性能组件,能够进行逻辑运算、操作控制,具体运行过程可以分为三个阶段,包括数据采样、用户程序执行、指令输出等。
本文基于西门子PLCS7-300与力控组态的角度,对其在油气集输系统中的应用进行了分析。
一、西门子PLCS7-300概述西门子PLCS7-300是西门子公司开发的可编辑逻辑控制器产品之一,它以模块结构为主体,可以很好地进行分散组态,而且它在电磁兼容、耐振动、耐冲击等方面上也有很大的优越性,是一款性价比比较高的自动控制系统。
下面简单地介绍一下西门子可编程控制器S7-300的特点:西门子PLCS7-300的逻辑计算效率高,循环时间较短,本身拥有350条以上的指令集,其性能非常好,适用于各种复杂的环境。
西门子PLCS7-300的设计非常紧凑,可以在一个导轨上装多个模块,除了除处理电源模块、CPU模块和界面模块之外,一个导轨上还可以放八个信号模块和功能模块,这样即使是在紧凑的空间里也能够很好的运行。
西门子PLCS7-300是一种模块化设计,结构非常的简单灵活,可以按照不同的对象来选用不同的型号和模块数量。
西门子PLCS7-300具有多个模块及I/O模块化设计,对于户外和恶劣的环境条件,也有相应的适配模块。
二、PLC与力控组态在油气集输系统中的应用分析力控组态软件,就是利用软件工具,来最大限度地分配计算机和软件中的各类资源,实现计算机和软件根据预定设计,自动化地完成指定的工作,以满足用户的需要。
浅谈西门子工业控制的PLC应用与技术
浅谈西门子工业控制的PLC应用与技术西门子是全球领先的工业自动化和数字化解决方案提供商之一,其工业控制系统中的PLC已经成为行业标准。
PLC(Programmable Logic Controller)是可编程逻辑控制器的缩写,是一种数字电子设备,用于控制工业自动化过程中的机器和设备。
在工业生产中,可以使用PLC来控制冰箱、灯泡、电机、炉子等工业设备,以提高生产效率、品质和安全性。
西门子的PLC被广泛应用于制造、工程、物流、能源、建筑等多个行业。
由于其高效性、稳定性和灵活性,它们被广泛用于自动化控制和智能化工业过程。
西门子PLC还具有开放性和可扩展性,可以与各种硬件设备、传感器、执行器以及上位机软件进行通信,使其适用于不同类型和规模的应用。
在西门子工业控制的PLC应用中,其技术包括三个核心模块:硬件模块、软件模块和网络模块。
硬件模块包括CPU、输入/输出模块(IO)和扩展模块。
CPU是PLC的大脑,负责执行程序并处理数据。
输入/输出模块连接各种输入和输出设备,例如传感器、执行器和接口等。
扩展模块允许向PLC增加更多的IO、通信接口、存储器、中间处理器等,以扩展其功能。
软件模块包括编程软件和PLC的操作系统。
编程软件是PLC编程的工具,通过编程语言对PLC进行编程、调试和维护。
操作系统为PLC提供了一种环境,类似于计算机上的操作系统,可以控制PLC的资源分配和管理。
网络模块包括通信协议和网络结构。
通信协议是PLC与其他设备进行通信的规范和规则。
网络结构使PLC能够与各种硬件设备和系统进行通信、数据传输和信息共享。
虽然西门子PLC应用的技术非常丰富,但其工作原理相对简单。
PLC的工作过程大致如下:首先,PLC会从输入设备(例如传感器)中读取信号,然后将信号传输到CPU中进行逻辑运算和数据处理。
最后,PLC会向输出设备(例如执行器)发出指令,控制设备的运行方式。
总的来说,西门子工业控制的PLC在现代工业生产中发挥着极其重要的作用。
基于SIMATICS7—200 Smart工业加热炉的集中控制
基于SIMATICS7—200 Smart工业加热炉的集中控制摘要在分析程序控制器、比例调节仪及吹灰控制器控制原理后,以PLC为基础,将工业加热炉零散控制单元集中整合,最终达到加热炉系统的集中控制!关键词加热炉;控制系统;PLC;SIMATIC S7-200 Smart1 PLC介绍PLC依靠自身的稳定性、经济性被工业广泛应用,成为工控领域的一大支柱。
