1号炉炉缸砌筑情况表
03锅炉炉墙砌筑单位工程验收表格

目录锅炉炉墙砌筑单位工程质量验收表 (2)XXXX分部工程质量验收表 (3)XXXX分项工程施工质量验收表 (4)膜式水冷壁、过热器、冷灰斗炉墙,保温混凝土及抹面层的施工检验批施工质量验收表 (5)膜式水冷壁、过热器、冷灰斗炉墙的矿纤维毡、板敷设检验批施工质量验收表 (7)顶棚过热器炉墙检验批施工质量验收表 (8)上端炉墙检验批施工质量验收表 (10)省煤器炉墙检验批施工质量验收表 (11)喷燃器炉墙检验批施工质量验收表 (13)门、孔炉墙检验批施工质量验收表 (14)集箱炉墙检验批施工质量验收表 (15)集箱炉墙检验批施工质量验收表 (16)灰渣室炉墙检验批施工质量验收表 (17)护板炉墙检验批施工质量验收表 (18)锅炉炉墙和保温材料复检抽样记录 (19)锅炉炉墙隐蔽工程及关键工序验收签证 (20)锅炉炉墙表面温度检测记录 (21)锅炉灰沟铸石板砌筑检验批施工质量验收表 (22)销钉(支撑件)安装检验批施工质量验收表 (23)保温浇筑料内炉墙浇筑检验批施工质量验收表 (24)耐火保温浇筑料内炉墙浇筑检验批施工质量验收表 (25)耐磨耐火浇筑料内炉墙浇筑检验批施工质量验收表 (26)耐火保温(耐磨耐火)砖内炉墙砌筑检验批施工质量验收表28 耐磨耐火材料喷涂检验批施工质量验收表 (29)整体烘炉检验批施工质量验收表 (31)锅炉内炉墙浇筑料复检抽样记录 (32)锅炉内炉墙施工记录 (33)锅炉整体烘炉检查签证 (34)锅炉炉墙砌筑分部工程强制性条文执行情况检查表 (35)锅炉炉墙砌筑单位工程质量验收表XXXX分部工程质量验收表机组工程编号: 性质: 表4211XXXX分项工程施工质量验收表机组工程编号: 性质: 表4210膜式水冷壁、过热器、冷灰斗炉墙,保温混凝土及抹面层的批施工质量验收表膜式水冷壁、过热器、冷灰斗炉墙,保温混凝土及抹面层的批施工质量验收表注:a面层外壁测温限于炉本体(水冷壁、过热器炉墙等),其余部位不做检查膜式水冷壁、过热器、冷灰斗炉墙的矿纤维毡、板敷设检验批施工质量验收表机组工程编号: 性质: 表4.12.1-顶棚过热器炉墙检验批施工质量验收表机组工程编号: 性质: 表4.12.2顶棚过热器炉墙检验批施工质量验收表机组工程编号:性质:表4.12∙2(续)注:炉顶炉墙不做抹面层表面温度的测量。
杭钢新1号1250m3高炉开炉达产实践
杭钢新1号1250m3高炉开炉达产实践摘要:杭钢新1号高炉采用了一系列先进实用的技术和设备,通过制定合理的烘炉和开炉方案,确定合理的开炉工艺参数,加强高炉操作调剂等措施,确保了高炉顺利开炉。
关键词:高炉开炉达产0 前言杭钢1#高炉在2000年6月开炉至今,到2007年10月停炉时单位炉容出铁量达到9700 t/ m3以上,炉体冷却壁、水箱大面积烧损,铁口区域热流强度高等各种迹象表明该炉子已到炉役后期,大修后设计炉容为1250m3。
经过紧张的前期准备,杭钢新1号高炉2006年8月30日开始破土动工移地大修,于2008年10月15日点火。
新1号高炉采用了一系列先进实用的技术和设备,风机采用陕鼓AV63-15 型全静叶可调电动轴流鼓风机,平均流量Q=3000m3/min ,出口压力P=0.45MPa(A),风机配一台过滤风量为7000 m3/min 空气过滤器;煤气处理系统采用干法布袋除尘工艺;煤气余压发电(TRT )采用全干式透平主机,配10000kW 无刷励磁同步发电机;渣处理系统综合分析了INBA、轮法、搅笼等工艺,最后采用沉淀池加底滤池工艺;冷却系统采用全覆盖冷却壁,热负荷较高的炉身中下部、炉腰、炉腹和炉缸二层采用铸钢冷却壁;炉缸2.8m的深死铁层和陶瓷垫加大炭块综合炉底,大炭块加模压小炭块炉缸;炉前采用单矩形平坦化出铁场、贮铁式主沟和摆动流嘴,主要设备为全液压式开口机和300T矮身液压泥炮,同侧布置;槽下焦、矿槽采用双排并列布置,焦炭、烧结矿和球团分散筛分和分散称量,碎焦运至车间外回收焦丁入炉,上料采用主胶带上料;炉顶采用串罐式无钟,多环布料方式;热风炉采用性价比较高顶燃式热风炉和煤气空气预热器等等。
