mazake操作面板操作面板功能键的介绍
MAZAK机床操作说明书

MAZAK 机床操作说明书操作说明书 MAZATROL MATRIX (INTEGREX IV 规格) NC 单元的操作和自动运行准备说明书编号: H740S30030C 机械编号: 在使用本机之前,请充分掌握本说明书内容,进行正确的操作或作业。
如果有任何疑问之处,请与就近的MAZAK 技术服务中心或技术中心联系。
重要说明 1. 务必遵守说明书内的安全事项,以及贴在机械上的安全铭牌的内容。
如果没有遵从这些内容,可能会造成重大的人身事故或物品损害。
如果需要交换用的安全铭牌,请向MAZAK 技术服务中心或技术中心订购。
2. 切忌擅自进行影响机械安全性的任何改造。
如果希望进行改造,请与MAZAK 技术服务中心或技术中心联系。
3. 为说明细节部分,本说明书中部分例图以卸下护罩或门的状态画出。
请注意,为安全起见,在实际运转时必须装好。
4. 本说明书根据最新材料编写,然而因为不断的技术革新而万一在所购买的机械与本说明书内容有所不同,请与MAZAK 技术服务中心或技术中心联系。
MAZAK 技术服务中心或技术中心将会提供正确的资料。
5. 请将本使用说明书保管在机械附近,以便随时查阅。
6. 要重新订购说明书时,请与说明书编号(或机械名称、机械编号、说明书名称)一并与就近的 MAZAK 技术服务中心或技术中心联系。
说明书制作: YAMAZAKI MAZAK CORP. 说明书编辑科02. 2006 第3 部NC 单元的操作和自动运行准备INTEGREX IV 规格H740S30030C 安全注意事项S-1 安全注意事项前言为进一步安全使用安装有CNC(电脑数控)装置(以下简称NC)的本机,下面说明有关NC 的安全注意事项。
为此,不仅是进行程序设计的人员,而且是进行机械操作等的人员也需要充分掌握本说明书内容后进行作业。
另外,根据所使用的NC 不同,由于没有对应的功能、任选装置,因此会有不符合的注意事项,但希望通读一下。
马扎克车铣操作面板的使用
马扎克车铣操作面板的使用1. 简介马扎克车铣操作面板是数控机床上负责控制车铣工具的核心部件之一。
它提供了丰富的功能和操作选项,使得机床操作员能够灵活、准确地控制车铣加工过程。
本文档将介绍马扎克车铣操作面板的基本布局和常用功能,帮助操作员更加熟练地使用这一重要设备。
2. 操作面板布局马扎克车铣操作面板通常由以下几个部分组成:2.1 主界面主界面是操作面板上最核心的部分,用于显示主要工作界面和各种操作选项。
它通常具有高分辨率的彩色触摸屏,操作员可以通过该界面来选择功能、输入指令和查看加工过程。
2.2 功能键区功能键区一般位于主界面的下方或两侧,用于快速选择和切换常用功能。
每个功能键都有一个相应的图标或文字标识,通过轻触功能键即可实现相应功能的快速切换。
2.3 数据输入区数据输入区通常位于主界面的下方或侧面,用于输入相关数据。
它包括数字键盘、旋钮和各种可调节的参数输入方式,方便操作员对加工过程进行调整和控制。
2.4 显示区显示区通常位于主界面的中央或上方,用于显示当前的加工状态、坐标轴位置、加工进度和报警信息等。
操作员可以通过显示区的信息来监控加工过程,及时发现和处理异常情况。
3. 常用功能介绍马扎克车铣操作面板提供了丰富的功能和操作选项,下面列举了常用的功能和其使用方法:3.1 加工程序选择通过主界面或功能键区中的“程序选择”功能键,操作员可以选择需要执行的加工程序。
主界面上通常会显示一个加工程序列表,操作员可以通过触摸屏或旋钮来选择目标程序,并确认执行。
3.2 坐标轴控制通过主界面或功能键区中的“坐标轴控制”功能键,操作员可以控制数控车铣机床的各个坐标轴运动。
在选择该功能后,主界面会显示坐标轴的位置、速度和状态信息,操作员可以通过触摸屏或旋钮来进行微调或精确控制。
3.3 运动模式选择通过主界面或功能键区中的“运动模式选择”功能键,操作员可以选择不同的运动模式。
常见的运动模式包括手动模式、单步模式和连续模式。
mazake操作面板 操作面板功能键的介绍
Mazake 操作面板操作面板功能键的介绍Mazake 是一种高精度机床,常用于加工复杂形状的钢材和金属零件。
它的操作面板是机器的一部分,提供了控制机器和程序的功能。
本文将介绍 Mazake 操作面板中的功能键。
前置操作在使用操作面板上的功能键之前,请确保已经正确设置了机器,包括:•激活机器;•安装好所需的夹具和工具;•给工件正确定位。
