一汽大众 拧紧技术简介
大众标准工厂底盘合装线自动拧紧工位65JPH方案浅析

摘要:以一汽-大众新建标准化工厂青岛工厂为例,从合理的设备布局、最优化的拧紧数据传输方案、严苛的拧紧质量监控等方面进行深入分析,给出最优化的底盘合装线自动拧紧方案。
在大众青岛工厂生产线多款燃油车、电动车并行生产的基础上,实现底盘合装线自动拧紧工位达到65JPH,以支撑60JPH 节拍工厂,乃至为后续提产预留空间。
关键词:底盘自动拧紧节拍工厂拧紧数据传输中图分类号:U466文献标识码:BDOI :10.19710/ki.1003-8817.20200008大众标准工厂底盘合装线自动拧紧工位65JPH 方案浅析李天齐程万里孙晓婷孙治国武林(一汽-大众汽车有限公司,长春130000)作者简介:李天齐(1990—),助理工程师,男,硕士学位,研究方向为智能材料与机构。
1引言在一汽-大众新建青岛标准工厂,车辆的底盘动力总成同车身合装工序在总装车间中进行。
底盘合装工位被称为Hochzeit,德语译为婚礼、结合的意思。
经过冲压、焊接、油漆工艺后的车身,在经过前序内饰零件装配后,车身和底盘系统在这里得到高精度的完美组装。
底盘与车身的合装线,将复杂的底盘合装工作分解到10个合装工位进行,使用35根自动拧紧轴进行自动拧紧。
其中,2个自动拧紧工位通过25根自动定位高精度拧紧轴,对底盘进行自动定位和拧紧工序,将底盘零件同车身连接,完成结合。
存储在FIS 系统的数据通过无线网络,配合RFID 无线射频技术自动识别车型,完全自动化,零偏差。
而如何合理布局底盘拧紧方案,满足60JPH 工厂生产要求成为关键。
2合理的设备布局在底盘合装线,从车身结合到拧紧完成后底盘托盘同车身分离,经过了10个工位,如图1所示。
首先是分装区域的托盘带着分装的底盘动力总成等底盘件,在合装工位,同车身进行位置对正及合装。
后续的几个工位由高台上人员操作,进行发动机和变速箱悬置钉的紧固、弹簧腿钉的紧固等。
在高台下方,有自动拧紧站的拧紧涵盖了后桥与车身连接的轴座钉、油箱吊带钉、消音器吊耳钉以及前部的副车架与车身连接大钉、副车架连接板钉等。
一汽大众- 拧紧技术简介
19
关于扳手的维修
P/I6部门进行整个公司拧紧工具的维修(所有使用拧紧工具的部门) 拧紧工具出现问题,送到维修车间,同时到拧紧中心领取工具。 P/I6进行工具修理(或者报废),维修修好后交还拧紧中心。 对于EC-扳手,关于网线,控制单元等问题由拧紧中心解决 维修费用由使用部门出 我公司扳手几乎不进行维修,而且费用不是由使用者部门出,所 以对扳手的爱护程度不够,损坏现象非常严重,浪费也较大。
EC-扳手的IFB与IFH,维护与维修 检具的检测Prüfmittelüberwachung
•
D件产品的检测D-Pflicht-Überprüfungen (Dokumentationspflicht 15 Jahre vor dem
Gesetzgeber) Beschaffung von Schraubern und Zubehör sowie Bevorratung Betriebsmittel, Schraubtechnik Reparaturabwicklung
ca. 100
13
ME,MA,WA,T, GA ME,MA,WA,T, GA ME,MA,WA,T, GA
-------------
15
AW 10
ü berelastisch
ca. 100
10
------------
5
AS 10
ü berelastisch
ca. 100
10
-------------
Reibungsverluste im Gewinde Klemmkraft
10%
Reibungsverluste unterm Kopf
一汽大众各车型螺丝拧紧力矩
一汽大众各车型螺丝拧紧力矩捷达底盘扭矩下摆臂球头M8平衡杠拉杆下摆臂与副车架M12X1.5平衡杠与副车架固定发动机右后悬架M8右后机爪穿钉右后机爪与副车架左后悬挂M8左后悬挂M10起动机固定螺栓前衡粱M8前衡粱M10前减压力轴承上托螺母前减压力轴承凹槽螺母半轴螺丝M8 半轴大母横拉杆球头前刹车盘挡板M10后减与后桥连接螺栓后减弹簧螺栓后减与车身固定螺母后桥吊架与车身固定螺栓后桥穿钉后刹车底板前刹车分泵制动总泵固定螺栓方向盘大母方向机固定螺栓转向十字轴螺栓后制动分泵宝来/高尔夫底盘扭矩悬架副车架固定螺栓下摆臂固定螺栓稳定杆与下摆臂连接螺栓稳定杆胶套螺栓发动机下机爪M8/M10下摆臂球头螺栓M8/M10外球笼大螺母仰角与减震连接螺栓横拉杆球头螺栓轮速传感器车轮防浅板刹车分泵螺栓刹车分泵支架螺栓轮胎螺栓减震器上边螺栓内球笼与变速箱螺栓后桥吊耳于车身连接螺栓后桥与吊耳连接穿钉后减震器与车身连接螺栓后减震器与后桥连接螺栓后减震器上支座螺母后分泵支架变速箱系统变速箱与发动机变矩器与驱动盘半轴与驱动法兰压盘与单质量飞轮压盘与双质量飞轮变速壳体连接螺栓离合器分泵起动机螺栓变速箱后盖驱动法兰固定螺栓速腾、迈腾扭紧力矩副车架部分在车身上M12×1.5×100在托架上M12×1.5×75托架连接车身M12×1.5×90隔板安装M6控制臂安装到托架上M12×1.5安装到主销上M10将支座安装到车身上M12×1.5将支座安装到托架M10 车身高度传感器M6稳定杆安装到副车架M8连接稳定杆与减震器M12摆动支持部分在副车架上M14×1.5×70安装到变速箱M10×35M10×75减震器在车身上M28×26安装到车轮轴承壳上M12×1.5压力轴承安装到减震器上M14×1.