PLC品牌繁多,不能全部说明,现以西门子PLC中的SIMATIC S7-200 Smart系列为基础进行阐述。
SIMATICS7-200 SMART是西门子公司经过大量市场调研,为中国客户量身定制的一款高性价比小型PLC产品。
结合SINAMICS驱动产品及SIMATIC人机界面产品,产品小巧,功能强大,能够满足一般工控需求[1]。
2 燃烧器逻辑时序控制的功能整合燃烧器常配套西门子程序控制器,此次以LFL 1…/ LGK 16…型程序控制器为例。
(图1)为程序的时序图,程序控制器严格按照时序图中步骤每步执行。
t1为预吹扫时间,t2为安全时间,t3为预点火时间,t4为端子18及19得电间隔,t5为端子19及20得电间隔,t6为后吹扫过程,t7到端子7上得電的间隔,t8启动持续时间,t9第2段安全时间(对带有点火气路的燃烧器)t10到开始风压检测的间隔,t11风门开启时间(到全开),t12风门关闭时间(到最小),t13允许的燃尽时间,t16到风门开启指令的间隔,t20程序自动停止前的间隔(不是所有程控器)。
t7燃烧器马达的启动时间为2S,t16启动与风门开启指令间的间隔4s,t11风门运行到全开的时间可选择,t10启动与开始风压检验间的间隔6~8s,t1预吹扫时间10~66s,t12风门运行到点火位置的时间可选择,t3预点火时间4s,t2(第一段)安全时间2s,t4从t2开始到端子19处阀门打开间的间隔,t5 t4结束与端子20处负荷调节器或阀门动作间的间隔4~10s,t6后吹扫时间10~12s,t13允许的燃尽时间10~12s。
浅论西门子PLC在集中控制系统中的应用
浅论西门子PLC在集中控制系统中的应用摘要:西门子PLC应用主要是通过将零散的PLC系统采取集中控制来对其进行连接,进一步来有效提高生产效率进行整体操作,利用西门子PLC在集中控制系统当中的应用,能够在一定程度上有效减少人力物力,同时在管理以及操作方面更加便捷。
本文主要通过介绍西门子PLC在生产过程当中所应用的集中控制系统,进一步体现出西门子PLC不仅能够有效满足相关生产目标的需求,同时还能够进一步促进相关生产本体现代化发展与科技化发展。
关键词:西门子PLC;系统应用;集中控制由于现阶段许多生产工厂进一步加大了对成品精细度的要求,这就导致在产品生产过程当中加大了一定的分散管理难度,因此,应用西门子PLC来对相关控制系统进行集中控制,使得在工厂生产环节当中步步相扣,进一步加强控制管理力度,在保证原有的生产条件下,进一步加大对操作人员以及设备进行集中控制力度,进一步提高工厂生产的整体效率,大大节省了工厂管理成本,值得相关管理部门推广应用。
1.总体结构在进行总体结构设计上,首先我们应当保证西门子PLC能够使得操作员基站之间进行有效的相互通信,从而进一步体现出西门子PLC在集中控制系统当中的重要特点,同时必须保证在中央控制室当中的操作人员要与多套PLC系统保持相对应有效的通信,然而在实际的生产工厂当中,由于PLC系统数量较多,同时还会受到相关网络通信的限制,因此在本文所介绍的系统当中包括了两个互相独立的通信结构所构成的集中控制系统,进一步保证PLC控制系统之间能够形成相互有效的通信,但是由于在操作员激战当中不能够进行大规模更换,因此我们应当保证操作系统之间能够通过光纤进行安全有效的通信。
2.硬件设施2.1S7-200通信首先在进行硬件设施确定过程之前我们首先要对生产工序进行分析,明确在意整个生产工序当中需要相对应的几套通信系统,同时通过特定的软件以及PPI协议来实现S7-200通信进一步整合基站操作人员通信,而在相关通讯模块的配置过程当中,我们首先要根据模块选型特点来选取和设置相对应的总服务器IP地址,另外相应的采取搭配TSAP相关参数,在每一个基站操作员客户端当中设置一套相对应的PLC通讯IP,同时也设置好相关参数。
SIMIT在PLC控制系统被控对象仿真中的应用_廖常初
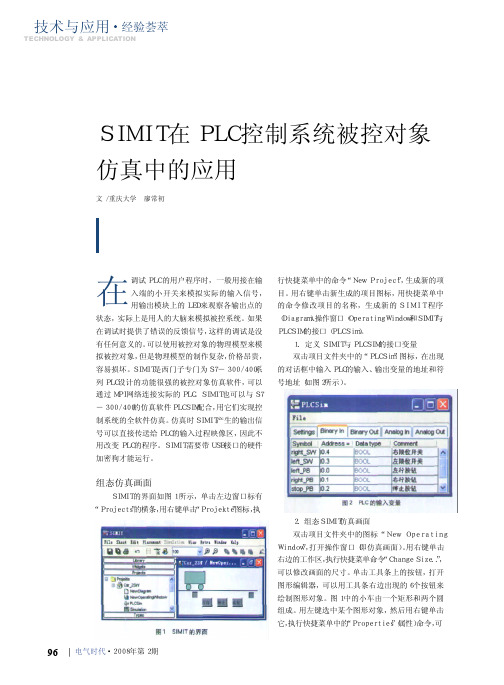
