氮气保护无铅波峰焊焊接质量分析
氮气保护在无铅化电子组装中的应用
w e t t a b i l i t y a n d s o l d e r j o i n t s t r u c ur t e o f s e v e r a l c o mmo n l e a d - f r e e s o l d e r s ,a n d i n v e s t i g a t e s t h e e f f e c t o n s o l d e r j o i n t q u a l i t y a n d o x i d a t i o n o f s o l d e r u n d e r N2 p r o t e c t i o n . T h e r e s u l t s h o ws t h a t N 2 p r o t e c t i o n n o t o n l y i mp r o v e s t h e we t t a b i l i t y o f l e a d — f r e e s o l d e r ,f i n e s s o l d e r j o i n t s t uc r t u r e ,a n d d e c r e a s e s
团 ■ 口
封 装 工 艺 茎 与 设 备 鱼
氮 气保 护 在 无铅 化 电子组装 中的应 用
史 建卫 , 杜 彬 , 廖 厅 , 王 卫
( 1 . 集 适 自动 化 科 技 ( 上海 ) 有 限公 司 深 圳 分 公 司 , 广东 深圳 5 1 8 1 0 3 ; 2 . 中 国 电器 科 学 研 究 院 有 限 公 司 , 广 东 广州 5 1 0 3 0 0 )
Abs t r ac t :The hi g he r me l t i n g po i n t a n d po o r e r we t t a b i l i t y o f l e a d — f r e e s o l d e r i mpa c t o n c og t e c h n o l o g y i n S MT, a s w e l l a s s o l d e r j o i n t q u a l i t y . I n o r d e r t o a v o i d o x i d a t i o n a n d i mp r o v e
☆无铅波峰焊接质量分析(DOE)
PDF 文件使用 "pdfFactory Pro" 试用版本创建
因素编号 A B C D E F G
因素
级别 1
级别 2
焊料
Sn0.7Cu
Sn3.8Ag0.7Cu
氮气
2
1
2
1
2
1
1
10
PDF 文件使用 "pdfFactory Pro" 试用版本创建
3
1
2
1
1
3
3
26
4
2
2
1
2
1
1
6
从无铅波峰焊接工艺方面考虑,产生桥连的主要因素有以下几个方面:
1)从表中可以看出,桥连现象出现在无铅焊料 Sn-0.7Cu 中的几率高于无铅焊料 Sn-Ag-Cu,这种现象由无铅焊料本身的性质决定的。在相同的焊接温度下,由于 Sn-0.7Cu 焊料的润湿性比 Sn-Ag-Cu 要弱,而且其液态焊料的流动性要差,故在波峰焊接过程中更容 易产生桥连缺陷。
2.Harbin Institute of Technology, Harbin 150001, China)
Abstract: Taguchi DOE and SPC are availability methods of evaluating lead-free process in wave soldering, which makes basic controlling parameters for the best setup.
开(O2800ppm) 关
助焊剂流量(ml/min) 20
如何提高波峰焊质量以及效率

提高波峰焊接质量的方法和措施在生产过程中我们可以分别从焊接前的质量控制、生产工艺材料及工艺参数这三个方面进行提高波峰焊质量的方法。
一、焊接前对PCB板质量及元件的控制插件元件与表面贴装元件同时组装于电路基板的混装工艺是目前电子产品中采用最常用的一种组装形式。
SMT混装波峰焊接技术对工艺参数的要求是相当苛刻。
焊接工艺参数选择不当,不但影响焊接质量,而且还会出现桥接、虚焊等焊接缺陷,严重影响焊接质量。
下面将就一些提高波峰焊接质量的方法和措施做些讲解。
1、焊盘设计(1)在设计插件元件焊盘时,焊盘大小尺寸设计应合适。
焊盘太大,焊料铺展面积较大,形成的焊点不饱满,而较小的焊盘铜箔表面张力太小,形成的焊点为不浸润焊点。
孔径与元件引线的配合间隙太大,容易虚焊,当孔径比引线宽0.05 - 0.2mm,焊盘直径为孔径的2 - 2.5倍时,是焊接比较理想的条件。
(2)在设计贴片元件焊盘时,应考虑以下几点:为了尽量去除“阴影效应”,SMD的焊端或引脚应正对着锡流的方向,以利于与锡流的接触,减少虚焊和漏焊。
波峰焊接不适合于细间距QFO、PLCC、BGA和小间距SOP器件焊接,也就是说在要波峰焊接的这一面尽量不要布置这类元件。
较小的元件不应排在较大元件后,以免较大元件妨碍锡流与较小元件的焊盘接触 造成漏焊。
2、PCB板平整度控制波峰焊接对印制板的平整度要求很高,一般要求翘曲度要小于0.5mm,如果大于0.5mm 要做平整处理。