新1号高炉于2008年10月15日点火送风,17日1:50第一次开铁口出渣,6:50~7:10出第一炉铁,铁量约30t,到10月21日日产达2563.8t,利用系数达到2.0,11月4日日产3039.5t,系数超过2.4,达到了高炉设计指标。
安钢炼铁厂高炉工艺简介

2、工艺流程
4800m3高炉工艺布置图
3、主要工艺参数
序号 1 2 3 4 5 6 7 8 9 10 12 13 14 15 16 17 18 项目 有效容积 利用系数 焦比 煤比 富氧率 熟料率 烧结矿配比 球团矿配比 块矿配比 入炉矿品位 入炉风量 热风温度 炉顶温度 炉顶压力 渣铁比 日产生铁 年产生铁 单位 m3 t/(m3·d) kg/t铁 kg/t铁 1# 2200 2.36 350 169 5.10% 95% 80% 15% 4.50% 55.91% 4200 1185 150~260 0.21 368 5200 187 3# 4800 2.3 305 200 4% 86% 91% 75% 73.30% 16% 13% 9% 13.60% 59.20% 55.47% 7000 5800 1250 1250 150~260 150~250 0.25 0.22 310 365 10918 6500 382 237
1#、2#高炉,矿、焦槽单独设置,各用一条运 输胶带机(供矿皮带和供焦皮带),共用一条上 料主皮带,构成两个独立、并列的系统。
4.1矿焦槽系统
3#高炉,矿、焦槽呈双排布置,不设中间斗, 矿石、焦炭在槽下筛分称量后共用一条胶带机运 入上料主胶带输送机,然后运至高炉炉顶设备。
4#、5#高炉,矿、焦槽单独设置,矿石筛分 后经皮带机运输到两个矿石集中斗,焦炭由焦槽 直接进入焦炭集中斗,称量后装入料车,然后运 至高炉炉顶设备。
4.5炉体系统
4.5炉体系统
4.5.4炉底、炉缸内衬
2200m3 和2800m3 高炉采用陶瓷杯炭砖水冷炉底炉缸结构。 炉底中心下部立砌两层国产炭砖,其中下层为半石墨炭 砖,上层为微孔炭砖;上部砌两层低导热刚玉莫来石砖,炉 缸内侧砌低导热刚玉莫来石砖,外侧炉缸采用进口微孔炭 砖,在进口微孔炭砖与风口组合砖之间砌筑3层国产微孔炭 砖;在炉缸,炉底交接处采用加厚陶瓷质耐火材料和进口 微孔炭砖砌筑结构。 在风口区采用大块组合砖砌筑,以加强结构的稳定性; 铁口通道采用大块和小块相结合特殊组合砖结构。
炉窑砌筑工程工程量清单项目及计算规则
炉窑砌筑工程工程量清单项目及计算规则一、炉窑土石方工程1.炉窑土方开挖量的计算规则:炉窑土方开挖量=炉窑外侧底面面积×炉窑高度×炉窑土方垫层厚度。
2.炉窑填方量的计算规则:炉窑填方量=炉窑外侧底面面积×炉窑高度×炉窑填方垫层厚度。
二、炉窑砖瓦工程1.炉窑砖瓦的数量计算规则:炉窑砖瓦数量=炉窑壁体周长×炉窑壁体高度÷炉窑砖瓦长宽。
2.炉窑砖瓦胶合量的计算规则:炉窑砖瓦胶合量=炉窑砖瓦数量×砖瓦胶合用量。
三、炉窑砌筑工程1.炉窑砌筑量的计算规则:炉窑砌筑量=炉窑内壁面积×炉窑壁体厚度。