传动轴半轴大螺丝M16×1.5×80半轴与驱动法兰连接M8半轴与驱动法兰连接M10前轮仰角车轮轴承与仰角连接M12主销安装M12挡板M6前轮转速传感器M6转向横拉杆球头M12×1.5副车架在下控制臂上M12×1.5在上控制臂上M12×1.5在车身上M12×1.5×90在横拉杆上M12×1.5水平传感器在副车架上M5×20在下控制臂上M5×20后仰角在下控制臂上M12×1.5在上控制臂上M14×1.5在横拉杆上M14×1.5后轮轴承M16×1.5×70转速传感器M6挡板M6纵向控制臂安装到仰角上M12×25安装支座上M12×1.5×80支座安装到车身M10×35减震器安装在仰角上M14×1.5×70安装减震器支座M8×1.0安装车身上M10稳定杆在副车架上M8×35在连接杆上M10连接杆安装到仰角M10迈腾、速腾制动系统管路管路直径Φ8.5管路直径Φ6J540固定螺栓制动踏板总成制动总泵前制动部分刹车靠盘刹车盘稳钉分泵支架分泵螺栓分泵过油螺栓后制动部分分泵支架分泵螺栓制动电机放气螺栓链条缸盖气门油压机油水泵水泵燃油高压高压进气进气节流进气燃油35Nm 25Nm 130Nm 25Nm 25Nm 85Nm 60Nm 35Nm 60Nm45Nm 25Nm 85Nm 60Nm 40Nm 45Nm 265NM 】】10Nm 70Nm 25Nm 25Nm 70Nm 60Nm 60Nm 25Nm 20Nm 40Nm 30Nm 30Nm 10Nm100Nm70Nm+1/445Nm25Nm25Nm/50Nm20Nm+1/4 45Nm 300Nm60Nm+1/445Nm10Nm10Nm27.5Nm125Nm120Nm60Nm35Nm75Nm80Nm75Nm60Nm25Nm65Nm60Nm/80Nm60Nm40NM20Nm13Nm25Nm+1/480Nm10Nm25Nm70Nm+1/4 70Nm+1/4 70Nm+1/4 6Nm70Nm+1/2 60Nm70Nm+1/4 50+1/49Nm20Nm+1/4 65Nm100Nm+1/4 40Nm+1/4 40Nm+1/415Nm+1/4 70Nm+1/4 60Nm200Nm+1/2 40Nm70Nm70Nm+1/4 60Nm10Nm8Nm20Nm+1/495Nm80Nm90Nm+1/4 90Nm+1/45Nm5Nm90Nm+1/4 130Nm+1/4 130Nm+1/4 180Nm+1/2 10Nm90Nm+1/4 90Nm+1/4 50NM+1/4180Nm25Nm50NM+1/4、20NM+1/4 40Nm40Nm14Nm9Nm25Nm25Nm12Nm4Nm200Nm30Nm35Nm90Nm+1/4 35Nm10Nm链条导向螺栓缸盖螺栓气门室盖螺栓油压开关1.4bar机油散热器水泵固定螺栓水泵驱动轮左旋螺栓燃油泵密封圈高压泵固定螺栓高压油管接头螺栓进气歧管支架缸体上进气歧管支架歧管上节流阀固定螺栓进气歧管固定螺栓燃油压力传感器发动机力矩发电机皮带张紧轮M825Nm 正时张紧轮2阀20Nm曲轴正时轮90Nm+1/4正时罩盖10Nm曲轴皮带或助力泵轮20Nm爆震传感器20Nm机滤座15Nm+1/4节温器出水法兰15Nm+1/4整体支架45Nm曲前封支座15Nm+1/4离合器压盘60Nm+1/4大瓦螺栓65Nm+1/4小瓦螺栓30Nm+1/4缸盖出水法兰10Nm发动机吊耳M820Nm机油压力开关25Nm缸盖螺栓40Nm+1/4+1/4凸轮轴正时轮100Nm 油底螺栓15Nm+1/4放油堵30Nm油泵螺栓15Nm限压阀40Nm双温开关35Nm水泵螺栓15Nm排气接口螺栓25Nm进气支管螺栓20Nm变速箱放油堵30Nm发动机与变速箱固定螺M1275Nm发动机与变速箱固定螺M1060Nm发动机扭矩缸盖部分气门室盖螺栓10Nm火花塞30Nm凸轮轴瓦盖10Nm缸盖螺栓40Nm+1/4+1/4凸轮轴正时轮65Nm 进气凸轮转子25Nm霍尔传感器螺栓10Nm正时皮带张紧轮27Nm进气歧管螺栓15Nm进气歧管螺栓25Nm排气歧管25N m三通水管10Nm二次空气组合阀底座固定螺栓10Nm缸体部分连杆瓦30Nm+1/4曲轴瓦65Nm+1/4机油泵螺栓15Nm曲轴齿型皮带轮栓90Nm+1/4机油泵链轮连接螺栓25Nm机油喷嘴螺栓27Nm曲轴前后油封盖螺栓15Nm油底壳固定螺栓15Nm油底壳放油螺栓30Nm机油泵链条涨紧器15Nm水泵螺栓15Nm正时皮带涨紧器15Nm45Nm发动机右支架与发动机连接螺栓发动机与左支架连接螺栓18100Nm车架固定螺栓40Nm+1/4整体支架螺栓45Nm发电机固定螺栓25Nm正时皮带护盖固定螺栓10Nm25Nm曲轴皮带轮与助力泵皮带轮螺栓发动机皮带张紧轮固定螺栓25Nm节温器螺栓15Nm爆震传感器螺栓20Nm机滤座固定螺栓15Nm+1/4机油散热器螺母25Nm 机滤扭紧力矩30Nm转速传感器10Nm点火线圈及支架固定螺栓15Nm飞轮连接螺栓60Nm+1/4机油油位传感器10Nm 节流阀连接螺栓15Nm排气歧管与总管40Nm速腾发动机扭矩(5阀机)发动机附件爆震传感器20Nm机油滤支座15Nm+1/4机油散热器螺母25Nm转速传感器10Nm整体支架45Nm发动机前支架在缸体上45Nm曲轴皮带轮固定螺栓组合皮带张紧轮25Nm空调压缩机固定螺栓23Nm发电机固定螺栓23Nm出水法兰15Nm缸体部分正时皮带张紧轮25Nm凸轮轴正时轮65Nm+1/4水泵螺丝15Nm曲轴正时轮螺栓90Nm+1/4正时皮带张紧器15Nm 正时皮带护罩10Nm曲轴前油封支座15Nm机油泵固定螺栓15Nm转速传感器靶轮螺栓10Nm+90゜连杆螺栓30Nm+91゜曲轴大瓦螺栓65Nm+90゜机油喷嘴27Nm凸轮轴小瓦螺栓10Nm凸轮轴链条张紧轮螺栓10NmN205螺栓3Nm油底壳螺栓15Nm油底堵塞30Nm机油泵链轮螺栓25Nm机油泵链条张紧器15Nm增压器润滑油管空心螺栓30Nm油压开关25Nm排气歧管螺栓25Nm排气总管螺栓25Nm增压器与排气歧管螺栓30Nm增压器冷却水管空心螺栓35Nm迈腾TSI发动机力矩手动变速器固定发动机上M12×6580NmM12×15080NmM12×16580NmM10×5040NmM12×8580Nm摆动支撑40+90Nm 发动机支撑在发动机40Nm+1/2发动机机爪在车身40Nm+1/4发动机机爪安装发动机支撑60Nm+1/4摆动支撑在副车架100Nm+1/4发动机主体发动机皮带轮150Nm+1/4组合皮带张紧轮支架12Nm发电机固定螺栓23Nm压缩机固定螺栓25Nm组合支架20Nm飞轮螺栓60Nm+1/4曲轴大瓦60Nm+1/4连杆小瓦30Nm+1/4大瓦横向固定20N+1/4机油喷嘴27Nm正时链条护罩上部分9Nm正时链条护罩下部分8Nm+1/4平衡轴固定螺栓9Nm平衡轴链条涨紧器65Nm链条导向螺栓25Nm缸盖螺栓40Nm+1/4+1/4气门室盖螺栓8Nm+1/4 油压开关1.4bar21Nm机油散热器15Nm水泵固定螺栓9Nm水泵驱动轮左旋螺栓10Nm+1/4燃油泵密封圈110Nm高压泵固定螺栓10Nm高压油管接头螺栓30Nm进气歧管支架缸体上23Nm进气歧管支架歧管上10Nm节流阀固定螺栓4Nm进气歧管固定螺栓9Nm燃油压力传感器20Nm。