尤其是某些印制板厚度只有1.5mm左右,其翘曲度要求就更高,否则无法保证焊接质量。
3、妥善保存PCB板及元件,尽量缩短储存周期在焊接中,无灰尘、油脂、氧化物的铜箔及元件引线有利于形成合格的焊点,因此印制板及元件应保存在干燥、清洁的环境下,并且尽量缩短储存周期。
对于放置时间较长的印制板,其表面一般要做清洁处理,这样可提高可焊性,减少虚焊和桥接,对表面有一定程度氧化的元件引脚,应先除去其表面氧化层。
二、生产工艺材料的质量控制在波峰焊接中,使用的生产工艺材料有:助焊剂和焊料。
影响波峰焊质量分析
影响波峰焊质量分析影响波峰焊质量分析摘要:本文分析了波峰焊各技术参数对焊接质量的影响,并简介焊接质量的控制及焊料保护措施。
波峰焊接技术的普及和应用,对电子产品装联工艺技术进步的影响有划时代的意义,它实现了软钎接的自动化,大幅度地提高了生效率,而且对产品质量状况的改善也是极为明显的。
在广泛使用波峰焊接技术的情况下,采取一些切实可行的质量控制措施,确保军用设备的高可靠性,成为波峰焊工艺生产中一项任务。
波峰焊接技术质量分析印制板的可焊性进行波峰焊接的印刷板上必须涂阻焊剂,留下需要焊接的部分,这样有利于焊接。
这是由于在涂印阻焊剂后,有阻焊剂地方表面张力加大,而减少了焊盘的表面张力。
影响焊接质量的还有与元器件引线相匹配的的孔。
如孔径大了,就会产生空洞现象。
而孔径小了,造成插元件困难,影响装配速度。
一般孔径比元器件引线要大20-30u为最好。
焊盘与焊盘之间要尽量保持一段距离,位置安排适才有助于焊接。
焊盘的大小也是个影响因素,太大或太小都会产生质量问题,另外,引线伸出焊盘的长短也要保持适中,引线过长,上锡量少,引线过短,易引起虚焊,一般取2-3mm。
我们取3mm。
温度(预热温度和波峰槽的温度)预热是波峰焊机不可缺少的一部分,掌握预热温度可减少或避免焊点拉尖和圆缺,预热温度控制在70-900C。
这个温度是指印制板焊接面通过预热器所测得的温度,也正好是焊剂的活化温度,其助焊作用最佳。
如果预热温度超过900C,则泡沫助焊剂就会干枯而失去流动性,增加钎料和基体金属的表面张力,将引起桥接,焊料堆积,板面上有飞溅的小锡粒等焊接质量问题。
预热温度不足,涂布在印制板上的焊液不能全部汽化掉,这样在浸焊时,一旦接触到高温焊锡立即汽化形成气泡阻碍了焊料与底盘的结合,很容易形成蜂窝式的虚焊,预热温度不足,还会使涂布在印制板焊点上的焊剂不能全部活化,造成吃锡太少或根本吃不上锡,影响焊接质量。
波峰焊槽的锡温对焊接的质量影响也很大。
锡温若偏低,焊锡波峰的流动性就变差,表面张力大,易造成虚焊和拉尖等庇病,失去波峰焊接所应具有的优越性。
氮气保护无铅波峰焊焊接质量分析

氮气保护无铅波峰焊焊接质量分析史建卫 宋耀宗日东电子科技(深圳)有限公司,广东 深圳 518103摘 要:相对于传统的Sn-Pb焊料,无铅焊料更容易氧化,润湿性较差,从而影响波峰焊接质量。
N2保护可以降低无铅焊料的氧化,提高无铅焊料的润湿性,从而提高波峰焊接质量。
本文从润湿性的机理分析了N2 保护提高无铅焊料润湿性的原因,并通过润湿性实验和波峰焊接试验证实了N2 保护的优越性。
关键词:N2保护;无铅焊料;波峰焊;润湿性相对于传统的Sn-Pb 合金焊接系统,无铅焊接系统的主要特点是无铅焊料的润湿性差、焊接温度的升高和易氧化。
N2 保护不仅可以增加焊料的润湿性,提高焊接质量,而且可以防止焊料的氧化、降低助焊剂的使用量。
对于无铅焊料,其润湿性要弱于传统的Sn-Pb 焊料。
从环保的角度考虑,又要使用活性较弱的低固免清洗助焊剂或水溶性助焊剂。
在N2 保护环境下,无铅焊料的润湿角、润湿力和润湿时间都有明显的改善。
C.C.Dong等[1,2]的试验报告数据提供了有力的证据,说明对于相同的焊料和助焊剂,在N2环境下,润湿角平均降低了40%、润湿力增长了约3%~5%、润湿时间可降低15%。
Siemens公司的研究报告[3]也显示,采用N2保护,降低焊接气氛中氧的浓度,可以降低无铅焊料的氧化,提高润湿性,降低缺陷率。
其研究显示随着氧气浓度的降低,产生的锡渣量减少,当N2保护中O2 的含量在50 ppm或以下时,基本上不产生焊料的氧化;而且随着O2含量的降低,总的缺陷率降低,空气中总的缺陷率是10 ppm O2 下缺陷率的4倍,是1000 ppm和10000 ppm O2下缺陷率的2.2~2.5倍。
1.理论基础在焊接过程中,焊料与母材之间的润湿程度通常可以用焊料与母材之间的润湿角θ的大小来表示,如图1所示。
从图中可以看出,润湿角θ是指焊料和母材间的界面和焊料表面的切线之间的夹角。
润湿性的好坏在客观上取决于不同相界面之间的表面张力的相互作用。
波峰焊焊点常见不良与对策
润湿不良原因之四:镀金焊盘不润湿。一般原因为电解电镀金时电解槽溶液配方 出现问题。
41
Poor Wetting
润湿不良原因之五:助焊剂问题/预热温度问题/印刷电路板表面镀层问题
42
Poor Wetting
润湿不良原因之六:引线表面镀层问题。此类问题多出现于引线与塑封连接处。 因为塑封时一些添加物质会污染引线框架。
9
波峰焊基本工艺过程