操作面板的基本介绍Mazake 的操作面板位于机器的一侧,通常是机器的右侧。
它主要分为以下三个区域:•数字区;•功能键区;•支持区。
数字区包含数字显示屏,用于显示机器的状态和参数。
功能键区包含控制机器的各种功能键。
支持区为操作面板提供支撑。
功能键介绍START/STOP 键START/STOP 键是操作面板上的主要功能键。
它启动或停止机器的操作。
按下START 键,机器将开始执行程序。
按下 STOP 键,机器将停止运行。
重复开始键这个键可以让机器在当前位置重新开始执行程序。
如果需要重新执行一个程序,但不希望回到程序的最初位置,那么就可以使用此功能键。
停止键这个键将立即停止机器的操作。
在紧急情况下,按下此键可保护机器和工件的安全。
请注意,此功能键会立即停止机器,因此在使用时需要格外小心。
机床原点复位键这个键将机器的轴和坐标系重新设置为原始状态。
使用此功能键可以确保机器的准确性和可靠性。
通常,该键需要在开机时使用。
暂停键暂停键将暂停机器的操作,允许操作者对机器进行调整或检查。
摁下 START 键,机器可以从当前位置继续运行。
取消键取消键将取消已经选择的程序或功能。
此功能键也是在紧急情况下使用的。
本文介绍了 Mazake 操作面板上的功能键,它们对于操作 Mazake 机器和程序有着极其重要的作用。
在机器的操作过程中,保持对这些键的认识和使用是非常必要的,它们不仅是操作机器的关键,也是确保机器运行安全的重要保障。
mazake操作面板操作面板功能键的介绍
操作面板功能键的介绍
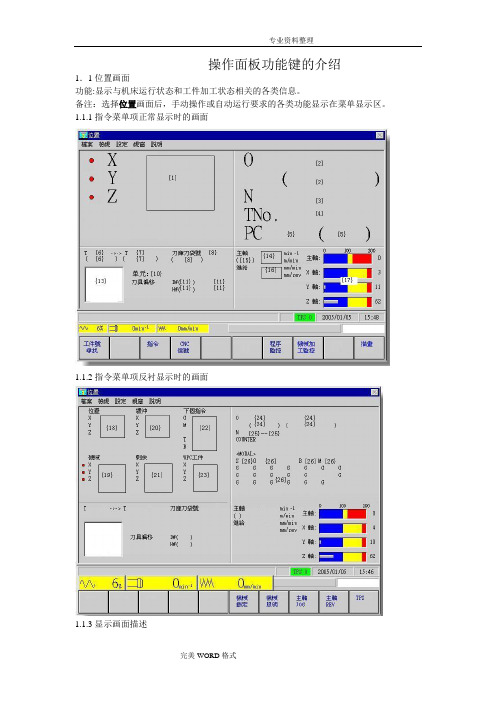
1.1位置画面
功能:显示与机床运行状态和工件加工状态相关的各类信息。
备注:选择位置画面后,手动操作或自动运行要求的各类功能显示在菜单显示区。
1.1.1指令菜单项正常显示时的画面
1.1.2指令菜单项反衬显示时的画面
1.1.3显示画面描述
注 1 :数据项[2 0]预读行程和[2 2]下个指令,在以下指令块中不显示。
* 含有G28的程序段
* EOB(程序结束)程序段
MAZATROL程序运行时,当内部控制指令与上述命令相吻合时,不显示。
注 2 :因为相关刀尖路径自动插入,对于具有直径补偿的外角加工,有时程序中没有的指令也回显示出来。
1.2.机床显示面板图如下:
2.机床操作面板图如下
注:第一次回原点是指机床断电开机后机床回零那一次;第二次回原点是指第一次回零后的所有回原点的操作。
专业资料整理
完美WORD格式。
mazake操作面板 手轮操作
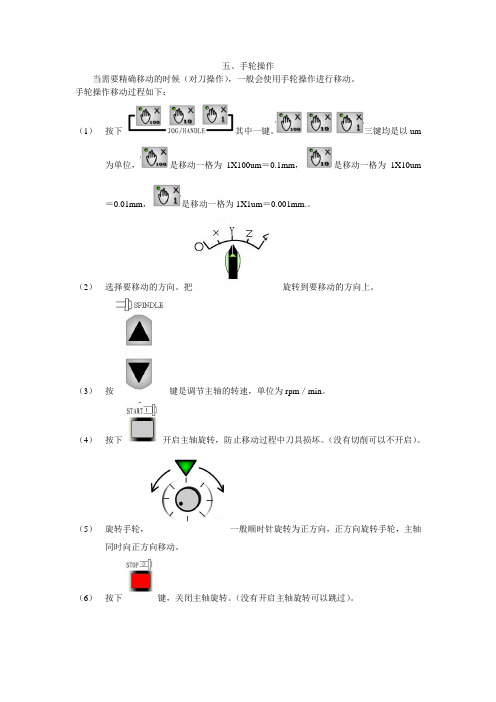
五、手轮操作
当需要精确移动的时候(对刀操作),一般会使用手轮操作进行移动。
手轮操作移动过程如下:
(1)按下
其中一键。
三键均是以um
为单位,是移动一格为1X100um=0.1mm ,是移动一格为1X10um
=0.01mm
,是移动一格为1X1um=0.001mm.。
(2)
选择要移动的方向。
把旋转到要移动的方向上。
(3)
按键是调节主轴的转速,单位为rpm/min。
(4)
按下开启主轴旋转,防止移动过程中刀具损坏。
(没有切削可以不开启)。
(5)旋转手轮,一般顺时针旋转为正方向,正方向旋转手轮,主轴同时向正方向移动。
(6)
按下键,关闭主轴旋转。
(没有开启主轴旋转可以跳过)。
实例:
(1)按下键,进入手轮模式。
(2)
把旋转到X。
(3)向左旋转手轮一格,X轴移动0.1mm。
(4)按下键,向左旋转手轮一格,X轴移动0.01mm。
(5)按下键,向左旋转手轮一格,X轴移动0.001mm。
MAZAK快速熟练操作手册
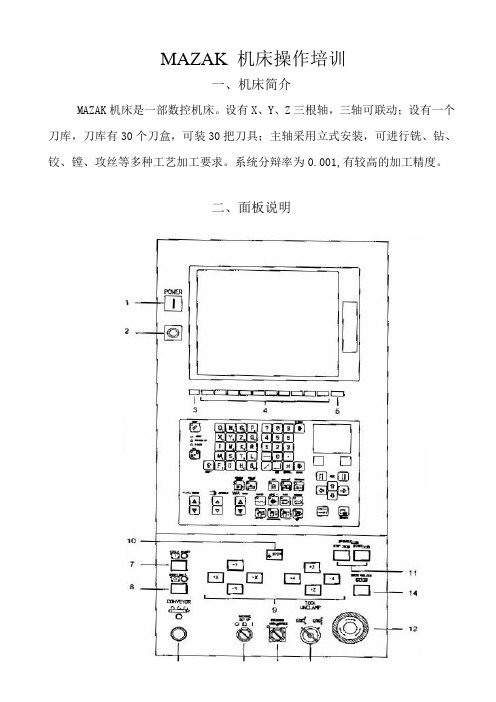
MAZAK 机床操作培训一、机床简介MAZAK机床是一部数控机床。
设有X、Y、Z三根轴,三轴可联动;设有一个刀库,刀库有30个刀盒,可装30把刀具;主轴采用立式安装,可进行铣、钻、铰、镗、攻丝等多种工艺加工要求。
系统分辩率为0.001,有较高的加工精度。
二,面板三操作说明3.1开机前注意事项(1)检查液压油、主轴油、润滑油是否足够,冷却液是否足够。
3.2开机(1)接通电源;(2)按下机床启动键,等待“REDAY”指示灯亮后(绿色),再进行下一步工作。