大众汽车标准VW螺纹力矩

MAmin MAmax
8
10.5 14.5 10.0
17
10
15.52014.5来自23.518.5 22.5
17.0
26.5
19.5
26
24.0
41
20
29
36
35.5
57
34
41.5 41.5
65
40
31
41.5 47.5
81
50
45.5
57
70
110
54
66
81
130
60
48
64
85
145
90
71
88
125
200
83
100
145
230
100
69
91
140
240
150
100
125
205
335
115
145
235
380
120
95
125
215
380
180
135
170
310
510
160
195
360
585
140
125
165
315
555
210
175
220
450
745
205
250
525
855
预紧力KN和拧紧扭矩Nm 的计算值按表中的分级来进行圆整。
标准中心
连接技术 螺栓装配的超弹性拧紧方法
1999 年 3 月 VW
011 26-2
01 66 6 共4页第1页
更改 与98.01 版本相比更改如下:
上海大众工艺

上海大众工艺高精拧紧特点:1、总装共配备142把高精度拧紧枪,用于车辆重要螺栓的拧紧。
2、高精度枪数据保存至服务器15年。
3、高精度枪扭矩拧紧值可实时监控和预警。
优点:1、产品车重要螺栓拧紧扭矩稳定可靠。
2、产品车重要螺栓拧紧扭矩数据可追溯15年。
底盘合装底盘合装l 特点:Ø采用了6台全自动拧紧机和12把高精度电动枪进行螺栓拧紧。
Ø将复杂的底盘合装工作分解到10个合装工位进行,消除了生产瓶颈。
l 优点:Ø底盘合装自动定位,减少了人为操作可能存在的缺陷,提高了底盘安装尺寸的稳定性和一致性。
轮胎座椅输送胎座椅输送l 特点:Ø排序的轮胎和座椅,通过流水线上方的机运线直送到安装工位。
Ø仪征工厂特有,其他工厂仍然使用铲车送料方式。
Ø轮胎和座椅输送线物使流通行压力大大减轻,提高了劳动生产率。
l 优点:Ø减少轮胎和座椅多次搬运,降低了轮胎和座椅的物流缺陷产生。
Ø按序装配,提高了轮胎和座椅装配的准确性。
-充电小车充电小车l 特点:Ø共有21台随行小车循环使用。
Ø迅速的对车辆初始电瓶进行充电,电压须达到12.6V。
Ø检测电瓶来料电压是否合格,电压低于11.5V充电小车将自动报警。
l 优点:Ø确保车辆电瓶电量充足。
Ø确保车辆各功能电器元件初始的稳定供电。
Ø避免车辆在车库长时间停放出现馈电现象。
汽车拧紧质量控制方法浅谈

车辆工程技术35车辆技术0 前言 近些年来,国内汽车销量不断提升,汽车已经成为人们出行的必备工具。
对于各大汽车厂家来说,车辆的外形已经不再是衡量车辆好坏的关键因素,功能性和安全性已经成为越来越多消费者关注的重点。
近些年,每年因为螺栓拧紧质量问题导致的大规模车辆召回的事件不断发生,每年召回数量都超过10万辆;而螺栓连接作为车辆零部件装配过程中最常见的连接方式,保证螺栓连接的质量是整车质量保证的关键环节。
1 螺栓拧紧质量控制方法1.1 常见的螺栓拧紧方式 螺栓拧紧模型一般由螺栓、螺母及被连接件组成,螺栓拧紧点根本目的是为了保证被连接件能够良好的被螺栓和螺母夹紧,因此螺栓拧紧的直接目的就是为了得到足够的夹紧力。
但在实际生产过程中,由于夹紧力不能简单的被测量,因此生产过程中往往通过测量扭矩来间接得到实际的夹紧力。
图1 螺栓拧紧模型图 目前常见的螺栓拧紧方式包括以下几种: 1)扭矩控制法:即直接拧紧到指定目标扭矩,而不考虑其他因素;例如某种车型轮胎螺钉拧紧扭矩为150Nm,则拧紧时将从0Nm 直接拧紧至150Nm,此时螺栓的拉伸状态往往处于弹性范围内。
2)扭矩+转角控制法:将螺栓拧紧到目标扭矩后,再继续施加转角至目标角度的控制方法;例如某种车型后杠骨架的拧紧力矩为30Nm+90°,即拧紧过程中第一步将螺栓拧紧到30Nm,后继续施加转角至90°,此时最终扭矩将会超过30Nm,根据不同螺栓尺寸及车身材料等状态将会对最终力矩同样设置合格范围,如50Nm-80Nm 等,此时螺栓可能已经处于屈服状态。
1.2 螺栓拧紧的质量控制方法 螺栓拧紧质量涉及人员操作、设备能力、零件、拧紧方法及环境等多方面,因此需要建立全过程的拧紧控制流程。
1)螺栓分类控制:螺栓拧紧因为其便利、性价比高、易于控制等特点已经被各大汽车厂广泛应用,单台车辆装配过程中往往需要进行上千次拧紧,如果对所有拧紧点执行相同的质量控制方式对于整车制造厂而言意味着更大的成本投入,这种方式往往不易实现;因此需要针对不同的螺栓进行重要程度的分类,如根据失效后造成后果的严重程度进行分类,一些失效后对车身安全和功能无明显影响的螺栓可以降低其在质量控制过程中的投入,如涉及安全带、气囊、轮胎、电器元件、传感器类型的螺栓其风险等级较高,需要对其拧紧装配过程进行重点监控,而涉及轮罩等零件,往往由多个螺栓共同固定,失效后的风险往往较小,对其拧紧过程的质量监控可以低于重要零件。
拧紧技术原理及应用介绍

拧紧技术原理及应用介绍拧紧技术是指通过施加力矩将螺纹连接件(如螺栓、螺母等)固定在一起的工艺和方法。
它广泛应用于机械制造、汽车制造、航空航天、船舶、建筑等各个行业中。
拧紧技术的原理是利用预紧力,即把螺栓与螺母的一侧转动,使其产生正向或反向的力,在力矩的作用下,使螺纹连接件互相牢固地连接在一起。