双波峰焊有前后两个波峰,前一波峰较窄,波高与波宽之比大于 1 ,峰端有 2~3排交错排列的小波峰,在这样多头的、上下左右不断快速流动的湍流波 作用下,钎剂气体都被排除掉,表面张力作用也被减弱,从而获得良好的钎 焊质量。后一波峰为双向宽平波,钎料流动平坦而缓慢,可以去除多余钎料, 消除毛刺、桥连等钎焊缺陷。双波峰焊已在印制电路板插贴混装上广泛应用。 其缺点是印制电路板经过两次波峰,受热量较大,一般耐热性较差的电路板 易变形翘曲。
23
Pad Contamination
原因:阻焊层与焊盘尺寸不匹配。 阻焊层内径=焊盘外径+0.002-0.003英寸(0.05-0.076mm) 如果单纯为了减少桥连,可以采用额外加蓝点的方式。
24
Lifted Pad
主要是工人操作的问题。刚脱离波峰时,焊盘较热,铜箔与电路板之间的粘合 力较小。
焊接 (单/双波峰)
5
波峰焊基本工艺过程
涂覆助焊剂
(发泡/喷雾)
预热
焊接 (单/双波峰)
冷却
6
波峰焊基本工艺过程
涂覆助焊剂
(发泡/喷雾)
预热
焊接 (单/双波峰)
冷却
波峰焊是借助于钎料泵使熔融态钎料不断垂直向上地朝 狭长出口涌出,形成20~40mm高的波峰。钎料波以一定 的速度和压力作用于印制电路板上,充分渗入到待钎焊 的器件引线和电路板之间,使之完全润湿并进行钎焊。 由于钎料波峰的柔性,即使印制电路板不够平整,只要 翘曲度在3%以下,仍可得到良好的钎焊质量。
氮气保焊接的影响
N2保护对无铅波峰焊Sn-0.7Cu焊料的润湿性影响及其在焊接工艺中的应用赵智力1,钱乙余,李忠锁2(哈尔滨工业大学现代焊接生产技术国家重点试验室,黑龙江,哈尔滨150001日东电子发展(深圳)有限公司无铅焊接研发中心,深圳,518103)摘要:以Sn-0.7Cu焊料、免洗助焊剂为试验材料,采用SAT-5100可焊性测试仪对不同温度不同N2浓度条件下的润湿性进行测试。
结果表明,实施N2保护大大改善焊料润湿性,分析润湿机理,阐明N2保护下润湿性改善的原因,指出N2保护的意义还在于拓宽生产工艺窗口,使得工艺参数可在更大范围内调整。
关键词:N2保护;润湿性;工艺窗口Experimental Studies on wettability of Sn-0.7Cu in lead-free wave soldering under the protection of Nitrogen and its application Wang Hong-Qin,Zhao Zhi-li,Qian Yi-Yu,Li Zhong-Suo(Harbin Institute of Technology,Harbin,150001,China) Abstract:Wetting performance is measured by Solder Checker SAT-5100 under nitrogen atmosphere of different concentration with Sn-0.7Cu solder and no-clean flux .The results showed that wetting performance is improved greatly since the using of Nitrogen. In addition,the article analyses the mechanism of wetting and illustrate the reason that wetting performance is improved in the presence of N2. Besides that function of improving wetting, Utility of N2 can widen the process window and then the process parameter could be adjusted in a larger range。
分析无铅波峰焊接缺陷
分析无铅波峰焊接缺陷一个欧洲协会和其它的协会已经得出结论,无铅(Pb-free)焊接在技术上是可能的,但首先必须解决实施的问题,包括无挥发性有机化合物(VOC-free)的助焊剂技术和是否必须修改工艺来接纳所要求的更高焊接温度。
达柯(Taguchi)试验设计(DOE, design-of-experiment)方法和统计过程控制(SPC, statistical process control)是评估波峰焊接中无铅工艺的有效方法。
其目的是要为特定应用的最佳设置确定基本的控制参数。
达柯方法(Taguchi method)寻求将创新的品质方法与传统的试验设计方法结合起来。
研究出一系列相关的技术来最大限度的减少不想要的可变性,减少生产损耗和提供更大的顾客满意。
例如,达柯方法用于减少生产变量有两个步骤:1. 制造产品,以“最佳的”方式达到与目标的最小背离。
2. 尽可能同样地生产所有产品,达到产品之间的最小背离。
达柯试验使用一个专门构造的表格或“正交阵列”来影响设计过程,因此品质在其设计阶段就嵌入产品内部。
正交阵列是一项允许对影响试验的因素进行独立地数学评估的试验设计。
试验准备达柯试验准备从一个集思广益的会议开始,在这里一个结合不同学科的小组建立清楚的报告书,为设计合理的试验,列出问题、目标、所希望的输出特性和测量方法。