经验荟萃技术与应用TECHNOLOGY & APPLICATION96 | 电气时代・2008年第2期在调试PLC的用户程序时,一般用接在输入端的小开关来模拟实际的输入信号,用输出模块上的LED来观察各输出点的状态,实际上是用人的大脑来模拟被控系统。
如果在调试时提供了错误的反馈信号,这样的调试是没有任何意义的。
可以使用被控对象的物理模型来模拟被控对象,但是物理模型的制作复杂,价格昂贵,容易损坏。
SIMIT是西门子专门为S7-300/400系列PLC设计的功能很强的被控对象仿真软件,可以通过MPI网络连接实际的PLC。
SIMIT也可以与S7-300/400的仿真软件PLCSIM配合,用它们实现控制系统的全软件仿真。
仿真时SIMIT产生的输出信号可以直接传送给PLC的输入过程映像区,因此不用改变PLC的程序。
SIMIT需要带USB接口的硬件加密狗才能运行。
组态仿真画面SIMIT的界面如图1所示,单击左边窗口标有“Projects”的横条,用右键单击“Projekte”图标,执行快捷菜单中的命令“New Project”,生成新的项目。
用右键单击新生成的项目图标,用快捷菜单中的命令修改项目的名称,生成新的SIMIT程序(Diagram)、操作窗口(Operating Window)和SIMIT与PLCSIM的接口(PLCSim)。
1. 定义SIMIT与PLCSIM的接口变量双击项目文件夹中的“PLCSim”图标,在出现的对话框中输入PLC的输入、输出变量的地址和符号地址(如图2所示)。
2. 组态SIMIT仿真画面双击项目文件夹中的图标“New OperatingWindow”,打开操作窗口(即仿真画面)。
用右键单击右边的工作区,执行快捷菜单命令“Change Size..”,可以修改画面的尺寸。
单击工具条上的按钮,打开图形编辑器,可以用工具条右边出现的6个按钮来绘制图形对象。
图1中的小车由一个矩形和两个圆组成。
西门子PLC在集中控制系统中的应用

西门子 PLC在集中控制系统中的应用摘要:现阶段,我国科学技术水平显著提升,在这样的背景下,西门子PLC 应用领域众多,应用PLC进行集中控制可以提升电子设备的生产效率,还可以提升设备的自动化效果,减少物力、人力、财力的输出,提升操作的便捷性。
文章介绍PLC也在集中控制系统中的应用,并列举西门子推出的PLC产品,分析PLC 在集中控制方面的表现,并根据应用后的实际效果,结合市场对工作提出的最新要求,为满足生产目标,进一步优化PLC应用于集中控制系统后的模块参数,满足市场对工作的需求,完成生产目标。
关键词:西门子;PLC;集中控制系统;应用引言由于许多工厂精细了对产品的要求,政府也加大了对节能减排的力度,很多工厂将原有的西门子PLC系统进行了分散管理。
但是由于很多工厂的生产环节都是环环相扣的,如果将系统进行分散管理,人员流动较大的话,会给公司的生产造成很大的影响,不利于达到目标计划,而且对于工厂的安全问题也有负面影响。
为解决这些问题,必须要改正现有的控制模式,将原来的PLC系统,在保持原有技术大方面不改变的情况下,对操作人员和设备进行集中控制,最主要的就是将PLC系统进行统一的集中控制。
1西门子PLC控制网络概况PLC全称为可编程逻辑控制器,由电源、存储设备、中央处理器、编程器、输入输出设备五个部分组成。
PLC具有一些特点,在工业生产控制领域的优势较为明显,相比于旧有的控制系统,在抗干扰、稳定性方面,具有明显的优势,从而在控制网络系统节点中得到了广泛的应用。
现代的PLC已经接近于或相当于一台紧凑的电脑主机,广泛运用在工业生产领域,为生产进行服务。
2PLC在集中控制系统的应用优势(1)可靠性高。
PLC通过其模块化的结构,在生产当中应用主要以机架为单位,其特点为维护少、简单的安装步骤以及方便调试等,另外在恶劣的电磁干扰环境当中也可以对其进行有效应用。
(2)通用性强。
PLC的类型有多种,且还具有丰富多样的租完方式,在对其进行使用的过程中只需要根据生产工艺对其硬件进行科学配置就可以了。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