(期间约一分钟)3.4 换刀3.6工件装夹操作(1) 按照3.2开机步骤完成后,即可进工件装夹(2) 按RESET键,机床状态显示指示灯绿色,表示机床已经准备好.(3) 各轴回到机床坐标X-510 Y2.1 Z-0.3位置,以便装夹工件.方法是:MDI模式下,输入G0 G53 Y2.1 Z-0.3和G0 G53 X-510,双手按CYCLE START键.(4) 装工件.要点是:a OP面向上,机械手扶手在缸体机油过滤器孔一边;b大端(离合器面)靠左,小端(水泵面)靠右,在工作台上定好位.[注意定位面与定位销的清洁度];c 轻轻摇动一下缸体,使定位面互相贴紧.3.7中途启动机床(1) 当加工过程发生故障时,不要急于消除报警,先确认当前加工状态,如:加工到哪一步,哪一把刀. (2) 解除报警(3) 手动将刀具移到远离工件的位置.(退刀时可打开工作门,按照先退Z轴,再退Y 轴的原则进行)(4) 按MDI模式键,把要加工的刀调到主轴上(5) 按手键,按SOFTKEY PROGRAM,把光标移至开始加工的程序段,按MDI模式键,输入G95 G90 G00 G43 G54 X---- Y---- M03 S----;M09 M08 M51(刀有内冷时输入),把快速进给倍率调到6%~12%.(6) 按下程序单段执行键,双手按下CYCLE START键,执行输入内容.(7) 按下MEMORY,按下SOFTKEY EIA/MONITOR,移动光标直至开始加工的程序段前,按下RESART 2 NONMOCAL.(8) 按菜单换页键 POSITION 菜单换页键 PROGRAM MONITOR (9) 双手按下CYCLE START,注意观察,无误后,逐渐增大快速倍率至100%,最后按下程序单段键,开始自动循环加工。
MAZAK E-410加工中心编程说明书
1. 刀具尖端点控制接通
<类型 1> G43.4(Xx Yy Zz Aa Bb Cc)Hh ;..........接通刀具尖端点控制类型 1
<类型 2> G43.5(Xx Yy Zz)Ii Jj Kk Hh ;..........接通刀具尖端点控制类型 2
x, y, z : 正交坐标轴移动指令
a, b, c : 旋转轴移动指令
注意 4: 在刀具尖端点控制类型 2 指令时,如果省略了 I、J、K 中的任意一个,被省略的地址将 被视为 0。如果 I、J、K 全部被省略,则使用前面程序段的姿势矢量。
注意 5: 不能进行相对于工件使刀具方向反转的指令。如果做了此指令,将成为“數據輸入錯誤” 报警。
注意 6: 不能在旋转工作台轴和刀具轴成为平行的状态中进行使 C 轴旋转的指令。如果做了此指 令,将成为“數據輸入錯誤”报警。
2-3 起动 ....................................................................................................................2-3
2-3-1 单独起动 ................................................................................................................. 2-3 2-3-2 有移动指令时的起动 ............................................................................................... 2-3
3-4 限制事项 .............................................................................................................3-8
MAZAK快速熟练操作手册

MAZAK 机床操作培训一、机床简介MAZAK机床是一部数控机床。
设有X、Y、Z三根轴,三轴可联动;设有一个刀库,刀库有30个刀盒,可装30把刀具;主轴采用立式安装,可进行铣、钻、铰、镗、攻丝等多种工艺加工要求。
系统分辩率为0.001,有较高的加工精度。
二,面板三操作说明3.1开机前注意事项(1)检查液压油、主轴油、润滑油是否足够,冷却液是否足够。
3.2开机(1)接通电源;(2)按下机床启动键,等待“REDAY”指示灯亮后(绿色),再进行下一步工作。