然后,确定所有的过程参数和定义影响结果的有关因素:1. 可控制因素:C1 = 对过程作用很大的并可直接控制的因素;C2 = 如果C1因素改变,需要停止过程的因素这个试验中,选择了三个C1因素:B = 接触时间C = 预热温度D = 助焊剂数量锡温度是一个C2因素,由于需要用来增加/减少温度的时间。
2. 噪音因素是影响偏差的变量,但是不可能控制或控制成本效率低的。
例如在生产/试验期间,室内温度、湿度、灰尘等的变化。
由于实际原因,没有把“噪音”成分列入试验的因素。
相反,主要目标是评估单个品质影响因素的所起的作用。
影响波峰焊焊接质量不良分析及解决对策

夹具损坏 第二次再过锡 抗焊印刷不夠 锡液杂质过多(芜湖、武汉 锡炉焊锡铜、磷杂质较多,日 本主板引锡焊盘) 焊接角度过小
过多焊锡导致无法 看见元件脚,甚至 连元件脚的棱角都 看不到
6、冷焊
原因分析:
传送帶微振现象、速度太快
波峰焊接高度不够
焊锡波面不正常
夹具过热 •
因温度不够造成的 表面焊接现象,无
金属光泽
7、 空焊
原因分析:
印刷电路板氧化,受污染
助焊剂喷雾不正常
焊锡波不正常,有扰流现象
预热温度太高
焊锡时间太短
基材元器件插入孔全 部露出,元器件引脚 及焊盘未被焊料润湿
9、 焊球现象:(锡珠)
原因分析:
助焊剂喷雾不正常 锡液杂质过多、波峰锡面不平稳 印刷电路板及零件受污染 预热温度太高,太低 焊锡时间太短 焊接过程中轨道有抖动现象
影响波峰焊焊接质量不良分析及解决对策
1、拉尖
原因分析:
元器件引脚有毛刺 锡炉焊接温度过底 预热溫度过高或时间过长 焊锡时间太长 助焊剂比重太低,喷雾不正常
元器件引脚头部 有焊锡拉出呈尖
形
2、焊点上有气孔
原因分析: 元器件引脚受污染 PCB板氧化 PCB板受污染或受潮
焊点内部有 针眼或大小 不等的孔洞
成圆形锡珠黏在 底板或板面的表
面上
3、 短路
原因分析:
插件位置不当 夾具损坏 元器件引脚过长 焊锡时间过长、锡温过底 助焊剂选择错误、助焊喷雾不正常 焊锡波管不正常,有扰流现象 焊接角度过小
相邻焊点之间 的焊料连接在 一起,形成桥
连
4、 抗焊現象
原因分析:
零件污染 印刷電路板锡(包焊)
SMT行业中两种氮气源的比较1
SMT行业中两种氮气源的比较在SMT行业中,随着无铅化的推进,越来越多的回流焊和波峰焊使用氮气作为焊接保护气,以防止焊锡氧化、减少焊渣、提高焊接的牢固程度和美观度。
目前一般采用两种方式提供氮气:一种是PSA制氮机现场制氮,另一种是购买液氮供氮。
笔者现将这两种供氮方式作一比较,希望对SMT生产商在选择氮气方式上有所帮助。
一、本质、原理与效果从本质上来说,不管采用液氮还是PSA制氮机供氮,都是利用氮气是惰性气体,一般情况下不与其他物质发生反应这一特性。
由于氮气的存在,将波峰焊或回流焊炉内的氧气浓度控制在100ppm以下,大大降低了液态的焊锡氧化的机会。
从这个角度看,采用液氮或PSA制氮机供氮,使用效果是一样的。
不同的是,PSA制氮又叫常温空分制氮,它所提供的氮气是常温的气态氮,直接进入炉内形成保护气氛。
而液氮本身的物理状态是液态,温度是零下193度以下,它需经过蒸发器汽化后进入炉内,进入炉内时的温度也非常低,而炉内的温度是要使焊锡能够熔化,液氮汽化后要达到炉内相同的温度,需要消耗一定的能量。
二、安全性PSA制氮机的主体与液氮罐都是压力容器,其安全性都是应该引起高度重视的。
PSA 制氮机的工作压力一般都是0.8MPa左右,吸附塔、储气罐的压力一般不会超过1.0MPa,设备的安全按照国家I类容器的标准管理。
而液氮罐里的液氮在汽化时会产生很高的压力,所以液氮罐在安全管理上有更高的要求,液氮罐与生产车间要留出足够的安全距离,要定期接受监督管理部门的检查与监督。
三、经济性能两种供气方式的经济性能往往是SMT生产商考虑采用哪种方式时考虑的重点内容。
液氮的供应由于运输的远近、方便程度、用量等不同价格差异很大,一般在1000~1600元/m3,每m3液氮汽化为气态氮后的体积是680m3(不考虑损耗),那么换算成气态氮的价格约是1.5~2.5元/m3。
PSA制氮机原材料就是空气,由于是物理的方式制氮,不用消耗其他物质,运行是的消耗主要是电,使用成本基本只有电费。
波峰焊焊接不良分析

Sales Training Courses -2
LF波峰銲料種類
SAC305
SAC0307 Sn/Cu
Sn/Cu/Ni
Sn/Ag
→錫/3.0銀/0.5銅 →錫/0.3銀/0.7銅 →錫/0.7銅合金 →錫/0.7銅/0.05鎳合金 →錫/3.5銀合金
LF波峰銲機組的變更
(8). 快速冷卻系統,
LF波峰銲機組變更
(9). 氮氣保護.採用預熱區與錫缸分別密封,減少 錫渣量,節省銲料成本和處理錫渣帶來的人 工費用及在保證良好潤濕的前提下可以減少 助銲劑的使用量,節省成本並減少印刷電路 板表時間長,當板面承載過多組件 時,或PCB之玻璃砂無法承受而裂解,造成 機板軟化變形。
銲點破裂:銲錫,基板,導通孔,及零件腳之間膨脹係數,
未配合而造成,應在基板材質,零件材料及設計上去改 善.
銲點錫量太大 EXCES SOLDER
錫爐輸送角度不正確→角度越大沾錫越薄 提高錫槽溫度,加長焊錫時間,使多餘的錫再回流到錫
槽. 提高預熱溫度,可減少基板沾錫所需熱量,曾加助焊效 果 改變助焊劑比重,略為降低助焊劑比重,通常比重越高 吃錫越厚也越易短路,比重越低吃錫越薄但越易造成 錫橋,錫尖.
