SMARTEK感应淬火能量控制器
感应淬火能量控制器设计
wh h s r g a i i c p o r mme t d wi VC+ a o t t e wo kn mo e o iig T S rc s a d h + d p s h r ig d c mb nn R S p o e s n W i 2 rc s 。T S r c s n p o e s R S p o e s 3
( 长江大学电子与信息工程学院, 湖北 荆州 4 4 2 ) 3 0 3
摘 要
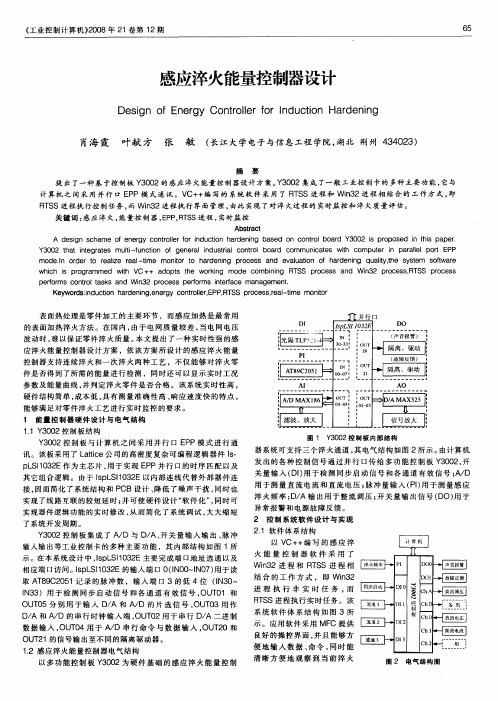
提 出 了一种 基 于控 制 板 Y 0 2的感 应 淬 火能 量 控 制 器 设 计 方 案 。 3 0 30 Y 0 2集 成 了一般 工 业控 制卡 的 多种 主 要 功 能 , 它与
计 算 机 之 间 采 用 并 行 口 E P模 式 通 讯 。V +编 写 的 系统 软 件 采 用 了 R S 进 程 和 W i 2进 程 相 结合 的 工 作 方 式 , P C+ TS n 3 即
A X 6 o o  ̄/ A5 JM 1 05 l :D X2 D A 8 3 0 = A 5 L U: M . - 4 T r ) r
-
f 『
0 3
B
I波 放 滤 、 大I
l信 放 号大
图 1 Y 0 2控 制板 内部 结 构 30
Dl Ip 11 3 E s LS 0 2 DO
[ TIH 33 ( 一( 报 j  ̄ L 0 儿_ 声 警 J r. 音 q N r
2 0 隔 离、驱动
( 障反 馈) 故 PI
应 淬火 能 量 控 制 器设 计 方 案 ,依该 方 案 所 设 计 的 感 应 淬 火 能量
表 面热 处 理 是 零 件 加 工 的 主 要 环 节 ,而 感 应 加 热 是 最 常用
感应淬火设备原理
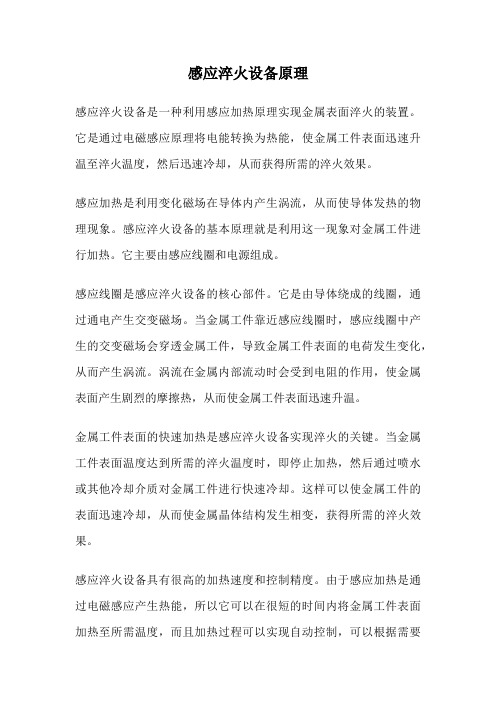
感应淬火设备原理感应淬火设备是一种利用感应加热原理实现金属表面淬火的装置。
它是通过电磁感应原理将电能转换为热能,使金属工件表面迅速升温至淬火温度,然后迅速冷却,从而获得所需的淬火效果。
感应加热是利用变化磁场在导体内产生涡流,从而使导体发热的物理现象。
感应淬火设备的基本原理就是利用这一现象对金属工件进行加热。
它主要由感应线圈和电源组成。
感应线圈是感应淬火设备的核心部件。
它是由导体绕成的线圈,通过通电产生交变磁场。
当金属工件靠近感应线圈时,感应线圈中产生的交变磁场会穿透金属工件,导致金属工件表面的电荷发生变化,从而产生涡流。
涡流在金属内部流动时会受到电阻的作用,使金属表面产生剧烈的摩擦热,从而使金属工件表面迅速升温。
金属工件表面的快速加热是感应淬火设备实现淬火的关键。
当金属工件表面温度达到所需的淬火温度时,即停止加热,然后通过喷水或其他冷却介质对金属工件进行快速冷却。
这样可以使金属工件的表面迅速冷却,从而使金属晶体结构发生相变,获得所需的淬火效果。
感应淬火设备具有很高的加热速度和控制精度。
由于感应加热是通过电磁感应产生热能,所以它可以在很短的时间内将金属工件表面加热至所需温度,而且加热过程可以实现自动控制,可以根据需要对加热时间和温度进行精确控制。
这使得感应淬火设备在工业生产中得到广泛应用。
感应淬火设备在金属加工行业有着重要的应用价值。
它可以提高金属零件的硬度和耐磨性,改善其力学性能和表面质量,延长使用寿命。
特别是对于大型和复杂形状的工件,感应淬火设备具有独特的优势,可以实现对工件表面的局部加热,避免了整体加热带来的变形和损坏。
感应淬火设备利用感应加热原理实现金属表面淬火,通过电磁感应产生的交变磁场使金属工件表面迅速加热至淬火温度,然后通过快速冷却获得所需的淬火效果。
它具有加热速度快、控制精度高等优点,在金属加工行业得到广泛应用。
Smartec CLD18 电感式电导率测量系统说明书

应用一体式测量系统用于中- 高电导率液体的电感式电导率测量。
采用高耐久性的符合食品安全要求的聚醚醚酮(PEEK)材质。
传感器具有强耐化学腐蚀性,可以在除食品行业之外的其他应用场合中使用。
测量系统特别适用于:•饮料行业中产品/水的相分离•原位清洗(CIP)装置控制、浓度控制、清洗回流管道中的分离•工业水监控•酸洗厂中的清洗过程优势•卫生型传感器设计,符合EHEDG 和3-A 认证要求,无二次污染风险•不锈钢或塑料变送器外壳,IP 69,可用高压蒸汽清洗•高重复性(测量值的0.5 %),确保始终进行相同的分离或监控•可选配IO-LinkProducts Solutions Services技术资料Smartec CLD18电感式电导率测量系统,一体式结构,适用食品与饮料行业应用TI01080C/28/ZH/06.21715323632021-06-30Smartec CLD182Endress+Hauser功能与系统设计测量原理电感式电导率测量原理示意图发生器(1)在初级线圈(2)处生成交变电磁场,导致介质(3)中出现感应电流。