(期间约一分钟)3.4 换刀3.6工件装夹操作(1) 按照3.2开机步骤完成后,即可进工件装夹(2) 按RESET键,机床状态显示指示灯绿色,表示机床已经准备好.(3) 各轴回到机床坐标X-510 Y2.1 Z-0.3位置,以便装夹工件.方法是:MDI模式下,输入G0 G53 Y2.1 Z-0.3和G0 G53 X-510,双手按CYCLE START键.(4) 装工件.要点是:a OP面向上,机械手扶手在缸体机油过滤器孔一边;b大端(离合器面)靠左,小端(水泵面)靠右,在工作台上定好位.[注意定位面与定位销的清洁度];c 轻轻摇动一下缸体,使定位面互相贴紧.3.7中途启动机床(1) 当加工过程发生故障时,不要急于消除报警,先确认当前加工状态,如:加工到哪一步,哪一把刀. (2) 解除报警(3) 手动将刀具移到远离工件的位置.(退刀时可打开工作门,按照先退Z轴,再退Y 轴的原则进行)(4) 按MDI模式键,把要加工的刀调到主轴上(5) 按手键,按SOFTKEY PROGRAM,把光标移至开始加工的程序段,按MDI模式键,输入G95 G90 G00 G43 G54 X---- Y---- M03 S----;M09 M08 M51(刀有内冷时输入),把快速进给倍率调到6%~12%.(6) 按下程序单段执行键,双手按下CYCLE START键,执行输入内容.(7) 按下MEMORY,按下SOFTKEY EIA/MONITOR,移动光标直至开始加工的程序段前,按下RESART 2 NONMOCAL.(8) 按菜单换页键 POSITION 菜单换页键 PROGRAM MONITOR (9) 双手按下CYCLE START,注意观察,无误后,逐渐增大快速倍率至100%,最后按下程序单段键,开始自动循环加工。
MAZAK车铣复合操作说明
(二楼)MAZAK车铣复合机床操作
1.回零:
伺服电源开→HOME回零灯亮→RESET→看机床位置,如果轴处与正向最远处
按轴X+→单轴按MF1→C轴(连接)
C轴连接:→位置(软键)→C轴连接+MF1 再完后再次按(C轴连接+MF1)2.手动
手动(轴选择)→选X /Z /C轴→手脉摇动→选倍率→选C轴时(C轴连接)3.编辑程序:(输入程序,读取程序,程序锁必须打开)
程序→工号→写程序号→INPUT→选G代码(白色界面)或MAZAK指令(黑色界面)→程序输入→程序完成
4.模拟
G代码模拟:程序打开→刀尖路径检查→检查继续
MAZAK模拟:
打开程序→刀尖路径检查→稳固的模式(为实体模型)轮廓→检查步骤→检查继续
5. 刀具设置等
(1)设刀:
刀具资料→移至刀位(空)→编写刀具→切换到(形状)→选形状→配件→外周(内部)
(2)删除刀具:
刀具资料→光标移到删除刀具上→编写刀具号→清除→回车
(3)换刀:MDI→写刀具号。
T××OO→循环启动
(4)对刀:主菜单→□>→输入位置→【记忆】→输入测量后的工件尺寸→INPUT 6. 选择程序段加工(选择精加工程序方法):
进入程序编制界面—>□>两下—>【EIA】—>将光标移精加工开始段—>【起动2(无形式)】—>主菜单界面(用单段方法检验)一下
7.动力刀架使用(刀架铣刀部位旋转方法):
首先气源开→(C轴连接+MF1)→按正转→看主轴微转(此时可移动轴)→手动将转速提高→铣刀旋转。
MAZAK编程手册
① 画面选择键 在选择画面时按此键。按下此键,菜单变成可供画面选择的菜单(位置、加工 准备信息、程序等画面菜单),通过按菜单键(③)可以显示任意画面。
② 菜单选择键 在更换菜单栏(注 1)的显示内容时按此键。
③菜单键 是画面下方的 10个键。可分别操作相应的菜单。
④光标键、翻页键 在移动光标时按此键。
0
刀具 F- 刀具
SEQ 形状 S-CNR 始点X
始点Z 终点X
1 LIN C1.5
◇
◇ 20 15
2
凸
20 15 40 20
13
3 LIN
长度
工件端面 ⑧
工件端面
FIN- X ( 直径値 )
FIN- Z
最
最
小
大
内
外
径
径
-13-
7. BAR : 圆柱加工
使用普通的车削工具对棒料的外圆、内圆、前端面及后端面进行车削加工时,选择这个单元。
UNO 单元 # 起始点 X 起始点 Z RV FV R-FEED R-DEP R-
BAR
①②
③
④
⑤
形状的输入方法
? 形状模式
LIN TPR
凸 凹
(直线) (斜线) (凸圆) (凹圆)
: 终点X、Z : 始点X、Z和终点X、Z : 始点X、Z和终点X、Z和半径R : 始点X、Z和终点X、Z和半径R
具有以上 4种形状定义模式。对应精加工刀尖的移动顺序进行输入。