錫尖 (冰柱) ICICLING:
基板的可銲性差 基板上銲墊(PAD)面積過大 錫槽溫度不足沾錫時間太短 出波峰後之冷卻風流角度不對 手銲時產生錫尖,通常為烙鐵溫度太低
白色殘留物 WHITE RESIDUE:
助焊劑通常是此問題主要原因 基板製作過程殘留雜質,長期儲存亦會產生白斑 不正確的CURING亦會造成白班 助焊劑與基板氧化保護層不相容,均發生在新的
氮气保护无铅波峰焊焊接质量分析
氮气保护无铅波峰焊焊接质量分析摘要:氮气保护无铅波峰焊是一种常用的电子焊接技术,适用于PCB板的焊接。
本文通过实验分析了氮气保护无铅波峰焊在焊接过程中对焊接质量的影响,总结出了氮气保护无铅波峰焊的优点和不足之处,并提出了相应的改进措施。
1.引言氮气保护无铅波峰焊是在波峰焊设备中加入氮气保护的一种焊接技术。
相比于传统波峰焊,氮气保护无铅波峰焊能够减少氧化和气孔的产生,提高焊接质量。
本文通过实验分析了氮气保护无铅波峰焊在焊接过程中的影响因素以及其对焊接质量的影响,旨在为提高无铅波峰焊的焊接质量提供理论依据。
2.实验方法选取了具有一定复杂度的PCB板进行焊接实验。
实验中我们分别使用传统波峰焊和氮气保护无铅波峰焊进行焊接,然后通过观察焊接接线的质量差异来分析氮气保护无铅波峰焊的影响。
3.实验结果分析实验结果表明,与传统波峰焊相比,氮气保护无铅波峰焊可以有效减少焊接接线上的气孔和氧化物。
气孔和氧化物是影响焊接质量的主要因素,其存在会导致焊接不牢固,容易出现断线等问题。
而使用氮气保护无铅波峰焊可以显著减少气孔和氧化物的产生,提高焊接质量。
4.讨论氮气保护无铅波峰焊的优点主要体现在减少气孔和氧化物的产生。
由于氮气具有惰性,可以有效抑制氧化反应的进行,从而减少氧化物的生成。
同时,氮气的保护可以减少氧气的接触,降低了焊接温度,有利于焊接接线的精确和稳定。
另外,氮气保护还可以防止焊接接线表面的氧化,提高接线的粘附性。
然而,氮气保护无铅波峰焊也存在一些不足之处。
首先,氮气保护需要额外的设备和能源,增加了设备的复杂度和成本。
其次,氮气保护的压力和流量需要调节,需要对设备进行特殊的设置和调试,增加了操作的难度。
此外,氮气保护无法完全消除焊接过程中的气孔和氧化物,只是减少了其产生的数量,因此仍然有一定的焊接质量风险。
综上所述,氮气保护无铅波峰焊是一种有效的焊接技术,能够提高焊接质量。
它的优点在于减少气孔和氧化物的产生,提高焊接接线的可靠性。
氮气管实现波峰焊的节能氮气微孔弥散保护.doc
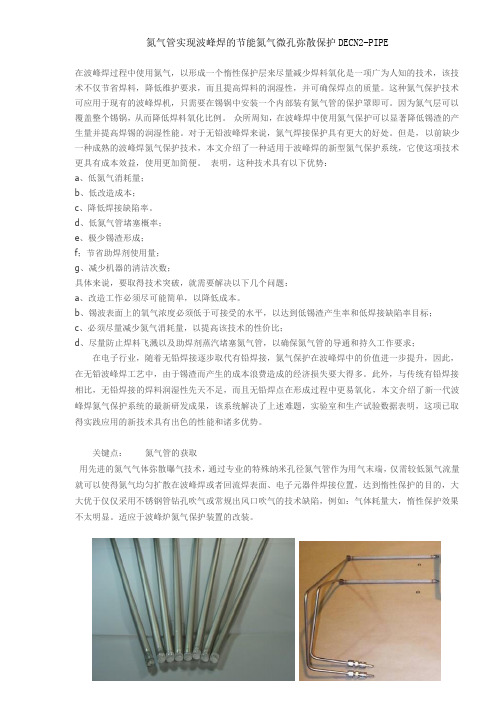
氮气管实现波峰焊的节能氮气微孔弥散保护DECN2-PIPE在波峰焊过程中使用氮气,以形成一个惰性保护层来尽量减少焊料氧化是一项广为人知的技术,该技术不仅节省焊料,降低维护要求,而且提高焊料的润湿性,并可确保焊点的质量。
这种氮气保护技术可应用于现有的波峰焊机,只需要在锡锅中安装一个内部装有氮气管的保护罩即可。
因为氮气层可以覆盖整个锡锅,从而降低焊料氧化比例。
众所周知,在波峰焊中使用氮气保护可以显著降低锡渣的产生量并提高焊锡的润湿性能。
对于无铅波峰焊来说,氮气焊接保护具有更大的好处。
但是,以前缺少一种成熟的波峰焊氮气保护技术,本文介绍了一种适用于波峰焊的新型氮气保护系统,它使这项技术更具有成本效益,使用更加简便。
表明,这种技术具有以下优势:a、低氮气消耗量;b、低改造成本;c、降低焊接缺陷率。
d、低氮气管堵塞概率;e、极少锡渣形成;f;节省助焊剂使用量;g、减少机器的清洁次数;具体来说,要取得技术突破,就需要解决以下几个问题:a、改造工作必须尽可能简单,以降低成本。
b、锡波表面上的氧气浓度必须低于可接受的水平,以达到低锡渣产生率和低焊接缺陷率目标;c、必须尽量减少氮气消耗量,以提高该技术的性价比;d、尽量防止焊料飞溅以及助焊剂蒸汽堵塞氮气管,以确保氮气管的导通和持久工作要求;在电子行业,随着无铅焊接逐步取代有铅焊接,氮气保护在波峰焊中的价值进一步提升,因此,在无铅波峰焊工艺中,由于锡渣而产生的成本浪费造成的经济损失要大得多。
此外,与传统有铅焊接相比,无铅焊接的焊料润湿性先天不足,而且无铅焊点在形成过程中更易氧化,本文介绍了新一代波峰焊氮气保护系统的最新研发成果,该系统解决了上述难题,实验室和生产试验数据表明,这项已取得实践应用的新技术具有出色的性能和诸多优势。
关键点:氮气管的获取用先进的氮气气体弥散曝气技术,通过专业的特殊纳米孔径氮气管作为用气末端,仅需较低氮气流量就可以使得氮气均匀扩散在波峰焊或者回流焊表面、电子元器件焊接位置,达到惰性保护的目的,大大优于仅仅采用不锈钢管钻孔吹气或常规出风口吹气的技术缺陷,例如:气体耗量大,惰性保护效果不太明显。
无铅波峰焊锡炉原理及焊后不良对策
连锡的一些解决对策
• 1、不适当的预热温度。过低的温度将造成助焊剂活化不 良或PCB板而温度不足,从而导致锡温不足,使液态焊料 润湿力和流动性变差,相邻线路间焊点发生桥连; 2、PCB板板面不洁净。板面不洁净的情况下,液态焊料 在PCB表面的流动性会受到一定程度的影响,尤其在脱离 的瞬间,焊料被阻塞在焊点间,形成桥连; 3、焊料不 纯,焊料中所合杂质超过允许的标准,焊料的特性将会发 生变化,浸润或流动性将逐渐变差,如果含锑超过1.0%, 砷超过0.2%,隔超过0.15%,焊料的流动性将下降25%,而含 砷低于0.005%则会脱润湿; • 3、焊料不纯,焊料中所合杂质超过允许的标准,焊料的 特性将会发生变化,浸润或流动性将逐渐变差,如果含锑 超过1.0%,砷超过0.2%,隔超过0.15%,焊料的流动性将下降 25%,而含砷低于0.005%则会脱润湿
焊锡的一些影响因素
• 连锡影响的一些因素:助焊剂流量/比重/松 香含量还有它的活性及耐温度。预热温度, 过输速度,导轨角度,焊接时间,两波之 间温差,两波之间的距离,波形,波峰流 速,两波的高低,波峰不平,过炉方向, 焊盘设计过大,焊盘设计过近,没有托锡 点,锡的铜含量, PCB质量,PCB受潮, 环境因素,锡炉温度。