电流强度与电导率相关,即介质中的离子浓度相关。
感应电流在次级线圈(4)处生成另一个电磁场。
接收器(5)测量线圈上的感应电流,测得介质的电导率。
1电感式电导率测量原理示意图1发生器2初级线圈3介质中的电流4次级线圈5接收器电感式电导率测量的优点:•无电极,因此无极化效应•可以对重度污染介质和趋于形成粘附的介质进行高精度测量•测量和介质完全电气隔离输入测量变量电导率温度测量范围电导率:推荐量程为200 μS/cm...1000 mS/cm(未补偿)温度:–10 … 130 °C (14 … 266 °F)数字量输入数字量输入应用于SIO 1)量程切换(没有IO-Link 通信)。
电压范围0...30 VHigh 电压,最小值模拟量:12.0 VIO-Link 通信:13.0 V Low 电压,最大值模拟量:9.0 VIO-Link 通信:8.0 V1)SIO = 标准输入输出Smartec CLD18Endress+Hauser 324 V 时的电流消耗模拟量:30.0 mA IO-Link 通信:5.0 mA 未定义电压范围模拟量:9.0...12.0 VIO-Link 通信:8.0...13.0 V输出输出信号电导率:模拟量:0 / 4...20 mA,电气隔离IO-Link 通信:0 / 4...20 mA温度:模拟量:0 / 4...20 mA,电气隔离负载Max. 500 Ω信号特征线性信号信号分辨率分辨率:> 13位测量精度:± 20 μA报警输出(仅限CLD18-A/B/C/D)报警输出表现为“集电极开路”。
杭州米科传感技术有限公司 1 人工智能温控器 调节仪 使用说明书 U-HSX2300-MICN2
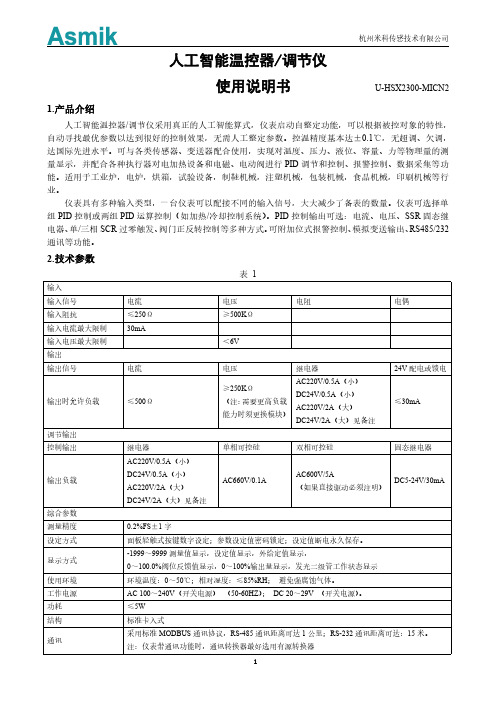
使用说明书U-HSX2300-MICN2 1.产品介绍人工智能温控器/调节仪采用真正的人工智能算式,仪表启动自整定功能,可以根据被控对象的特性,自动寻找最优参数以达到很好的控制效果,无需人工整定参数。
控温精度基本达±0.1℃,无超调、欠调,达国际先进水平。
可与各类传感器、变送器配合使用,实现对温度、压力、液位、容量、力等物理量的测量显示,并配合各种执行器对电加热设备和电磁、电动阀进行PID调节和控制、报警控制、数据采集等功能。
适用于工业炉,电炉,烘箱,试验设备,制鞋机械,注塑机械,包装机械,食品机械,印刷机械等行业。
仪表具有多种输入类型,一台仪表可以配接不同的输入信号,大大减少了备表的数量。
仪表可选择单组PID控制或两组PID运算控制(如加热/冷却控制系统)。
PID控制输出可选:电流、电压、SSR固态继电器、单/三相SCR过零触发、阀门正反转控制等多种方式。
可附加位式报警控制、模拟变送输出、RS485/232通讯等功能。
2.技术参数表1输入输入信号电流电压电阻电偶输入阻抗≤250Ω≥500KΩ输入电流最大限制30mA输入电压最大限制<6V输出输出信号电流电压继电器24V配电或馈电输出时允许负载≤500Ω≥250KΩ(注:需要更高负载能力时须更换模块)AC220V/0.5A(小)DC24V/0.5A(小)AC220V/2A(大)DC24V/2A(大)见备注≤30mA调节输出控制输出继电器单相可控硅双相可控硅固态继电器输出负载AC220V/0.5A(小)DC24V/0.5A(小)AC220V/2A(大)DC24V/2A(大)见备注AC660V/0.1AAC600V/5A(如果直接驱动必须注明)DC5-24V/30mA综合参数测量精度0.2%FS±1字设定方式面板轻触式按键数字设定;参数设定值密码锁定;设定值断电永久保存。
显示方式-1999~9999测量值显示,设定值显示,外给定值显示,0~100.0%阀位反馈值显示,0~100%输出量显示,发光二级管工作状态显示使用环境环境温度:0~50℃;相对湿度:≤85%RH;避免强腐蚀气体。
SMARTEK感应淬火电源诊断系统原理

SMARTEK感应淬火电源诊断系统原理高频感应加热:电流频率在100~500 kHz(千赫),有效淬硬深度为0.5~2 mm (毫米),主要用于要求淬硬层较薄的中、小型零件,如小模数齿轮、中小型轴等。
中频感应加热:电流频率在500~10000 Hz(赫),有效淬硬深度为2~10 mm(毫米),主要用于要求淬硬层要求较深的零件,如中等模数的齿轮、大模数齿轮、直径较大的轴等。
优点:1.热源在工件表层,加热速度快,热效率高2.工件因不是整体加热,变形小3.工件加热时间短,表面氧化脱碳量少4.工件表面硬度高,缺口敏感性小,冲击韧性、疲劳强度以及耐磨性等均有很不大提高。
有利于发挥材料的潜力,节约材料消耗,提高零件使用寿命5.设备紧凑,使用方便,劳动条件好6.便于机械化和自动化7.不仅用在表面淬火还可用在穿透加热与化学热处理等。
8.感应淬火设备一般为感应淬火机床,由感应电源、负载线、电容器、变压器、感应器、机床几部分组成。