拧紧技术的概念包括一系列参数,如加矩、螺纹粘接、拉伸控制等。
首先,拧紧技术的主要参数是加矩。
在拧紧过程中,螺栓和螺母需要施加的力矩,称为加矩。
加矩是拧紧力和转动角度的乘积,表示了螺纹连接部件的受力情况。
一般情况下,加矩的大小与预紧力呈正相关关系,即加矩越大,预紧力越大。
其次,拧紧技术还要考虑螺纹粘接。
螺纹粘接是指在螺栓和螺母连接过程中,由于摩擦力和变形等因素,使之产生一定的阻力,从而防止连接部件松动。
螺纹粘接需要合理控制加矩的大小,以确保连接部件既不会松动,也不会损坏。
最后,拧紧技术还需要考虑拉伸控制。
拉伸是指螺栓或螺母在连接过程中产生的拉力。
拉伸受力状态对螺纹连接的稳定性和可靠性起着重要影响。
在拧紧过程中,需要控制螺栓或螺母的拉伸量,以确保其在工作过程中不会发生断裂。
拧紧技术的应用非常广泛。
首先,在机械制造领域,拧紧技术应用于各种各样的螺纹连接件,如螺栓、螺母、螺旋桨等。
通过合理的拧紧技术,可以确保机械设备的正常运行和安全性。
其次,在汽车制造领域,拧紧技术用于汽车组装过程中的各种连接件。
如引擎的连接螺栓、底盘的固定螺栓等。
通过科学的拧紧技术,可以保证汽车的性能和安全性。
现在汽车生产线上已经广泛应用了自动拧紧技术,提高了生产效率和质量。
再次,在航空航天领域,拧紧技术被广泛应用于飞机的制造和维修过程中。
飞机的安全性和可靠性非常重要,连接件的拧紧紧固强度必须得到严格控制。
因此,拧紧技术在飞机制造中起着至关重要的作用。
最后,在建筑领域,拧紧技术用于建筑结构的连接,如钢结构中的螺栓连接。
拧紧技术的应用能够保证建筑结构的稳固性和安全性,提高建筑结构的抗震性能。
大众汽车各类螺丝力矩标准

控制臂与车身----100Nm+90度
副车架与转向机----20Nm+90度
前减震器与转向节连接螺栓----65Nm+90度/75Nm
前减震器上部六角螺母----60Nm
后轮轴头自锁螺母----175Nm
后桥支架与后桥连接----80Nm
凸轮轴正时轮螺栓----65Nm
曲轴轴瓦----65Nm+90度
连杆轴瓦----80Nm+90度
缸盖螺栓第一步----40Nm
缸盖螺栓第二步----90度
缸盖螺栓第三步----90度
爆震传感器----20Nm
双温开关----15Nm
氧传感器----50Nm
第二个例子:象发动机里的一些螺丝,通常上紧后还要转动90度或更多。这些螺丝一般不能重复再用,因为已经超过了金属的屈服极限,所谓屈服极限,就是这些螺丝已经不能恢复弹性变形,并且是用久性的不能恢复。重复再用就流下隐患,可以说后患无穷。这时就要多留心,并参考维修手册,要更换的就毫不犹豫。
另外像最常见的更换减振器上座,要拆下最上面的6角自锁螺母,这个螺母前减震器上部六角螺母----60Nm也是要转动90度的,并且不能重复再用。但看论坛了换上座的帖子,99%都没换,4S站也不过如此。
变速箱油堵----25Nm
速度表驱动轴----30Nm
变速器壳盖螺栓----10Nm
离合器总泵----25Nm
离合器分泵----25Nm
底盘部分
制动踏板与助力器之间螺栓----20பைடு நூலகம்m
前制动卡钳----285Nm
后制动卡钳----35Nm
拧紧工艺方法

拧紧工艺方法拧紧工艺方法是指在装配线上对螺栓、螺母或螺钉等零部件进行拧紧的过程。
下面列举了50条关于拧紧工艺方法的详细描述:1. 扭矩控制:通过设置合适的扭矩限制,确保螺栓拧紧到规定的扭矩值。
2. 角度控制:除了扭矩控制外,还可以通过角度控制来确保螺栓拧紧到规定的角度范围内。
3. 扭矩角度联合控制:结合扭矩和角度控制,以确保螺栓的拧紧质量。
4. 拉伸控制:通过拉伸测量来控制螺栓的拧紧力,以确保拧紧质量。
5. 拉力控制:对于需要更高精度的拧紧,可以利用拉力控制技术。
6. 高速拧紧:采用高速拧紧工艺,提高生产效率。
7. 低速拧紧:对于对拧紧精度要求较高的螺栓,可以采用低速拧紧工艺。
8. 自动拧紧:利用自动化设备进行螺栓拧紧,提高生产效率。
9. 半自动拧紧:结合人工和自动化设备进行螺栓拧紧,既保证了拧紧质量又提高了效率。
10. 手动拧紧:对于特殊情况或小批量生产,采用手动拧紧方法。
11. 螺栓松固特性的测定:通过测试螺栓的松固特性,选择合适的拧紧工艺。
12. 螺母端座设置:设计合适的螺母端座,以确保螺栓在拧紧过程中不受损。
13. 拧紧序列设计:合理设计螺栓的拧紧顺序,避免因为拧紧顺序不当而引起的问题。
14. 螺纹润滑:在拧紧过程中保证螺纹的润滑,减小拧紧时的摩擦力。
15. 拧紧设备校准:定期对拧紧设备进行校准,确保其拧紧准确度。
16. 螺纹清洁:在进行拧紧前,清洁螺栓和螺母的螺纹,避免因杂质导致的拧紧不良。
17. 拧紧力矩分析:分析拧紧力矩曲线,判断拧紧质量。
18. 拧紧工艺优化:结合实际情况,优化拧紧工艺,提高生产效率和产品质量。
19. 螺栓拧紧传感器:利用拧紧传感器监测螺栓的实际拧紧情况,实时反馈拧紧力矩。
20. 拧紧过程监控:通过监控拧紧过程,及时发现问题并采取措施。
21. 拧紧参数记录:记录每个螺栓的拧紧参数,建立拧紧数据档案。
22. 拧紧防错措施:采取措施确保错误螺栓拧紧情况的发现和纠正。
23. 自动拧紧机器人:利用机器人进行螺栓的自动拧紧作业,提高生产效率。
一汽大众各车型螺丝拧紧力矩