2.炉窑砌筑胶合量的计算规则:炉窑砌筑胶合量=炉窑砌筑量×胶合剂用量。
四、炉窑陶瓷砖瓦工程1.炉窑陶瓷砖瓦数量的计算规则:炉窑陶瓷砖瓦数量=炉窑内壁面积×炉窑陶瓷砖瓦用量。
2.炉窑陶瓷砖瓦胶合量的计算规则:炉窑陶瓷砖瓦胶合量=炉窑陶瓷砖瓦数量×胶合剂用量。
五、炉窑耐火砂浆工程1.炉窑耐火砂浆的用量计算规则:炉窑耐火砂浆用量=炉窑内壁面积×炉窑内壁厚度×耐火砂浆用量。
六、炉窑耐火材料工程1.炉窑耐火材料用量的计算规则:炉窑耐火材料用量=炉窑内壁面积×炉窑内壁厚度×耐火材料用量。
七、炉窑保温层工程1.炉窑保温层的用量计算规则:炉窑保温层用量=炉窑外壁面积×炉窑外壁厚度×保温材料用量。
以上是炉窑砌筑工程工程量清单项目及计算规则的一些例子。
在实际的工程中,还需要根据具体情况进行细致的计算和测量。
工程量清单的编制应严格按照相关规范和标准进行,以保证工程量计算的准确性和可靠性。
梅山1号高炉炉缸热流强度突升处理实践

梅山1号高炉炉缸热流强度突升处理实践1概述梅山1号高炉(第三代1250m3)1997年10月8日投产,设计能力为2.0t/m3.d,至2007年1月已连续生产近10年,此间高炉无中修,现单位炉容产铁量已超8000t/m3。
炉体采用板壁结合的冷却结构和软水循环冷却技术,冷却壁为球墨铸铁材质。
2炉缸热流上升原因分析通常导致炉缸热流上升的原因一般是由炉缸炭砖的侵蚀和炭砖表面的凝结层剥落有关。
2.1炉缸炭砖侵蚀的一般理念(1)碳砖的寿命是依靠凝固铁层建立的,碳砖1150℃以外的部分侵蚀速度极快;(2)正常条件下高炉炉缸内铁水碳不饱和,这是炉缸炭砖侵蚀的热力学条件;(3)碳砖在800℃以上会发生脆化剥落,碳砖的实际侵蚀是凝固铁层多次剥落直接暴露在液态铁水中导致热面部分厚度超过800℃脆化剥落造成。
2.2炭砖表面凝结物剥落机理分析(1)由于膨胀系数不同,凝结层越厚,在炉缸温度发生变化时碳砖—凝结物界面所受到的剪切应力也就越大,脱落的几率就越高。
(2)如果三段正常凝结物为炉渣而非铁,凝结层越厚则在铁水液面变动时受到的浮力变化就越大,也就更易脱落。
2.3梅山高炉炉缸热流强度控制规定3梅山1号高炉炉缸历次热流突升情况表1 1号高炉三段水温差上升情况统计日期冷却壁号开始上升时休风时最高点时复风时休风时长水温差热流强度水温差热流强度水温差热流强度水温差热流强度单位℃kcal/m.h℃kcal/m.h℃kcal/m.h℃kcal/m.h min2006.9.16 3段5# 0.84 5800 1.60 11500 1.71 12200 1.33 9800 299 2006.9.26 3段4# 0.72 6800 2.00 19000 2.27 21000 1.02 9400 1001 2006.10.3 3段20# 0.45 4500 1.80 19200 2.01 21400 1.07 11200 1056 2006.11.7 3段20# 0.60 6500 0.85 9200 1.36 14600 1.07 11500 149 2007.1.27 3段22# 0.60 5200 1.38 11000 1.51 12200 1.40 11500 60 2007.3.15 3段29# 0.77 7200 1.25 11700 0 对历次炉缸三段热流上升分析:(1)炉缸3段水温差的上升有相对固定的最高值,需要时间才能下降。
国家有关高炉及热风炉砌筑要求规范
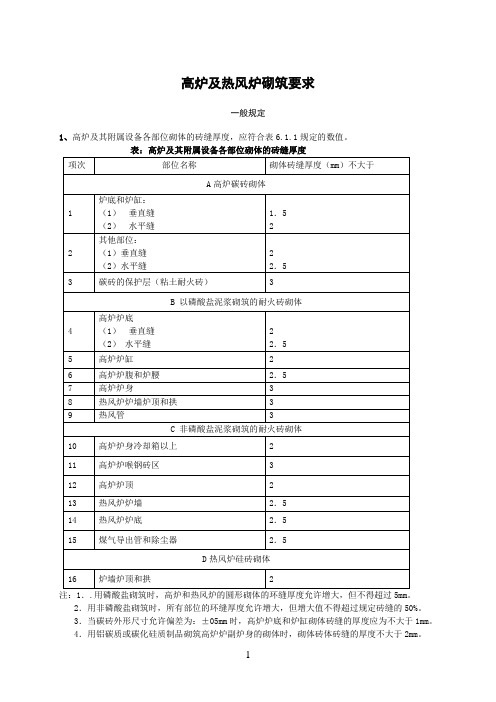
高炉及热风炉砌筑要求一般规定1、高炉及其附属设备各部位砌体的砖缝厚度,应符合表6.1.1规定的数值。