起点倒角( S-CNR)、终点倒角 (F-CNR)
32
19 交点自动计算功能
33
20 工序编排
36
21 其它
37
22 练习题
39
mazake操作面板-对刀操作工件偏移坐标

mazake操作面板-对刀操作工件偏移坐标十一、对刀操作基本上数控加工中心都会有G54~G59六个工件坐标系。
将编程坐标系与工件坐标系重合一起才可以正确加工。
1.G54~G59的工件坐标系设置方法如下:(1)在位置界面按左翻页键两次,出现工件偏移。
工件偏置画面功能如下:为EOA/ISO程序中的6个工件坐标系(G54到G59)设置零点偏置。
①画面内容1、画面显示2、显示画面描述序号项目单位描述[1] X、Y、Z mm(inch)机床零点到G54标系零点的距离(工件零点偏置)4、5、6 度或mm (inch)[2] X、Y、Z mm(inch)机床零点到G55系零点的距离(工件零点偏置)4、5、6 度或mm (inch)[3] X、Y、Z mm(inch)机床零点到G56系零点的距离(工件零点偏置)4、5、6 度或mm (inch)[4] X、Y、Z mm(inch)机床零点到G57系零点的距离(工件零点偏置)4、5、6 度或mm (inch)[5] X、Y、Z mm(inch)机床零点到G58零点的距离(工件零点偏置)4、5、6 度或mm (inch)[6] X、Y、Z mm(inch)机床零点到G59零点的距离(工件零点偏置)4、5、6 度或mm (inch)[7] X、Y、Z mm(inch)工件零点在每个工件坐标系上的漂移量。
4、5、6 度或mm (inch)[8] X、Y、Z mm(inch)与机床项目在位置画中一样。
参见位置画面一4、5、6 度或mm (inch)样。
②数据注册下面数据可在工件偏置画面中。
1.工件坐标系G54到G59(项目[1][6])的零点偏置值工件零点偏置值是从机床零点到工件零点的偏置值。
2.工件坐标系(项目[7])的偏置值。
用于工件坐标系G54到G59偏移的外部工件零点偏置值.3.设定工件原点偏置值的步骤A.设定已知的工件原点偏置值(1)将光标移动到要设定偏置值的坐标系的相应轴的位置。
mazake操作面板 开关机操作
开、关机操作
2.1开机的基本条件
(1)电压达到380V±10V
(2)输入压缩空气达到0.5~0.6Mpa
(3)主轴导轨油箱有足够的油量
2.2开机的操作过程
(1)开启压缩空气进出口
(2)接通机床电源
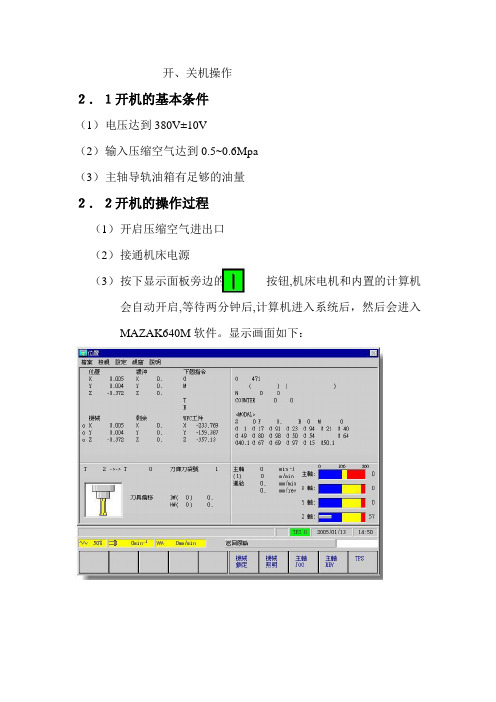
(3)按下显示面板旁边的按钮,机床电机和内置的计算机会自动开启,等待两分钟后,计算机进入系统后,然后会进入
MAZAK640M软件。
显示画面如下:
(4)可以进行机床操作。
2.3关机的操作过程
(1)将机床主轴返回到机械原点或者其他合适位置
(2)关闭机床照明灯
(3)按下显示面板旁边的按钮,机床电机和内置的计算机会自动关闭,等待一分钟后,计算机系统会关闭。
(4)计算机系统关闭后,关闭机床电源。
(5)关闭压缩空气进出口。
mazake操作面板 机动回零与手动回零操作
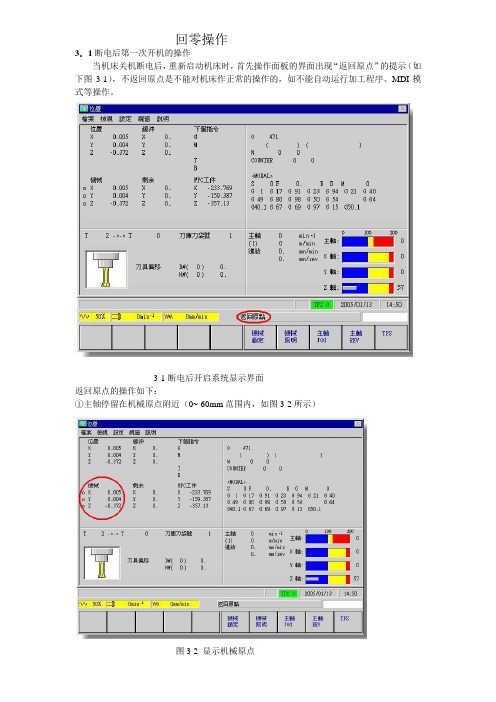
回零操作3.1断电后第一次开机的操作当机床关机断电后,重新启动机床时,首先操作面板的界面出现“返回原点”的提示(如下图3-1),不返回原点是不能对机床作正常的操作的,如不能自动运行加工程序、MDI模式等操作。
3-1断电后开启系统显示界面返回原点的操作如下:①主轴停留在机械原点附近(0~-60mm范围内,如图3-2所示)图3-2 显示机械原点(1)按下(开机默认为此状态),然后再按键两秒左右后松开,机床X轴会自动回零,机械坐标X轴数据显示为0,并且亮了红灯,红灯亮表示该轴处于机械原点。
(2)然后分别按、键两秒后松开,Y轴自动回零。
回零成功后如图,返回原点提示会消失,X、Y、Z轴指示灯全亮,回零结束。
(以上X、Y、Z轴回零不分先后)。
图3-3 回原点后机械原点的显示②主轴停留在机械原点远处(-60mm范围外,如图3-4所示)(图3-4所示60mm范围外)(1)按下(开机默认为此状态),然后再按住键不松开,移动到了0~-60范围之后松开按键,机床X轴会自动回零,机械坐标X轴数据显示为0,并且亮了红灯,红灯亮表示该轴处于机械原点。
(2)然后继续按下、不松开,一直移动到了0警~ -60范围之后松开按键,机床Y、Z轴会自动回零。