分类:1.感应淬火类型分为:工频、低频、中频、超音频、高频、超高频几种,根据淬硬深度需要来选择适用频率。
淬硬层深度越大,所需频率越低,反之,则越高。
2.感应淬火以中频、超音频、高频、超高频为主。
3.中频一般为可控硅,目前国内有用IGBT感应电源做中频的,比可控硅节能,但是价格较可控硅的高。
相对来说,IGBT是发展趋势,因其转换效率较高,而且性能稳定,内部实现软开关,不容易出故障。
4.超音频、高频则是IGBT感应电源。
目前国内IGBT感应电源已经历三代。
第一代为窄频率多主板为显著特征。
第二代则是宽频率范围,单一主板为主要特征。
第三代,则从技术结构上进行了革命性的改变,实现数字化控制,能传输和储存能量监控数据,便于实现标准化管理。
5.超高频一般以电子管为主,MOSFET也有一定发展,目前国内有以IGBT做的。
电子管高频设备的环境污染已经众所周知,但是其取代者MOSFET故障率较高,引用范围收到限制。
SMARTEK感应淬火电源诊断系统原理=
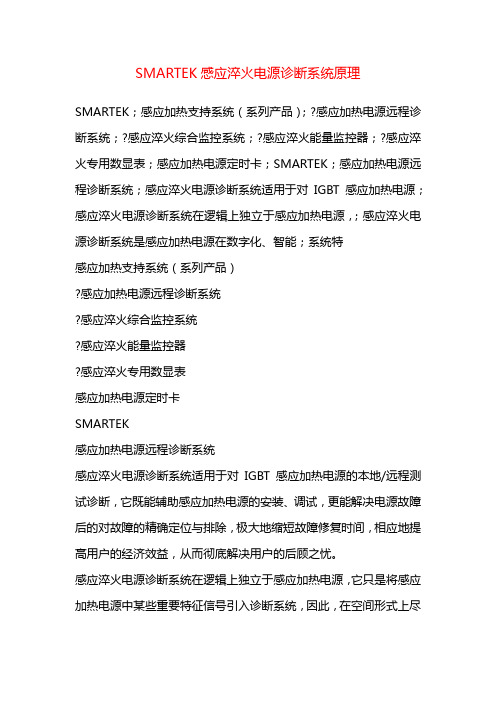
SMARTEK感应淬火电源诊断系统原理SMARTEK;感应加热支持系统(系列产品);?感应加热电源远程诊断系统;?感应淬火综合监控系统;?感应淬火能量监控器;?感应淬火专用数显表;感应加热电源定时卡;SMARTEK;感应加热电源远程诊断系统;感应淬火电源诊断系统适用于对IGBT感应加热电源;感应淬火电源诊断系统在逻辑上独立于感应加热电源,;感应淬火电源诊断系统是感应加热电源在数字化、智能;系统特感应加热支持系统(系列产品)?感应加热电源远程诊断系统?感应淬火综合监控系统?感应淬火能量监控器?感应淬火专用数显表感应加热电源定时卡SMARTEK感应加热电源远程诊断系统感应淬火电源诊断系统适用于对IGBT感应加热电源的本地/远程测试诊断,它既能辅助感应加热电源的安装、调试,更能解决电源故障后的对故障的精确定位与排除,极大地缩短故障修复时间,相应地提高用户的经济效益,从而彻底解决用户的后顾之忧。
感应淬火电源诊断系统在逻辑上独立于感应加热电源,它只是将感应加热电源中某些重要特征信号引入诊断系统,因此,在空间形式上尽量将两者整体安装。
在实际运行过程中,诊断系统完全不会对感应加热电源造成任何不利影响。
感应淬火电源诊断系统是感应加热电源在数字化、智能化与网络化过程中的必然产物。
因此,随着电子技术的进步与计算机网络技术的不断发展,诊断系统的应用将在感应加热电源中更加广泛,其作用与意义也将更加显著。
系统特点1.多层次隔离保护(信号隔离、电源隔离、通讯隔离)、完全避免对感应淬火电源、诊断系统、计算机的不良影响;2.自动检测并识别感应淬火电源的当前状态(无电状态、半电状态、全电状态),并采用硬件、软件双重保护方式,以避免误操作感应淬火电源造成损坏;3.诊断系统上位机软件操作简单,全菜单模式,参数、曲线显示直观,并能够对比标准参数与曲线,极大地降低了对操作者的电气理论与实践经验要求;4.诊断系统测试过程自动同步生成数据文件,便于存档、回放或者网络共享数据文件;5.诊断系统的下位机与上位机采用标准通讯连接,诊断系统上位机可以选择为HMI、笔记本电脑或者工控机,用户可根据需要自主重构系统;6.在诊断系统连接internet网络后,感应淬火电源制造商能够直接远程操作上位机,并与现场人员快速完成感应淬火电源诊断过程。
信捷伺服手册
有可能引起误动作、产品损坏。 z 产品的运行、维护
危险
1.驱动器运行后,请勿触摸电机的旋转部。 有受伤的危险。
2.请勿触摸驱动器的内部。 有触电的危险。
3.在通电状态下,请务必装上面板护罩。 有触电的危险。
2 产品的安装.......................................................................................................................................... 5 2-1.伺服电机 ................................................................................................................................ 5 2-1-1.保存温度 ...................................................................................................................... 5 2-1-2.安装场所 ...................................................................................................................... 