2.用非磷酸盐砌筑时,所有部位的环缝厚度允许增大,但增大值不得超过规定砖缝的50%。
3.当碳砖外形尺寸允许偏差为:±05mm时,高炉炉底和炉缸砌体砖缝的厚度应为不大于1mm。
4.用铝碳质或碳化硅质制品砌筑高炉炉副炉身的砌体时,砌体砖体砖缝的厚度不大于2mm。
砌筑高炉及其附属设备的允许误差,应符合表6.1.2规定的数值。
注:1、满铺炭砖炉底砌体(包括其底基)的表面平整误差,应用3m钢靠尺检查。
2、高炉、热风炉圆形砌体径向倾斜杜不大于5‰。
6.1.3 高炉、热风炉及其热风管各孔、洞砌体,宜用组合砖砌筑。
组合砖砌体下的炉墙上表面标高误差,不应超过0~-5mm.组合砖应采用集装方式包装运输。
高炉部份1 、砌筑前应校核炉口钢圈中心对炉底底基中心的位移。
厚壁炉腰和炉身气体的中心线,应以炉口钢圈为准。
炉缸砌体的中心线,应由测量确定,对炉身的中心线的位移,不应超过30mm。
炉底、炉缸砌体的标高,应以出铁口中心线或风口中心平均标高为基准。
2 、冷却壁之间和冷却壁与出铁口框、风口和渣口大套之间的缝隙,应在砌筑前用填料填塞,其牌号和性能应由设计规定。
注:设计无规定时,可采用下列铁屑填料,其成分(质量比%)宜为:1.生铁屑(洁净无锈、无油污,粒径1~5mm) 70黏土孰料粉 30水玻璃(密度1.3~1.4g/ml,u模数不低于2.2)(外加)15~17硅酸盐水泥(强度等级42.5)(外加) 22.生铁屑(洁净无锈、无油污,粒径1~5mm)60精铁粉 24高铝水泥(强度等级42.5) 16水(外加)适量3、炉各部位的炭素捣打料,应按本规定第4.4节的要求施工。
当采用压缩比检查捣打机实密度时,其压缩比为:炉底垫层,不应小于45%;砌体与冷却壁(或炉壳)之间的缝隙,不应小于40%)。
高炉热捣炭素料(粗缝糊)的加热温度,不应超过120℃。
锅炉本体工程一览表 水压

/
/
/
/
100
/
/ R021
瑞光热电一期1#锅炉本体1 部分焊接分项工程一览表
设计参数
序 号
部件名称
压力 (Mpa
)
温度 (℃)
规格
8 水冷壁引出管 20.14 361 Φ133×14
材质
SA106-C
焊口 焊接方 数法
12 Ws/Ds
焊接材料
焊前预热
热处理工艺
焊口焊后检验
焊丝
焊条
温度
(℃)
预热 方式
后侧水冷壁
Φ76×17.5
Φ70×9
Φ60×7
左侧水冷壁
Φ60×7
右侧水冷壁
Φ60×7
切角水冷壁
Φ60×7
材质
SA210-C SA106-B SA106-B
SA210-C 15CrMo SA210-C SA210-C SA210-C SA210-C SA210-C
焊口 焊接方 数法
1350
焊接材料
焊前预热
升降温速 度(℃/h)
恒温 时间 (h)
恒温温 度(℃)
RT(%)
UT(%)
光谱 (%)
硬度 (%)
工艺 评定
TIG-J50 J507 /
/
/
/
/
100
/
/ R021
合计
327
过热器系统
8245 8254
9 前炉顶过热器 19.74 365 Φ51×6.5
合计
10
前侧包墙
19.74 363 Φ45×5.5
100
10 5 R027
420 Ws/Ds TIG-J50 J507 /
国内部分高炉炉缸炉底设计特点
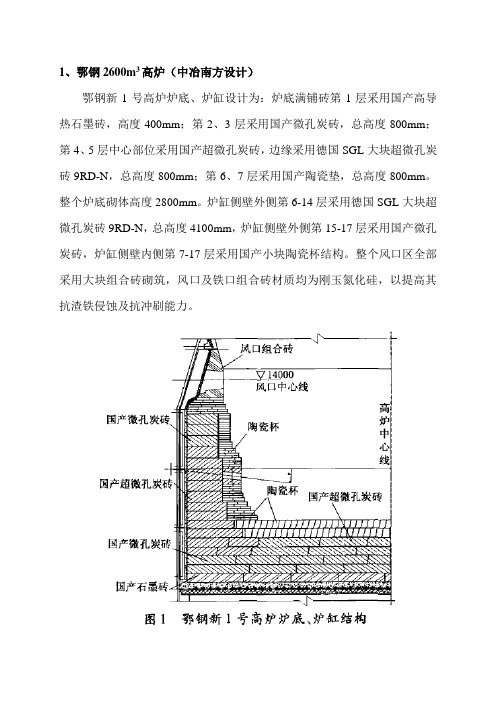