捷达底盘扭矩下摆臂球头M8平衡杠拉杆下摆臂与副车架M12X1.5平衡杠与副车架固定发动机右后悬架M8右后机爪穿钉右后机爪与副车架左后悬挂M8左后悬挂M10起动机固定螺栓前衡粱M8前衡粱M10前减压力轴承上托螺母前减压力轴承凹槽螺母半轴螺丝M8半轴大母横拉杆球头前刹车盘挡板M10后减与后桥连接螺栓后减弹簧螺栓后减与车身固定螺母后桥吊架与车身固定螺栓后桥穿钉后刹车底板前刹车分泵制动总泵固定螺栓方向盘大母方向机固定螺栓转向十字轴螺栓后制动分泵宝来/高尔夫底盘扭矩悬架副车架固定螺栓下摆臂固定螺栓稳定杆与下摆臂连接螺栓稳定杆胶套螺栓发动机下机爪M8/M10下摆臂球头螺栓M8/M10外球笼大螺母仰角与减震连接螺栓横拉杆球头螺栓轮速传感器车轮防浅板刹车分泵螺栓刹车分泵支架螺栓轮胎螺栓减震器上边螺栓内球笼与变速箱螺栓后桥吊耳于车身连接螺栓后桥与吊耳连接穿钉后减震器与车身连接螺栓后减震器与后桥连接螺栓后减震器上支座螺母后分泵支架变速箱系统变速箱与发动机变矩器与驱动盘半轴与驱动法兰压盘与单质量飞轮压盘与双质量飞轮变速壳体连接螺栓离合器分泵起动机螺栓变速箱后盖驱动法兰固定螺栓速腾、迈腾扭紧力矩前桥部分副车架部分在车身上M12×1.5×100在托架上M12×1.5×75托架连接车身M12×1.5×90隔板安装M6控制臂安装到托架上M12×1.5安装到主销上M10将支座安装到车身上M12×1.5将支座安装到托架M10车身高度传感器M6稳定杆安装到副车架M8连接稳定杆与减震器M12摆动支持部分在副车架上M14×1.5×70安装到变速箱M10×35M10×75减震器在车身上M28×26安装到车轮轴承壳上M12×1.5压力轴承安装到减震器上M14×1.5传动轴半轴大螺丝M16×1.5×80半轴与驱动法兰连接M8半轴与驱动法兰连接M10前轮仰角车轮轴承与仰角连接M12主销安装M12挡板M6前轮转速传感器M6转向横拉杆球头M12×1.5后桥部分副车架在下控制臂上M12×1.5在上控制臂上M12×1.5在车身上M12×1.5×90在横拉杆上M12×1.5水平传感器在副车架上M5×20在下控制臂上M5×20后仰角在下控制臂上M12×1.5在上控制臂上M14×1.5在横拉杆上M14×1.5后轮轴承M16×1.5×70转速传感器M6挡板M6纵向控制臂安装到仰角上M12×25安装支座上M12×1.5×80支座安装到车身M10×35减震器安装在仰角上M14×1.5×70安装减震器支座M8×1.0安装车身上M10稳定杆在副车架上M8×35在连接杆上M10连接杆安装到仰角M10迈腾、速腾制动系统管路管路直径Φ8.5管路直径Φ6J540固定螺栓制动踏板总成制动总泵前制动部分刹车靠盘刹车盘稳钉分泵支架分泵螺栓分泵过油螺栓后制动部分分泵支架分泵螺栓制动电机放气螺栓35Nm 25Nm 130Nm 25Nm 25Nm 85Nm 60Nm 35Nm 60Nm 45Nm 25Nm 85Nm 60Nm 40Nm 45Nm 265NM 】】10Nm 70Nm 25Nm 25Nm 70Nm 60Nm 60Nm 25Nm 20Nm 40Nm 30Nm 30Nm 10Nm100Nm70Nm+1/445Nm25Nm25Nm/50Nm20Nm+1/4 45Nm 300Nm60Nm+1/445Nm10Nm10Nm27.5Nm125Nm120Nm60Nm35Nm75Nm80Nm75Nm60Nm25Nm65Nm60Nm/80Nm60Nm40NM20Nm13Nm25Nm+1/425Nm80Nm10Nm25Nm70Nm+1/4 70Nm+1/4 70Nm+1/4 6Nm70Nm+1/2 60Nm70Nm+1/4 50+1/49Nm20Nm+1/4 65Nm100Nm+1/4 40Nm+1/4 40Nm+1/415Nm+1/4 70Nm+1/4 60Nm200Nm+1/2 40Nm70Nm70Nm+1/4 60Nm10Nm8Nm20Nm+1/495Nm80Nm90Nm+1/4 90Nm+1/45Nm5Nm90Nm+1/4 130Nm+1/4 130Nm+1/4 180Nm+1/210Nm90Nm+1/4 90Nm+1/4 50NM+1/4180Nm25Nm50NM+1/4、20NM+1/4 40Nm40Nm17Nm14Nm9Nm25Nm25Nm12Nm4Nm200Nm30Nm35Nm90Nm+1/4 35Nm10Nm发动机力矩发电机皮带张紧轮M825Nm正时张紧轮2阀20Nm曲轴正时轮90Nm+1/4正时罩盖10Nm曲轴皮带或助力泵轮20Nm爆震传感器20Nm机滤座15Nm+1/4节温器出水法兰15Nm+1/4整体支架45Nm曲前封支座15Nm+1/4离合器压盘60Nm+1/4大瓦螺栓65Nm+1/4小瓦螺栓30Nm+1/4缸盖出水法兰10Nm发动机吊耳M820Nm机油压力开关25Nm缸盖螺栓40Nm+1/4+1/4凸轮轴正时轮100Nm油底螺栓15Nm+1/4放油堵30Nm油泵螺栓15Nm限压阀40Nm双温开关35Nm水泵螺栓15Nm排气接口螺栓25Nm进气支管螺栓20Nm变速箱放油堵30Nm发动机与变速箱固定螺M1275Nm发动机与变速箱固定螺M1060Nm发动机扭矩缸盖部分气门室盖螺栓10Nm火花塞30Nm凸轮轴瓦盖10Nm缸盖螺栓40Nm+1/4+1/4凸轮轴正时轮65Nm进气凸轮转子25Nm霍尔传感器螺栓10Nm正时皮带张紧轮27Nm进气歧管螺栓15Nm进气歧管螺栓25Nm排气歧管25N m三通水管10Nm二次空气组合阀底座固定螺栓10Nm缸体部分连杆瓦30Nm+1/4曲轴瓦65Nm+1/4机油泵螺栓15Nm曲轴齿型皮带轮栓90Nm+1/4机油泵链轮连接螺栓25Nm机油喷嘴螺栓27Nm曲轴前后油封盖螺栓15Nm油底壳固定螺栓15Nm油底壳放油螺栓30Nm机油泵链条涨紧器15Nm水泵螺栓15Nm正时皮带涨紧器15Nm发动机右支架与发动机连接螺栓45Nm发动机与左支架连接螺栓18100Nm车架固定螺栓40Nm+1/4整体支架螺栓45Nm发电机固定螺栓25Nm 