5 2-1-3.同心度 .......................................................................................................................... 5 2-1-4.安装方向 ...................................................................................................................... 6 2-1-5.防止水滴和油滴的措施 .............................................................................................. 6 2-1-6.电线的张紧度 .............................................................................................................. 6 2-2.伺服驱动器 ............................................................................................................................ 6 2-2-1.保存温度 ...................................................................................................................... 6 2-2-2.安装场所 ...................................................................................................................... 6 2-2-3.安装方向 ...................................................................................................................... 6 2-2-4.安装标准 ...................................................................................................................... 7
转向齿条接触式感应淬火技术-概述说明以及解释
转向齿条接触式感应淬火技术-概述说明以及解释1.引言1.1 概述齿条接触式感应淬火技术是一种先进的金属表面处理技术,通过电磁感应原理实现对齿轮齿条等金属零件的淬火处理。
相比传统的浸渍式淬火方法,齿条接触式感应淬火技术具有许多优势。
它不仅能够在短时间内实现金属件的表面硬化,提高其强度和耐磨性,还能够避免传统淬火过程中可能出现的变形和裂纹等问题。
齿条接触式感应淬火技术的基本原理是利用电磁感应的作用,通过感应线圈产生交变磁场,将金属工件放置在磁场中,使其表面产生感应电流,从而激发出局部高温。
通过控制加热时间和加热温度,可以实现金属表面的快速加热和冷却,从而达到淬火的效果。
与传统的浸渍式淬火方法相比,齿条接触式感应淬火技术具有如下特点:首先,其加热效率高,能够快速实现金属表面的加热,从而节省了生产时间。
其次,由于直接以零件表面为加热区域,其加热深度可以得到有效控制,避免了内部组织变形和裂纹的产生。
此外,该技术还具有能源消耗低、环境污染小等优势。
齿条接触式感应淬火技术在工业领域有广泛的应用。
例如,在汽车制造领域,齿条接触式感应淬火技术可以用于汽车传动系统的齿轮淬火处理,提高其耐磨性和使用寿命。
在航空航天领域,该技术也可以应用于航空发动机的关键部件淬火,提高其耐高温和抗疲劳能力。
此外,该技术还可以应用于工具制造、机械制造、能源装备等行业,为各类金属零件提供表面硬化处理。
综上所述,齿条接触式感应淬火技术是一种高效、可控、环保的金属表面处理技术。
通过该技术的应用,可以提高金属零件的强度和耐磨性,延长其使用寿命。
随着科技的不断进步,齿条接触式感应淬火技术在未来的发展中将不断完善和创新,为各行各业的金属加工提供更加优质的解决方案。
文章结构是指文章的组织方式和内容安排。
本文主题为转向齿条接触式感应淬火技术,文章结构如下:1. 引言1.1 概述引言部分将介绍转向齿条接触式感应淬火技术的背景和意义,以及该技术在工业制造中的重要性和应用前景。
威姆科KU8801 型 十二程序段数字式闪光对焊同步控制器使用说明书