• 8、 PCB板焊接角度,理论上角度越大,焊点在脱离波峰时前后焊点 脱离波峰时共面的几率越小,桥连的几率也越小。但由于焊料本身的 浸润特性决定了焊接的角度。一般来讲有铅焊接角度在4°到9°之间 根据PCB板设计可调节,无铅焊接在4°到6°之间根据客户PCB板设 计可调节。需要注意在大角度的焊接工艺中,PCB板的浸锡前端会出 现吃锡不足成不上锡的情况,这时由于PCB板受热向中间凹所造成的, 若出现此类情况应当适当减低焊接角度。 9、 PCB设计不良,此类情况常见于元件密度大时焊盘形状设计不 良或者排插及IC类元器件的焊接方向错误。 10、 PCB板变形,此情况会导致PCB左中右三处压波深度不一致, 且造成吃锡深的地方锡流不畅,易产生桥连。PCB变形的因素大致有 如下: (1) 预热或焊料温度过高; (2) PCB板夹持起过紧; • (3) 传送速度太慢,PCB板在高温下时间过长
无铅化电子组装中的氮气保护
无铅化电子组装中的氮气保护史建卫袁和平(1哈尔滨工业大学现代焊接生产技术国家重点试验室,黑龙江,哈尔滨 1500012日东电子科技(深圳)有限公司,深圳,518103)摘要:无铅钎料的高熔点、低润湿性给SMT传统的焊接工艺带来很大冲击,而且对焊点质量也产生了很大的影响。
为了防止氧化,改善钎料与焊盘和元件引脚之间的润湿性,提高产品合格率,目前电子组装中普遍采用氮气保护。
本文主要针对几种常用钎料进行了润湿性和焊点组织的分析,考察氮气保护对焊点质量的影响。
结果表明:氮气不但可以增强无铅钎料润湿性,改善焊点组织,对焊点外观也有很大的影响。
关键词:无铅化组装,再流焊,无铅钎料,氮气保护,润湿性N2 Protection in Lead-free Electronic AssemblyShi Jian-Wei, He-Peng, Qian Yi-Yu, Yuan He-Ping(Harbin Institute of Technology, Harbin, 150001,ChinaSun East Electronic technology (ShenZhen) company Lt.d, 518103)Abstract: The higher melting point and poorer wettability of lead-free solder impact on common soldering technology in SMT, as well as solder joint quality. In order to avoid oxidation and improve the wettability between solder and pad and lead of devices, N2 is adopted in electronic assembly popularly. Thus, the production quality will be improved.This article analyzes the wettability and solder joint structure of several common lead-free solders, and investigates the effect on solder joint quality under N2 protection. The result shows that N2 protection not only advances the wettability of lead-free solder and improves solder joint structure, but also affects the appearance of solder joint.Key words: Lead-free assembly, Reflow soldering, Lead-free solder, N2 production, Wettability1.引 言随着世界范围内无铅化电子装联技术的发展,无铅化技术在国内的推广应用已是必然的趋势。
无铅焊接的质量和可靠性分析
无铅焊接的质量和可靠性分析前言:传统的铅使用在焊料中带来很多的好处,良好的可靠性就是其中重要的一项。
例如在常用来评估焊点可靠性的抗拉强度,抗横切强度,以及疲劳寿命等特性,铅的使用都有很好的表现。
在我们准备抛弃铅后,新的选择是否能够具备相同的可靠性,自然也是业界关心的主要课题。
一般来说,目前大多数的报告和宣传,都认为无铅的多数替代品,都有和含铅焊点具备同等或更好的可靠性。
不过我们也同样可以看到一些研究报告中,得到的是相反的结果。
尤其是在不同PCB焊盘镀层方面的研究更是如此。
对与那些亲自做试验的用户,我想他们自然相信自己看到的结果。
但对与那些无能力资源投入试验的大多数用户,又该如何做出选择呢?我们是选择相信供应商,相信研究所,还是相信一些形象领先的企业?我们这回就来看看无铅技术在质量方面的状况。
什么是良好的可靠性?当我们谈论可靠性时,必须要有以下的元素才算完整。
1.使用环境条件(温度、湿度、室内、室外等);2.使用方式(例如长时间通电,或频繁开关通电,每天通电次数等等特性);3.寿命期限(例如寿命期5年);4.寿命期限内的故障率(例如5年的累积故障率为5%)。
而决定产品寿命的,也有好几方面的因素。
包括:1. DFR(可靠性设计,和DFM息息相关);2.加工和返修能力;3.原料和产品的库存、包装等处理;4.正确的使用(环境和方式)。
了解以上各项,有助于我们更清楚的研究和分析焊点的可靠性。
也有助于我们判断其他人的研究结果是否适合于我们采用。
由于以上提到的许多项,例如寿命期限、DFR、加工和返修能力等等,他人和我的企业情况都不同,所以他人所谓的‘可靠’或‘不可靠’未必适用于我。
而他人所做的可靠性试验,其考虑条件和相应的试验过程,也未必完全符合我。
这是在参考其他研究报告时用户所必须注意的。
您的无铅焊接可靠性好吗?因此,在给自己的无铅可靠性水平下定义前,您必须先对以下的问题有明确的答案。
§您企业的质量责任有多大?§您有明确的质量定义吗?§您企业自己投入的可靠性研究,以及其过程结果的科学性、可信度有多高?§您是否选择和管理好您的供应商?§您是否掌握和管理好DFM/DFR工作?§您是否掌握好您的无铅工艺?只有当您对以上各项都有足够的掌握后,您才能够评估自己的无铅可靠性水平。