正时皮带护盖固定螺栓10Nm曲轴皮带轮与助力泵皮带轮螺栓25Nm发动机皮带张紧轮固定螺栓25Nm节温器螺栓15Nm爆震传感器螺栓20Nm机滤座固定螺栓15Nm+1/4机油散热器螺母25Nm机滤扭紧力矩30Nm转速传感器10Nm点火线圈及支架固定螺栓15Nm飞轮连接螺栓60Nm+1/4机油油位传感器10Nm节流阀连接螺栓15Nm排气歧管与总管40Nm速腾发动机扭矩(5阀机)发动机附件爆震传感器20Nm机油滤支座15Nm+1/4机油散热器螺母25Nm转速传感器10Nm整体支架45Nm发动机前支架在缸体上45Nm曲轴皮带轮固定螺栓组合皮带张紧轮25Nm空调压缩机固定螺栓23Nm发电机固定螺栓23Nm出水法兰15Nm缸体部分正时皮带张紧轮25Nm凸轮轴正时轮65Nm+1/4水泵螺丝15Nm曲轴正时轮螺栓90Nm+1/4正时皮带张紧器15Nm正时皮带护罩10Nm曲轴前油封支座15Nm机油泵固定螺栓15Nm转速传感器靶轮螺栓10Nm+90゜连杆螺栓30Nm+91゜曲轴大瓦螺栓65Nm+90゜机油喷嘴27Nm凸轮轴小瓦螺栓10Nm凸轮轴链条张紧轮螺栓10NmN205螺栓3Nm油底壳螺栓15Nm油底堵塞30Nm机油泵链轮螺栓25Nm机油泵链条张紧器15Nm增压器润滑油管空心螺栓30Nm油压开关25Nm排气歧管螺栓25Nm排气总管螺栓25Nm增压器与排气歧管螺栓30Nm增压器冷却水管空心螺栓35Nm迈腾TSI发动机力矩手动变速器固定发动机上M12×6580NmM12×15080NmM12×16580NmM10×5040NmM12×8580Nm摆动支撑40+90Nm 发动机支撑在发动机40Nm+1/2发动机机爪在车身40Nm+1/4发动机机爪安装发动机支撑60Nm+1/4摆动支撑在副车架100Nm+1/4发动机主体发动机皮带轮150Nm+1/4组合皮带张紧轮支架12Nm发电机固定螺栓23Nm压缩机固定螺栓25Nm组合支架20Nm飞轮螺栓60Nm+1/4曲轴大瓦60Nm+1/4连杆小瓦30Nm+1/4大瓦横向固定20N+1/4机油喷嘴27Nm正时链条护罩上部分9Nm正时链条护罩下部分8Nm+1/4平衡轴固定螺栓9Nm平衡轴链条涨紧器65Nm链条导向螺栓25Nm缸盖螺栓40Nm+1/4+1/4气门室盖螺栓8Nm+1/4油压开关1.4bar21Nm机油散热器15Nm水泵固定螺栓9Nm水泵驱动轮左旋螺栓10Nm+1/4燃油泵密封圈110Nm高压泵固定螺栓10Nm高压油管接头螺栓30Nm进气歧管支架缸体上23Nm进气歧管支架歧管上10Nm节流阀固定螺栓4Nm进气歧管固定螺栓9Nm燃油压力传感器20Nm。
自动拧紧工艺技术

自动拧紧工艺技术自动拧紧工艺技术是现代制造业中非常重要的一个环节,其主要目的是提高产品的装配速度和质量,并减少劳动力的消耗。
自动拧紧工艺技术通常以专用设备和自动化控制系统为基础,通过预设的参数和程序来实现对螺栓或螺母的拧紧。
该技术的核心是自动化控制的精确性和可靠性,以及对不同材料和规格产品的适应性。
自动拧紧工艺技术常用于汽车、机械设备、电子产品等领域的制造过程中。
在汽车制造中,螺栓的拧紧质量直接关系到车辆的安全性能,因此自动拧紧工艺技术的应用尤为重要。
通过合理设置拧紧参数和紧固顺序,可以保证螺栓的均匀拧紧,避免出现松动或过紧现象。
现代自动拧紧工艺技术通常采用电动扳手、液压扳手或气动扳手等设备进行拧紧。
这些设备能够根据预设的拧紧力矩或角度进行拧紧操作。
通过传感器和控制系统的实时监测和反馈,可以确保拧紧力矩或角度在允许的范围内。
同时,这些设备还可以自动记录和保存拧紧参数,便于后期的追溯和分析。
自动拧紧工艺技术的应用不仅减少了人工操作的繁琐性和不稳定性,还大大提高了产品的装配速度和质量。
相比手动拧紧,自动拧紧工艺技术可以实现更高的拧紧效率和一致性。
此外,自动拧紧工艺技术还具有操作简便、可靠性高、适应性强等优势。
然而,自动拧紧工艺技术也存在一些挑战和问题。
首先是设备的维护和保养问题,特别是在高强度和频繁使用的情况下,设备容易出现故障和损坏,需要定期检修和更换部件。
其次是对不同产品的适应性问题,不同规格和材料的产品需要不同的拧紧参数和程序,这就要求设备具备良好的灵活性和可调性。
最后是操作人员的技术要求,虽然自动拧紧工艺技术降低了操作人员的技术要求,但仍需要操作人员具备一定的技术和经验,以便正确设置参数和程序。
总的来说,自动拧紧工艺技术对于现代制造业来说是非常重要的。
它能够提高产品的装配速度和质量,并减少劳动力的消耗。
随着科技的不断发展,自动拧紧工艺技术也在不断完善和创新,相信在未来会有更多新的技术和设备应用在自动拧紧工艺中,进一步提高生产效率和产品质量。
拧紧技术简介

FAWER拧紧技术简介Fasteners Branch Company of F AWER A u t o P a r t s C o. L t d.FAWER概述1绝大多数的螺纹联接是用螺纹紧固件把两个或更多的被联接件夹紧在一起,以便抵抗各种外载荷,而被联接件不分离、不滑移、或者接合面不泄漏。
为此,在施加外载荷之前,需拧紧螺纹紧固件。
称拧紧螺纹紧固件为预紧,称该力为轴向预紧力。
预紧过紧(螺纹牙断、栓拧断、被联接件被破坏)和过松(松动疲劳、被联接件脱开),都会导致螺纹连接的失败。
也就是说,螺纹连接的可靠性与实际装配过程中预紧力的离散度密切相关。
FAWER为什么要关注紧固技术◆一个紧固件在整车生命周期内必须提供足够的夹紧力◆紧固件的设计和装配会直接影响到整车的质量和耐久性◆40-50%释放的整车零件是紧固件◆60-70%的装配操作是紧固件◆30-50%的整车问题和紧固相关◆20-30%的维修问题是由紧固件松脱引起的FAWER拧紧工艺的重要性设计整车的正常运行制造装配++ =紧固的三个阶段-设计是前提-制造是关键-装配是最终的保障FAWER预紧力离散度影响因素使用的拧紧工具及它们的精度联接副的摩擦系数装配工艺预紧力离散FAWER拧紧精度分级各种装配方法,由于所采用的拧紧工具精度不同,分为不同的级别,如日本丰田公司将扭矩法装配分为五级:FAWER拧紧精度分级德国奔驰、DEUTZ公司将扭矩法装配分为三级:如DEUTZ工厂标准H0385-1:表1 高强度螺栓的紧固等级拧紧参数α定义为在离散范围内最大与最小装配预紧力之比。
装配预紧力和拧紧扭矩A之间的关系由磨擦系数给定。
FAWER车用螺栓摩擦系数规定联接副的摩擦系数包括螺纹紧固件自身的摩擦系数和被联接件的状态相关,螺纹紧固件自身摩擦系数值依表面处理方式及所用材料而定,不同体系要求不同,同一体系依产品装配位置也有不同要求。
摩擦系数所处范围不重要,关键是要稳定。
拧紧工艺方法

拧紧工艺方法1. 拧紧工艺方法是一种用于紧固螺母、螺栓或螺钉的过程,它通常用于确保机械部件的安全和稳固。
2. 拧紧工艺方法的主要目的是将螺栓或螺母紧密地固定在机械部件上,以防止松动或脱落。