回零成功后,返回原点提示会消失,X、Y、Z轴指示灯全亮,回零结束。
(以上X、Y、Z轴回零顺序可以更改,也可以用手轮方式将主轴移动到0~-60范围之后再按主轴停留在机械原点附近(0~-60mm范围内)的方法回零。
3.2通电后非首次回零的操作当机床经过开机的第一次回零后,移动主轴后要重新回零。
操作过程:(1)按下键,进入回零模式。
(2)按键不松开,首先机床Z轴会自动回零(X、Y轴不动),然后X、Y轴同时回零。
马扎克MAZAK说明书QTN全功能车床结构及选项介绍

数控系统选项还包括各种辅助 功能,如自动编程、图形界面、 动态模拟等,以提高生产效率 和加工精度。
主轴电机选项
主轴电机是马扎克mazak QTN 全功能车床的重要部件,它驱动 主轴旋转并实现各种切削运动。
主轴电机选项包括不同功率和转 速的电机,以满足不同加工需求。
主轴电机选项还包括电机控制和 调节功能,以确保加工过程的稳
02
其他附加功能选项包括自动上下料装置、冷却系统、 排屑装置等。
03
其他附加功能选项还包括各种安全保护装置,以确 保操作安全和加工过程的稳定性。
05
操作与维护指南
安全操作规程
操作前检查
确保机床周围环境安全, 检查机床各部位是否正
常,无异常情况。
穿戴防护用品
操作时应穿戴合适的工 作服、安全鞋、手套等 防护用品,以保障人身
部件,它通过旋转将旋转
导
运动转换为直线运动,使
轨
刀具在工件表面移动。
导轨用于支撑和引导刀
驱 动
具沿着设定的路径移动, 电
确保加工精度和稳定性。 机
刀架与刀具结构
刀架
刀具
刀架是用来安装和固定刀具的部件,它具 有多个刀具安装位置,可以根据需要快速 更换刀具。
刀具是车床加工中的重要工具,根据不同 的加工需求,可以选择不同类型的刀具, 如外圆刀、内圆刀、切槽刀等。
服务优质
客户对马扎克提供的售后 服务表示赞赏,认为它能 够及时解决使用中的问题。
产品改进与升级
新功能开发
马扎克不断开发新的功能,以满足客户不断变化 的需求。
性能提升
通过技术升级和改进,不断提高产品的性能和稳 定性。
智能化发展
马扎克正致力于产品的智能化发展,以实现更高 效、更智能的生产方式。
马扎克 MAZATROL MAZAK 加工中心操作说明书

马扎克 MAZATROL MAZAK 加工中心操作说明书1. 简介马扎克MAZATROL MAZAK加工中心是一种先进的数控加工设备,具有高精度、高效率、多功能的优点。
本操作说明书旨在帮助操作员了解如何正确操作马扎克加工中心,以确保设备的正常运行和操作安全。
2. 设备组成马扎克MAZATROL MAZAK加工中心由以下几个主要组成部分组成:2.1 控制系统控制系统是马扎克加工中心的核心,它负责接收操作员输入的指令,并控制机床的动作、工具切换、工件夹持等。
2.2 机床本体机床本体是马扎克加工中心的实际加工设备,包括主轴、进给轴、主轴夹具等。
它接受控制系统的指令,并进行相应的运动和加工操作。
2.3 自动换刀系统自动换刀系统能够自动切换不同的刀具进行加工,提高加工效率。
操作员可以根据不同的加工要求设定合适的刀具切换方案。
2.4 冷却液系统冷却液系统负责向刀具提供冷却润滑剂,降低切削温度,提高切削效率和工具寿命。
3. 操作流程以下是马扎克MAZATROL MAZAK加工中心的基本操作流程:3.1 开机1.检查电源连接是否正常,确保设备接地良好。
2.打开主电源,待设备完成自检并启动后,打开控制系统电源。
3.根据操作系统提示,登录系统。
3.2 加载加工程序1.使用USB设备或网络上传加工程序文件。
2.在控制系统中选择加载加工程序的路径和文件。
3.检查加载的加工程序是否正确。
3.3 设置工件坐标系1.根据实际情况,选择合适的工件坐标系。
2.使用工具进行测量和校准,确保工件位置的准确性。
3.4 设置切削条件1.根据加工要求,设定合适的切削速度、进给速度等参数。
2.根据刀具种类和材料选择合适的冷却液。
3.5 预备操作1.安装合适的夹具,固定工件。
2.根据切削条件确定合适的刀具,并安装在主轴夹具上。
3.调整工件位置和刀具位置,确保加工路径和刀具路径相符。
3.6 开始加工1.启动加工程序,控制系统会自动执行加工操作。
马扎克面板
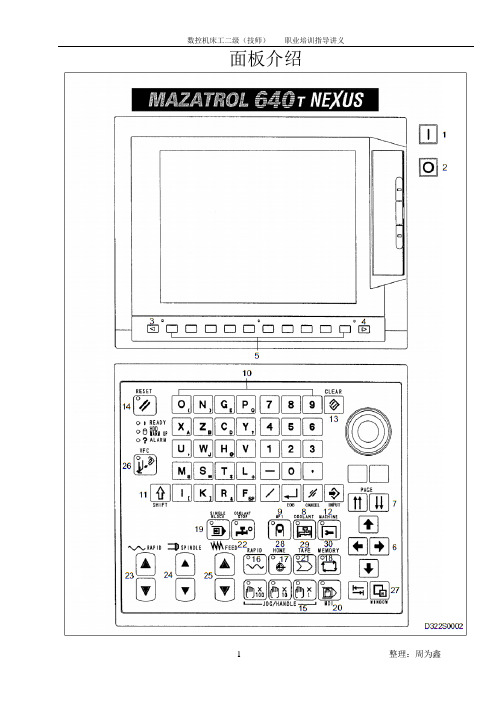