1、鄂钢2600m3高炉(中冶南方设计)鄂钢新1号高炉炉底、炉缸设计为:炉底满铺砖第1层采用国产高导热石墨砖,高度400mm;第2、3层采用国产微孔炭砖,总高度800mm;第4、5层中心部位采用国产超微孔炭砖,边缘采用德国SGL大块超微孔炭砖9RD-N,总高度800mm;第6、7层采用国产陶瓷垫,总高度800mm。
整个炉底砌体高度2800mm。
炉缸侧壁外侧第6-14层采用德国SGL大块超微孔炭砖9RD-N,总高度4100mm,炉缸侧壁外侧第15-17层采用国产微孔炭砖,炉缸侧壁内侧第7-17层采用国产小块陶瓷杯结构。
整个风口区全部采用大块组合砖砌筑,风口及铁口组合砖材质均为刚玉氮化硅,以提高其抗渣铁侵蚀及抗冲刷能力。
2、鞍钢2580m3高炉鞍钢11号高炉在本次大修中, 采用了法国SA VOIE的陶瓷杯和日本ND K的微孔碳砖, 见图2。
陶瓷杯底为两层抗铁水侵蚀性能优良的刚玉莫来石砖MS-4R,中心大块为棕刚玉质预制件, 陶瓷杯杯壁为抗渣铁侵蚀性能优良的棕刚玉质大型预制件组合砖, 其背部采用碗形锁砖结构。
日本大块碳砖砌筑砖缝要求小于0.5mm以减小热阻, 保证碳砖热面温度低于80℃(碳砖两端温差大于800℃易发生断裂)。
大块碳砖与MS-4R采用顶砌, 不留膨胀缝, 陶瓷杯底MS-4R采用无水胶泥CRU4由边缘到中心压迫式环形砌筑,以防漂浮,MS-4R与中心大块之间80mm膨胀缝采用刚玉质浇注料现场浇注联接。
3、重钢2500m3高炉(中冶赛迪设计)重钢3号高炉炉缸炉底采用炭砖+陶瓷杯结构,如下图所示。
炉底第1层为满铺400mm厚的石墨砖,第2-4层为满铺400mm厚的半石墨砖,第5层为满铺400mm厚的微孔炭砖。
炉缸靠近冷却壁侧环砌微孔炭砖炉缸。
陶瓷杯底砌2层400mm厚的刚玉莫来石砖,陶瓷杯壁环砌刚玉莫来石砖。
陶瓷杯与炭砖之间用炭素胶泥(TJ-2)填充;砌筑陶瓷杯砖用刚玉质磷酸盐耐火泥浆(GP-85);陶瓷杯砖与炭砖之间膨胀缝缓冲耐火泥浆(HCN-177L);炉底满铺保护砖与陶瓷杯砖之间的环缝及陶瓷杯与保护砖之间的环缝用刚玉捣打料。
工业炉砌筑工程施工高炉及其附属设备
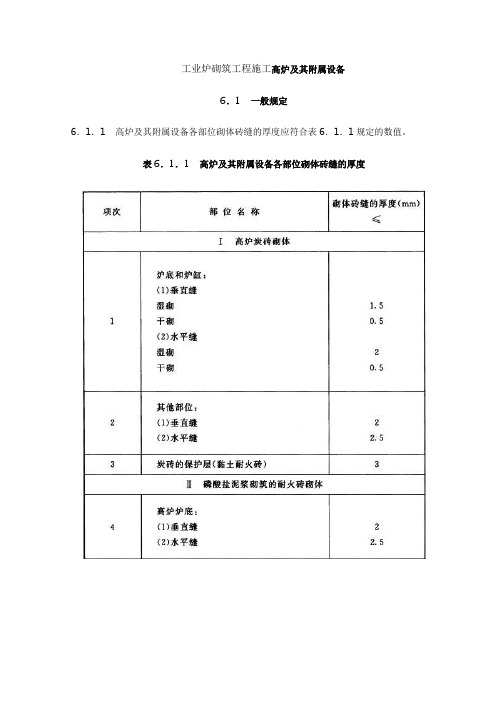
工业炉砌筑工程施工高炉及其附属设备6.1 一般规定6.1.1 高炉及其附属设备各部位砌体砖缝的厚度应符合表6.1.1规定的数值。
表6.1.1 高炉及其附属设备各部位砌体砖缝的厚度注:1 用磷酸盐泥浆砌筑时,高炉和热风炉的圆形砌体的环缝厚度可增大,但不应超过5mm;2 用非磷酸盐泥浆砌筑时,所有部位的环缝厚度可增大,但增大值不应超过规定砖缝厚度的50%;3 当炭砖外形尺寸允许偏差为±0.5mm时,高炉炉底和炉缸砌体砖缝的厚度不应超过1mm;4 用铝碳质或碳化硅质制品砌筑高炉炉腹、炉身时,砌体砖缝的厚度不应超过2mm。
6.1.2 砌筑高炉及其附属设备的允许偏差应符合表6.1.2规定的数值。
表6.1.2 砌筑高炉及其附属设备的允许偏差注:1 满铺炭砖炉底砌体(含其底基)的表面平整偏差,应用3m钢靠尺检查;2 高炉、热风炉圆形砌体的径向倾斜度不应超过5‰。
6.1.3 高炉、热风炉及其热风管各孔洞砌体宜用组合砖砌筑。
组合砖砌体下的炉墙上表面标高允许偏差应为-5mm~0。
6.1.4 组合砖应在制造厂或组合砖加工厂内加工、组装。
加工、组装后的组合砖应按顺序编号,并应记入组装图中。
组合砖应采用集装箱方式包装、运输。
6.1.5 组合砖组装的允许偏差应符合表6.1.5规定的数值。
表6.1.5 组合砖组装的允许偏差注:高炉铁口组合砖组装的尺寸允许偏差应与炉缸炭砖砌体组装的尺寸允许偏差一致。
6.2 高炉6.2.1 砌筑前应校核炉喉钢圈中心对炉底底基中心的位移。