西门子 PLC在集中控制系统中的应用
摘要:目前,大部分工厂对原有西门子PLC系统进行科学的管控,并采用分散管理的方式,让生产工序可以环环相扣,通过系统进行分散管理,还能规避传统不科学生产方式对生产进度形成的影响。
考虑目标计划实施期间影响目标计划的因素,应该针对安全问题提出解决建议,了解进行科学管控的方式,还需要考虑原PLC系统在技术方面存在的短板,在当下需要对设备以及操作人员进行科学的管控,其目的在于提升PLC系统的集中控制力度。
关键词:西门子PLC;集中控制系统;应用
1西门子PLC工作的主要原理
PLC投入使用后会经历三个阶段,每顺序完成一次三个阶段则算完成一个扫描周期,PLC的工作过程就是在一次次周期更替中实现的。
扫描周期是判断PLC 好坏的重要指标,周期的长短与扫描速度和内存程序息息相关。
第一,输入采样阶段。
输入采样阶段的扫描方式是依次的、定期的读取输入状态和信息,将他们储存在I/O映像区内,这一过程结束后,即将转入其他两个阶段。
在后续两个阶段中,输入映像区会进行隔离保护,不以任何形式与外界发生信息的交互,直到下次扫描周期重新开始。
第二,用户执行阶段。
用户执行阶段的扫描顺序是自上而下的,所以也叫梯形图扫描,每次扫描的时候总是先从左边的控制线路开始,因为这些控制线路是由各个触点连接形成的。
按照先左后右、由上至下的顺序来执行逻辑运算,相关运算结果将被传送至输出映像区,如果遇到跳转的情况,则要求我们对跳转条件做出分析。
第三,输出刷新阶段。
PLC真正的大量输出发生在这一阶段中,CPU基于I/O映像区对应的状态,刷新已有数据,最后再经过输出电路激活外设装置,最终实现PLC与外设设备进行信息交互这一终极目标。
2西门子PLC在集中控制系统中的应用要点
2.1基础设施
wincc软件设置需要了解其主要的功能,对于wincc软件可以通过内部板块
以及通信配置实现全程监控,掌握系统各模块运行情况并根据检测信息完成危害
分析、预警等工作使用系统,查找以往PLC作业情况,并根据收整的信息进行整
体报表,设定应用wincc软件进行操作。
基站IP地址设定,将IP设定为网段区
域中,通过TCP/IP通讯设计,从而可以在不改变其他模块配置的前提下,将通
讯设置为IP地址减小工作难度,在通讯设计环境下,还应该完成变量管理工作,通过整体连接选择TCP/IP设置参数,并在掌握系统默认cp类型后,调整内部模
块的相应参数,并根据TCP/IP管理,新建管理链接,完成装置内部PLC系统的
连接工作,从而可以通过连接属性完成实施,系统监管在此过程中,根据工作需
要调整s7类型参考配置。
2.2结构设置
我们可以巧妙的利用结构变量,这样就可以达到批量的进行设置变量的目的。
而不需要繁琐的手动添加,这样做可以节省很多系统时间。
但是也有要求,那就
是在整体系统中的DB模块中,在建立变量的时候,要遵循一定的规律,才可以
使用此结构变量。
在进行窗口控制时,可以制作一个,而不像原来那样每个控制
窗口做一个,如果像原来那样,窗口太多,进行控制子窗口时,需要连接的变量
就会相应增多,增加了系统工作量,使系统效率大大降低。
在进行结构变量的建
立时,类型设置为New Structure,而且要根据具体情况,对应建立变量。
设置
完成后,每个TCP/IP才可以进行变量设置。
设置参数时地址,选择DB模块中的
第DB1,设置为双字节,设置完成后系统就会自动建立起与设备相对应的几个变量。
而且在设置中,每个设备的变量对应地址,都与整体系统中的DB1模块中的
设备地址相对应一致。
2.3图形编辑
系统设计期间需要考虑到PLC系统构建方式,这是图形编辑期间需要重点关
注的内容,由于系统是由多套PLC系统连接搭建而成,所以会在连接过程中形成
较多的图形窗口,为此需要通过变量连接的方式进行图形边界设计工作。
在考虑