KU8801型十二程序段数字式闪光对焊同步控制器使用说明书北京威姆科焊接器材有限公司一、概述KU8801微机闪光对焊同步控制器,是一种由单片机作为主控制单元的对焊同步控制器。
该控制器能对对焊机的夹持、快速送进、闪光、焊接、顶锻、间歇、回火、保持、卸载、返回、储能罐充液这十一个程序段的工作时间(周波数/脉冲数)及工作电流进行调节和同步控制,实现电网电压的补偿。
并对各个程序段的工作参数实现数字式调节和显示。
该控制器能对短路时间进行调整和控制,在闪光阶段,如果工件短路时间超过给定值,控制器将自动切断焊接电源。
由于采用了单片机作为主控单元,并采用全数字调节和显示,本控制器的体积和重量与传统电路组成的控制器相比,不仅体积和重量大为减少,更重要的是大大提高了产品的可靠性和稳定性,使产品的性能/价格比大幅度提高。
其仪表化的外壳也便于将其嵌入焊机控制柜内部,缩小了整机体积,降低了制造成本。
由于采用了低功耗的单片机芯片WE8801,使得本控制器整机功耗只有20W。
实属节能产品。
本控制器的高度集成化,尤其是I2C总线和数字显示技术的应用,使得电路十分简洁,便于产品的调整、维护和保养。
图一、控制器外观1二、技术指标:1、程序段数量: 122、各程序段时间: 0~9.9s3、工作电流相对值调节范围: 0~99.5 (小数值0.5用小数点表示)4、控制输出量: 1路主晶闸管移相触发信号和夹持、送进、顶锻、返回、储能罐充液等7个开关信号。
5、输入量:6路开关量和1路模拟量。
6 、最大控制电流: 1000A (通过外接主可控硅)7 、电源电压: AC 10V 双路 50Hz8 、功耗:≤20W9 、体积和重量: 160×80×125mm(宽×高×深) 1.5kg (含变压器)10、成套供应: KU8801控制器一台,30W电源变压器一只三、接线方法:结合图二,对KU8801的外部接线说明如下:1、控制器接线端子的1~8号端子是开关量输出端口,其中8号是公用端口。
HMI技术实现通用感应淬火自动控制

I
f
1 通 用 感 应 淬 火 装 备 控 制 系统 组 成 设 计
利用 触摸 屏 H , MI结合 可编 程 序控 制 器 P C Po L ( r— ga a l L g ot l r , 套 相 应 组 态 软 件 设 计 , r mm be o i C nr l ) 配 c oe 通 过传感 与通信 , 实现 参数 现场 填表 式设定 , 时 曲 可 实
在 控制 系统 中 , 摸屏 HM 与 P C构 成 系统 的上 触 I L 位 机 与下位 机 。通 过 H 填表 式参 数 设定 , 运 行参 MI 将
结果 , 过 H 触摸 屏 发 布 指令 控 制 设 备 操 作 , 现 通 MI 实
97 ・
・
工艺与检测 ThI ds enga t c0y T o ne
以改 善和提 高零 件性 能 。通用感 应淬 火装 备 的通用 性 与 自动化控 制 , 于节 省成 本 , 对 提高感 应 淬火效 率 和质 量具 有非 常关键 的作 用 。
触 摸屏 是 连接 人 和机 器 的人 机 界 面 ( u n Ma H ma —
地 把机 械设 备 动作 或 过 程 参 数 映 射 在 运 算 处 理 单 元
ThI de工艺与检测 enga s c0 ynTf o
H 技 术 实 现 通 用 感应 淬 火 自动 控 制 MI
庄淑君 姚 旭 东
( 阳理 工学 院 电气工程 与 自动化 系 , 洛 河南 洛 阳 4 1 2 ) 7 0 3 摘 要 : 于人机 界面触 摸 屏 ( 基 HMI 与 可编 程序 控 制 器 ( L , ) P C) 配套 相 应 的 组 态软 件 , 过 传 感 与 通信 技 通
利米托克电动执行机构操作规程及注意事项
利米托克电动执行机构操作规程及注意事项
一、操作规程
1.操作前的准备
-检查设备是否处于正常工作状态,包括电源、连接线、控制盒等;
-了解所需操作的具体要求和目标。
2.正确操作流程
-打开电源,确保电流稳定,并使用正确的连接线将电动执行机构连接到控制盒;
-按照控制盒上的指示进行相应的操作,包括启动、停止、速度调节等;
-在操作过程中,应注意观察机构的运行状态,如有异常应及时停机并排除故障;
-在操作过程中,不得随意更改设备的设置参数,以免造成机构的损坏或危险操作。
3.安全操作要求
二、注意事项
1.操作安全
-操作前应认真检查设备是否处于正常工作状态,如有异常应及时排除故障;
-操作前应穿戴好必要的安全装备,如手套、护目镜等;
-操作过程中应时刻保持警惕,如发现异常应及时停机并采取相应的
措施。
2.环境安全
-操作过程中应注意观察周围环境,如有不安全因素及时采取措施,
并报告相关负责人。
3.设备保养
-定期维护保养电动执行机构,包括清洁机构外壳、润滑传动部件、
检查电源线等;
-对机构的关键部件进行定期检测和更换,以确保设备的正常运行;
-在设备长时间停用前,应对机构进行彻底的清洁和保养工作,防止
灰尘等杂物对机构造成损坏。
4.事故处理
-在事故处理前应确保自身安全,然后采取相应的应急措施,如切断