数控机床工二级(技师)职业培训指导讲义面板介绍1电源打开按钮 2电源关闭按钮3 主菜单4 扩展键5 菜单键 6光标键7 翻页键(PAGE) 8 数据取消键(CANCEL)9 EOB键 10 字母/数值键11上档键(SHIFT) 12 确定键(INPUT)13 删除键(CLEAR) 14 复位键(RESET)15 手轮倍率键 16 快速进给键(RAPID)17 回零点键(HOME) 18 自动运行键(MEMORY)19 单段键(SINGLE BLOCK) 20 MDI键21 执行外部程序键(TAPE) 22 冷却液停止键(COOLANT STOP)23 G00速度修调键(RAPID) 24 S转速修调键(SPINDLE)25 G01速度修调键(FEED) 26 VFC键(加工时用于修调S和F,人机对话有效)27切换键(TAB) 28辅助键(MF1)29 冷却液菜单键(COOLANT) 30 维修键(MACHINE)39 紧急停止按钮 40 主轴反转键(SPINDLE REV)灯亮,反转。
灯灭,正转。
41 主轴启动键(SPINDLE START) 42 主轴停止键(SPINDLE STOP)43 刀具选择按键(TOOL SELECT) 44 轴移动按键45 选择XZC键(AXIS SELECT) 46 手轮47 尾座主轴用按键(TAIL SPINDLE) 48 进给停止按钮(红色)(FEED HOLD)49 启动按钮(绿色)(CYCLE START) 50 开门操作(MACHINE SETUP)51 排屑器启动键(CHIP CONVEYOR) 52 程序改写开关(带钥匙)53 门开锁按键 (DOOR UNLOCK) 54 GL/CF 切换按键卡爪的设置以上是调整卡爪外夹紧和内加紧的的方法。
至于卡爪夹持直径的调整,需手动调节卡爪的啮合齿的位置。
通常卡爪与卡盘外圆齐平时,夹持棒料外圆为40mm,根据此基准调节啮合齿的位置,注意每齿啮合位置要一致,否则工件转动起来为偏心状态。
马扎克面板

For personal use only in study and research; notfor commercial useFor personal use only in study and research; notfor commercial use面板介绍1电源打开按钮 2电源关闭按钮3 主菜单4 扩展键5 菜单键 6光标键7 翻页键(PAGE) 8 数据取消键(CANCEL)9 EOB键 10 字母/数值键11上档键(SHIFT) 12 确定键(INPUT)13 删除键(CLEAR) 14 复位键(RESET)15 手轮倍率键 16 快速进给键(RAPID)17 回零点键(HOME) 18 自动运行键(MEMORY)19 单段键(SINGLE BLOCK) 20 MDI键21 执行外部程序键(TAPE) 22 冷却液停止键(COOLANT STOP)23 G00速度修调键(RAPID) 24 S转速修调键(SPINDLE)25 G01速度修调键(FEED) 26 VFC键(加工时用于修调S和F,人机对话有效)27切换键(TAB) 28辅助键(MF1)29 冷却液菜单键(COOLANT) 30 维修键(MACHINE)39 紧急停止按钮 40 主轴反转键(SPINDLE REV)灯亮,反转。
灯灭,正转。
41 主轴启动键(SPINDLE START) 42 主轴停止键(SPINDLE STOP)43 刀具选择按键(TOOL SELECT) 44 轴移动按键45 选择XZC键(AXIS SELECT) 46 手轮47 尾座主轴用按键(TAIL SPINDLE) 48 进给停止按钮(红色)(FEED HOLD)49 启动按钮(绿色)(CYCLE START) 50 开门操作(MACHINE SETUP)51 排屑器启动键(CHIP CONVEYOR) 52 程序改写开关(带钥匙)53 门开锁按键 (DOOR UNLOCK) 54 GL/CF 切换按键卡爪的设置以上是调整卡爪外夹紧和内加紧的的方法。
MAZAK 机床操作培训
(9)按下“START”自动循环启动键(双手操作),机床开始运行。
CYCLE START
注:本机床面板上的键被设置为无效。
3.3装、卸刀
3.3.1装刀
AUTO MANUALFORWARDREVERSE
(4)装工件.要点是:a OP面向上,机械手扶手在缸体机油过滤器孔一边;b大端(离合器面)靠左,小端(水泵面)靠右,在工作台上定好位.[注意定位面与定位销的清洁度];c轻轻摇动一下缸体,使定位面互相贴紧.