厚壁炉腰和炉身砌体的中心线应以炉喉钢圈中心为准。
炉缸砌体的中心线应由测量确定,对炉身中心线的位移不应超过30mm。
炉底、炉缸砌体的标高应以出铁口中心或风口中心平均标高为基准。
6.2.2 冷却壁之间和冷却壁与出铁口框、风口和渣口大套之间的缝隙,应在砌砖前用填料填塞,其牌号和性能应符合设计规定。
6.2.3 高炉各部位炭素捣打料的施工应按本规范第4.5节的规定执行。
筑炉工程施工检查记录(空白表格)

建设单位
单位工程
名称
12#还原炉
分部分项
工程名称
炉墙
施工单位
施工图号
施工日期
项
次
部位名称
设计
要求(㎜)
误差值(㎜)
超差
点数
1
2
3
4
5
6
7
8
9
10
1
炉墙水平缝
2
炉墙立缝
3
炉墙垂直度
4
5
6
7
8
9
10
11
12
13
14
备注:
项目经理:年 月 日
技术员:年 月 日
质检员:年 月 日
施工班(组):年 月 日
耐火浇注料施工检查记录
建设单位
分部分项
炉顶轻质浇注料
单位工程
12#还原炉
施工图号
浇注部位
炉顶
浇注料数量
7.5M3
浇注厚度
150㎜
外加剂用量
施工方法
机械搅拌,机械振捣
养护天数
养护方法
天气
环境温度
成型日期
脱模日期
浇注料名称
原料名称
轻质浇注料
规格
配合比
平整度
测点位置
实测值
膨胀缝
设计值
实测值
表面缝隙
(目测)
《工业炉砌筑工程质量检验评定标准》(GB50309-92)施工砌筑、检查及验收、质量符合设计及规范要求。无遗留工程。经检查验收合格。现场清扫完毕,剩余材料已交甲方保管,机具以运走,竣工资料基本完善。特此交验。
附件
施工单位:
总工程师:
高炉炉体设备安装工程表格

高炉炉体设备安装工程表格
在高炉建设过程中,炉体设备安装是一个非常重要的环节。
为确保炉体设备安装的质量和效率,我们通常会采用表格的形式来进行安装工程计划的安排和跟踪。
下面是一个高炉炉体设备安装工程表格的模板,包括项目名称、设备名称、安装时间、安装步骤等相关信息,供参考:
项目名称:高炉炉体设备安装工程
序号设备名
称安装时间安装步骤
1 炉壳4月1日 - 4月5日1、安装炉壳骨架;2、安装炉壳钢板
2 冷却壁4月6日 - 4月12日1、安装冷却壁骨架;2、安装冷却壁水冷
管
3 炉顶4月13日 - 4月20
日
1、安装炉顶骨架;
2、安装炉顶水冷管
4 炉喉4月21日 - 4月25
日
1、安装炉喉骨架;
2、安装炉喉密封结构5 炉底4月26日 - 4月30
日
1、安装炉底骨架;
2、安装炉底水冷管
该表格共包含5个设备的安装计划,每个设备都分别列出了安装时间和安装步骤。
通过这个表格,我们可以清楚地了解到每个设备的安装时间长度以及安装进度。
同时,我们还可以方便地进行安装步骤的跟踪和检查,避免因为某个环节没完成而导致整个工程进度延误。
在实际的高炉炉体设备安装工程中,需要根据具体情况来制定安装计划和表格,以确保工程的安全、质量和效率。
同时,安装过程中也需要注意安全事项和质量要求,做好安装记录和工时统计等工作。
高炉炉体设备安装工程表格是一个非常重要的工具,通过它我们可以更好地管
理和跟踪设备安装进度,提高工程的安全性、质量和效率。
炉窑砌筑工程实体质量检查评分表

12
砌体的标高:高炉风口以下砌体的标高:检查10点,每超差一点扣一分,半数以上扣10分,热风炉砌体的标高:检查10点,检查3点以下不合格扣2分,半数以上不合格扣10分。检查方法:砌体表面的标高≤5mm,水准仪、尺量检查。
10
13