电源等;
-在事故得到控制后,应及时通知相关负责人,进行事故调查和处理,以防止类似事故再次发生。
SMARTEK感应淬火能量控制器

⏹感应淬火能量监控器⏹感应淬火专用数显表⏹感应加热电源定时卡
能量控制器电气连接
NOTE:
1.计算机电源:经过变压器(380V AC/220V AC或者220VAC/220V AC)隔离、电源滤波
器后使用;
2.直流电源:经过变压器(380VAC/220V AC或者220V AC/220V AC)隔离、电源滤波器
后输入;+5V、+15V、-15V电源共地,并与24V电源地隔离。
3.开关量输入
自动监控
在编辑完成工艺文件与通道设置后,用户就可以启动能量控制器的“自动监控”功能。
操作方法:在主菜单下,点击“自动监控”—“启动”。
在通道输入信号有效的情况下,系统将在“基本参数”区显示当前通道的基本情况,如“当前通道”、本通道将要采用的“工艺文件”、待淬火的工件名称、工件序号等。
如果无有效通道信号输入,则“当前通道”栏显示为“0”。
画面中显示的实时状态与参数信息包括:监控状态(工艺调试/自动监控/停止),直流电压、直流电流、淬火频率的当前值及其柱状图,功率曲线、瞬时功率,以及当前工件淬火的累计能量。
每完成一个工件的淬火加工,无论淬火是否成功,系统都会自动向淬火电源柜发出一个停机信号。
一旦淬火失败,系统将在“报警状态”栏中显示报警原因,同时发出声音报警;如果需要,用户可以主动禁止声音报警功能,它不会影响系统的其它报警功能。
在“自动监控”状态下,每完成一次淬火加工,系统将自动记录该工件在淬火过程中的工况参数,以备查看。
结束或者退出“自动监控”状态时,必须点击“自动监控”—“停止”,以确保系统安全。
克罗韦尔 MagneMotion QuickStick HT QSMC 电机控制器 数据表
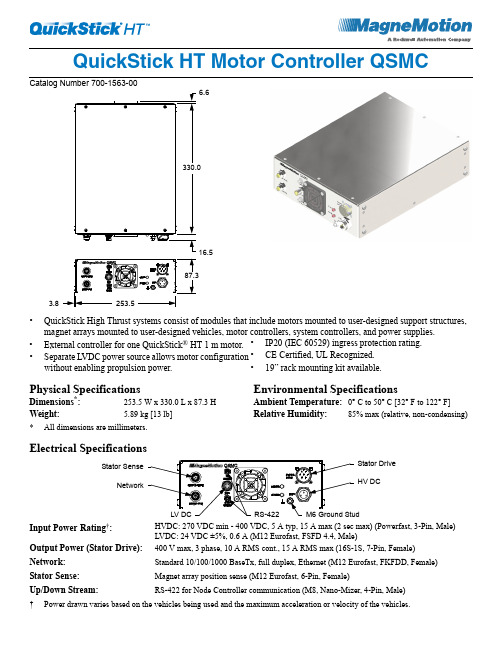
Catalog Number 700-1563-00Physical SpecificationsEnvironmental Specifications*All dimensions are millimeters.Electrical Specifications†Power drawn varies based on the vehicles being used and the maximum acceleration or velocity of the vehicles.•QuickStick High Thrust systems consist of modules that include motors mounted to user-designed support structures, magnet arrays mounted to user-designed vehicles, motor controllers, system controllers, and power supplies.•External controller for one QuickStick ® HT 1m motor.•Separate LVDC power source allows motor configuration without enabling propulsion power.•IP20 (IEC 60529) ingress protection rating.•CE Certified, UL Recognized.•19” rack mounting kit available.Dimensions *:253.5 W x 330.0 L x 87.3 H Ambient Temperature:0°C to 50°C [32°F to 122°F]Weight:5.89kg [13lb]Relative Humidity:85% max (relative, non-condensing)Input Power Rating †:HVDC: 270VDC min - 400VDC, 5A typ, 15A max (2 sec max) (Powerfast, 3-Pin, Male)LVDC: 24 VDC ±5%, 0.6 A (M12 Eurofast, FSFD 4.4, Male)Output Power (Stator Drive):400V max, 3phase, 10A RMS cont., 15A RMS max (16S-1S, 7-Pin, Female)Network:Standard 10/100/1000 BaseTx, full duplex, Ethernet (M12 Eurofast, FKFDD, Female)Stator Sense:Magnet array position sense (M12 Eurofast, 