系统配置优化过程中,还需要考虑到图形窗口增多,会使得变量连接方式相应增加,在实际操作期间会因为不同窗口切换变得异常繁琐,消耗大量时间,为此在
前端工作传递画面的刷新时间也会相应增长,无法满足当下企业对生产效率的要求。
另一方面,操作人员的工作量也会逐层递增,在这种背景下必须要考虑到切换窗口带来的弊端,同时还应该在选择机器时,了解主机配置要求。
在配置过程中针对以往窗口众多切换存在的弊端,明确当下工作要点在图形编辑时,必须缩减内部结构,同时还需要巧妙利用结构变量合理,精简管控结构,让操作员管理窗口可以大幅缩减工作量,提升工作便捷性。
’
3集中控制的具体应用
PLC集中控制方式在选煤厂中的应用,其实是一种利用计算机技术进行整个生产过程监管的工作,整体工作在集控室中实现。
在生产信息的获取过程中,利用了上机位进行相关的操作,灵活操作的程度大大提升,对于设备的整体利用率也得到了显著的提升。
3.1在图形显示中的应用
PLC自动化控制在选煤厂生产过程中应用会以动态的方式,显示相关图形信息,科学展示选煤厂的图形操作。
PLC自动化控制的图形显示,在设备启停、画面控制、设备控制、数值设计等方面,均可实行图形显示。
实际在选煤厂预警阶段,图形显示的应用最为明显,常见的有声光信号、预警信号等,都是以动态的图形方式显示出来的。
PLC自动化控制的图形显示,既可以直观的反馈选煤厂的工作信息,还可以准确的分析选煤厂的运行状态,促使选煤厂的工作人员,能够清晰、直接的了解生产信息,掌握生产状态。
3.2在信息预警中的应
用PLC自动化控制应用到选煤厂内,提供预警控制的途径,结合选煤厂的实际情况,发挥信息预警的作用。
PLC自动化控制在选煤厂的整个体系中,形成闭锁关系,监控选煤厂的运行,预告信息、事故信号。
PLC的信息预警应用,降低选煤厂安全事故的发生机率,提示选煤厂生产流程的检修信息,及时发出的预警信息,起到安全保护的作用,警示选煤厂的工作人员,注意选煤厂工艺、设备的维修和养护。
3.3在抗干扰方面的应用
PLC运行中稳定性突出,在选煤厂生产发展阶段,PLC自动化控制系统正常
情况下不会受到电压、电源要素影响。
在PLC自动化控制中设定了抗干扰设计,
主要是对选煤厂中各项干扰问题集中控制。
在选煤厂电源结构组成中,PLC自动
化控制一端装配了隔离变压器,主要是在自动化控制中对工频干扰问题集中控制。
保障电源结构中能装配多项隔离保护,能集中控制单层静电以及寄生电容相关问题。
选煤厂中PLC自动化控制中,主要是选取了优质的接地应用装置,PLC主机
结构中设计了独立性突出的接地系统。
此类接地应用装置能与选煤厂生产中的动
力装置保持通用关系,适应接地保护发展需求。
PLC应用中能突出净化交流电应
用价值,对选煤厂电气系统运行阶段产生的工频干扰问题集中控制,通过双层交
流净化电源能起到良好的屏蔽保护作用。
在实际操作中,要注重安装屏蔽电缆、
屏蔽应用装置、高压泄放元件等,集中控制电源产生的干扰问题。
还要注重安装
性能较好的隔离应用装置以及隔离电源,搭配规范化布线操作,能有效降低线路
运行中的多项干扰问题。
电源产生的各项负面影响会导致电压出现畸变以及毛刺
等问题,对PLC精确化控制产生负面影响。
其中多项条件允许,要注重发挥装配
屏蔽层的隔离变压器应用价值。
或是在PLC中转入滤波电路,这样能降低电源产
生的多项干扰问题。
为了促使电源线路稳定运行,对线路阻抗集中控制,要保障
线路之间处于平行关系,对电源影响集中抑制。
4结束语
在当下以及未来发展过程中,企业还需要进一步关注PLC在集中控制系统中
的应用表现,需要根据工作要求,提升操作员操控系统的协调配合程度,不断完
善装置内部系统设计方式,精简PLC结构框架,提升系统运行效率,让工厂可以
实现批量生产,提升工作效率,进而带来丰厚的经济收入。
参考文献
[1]季家云.西门子PLC在压滤机电气控制系统中的应用分析[J].自动化应
用,2019(03):21-22.
[2]郭文花.PLC应用技术在数控机床电气控制中的运用分析[J].内燃机与配件,2019(16):238-239.。