灰浆饱满度:检查10点,不合格点数少于3点扣2分,半数以上不合格扣10分。检查方法:用百格网检查砖面与泥浆粘接面积,每处掀3块砖,取其平均值,砖缝的泥浆饱满度应大于95%。
5
16
高炉碳砖的铺设,陶瓷杯炉底刚玉砖的砌筑是否符合规范要求。每项不符合扣3分。检查方法:炉底砌筑中心线与铁口中心线交错成30-60°,上下层炉底砌筑中心线交错成30°。
6
17
环砌碳砖的半径,合门(每层不多于四处),重缝(上下两层不允许重缝)每
18
热风炉高温区膨胀缝留设是否符合设计,检查10点,检查3点以下不合格扣2分,半数以上不合格扣10分。检查方法:观察检查、尺量检查。
10
19
格子砖是否平整,清扫是否清洁,格孔是否通畅,每项不合格扣3分。检查方法:观察、尺量;格孔透钢钎子(φ20*200)检查。
10
20
浇筑料振捣是否密实,不密实扣10分。检查方法:观察检查,表面不得有剥落、裂缝、孔洞等缺陷;施工时留置的试块检验报告。
10
总分:200分
总标准分:
总实得分:
得分率: %
20
2.高炉砌筑(100分)
10
关键工序的砖缝:检查10点,检查3点以下不合格扣4分,半数以上不合格扣10分。检查方法:每处砌体的5m2表面上用塞尺检查10点,比规定砖缝厚度大50%以内的砖缝应符合规范要求,高炉炉底、炉缸炭砖及陶瓷杯逐层检查。
10
方大特钢1#高炉护炉实践

方大特钢1#高炉护炉实践张志健 江会清 廖永钱 刘涛 方大特钢科技股份有限公司摘要:本文针对方大特钢1#高炉炉役后期炉缸侵蚀加剧的状况,通过加强炉缸状态监控、改善入炉原燃料、控制富氧、优化操作制度、炉前出铁制度、含钛炉料等一系列护炉措施,延缓炉缸的进一步侵蚀,在此基础上再建立炉缸水温差异常紧急预案,做到在顺行的基础上护炉,在安全的前提下最大限度地完成各项技术经济指标。
关键词:高炉后期 炉缸侵蚀 护炉 长寿一、前言方大特钢1 号高炉(1050 m 3)于 2006年 10月建成投产,至今生产约十年。
炉底采用两层半石墨炭砖+两层微孔炭砖+两层陶瓷垫结构,炉缸环碳采用微孔炭砖,2个铁口、20个风口、无渣口。
方大特钢1号高炉炉缸炉底结构如下:图错误!使用“开始”选项卡将 u 正文1级标题 应用于要在此处显示的文字。
-1 方大特钢1号高炉炉缸炉底结构由图可见,高炉炉缸直径8350mm ,炉底采用两层半石墨砖+两层微孔炭砖的结构,共厚2008mm 。
该高炉炉底采用半石墨炭砖,性能如下:体积密度≥1.6 g/cm 3;常温耐压强度≥30MPa ;导热系数:室温时≥ 6 W/(m∙K),300℃时≥ 9 W/(m∙K),8509806998780083008800600℃时≥12 W/(m∙K)。
炉缸环碳采用微孔炭砖,环炭砖性能参数:体积密度≥1.6g/cm 3;耐压强度≥36MPa ;抗折强度≥9MPa ;导热系数(600℃)≥10 W/(m∙K)。
高炉共20个风口,两个铁口,铁口位于炉缸第三段冷却壁处,风口位于炉缸第五段冷却壁处。
二、炉缸侵蚀情况目前炉缸三、四层局部冷却壁水温差经常出现偏高现象(往往是单边铁口连续偏浅渣铁未出好或修补大沟长期单边出铁造成),波动部位主要是10#~14#冷却壁(7#、8#风口下方)及28#~32#冷却壁(16#、17#风口下方)。
2015年9月6日现场所测方大特钢1号高炉炉缸侧壁水温差最高为1.8℃,达到历史最高值,且水温差最高部位在第2段第27号冷却壁处,此部位的热流强度为炉缸侧壁历史最高热流强度,根据公式计算此时方大特钢1号高炉炉缸侧壁冷却壁热流强度,且认为此时热流强度为炉缸部位历史最高热流强度,炉缸侧壁1~2段、3~4段冷却壁热流强度变化情如图2-1、2-2。