6-Pin, Female)Up/Down Stream:RS-422 for Node Controller communication (M8, Nano-Mizer, 4-Pin, Male)3.816.56.6HV DCStator Drive NetworkStator SenseQuickStick HT Motor Controller QSMCRockwell Automation SupportUse the following resources to access support information.Documentation FeedbackY our comments will help us serve your documentation needs better. If you have any suggestions on how to improve this document, complete the How Are W e Doing? form at /idc/groups/literature/documents/du/ra-du002_-en-e.pdf .Technical Support CenterKnowledgebase Articles, How-to Videos, FAQs, Chat, User Forums, and Product Notification Updates.https:///Local Technical Support Phone Numbers Locate the phone number for your country./global/support/get-support-now.page Direct Dial Codes Find the Direct Dial Code for your product. Use the code to route your call directly to a technical support engineer./global/support/direct-dial.page Literature LibraryInstallation Instructions, Manuals, Brochures, and Technical Data./global/literature-library/overview.page Product Compatibility and Download Center (PCDC)Get help determining how products interact, check features and capabilities, and find associated firmware./global/support/pcdc.pageRockwell Otomasyon Ticaret A.Ş., Kar Plaza İş Merkezi E Blok Kat:6 34752 İçerenköy, İstanbul, T el: +90 (216) 5698400Rockwell Automation maintains current product environmental information is on its website at /rockwellautomation/about-us/sustainability-ethics/product-environmental-compliance.page .Product certificates are located in the Rockwell Automation Literature Library: /global/literature-library/overview.page Allen-Bradley, Rockwell Software, and Rockwell Automation are trademarks of Rockwell Automation, Inc.Trademarks not belonging to Rockwell Automation are property of their respective companies.Copyright © 2015–2018 MagneMotion, A Rockwell Automation Company. All Rights Reserved.139 Barnum Road, Devens, MA 01434, USA +1 978-757-9100Publication MMI-TD026D-EN-P - January 2018DIR 990000681Supersedes 990000681 Rev. C。
感应淬火和回火系统

感应淬火和回火系统
佚名
【期刊名称】《工业加热》
【年(卷),期】2011(40)4