氮气保护对无铅再流焊焊点外观质量的影响
氮气保护对无铅再流焊焊点外观质量的影响史建卫1,,梁永君,王洪平日东电子科技(深圳)有限公司,广东,深圳,518103摘要:由于无铅钎料润湿性较差,在实际生产中普遍采用氮气保护。
本文制定了氮气保护无铅再流焊工艺,对焊点外观质量进行了统计分析。
试验结果显示:氮气保护可以减少元件偏移和桥连等缺陷,对竖碑、焊球和锡珠等缺陷也有一定影响。
关键词:氮气保护,无铅再流焊,焊点质量,元件偏移,空洞Nitrogen Protection’s Effect on Solder Joint Appearancein Lead-free Reflow SolderingShi Jianwei1, Liang Yongjun, Wang HongpingSun East Electronic Technology (Shen Zhen) Company Lt.d, 518103Abstract: Nitrogen Protection is used in practical industry because of poor wettability of lead-free solder. This work does the process of lead-free reflow soldering under N2 protection, and the solder joint quality has been analyzed statistically. From this report, it has been known that using N2 Protection can decrease the defects of component displacement and solder bridging, also have an effect on other defects such as tombstone, solder ball and solder bearing, and so on.Key Words: Nitrogen Protection, Lead-free Reflow Soldering, Solder Joint Quality, Component Displacement, Solder Void无铅再流焊生产工艺中,通常采用氮气保护来改善钎料的润湿性以提高焊点质量。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
σ固气=σ液固+σ液气 cosθ
(1)
当θ=0º时表示焊料在母材表面完全润湿;当θ=180º时表示焊料在母材表 面完全不润湿。当θ≤90º时认为焊点是合格的,当θ>90º时则认为焊点是不合 格的。在焊接过程中,设法降低液态焊料的表面张力用以提高焊料的润湿性,即
降低σ液气值以达到降低θ值。当采用 N2 保护时,降低了焊料表面的氧化,从而 有效地降低液态焊料的表面张力。并且在 N2 环境中,焊料本身的表面张力就会 降低,近年来微连接中提倡采用 N2 保护从而提高焊接质量的目的,其理论依据 也在于此[4]。
Key words:Nitrogen protection; Lead-free solder alloys; Wave soldering; Wettability
随着欧盟 WEEE 和 RoHS 两项指令的正式公布,2006 年 7 月 1 日起,全面 禁止铅在电子产品中的使用,极大的推动了电子产品的无铅化进程。无铅焊料、
和最大润湿力如表 1 所示。
从表 1 中可知,不管是对于 Sn-3.0Ag-0.5Cu 合金焊料还是对于 Sn-0.7Cu 合
金焊料,低 O2 浓度环境下,无铅焊料的润湿时间比空气中的润湿时间要小,最 大润湿力要大。降低焊接环境中氧气的含量,可以提高合金焊料的润湿性能,提
高可焊性。分析其原因是 N2 保护环境下显著降低了无铅焊料的氧化,氧化物的 减少有利于降低无铅焊料的表面张力,从而提高焊料的润湿力,润湿力的提高是
2.试验与分析
润湿性实验采用的设备为 SAT-5100 可焊性测试仪,PCB 采用符合无铅要求 的 FR-4 板,焊接试验采用的设备为 suneast CN300 型氮气保护波峰焊,微观分 析采用 Olympus GX51 型金相显微镜。
2.1 提高润湿性
在同一种助焊剂条件下,基于 Sn-Ag-Cu 和 Sn-Cu 两种合金焊料,检测 N2 保护环境和空气环境中无铅焊料的润湿性,采用可焊性测试仪,测试的润湿时间
在焊接过程中,焊料与母材之间的润湿程度通常可以用焊料与母材之间的润 湿角θ的大小来表示,如图 1 所示。
σ液气
σ固气
σ液固 图 1 润湿作用与润湿角
从图中可以看出,润湿角θ是指焊料和母材间的界面和焊料表面的切线之间
的夹角。润湿性的好坏在客观上取决于不同相界面之间的表面张力的相互作用。
σ固气力图使液面铺展,而σ液气和σ液固则力图使液滴收缩,达到平衡时建立如下关 系,即 T.Yang 提出的杨氏方程:
邮件:sjw191957_cn@
日东电子科技(控股)有限公司 SMA 焊点分析测试中心 SMA Solder Joint Analysis and Test Center of Sun East Electronic Technology (Holding) Co.Ltd
1.理论基础
通过对通孔直插件的截面分析,可以进一步说明 N2 保护环境下提高了无铅 焊料的润湿性,形成良好的焊点外观,提高焊点的可靠性,如图 1 所示为空气环 境和氮气保护下进行波峰焊接的焊点截面。
(a)空气环境下的焊点形貌 (b)N2 环境下的焊点形貌 图 1 焊点的宏观形貌
从图中可知,N2 环境下焊点形貌要优于空气环境中焊点形貌,最其原因是 空气环境下无铅焊料在元器件引线上的润湿性不如 N2 环境下的润湿性,表现出 来的是无铅焊料在元器件引线上的润湿角度要大。另外 N2 环境下通孔的填充性 要优于空气环境中,从图中可以看出,相同条件下,N2 环境中双面板的两面都