焦佳-工业炉砌筑验收表格

焦佳-工业炉砌筑验收表格1.前言工业炉砌筑验收表格是工业炉修建与维护管理中的一个重要环节。
本表格通过系统化的内容构建,实现炉具施工过程中与验收时的规范化、统一化,为工业炉的安全运行提供有力保障。
2.表格适用范围工业炉砌筑验收表格适用于以下工业炉的建设与维护:•甲烷转化反应炉•水煤气加氢反应炉•鼓风炉•烧结机•立式炉体式加热器•热风炉•辊道炉•炭化炉3.表格内容工业炉砌筑验收表格的内容共分为以下几个部分:3.1.工程基本信息此部分需要填写工业炉的基本信息,包括:•工程名称•工程地点•建设单位•设计单位•施工单位•检验单位•设计文件审查和确认情况•炉体编号3.2. 火道砌筑此部分需填写火道砌筑的情况,包括:•材料合格证是否齐全•砖是否达到强度要求•符合技术要求的砌筑是否符合设计要求•砌筑缝是否合适,并有无过大或者过小情况。
3.3. 炉膛砌筑此部分可记录炉膛砌筑的情况,包括:•材料合格证是否齐全•砖是否达到强度要求•符合技术要求的砌筑是否符合设计要求•砌筑缝是否合适,并有无过大或者过小情况。
3.4. 出渣口砌筑此部分需填写出渣口砌筑的情况,包括:•材料合格证是否齐全•砖是否达到强度要求•符合技术要求的砌筑是否符合设计要求•砖缝是否合适,并有无过大或者过小情况。
3.5. 炉喉砌筑此部分需填写炉喉砌筑的情况,包括:•材料合格证是否齐全•砖是否达到强度要求•符合技术要求的砌筑是否符合设计要求•砖缝是否合适,并有无过大或者过小情况。
3.6.砖、钢结构的质量要求此部分需要详细说明砖、钢结构的质量要求。
3.7.其他此部分记录其他有关验收的事项。
4.工业炉砌筑验收表格的详细记录和规范构建,可帮助工业炉的建设与维护管理,并可以大大提高炉体的安全运行。
在炉体建设过程中,应认真执行验收要求,以提高验收工作的规范化、系统化,以确保炉体的质量和运行的安全。
第三章 高炉炼铁

的碳化硅砖或高导热的炭砖为主,高
炉下部以高导热的石墨质炭砖为主,
图 5.7 炉缸、炉底砌筑结构
6
图 3.7 为炉缸、炉底砌筑结构示意图。 3)冷却设备
冷却设备的作用是降低炉衬温度,提高炉衬材料抗机械、化学和热产生的侵蚀能力, 使炉衬材料处于良好的服役状态。高炉使用的冷却设备主要有冷却壁、冷却板和风口。冷却 壁紧贴着炉衬布置,冷却面积大;而冷却板水平插入炉衬中,对炉衬的冷却深度大,并对炉 衬有一定的支托作用。
(3)鼓风:空气通过高炉鼓风机加压后成为高压空气(鼓风),经过热风炉换热,将温 度提高到 1100~1300℃,再从高炉风口进入炉缸,与焦炭和煤粉燃烧产生热量和煤气。鼓风 带入高炉的物理热占高炉热量总收入的 20%左右。在鼓风中加入氧气可提高鼓风中的氧含 量(称为富氧鼓风)。采用富氧鼓风可提高风口燃烧温度,有利于高炉提高喷煤量和高炉利
4000m3 级高炉日产生铁量达到 10000 t 以
上。
hf
d1
β D
α
风口 中心线
d
铁口 中心线
h1
h2
h3
h4
h5
h6
炉 喉
炉 身
炉 腰 炉 腹 炉 缸 死铁层
Hu H
h0
3.2.3 高炉生产主要技术经济指标
图 5.3 高炉内型
(1)有效容积利用系数(ηu ):每 m3 高炉有效容积每天生产的铁水量( t / m3 ⋅ d ),
KΣ
=
每天装入高炉的焦炭量+ 每天喷入高炉的煤粉量×置换比 高炉每天出铁量
(3.4)
煤粉置换比通常小于 1.0,一般在 0.75~0.90 之间。
(6)冶炼强度( I ):每 m3 高炉有效容积每天消耗的(干)焦炭量( t / m3 ⋅ d )。