【摘要】美国应达感应加热公司最近为美国传动装置部件厂制造一套感应淬火和回火系统。
该系统专门用于轴承座圈和轮毂淬火和回火,它由STATISCANIV型感应淬火装置和STATISCANII型感应回火装置组成。
控制系统采用美国Allen-Bradley公司生产的带有触摸屏人机介面(HMI)和显示的PLC控制器,用于控制和显示生产过程,以保证产品质量。
【总页数】1页(P51-51)
【关键词】感应淬火;感应回火;控制系统;PLC控制器;生产过程;传动装置;感应加热;轴承座圈
【正文语种】中文
【中图分类】TG162.73
【相关文献】
1.产品在线感应淬火、感应回火工艺 [J], 郭昊;郝丰林
2.曲轴静态淬火工艺(待续)--先进的无旋式曲轴感应淬火和回火技术 [J],
D.Loveless
3.曲轴静态淬火工艺(续完)--先进的无旋式曲轴感应淬火和回火技术 [J],
D.Loveless
4.中频感应淬火及回火对45Mn钢组织和硬度影响 [J], 曹培;张青
5.汽车用细丝径油淬火55SiCr弹簧钢丝的感应回火工艺研究 [J], 林传超;杨振涛;黄玮颉;储成林
因版权原因,仅展示原文概要,查看原文内容请购买。
感应淬火 (2)
感应淬火什么是感应淬火?感应淬火是一种金属热处理工艺,通过使用感应加热来提高金属工件的硬度和耐磨性。
它适用于各种类型的金属,包括钢、铁、铝和铜。
感应淬火以其快速和高效的加热方式而闻名,对于需要高硬度的工件尤其有用。
感应淬火的原理感应淬火是基于法拉第电磁感应定律的原理。
当感应线圈通电时,它会产生一个强磁场。
金属工件通过感应线圈时,金属中的电流会受到感应磁场的影响。
电流的流动会导致金属工件发热。
金属的电阻会导致更多的电流在其表面积聚,因此,表面温度会急剧升高。
通过控制感应线圈的电流强度和频率,可以实现对金属工件表面的快速加热。
一旦金属表面达到所需温度,可以将其迅速冷却,进而增加其硬度和耐磨性。
感应淬火的优势感应淬火具有许多优势,使其成为金属加工行业中广泛使用的热处理工艺之一:1.快速加热:感应淬火技术能够在短时间内将金属工件加热到所需温度,从而提高生产效率。
2.灵活性:感应淬火适用于不同类型的金属,可以根据需要调整加热参数进行获得所需的硬度和耐磨性。
3.均匀加热:感应淬火能够实现金属表面的均匀加热,可以避免局部热应力和变形。
4.环保:相比传统的加热方式,感应淬火减少了能源消耗和排放,对环境更友好。
感应淬火的应用感应淬火广泛应用于各个行业,包括汽车、机械、航空航天等。
以下是几个常见的应用领域:1.汽车零部件:感应淬火可用于加工发动机气门、凸轮轴和传动轴等零部件,使其具有更高的硬度和耐磨性。
2.钢铁加工:对于一些需要高硬度和耐磨性的钢材,如轴承钢和切割工具钢,感应淬火可以提供更好的性能。
3.电力行业:感应淬火可用于制造电机转子和发电机组件等关键元件,提高其耐用性和效率。
4.金属模具:通过感应淬火处理,金属模具可以获得更高的硬度和表面耐磨性,延长使用寿命。
感应淬火的挑战尽管感应淬火具有许多优势,但也存在一些挑战需要考虑:1.设备成本:感应加热设备的价格相对较高,这可能对小型企业和初创公司构成一定的挑战。
2.参数控制:感应淬火需要准确控制加热参数,包括电流强度、频率和加热时间等。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
⏹感应淬火能量监控器⏹感应淬火专用数显表⏹感应加热电源定时卡
能量控制器电气连接
NOTE:
1.计算机电源:经过变压器(380V AC/220V AC或者220VAC/220V AC)隔离、电源滤波
器后使用;
2.直流电源:经过变压器(380VAC/220V AC或者220V AC/220V AC)隔离、电源滤波器
后输入;+5V、+15V、-15V电源共地,并与24V电源地隔离。
3.开关量输入
自动监控
在编辑完成工艺文件与通道设置后,用户就可以启动能量控制器的“自动监控”功能。
操作方法:在主菜单下,点击“自动监控”—“启动”。
在通道输入信号有效的情况下,系统将在“基本参数”区显示当前通道的基本情况,如“当前通道”、本通道将要采用的“工艺文件”、待淬火的工件名称、工件序号等。
如果无有效通道信号输入,则“当前通道”栏显示为“0”。
画面中显示的实时状态与参数信息包括:监控状态(工艺调试/自动监控/停止),直流电压、直流电流、淬火频率的当前值及其柱状图,功率曲线、瞬时功率,以及当前工件淬火的累计能量。
每完成一个工件的淬火加工,无论淬火是否成功,系统都会自动向淬火电源柜发出一个停机信号。
一旦淬火失败,系统将在“报警状态”栏中显示报警原因,同时发出声音报警;如果需要,用户可以主动禁止声音报警功能,它不会影响系统的其它报警功能。
在“自动监控”状态下,每完成一次淬火加工,系统将自动记录该工件在淬火过程中的工况参数,以备查看。
结束或者退出“自动监控”状态时,必须点击“自动监控”—“停止”,以确保系统安全。