日东电子科技(控股)有限公司 SMA 焊点分析测试中心 SMA Solder Joint Analysis and Test Center of Sun East Electronic Technology (Holding) Co.Ltd
氮气保护无铅波峰焊焊接质量分析
李忠锁 1,胡强 1,张帮国 1,赵智力 2,李大乐 2 (1.日东电子无铅焊接研发中心,广东 深圳 518103
间,提高可焊性。为了进一步证实 N2 保护下无铅焊料的可焊性,降低焊接中的 缺陷率,采用相同的工艺参数,在两种不同的气氛中进行焊接试验。
通过对实验板的观察,发现其主要的缺陷为桥连和填充不足。特别是在空气 环境中进行焊接,桥连和填充不足现象非常严重。对于表面贴装元器件,其引脚 几乎全部桥连或短路。宏观缺陷分析如表 2 所示(总的焊点数为 482 和 3 个 SMD)。
焊料种类
Sn-3.0Ag-0.5Cu Sn-0.7Cu
表 1 不同 O2 浓度下的润湿性实验数据
5%氧气
空气
2/3Fmax 时间(s) Fmax(mN) 2/3Fmax 时间(s)
0.89
3.45
1.07
Fmax(mN) 3.43
1.27
3.52Biblioteka 1.773.432.2 降低缺陷率 通过润湿试验可知,N2 保护可以明显提高无铅焊料的润湿性,降低润湿时
2.3 降低助焊剂用量 在波峰焊接过程中,助焊剂的作用主要是除去 PCB 铜盘、元器件引脚和焊
料表面氧化膜,同时在波峰焊接过程中保护已除去氧化膜的清洁表面不再氧化, 并且促进焊料在铜盘和引线表面的润湿和铺展。
免清洗助焊剂是随电子工业发展及环境保护的需要而产生的一种新型焊剂。 它在解决不使用 CFC 类清洗溶剂减少环境污染方面和解决因细间隙、高密度元 器件组装带来的清洗困难和元器件与清洗剂之间的相容问题方面具有重要的意 义。同无铅焊料一样,具有低固含量的免清洗助焊剂和水溶性助焊剂得到广泛的 应用,免除了清洗工序。但此类助焊剂除去氧化物的能力较弱,对避免铜盘表面 再氧化的保护作用是有限的。N2 保护的一个重要作用是降低过程控制中的含氧 量,避免铜盘的再氧化。因此 N2 保护环境下可以降低助焊剂的使用量,而达到 相同的除去铜盘表面氧化物的能力。从试验 PCB 的焊接质量分析,在 N2 保护环 境下达到理想的焊接效果,其助焊剂的使用量降低 30%左右,从而减少了焊后 PCB 表面的残留物,可以达到免清洗的效果。
网址:/
邮件:sjw191957_cn@
日东电子科技(控股)有限公司 SMA 焊点分析测试中心 SMA Solder Joint Analysis and Test Center of Sun East Electronic Technology (Holding) Co.Ltd
关键词:N2 保护;无铅焊料;波峰焊;润湿性
Lead-free Wave Soldering Quality Analyzing in Nitrogen
LI Zhong-suo1,HU Qiang1,ZHANG Bang-guo1,ZHAO Zhi-li2,LI Da-le2 (1.Lead-free soldering R&D Centre of Sun East Electronic Co.Ltd, Shenzhen, 518103, China
邮件:sjw191957_cn@
日东电子科技(控股)有限公司 SMA 焊点分析测试中心 SMA Solder Joint Analysis and Test Center of Sun East Electronic Technology (Holding) Co.Ltd
能形成较好的焊点形貌,而空气环境中顶部焊盘的填充较困难。
2.哈尔滨工业大学,黑龙江 哈尔滨 150001)
摘 要:相对于传统的 Sn-Pb 焊料,无铅焊料更容易氧化,润湿性较差,从而影响波 峰焊接质量。N2 保护可以降低无铅焊料的氧化,提高无铅焊料的润湿性,从而提高波峰焊 接质量。本文从润湿性的机理分析了 N2 保护提高无铅焊料润湿性的原因,并通过润湿性实 验和波峰焊接试验证实了 N2 保护的优越性。
无铅助焊剂、无铅焊接设备以及 PCB 的无铅化已经逐步成熟。相对于传统的 Sn-Pb 合金焊接系统,无铅焊接系统的主要特点是无铅焊料的润湿性差、焊接温 度的升高和易氧化。N2 保护不仅可以增加焊料的润湿性,提高焊接质量,而且 可以防止焊料的氧化、降低助焊剂的使用量。
对于无铅焊料,其润湿性要弱于传统的 Sn-Pb 焊料。从环保的角度考虑, 又要使用活性较弱的低固免清洗助焊剂或水溶性助焊剂。在 N2 保护环境下,无 铅焊料的润湿角、润湿力和润湿时间都有明显的改善。C.C.Dong 等[1,2]的试验报 告数据提供了有力的证据,说明对于相同的焊料和助焊剂,在 N2 环境下,润湿 角平均降低了 40%、润湿力增长了约 3-5%、润湿时间可降低 15%。
2.Harbin Institute of Technology, Harbin 150001, China)
Abstract:Lead-free solder alloys are more easily oxygenized and have poor wettability to traditional Sn-Pb solder alloys, which affects joints reliabilities of wave soldering. The oxidation of lead-free solder alloys can be prevented and the wettability of lead-free solder alloys can be improved in nitrogen environment, which increases joints reliabilities of wave soldering. In the paper lead-free solder alloys wettability mechanism was analyzed and the effects of nitrogen protection were substantiated by wettability and wave soldering experiments.