3.7中途启动机床
(1)当加工过程发生故障时,不要急于消除报警,先确认当前加工状态,如:加工到哪一步,哪一把刀.
[注]:<1>按键可选定两个窗口中的其中一个。
<2>选定“目录”窗口(右边),可进行数据输入和更改操作;通过光标移动键可把光标移到需操作的区域。
3.9自动加工运行
(1)机床回零、热机后,即可进入自动加工运行。
(2)确认加工程序号(右上角),按下“MEMORY”,按菜单键直到“WORK NO.”出现,按“WORK NO.”输入要加工的程序号“----”,按下“INPUT”。
AUTO MANUAL CLAMP UNCLAMP
(6) 按下“JOG”按扭,将打到“MANUAL”一边,将打到“CLAMP”一边,则夹具夹紧。
AUTO MANUAL MEMORYRAPIDSPINDAL FEED
(7) 将打到“AUTO”一边,按,按,调整快进倍率至6%~12%,主轴转速倍率50%,进给倍率50%。
29
冷却液停止
用作冷却液供给开、关的按扭
30
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
m a z a k e操作面板操作面板功能键的介绍
The Standardization Office was revised on the afternoon of December 13, 2020
操作面板功能键的介绍
1.1位置画面
功能:显示与机床运行状态和工件加工状态相关的各类信息。
备注:选择位置画面后,手动操作或自动运行要求的各类功能显示在菜单显示区。
指令菜单项正常显示时的画面
指令菜单项反衬显示时的画面
1.1.3显示画面描述
序号项目单位描述
[1] 当前位
置X,Y,Z Mm
(inch)
工件坐标系中刀尖在各轴的当前位置。
4,5,6 Mm(inch)
或度
工件坐标系中刀尖在各轴的当前位置
(带附加轴的情况)
[2] WNo. _ 正在执行的程序的编号
WNo. a b
(a’b’)
a a’工件号
b b’MAZATROL或EIA/ISO程序识
别码。
(数据项a’和b’,只有在执行子程序时才显示
数据。
)
[3] UNo. _ -如果正在执行的程序是MAZATROL程序:
UNo. a
a :单元编号
-如果正在执行的程序是EAI/ISO程序:
显示正在执行的序列编号。
UNo : a
a :序列编号
[4] TNo. _ 当前主轴上所装刀具的编号
注 1 :数据项[2 0]预读行程和[2 2]下个指令,在以下指令块中不显示。
* 含有G28的程序段
* EOB(程序结束)程序段
MAZATROL程序运行时,当内部控制指令与上述命令相吻合时,不显示。
注 2 :因为相关刀尖路径自动插入,对于具有直径补偿的外角加工,有时程序中没有的指令也回显示
出来。
1.2.机床显示面板图如下:
2.机床操作面板图如下
2.1操作按钮说明
按钮名称功能
左翻页键。
切换界面
选择键选择相对的显示键的功
能。
右翻页键。
切换界面
复位健解除进行中的一个命令
操作;
清除警报。
清除键清除警报或清除所输入
的数据
数据删除取消光标所指示的所有
数据
输入键输入数据后按下此键
视窗计算机: 按下开然后移动光标选
择NC/计算机窗口,按两
下关
回车键确认与换行
上档键此键配合字母键用,调用
小字母(用法如电脑的
shift)
快进倍率键调节各轴快速移动速度
的百分比
主轴转速率键调节主轴的转速。
加工进给率键切削进给倍率键,调节
各轴进给移动速度。
冷却开关键控制冷却的开与关
冷却键选择冷却方式
刀库管理键按此键与是ATC刀库
相关菜单和第二原点菜
单.
回原点机械原点,也是回零
键.有两种回原点方
式:1、第一次回原
点:此键与X、Y、Z
移动进给键配合使用。
2、第2次回原点:此
键与机动回零键一起使
用。
手动快速移动键可以快速
手动手轮选择键
注:第一次回原点是指机床断电开机后机床回零那一次;第二次回原点是指第一次回零后的所有回原点的操作。
单步执行键使程序单步执行
手动输入键可以在这进行手动编程移动光标键(上下左右) 移动光标
下翻页键向上翻面
上翻页键向下翻面
TAB切换键切换(相当于电脑的T
AB键)
主轴旋转开控制主轴的开
主轴旋转停控制主轴的停
机械门锁键控制机床防护门的开与
关
启动键程序的执行
进给停止键程序暂停键
机械参数锁设定参数修改打开与锁
定
编程锁定设定程序修改打开与锁
定
夹头的松紧开关松开与夹紧夹头
VFC键,把已调节的速度存到程
序中
辅助功能键,与其它功能键配合一起
用。
硬盘操作键此键里存储的空间较
大,存
储的地址是硬盘大概是寄存器运行键存储量较少, 大概是
2MB
机动回零键与原点键配合使用
负X轴移动键X轴负方向移动进给正X轴移动键X轴正方向移动进给负Y轴移动键Y轴负方向移动进给正Y轴移动键Y轴正方向移动进给
负Z轴移动键Z轴负方向移动进给
正Z轴移动键Z轴正方向移动进给
此功能没有激活
此功能没有激活
手轮移动方向选择键可按照选择方向,利用手
轮移动经X、Y、Z进
给
手轮可按照刻度移动出想要
的距离,可以精确到1
um
紧急停止按钮遇到紧急情况可按此键
终止机床所有动作。