3. 常见的拧紧工艺方法包括手动拧紧、使用扭矩扳手拧紧、气动/电动螺丝刀拧紧以及液压拧紧等。
4. 在手动拧紧中,操作人员使用扳手或扳手将螺栓或螺母旋紧到所需的扭矩值。
5. 使用扭矩扳手进行拧紧时,扭矩扳手会发出声音或者振动来提示操作人员螺栓或螺母已经到达预定的扭矩值。
6. 气动/电动螺丝刀拧紧速度快,适用于大批量的紧固作业,能提高工作效率。
7. 液压拧紧通常用于大型螺栓的拧紧,通过液压力传递来提供高扭矩,适用于工业设备和桥梁结构的拧紧。
8. 在拧紧工艺中,关键是要准确控制扭矩,以确保螺栓或螺母不会过紧或者过松。
9. 另一个重要的因素是操作人员的技能和经验,他们需要准确地判断何时螺栓或螺母已经达到所需的紧固度。
10. 拧紧工艺方法也可以根据需要选择使用预紧力或者角度控制来进行螺栓的紧固。
11. 预紧力是指在正式拧紧之前,根据材料和设计要求施加一定的初始力以使螺栓预压设备部件。
12. 角度控制是指除了扭矩控制外,还根据螺栓的旋转角度来确定螺栓的紧固状态,适用于一些特殊的机械部件。
13. 拧紧工艺方法的选择需要根据具体的应用场景以及机械部件的特点来确定,以确保紧固的准确性和可靠性。
14. 在拧紧工艺中,要根据材料和环境温度等因素,调整扭矩或者预紧力的数值,以适应不同的工作条件。
15. 拧紧工艺也需要考虑到螺栓的强度和材料特性,以确保在不超过其承受范围的情况下完成紧固。
16. 对于需要高精度和高可靠性的拧紧工艺,可以采用联机监控系统来实时监测拧紧力和角度,以确保紧固的准确性。
17. 针对特殊工艺要求,还可以选择激光测量或者超声波测量等高精度的测量方法来进行拧紧工艺的监控和调整。
18. 随着工业自动化程度的不断提高,一些先进的拧紧工艺方法还可以实现自动化控制和远程监控。
扭矩与拧紧技术原理
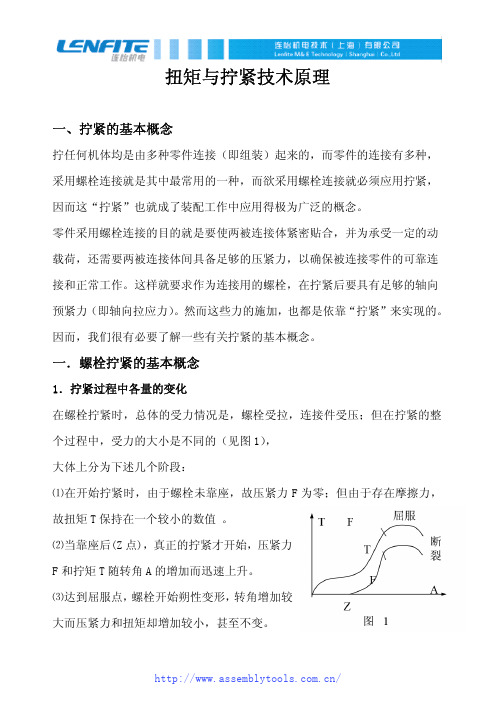
3.摩擦与力矩对压紧力的影响 从图 4 中可见,同一力矩 T 值,而由于摩擦 系数μ值的不同,压紧力 F 可能相差很大。 所以,摩擦系数μ对压紧力 F 的影响是非常 大的。 这里的摩擦系数主要是指螺纹接触面、 螺栓与被连接件支撑面间的摩擦系数。
装配工作按精度等级分为三类
安全等级
质量等级
客户定义等级
施加的扭矩不要超过使用极限
螺栓连接件的特性 · 施加的扭矩过大会使螺 栓过度伸长 · 安全余量取决于: – 拧紧精度 – 材料等级
扭矩夹紧力
旋转转角
螺栓连接件的特性
抗拉强度/屈服特性
· 抗拉应力 100*8=800 N/mm · 屈服应力 800*0.8=640 N/mm
2 2
螺栓标识系统
生产商 第一个数 = 1/100 的最小抗拉 强度 (N/mm ) 100×8 = 800 N/mm
但是, · 90% 的扭矩被摩擦力消耗 · 只有 10%的扭矩转化为夹紧力
夹紧力与摩擦力的关系
通常的情况
在螺栓头支承面下加润滑油
螺纹副中有缺陷,如杂质、磕碰等
一定要确保施加的扭矩达到最小需要扭矩
· 夹紧力一定要高于外部载荷 · 安全余量载荷的影响因素: – 振动 – 摩擦力的变化 – 连接件尺寸变化 – 拧紧精度
� 摩擦力未减小 � 允许每次拧紧的观察扭矩转角 � 螺栓能再使用 � 关键词: 屈服扭矩
预紧力正确度±8%
4. 落座点—转角控制法(SPA) 落座点—转角控制法是最近新出现的一种控制方法,它是在 TA 法基础上发 展起来的(在日本已经开始应用) 。TA 法是以某一预扭矩 TS 为转角的起点, 而 SPA 法计算转角的起点,采用扭矩曲线的线性段与转角 A 坐标的交点 S(见 图 8) 。图中;F1 是 TA 法最大螺栓轴 向预紧力误差,F2 是 SPA 法最大螺栓 轴 向预紧力误差。从图 8 可见,采用 TA 法 时 , 由 于 预 扭 矩 TS 的 误 差 ( Δ TS=TS2-TS1,对应产生了螺栓轴向预 紧力误差ΔFS),在转过相同的转角 A1 后,相对于两个弹性系数高低不同 的拧紧工况,其螺栓轴向预紧力误差 为 F1;即使是弹性系数相等的,但由 于ΔTS 的存在, 也有一定的误差 (见 图 8 中的ΔF1、ΔF2) 。如若采用 SPA 法,由于是均从落座点 S 开始转过 A2 转角后,相对于两个弹性系数高低不同的拧紧工况,其螺栓轴向预紧力误差
大众汽车各类螺丝力矩标准[指南]
![大众汽车各类螺丝力矩标准[指南]](https://img.taocdn.com/s3/m/98d53a0bc381e53a580216fc700abb68a982adca.png)
大众汽车各类螺丝力矩标准有的时候车是被修坏的,究其原因最直接导致车辆损坏的就是在维修时,操作人员没有严格按照技术参数来紧固车上重要螺栓,这些螺栓都是有各自的标准力矩的,过紧或过松都可能导致车辆寿命减少,车辆不好用,共振,异响、甚至发生交通事故。
以一汽大众内部技术资料为例,看看其力矩标准。
发动机总成支座部分:宝来、高尔夫全车重要螺栓力矩参数支座与车身螺栓(13MM)----25Nm支座与车身螺栓(18MM)----40Nm+90度/50Nm支座与发动机支座螺栓(18Mm)----100Nm变速箱与总成支座支座与车身螺栓(13MM)----25Nm支座与车身螺栓(18MM)----40Nm+90度/50Nm支座与变速器支座螺栓(18MM)----100Nm摆动支架摆动支架与变速箱螺栓----40Nm+90度/50Nm摆动支架与副车架螺栓----20Nm+90度/25Nm发动机部分放油螺栓----30Nm机油滤清器----20Nm曲轴正时轮螺栓----90Nm+90度凸轮轴正时轮螺栓----65Nm曲轴轴瓦----65Nm+90度连杆轴瓦----80Nm+90度缸盖螺栓第一步----40Nm缸盖螺栓第二步----90度缸盖螺栓第三步----90度爆震传感器----20Nm双温开关----15Nm氧传感器----50Nm三元催化器与排气管连接螺栓----40Nm排气管双箍螺栓----40Nm变速箱部分变速箱与发动机连接部分----80Nm变速箱与启动机连接部分----80Nm变速箱与油底壳螺丝----40Nm换档杆壳体与车身----25Nm换档拉锁支架到变速器连接螺栓----25Nm变速箱油堵----25Nm速度表驱动轴----30Nm变速器壳盖螺栓----10Nm离合器总泵----25Nm离合器分泵----25Nm底盘部分制动踏板与助力器之间螺栓----20Nm前制动卡钳----285Nm后制动卡钳----35Nm转向拉杆与万向节连接----45Nm方向盘紧固螺母----50Nm转向十字轴与转向机连接----30Nm控制臂球头与控制臂连接----20Nm+90度控制臂球头自锁螺母----450Nm稳定杆与控制臂连接螺栓----45Nm稳定杆穿销自锁螺母----45Nm控制臂与副车架----70Nm+90度控制臂与车身----100Nm+90度副车架与转向机----20Nm+90度前减震器与转向节连接螺栓----65Nm+90度/75Nm前减震器上部六角螺母----60Nm后轮轴头自锁螺母----175Nm后桥支架与后桥连接----80Nm后桥支架与车身连接----75Nm后桥与后分泵连接----65Nm后轮轴头连接----60Nm后减震器与后桥连接----60Nm后减震器与车身连接----75Nm驱动轮法兰连接螺栓----50Nm轮胎螺栓----120Nm这些力矩值的作用很重要,一般维修店是没有这些数据的,4S 服务站也未必严格遵守。
大众系列螺栓螺母扭紧力矩(NM)
大众系列螺栓螺母扭紧力矩(NM)大众车系部分螺栓螺母扭紧力矩(NM)螺栓.螺母:M6:10NM M8:25NMM7:15NM M10:40NM M12:60NM发动机与变速器连接螺栓M10:45NM发动机与变速器连接螺栓M12:80NM变速器与从动盘M12:60NM驱动轴与驱动法兰/变速器:40NM更换时规皮带:发电机张紧器:25NM 皮带轮:25NM 齿行皮带护罩:10NM 时规过度轮:27NM 时规皮带张紧器:15NM发电机右支架:45NM 水泵螺丝:15NM更换发动机支架垫:右:支座与车身:40NM+90度支座/支架与车身(小):25NM 支座与发动机支架:100NM左:支座与车身:40NM+90度支座与车身(小):25NM 支座与变速器支架:100NM下:摆动支承与变速器:40NM+90度摆动支承与副车架:20NM+90度缸盖部分:气门室盖螺母:10NM 缸盖螺栓:40NM+90度+90度凸轮轴轴承盖:10NM 凸轮轴调整器:10NM凸轮轴正时皮带轮螺栓:65NM 霍尔传感器螺栓:10NM转子锥型垫片螺栓:25NM 火花塞:30NM缸体部分:发电机螺栓:45NM 整体式支架螺丝:45NM 齿形皮带轮:90NM+90度助力皮带盘:25NM点火线圈螺栓:10NM 连杆轴承瓦螺母:30NM+90度机油滤清器支架螺栓:15NM+90度机油散热器螺母:25NM 机油泵螺丝:15NM 发动机大瓦螺栓:65NM+90度带滑轨链条张紧器螺丝:15NM 油底壳/变速器螺栓:45NM 油底壳/回流管螺栓:10NM 机油压力传感器:25NM 安全阀:27NM 机油泵链轮螺栓:15NM 油底壳螺丝:15NM 油底壳放油螺丝:30NM 爆震传感器拧紧力矩:20NM前桥及前悬架部分:副车架螺栓:100NM+90度下臂/副车架螺栓:70NM+90度六角台肩螺栓:20NM+90度下臂球头螺母:45NM 平衡杆/连接件螺母:30 NM 连接件/下臂45NM 平衡杆卡箍螺丝:25NM 仰角/避震螺栓:60NM+90度拉杆球头/仰角螺母:45NM 制动支架螺栓:125NM防溅板螺丝:10NM 轮芯30螺母:265NM制动钳导向销螺栓:28NM 前避震器六角螺母:60NM后桥及后悬架:避震/车架螺栓:75NM 后避震器六角螺母:25NM 后桥轴承架/车架螺栓:75NM 支承桥(短轴)螺栓:60NM 避震/后桥螺栓:75NM 后桥/后桥轴承架螺栓:120NM 制动钳内六角螺栓:65NM 锁制动蹄片六角螺栓:35NM 轮芯30螺母:175NM转向系:助力泵/支架螺栓:25NM 助力皮带盘:25NM 方向盘内多角螺栓:50NM 转向机拉杆内球头:75NM 转向机拉杆六角螺母:50NM 换档杆支架/方向机螺栓:24NM 中空螺栓(上):45NM 中空螺栓(下):40NM 助力泵/压力管中空螺栓:38NM 助力泵油壶螺栓:10NM 其他:电瓶正负极夹子:5NM 后风窗雨刮臂:15NM 雨刮臂拧紧力矩:20NM 柴油机滤封盖:25NM 柴油车放油螺丝:25NM 宝来轮胎螺栓:120NM 捷达轮胎螺栓:110NM 明锐轮胎螺栓:110NM 速腾轮胎螺栓:120NM 迈腾轮胎螺栓:120NM帕萨特轮胎螺栓:120NM 途安轮胎螺栓:120NM汽车空调系统正常压力:低压侧压力表:高压侧压力表:CFC-12:221-228kPA1)CFC-12:1276-1310kPAHFC-134a:207-214kPA HFC-134a:1407-1448kPA。
前束外倾锁紧螺母拧紧力矩值保存和追溯

前束外倾锁紧螺母拧紧力矩值保存和追溯作者:文/胡国武来源:《时代汽车》 2018年第12期根据德国工程师协会VDI/VDE2862标准,将螺栓连接分为3个等级,见表1;大众集团康采恩《VW0110-2》沿用了VDI/VDE2862对螺栓连接的分级标准,并对相应级别的螺栓连接应采用的拧紧工具及存档形式进行了详细规定。
前束外倾锁紧螺母,技术标准见图1,前轮前束、后轮前束及后轮外倾螺母连接等级均为Class A,参照《VW0110-2》标准,应采用带控制器的拧紧设备或有1个传感器的数显扳手。
一汽一大众佛山工厂除此处外的所有Class A及Class B拧紧点已实现力矩信息上传拧紧服务器,实现此处数据上传后,所有Class A及Class B的拧紧信息将全数字化。
针对此工况调整,参照相关技术和质量标准要求,我们选用了DAZ-TA 250 PRO产品,扭矩范围2-250NM,测量精度:扭矩:1%角度:1%.针对此工况调整,参照相关技术和质量标准要求,我们选用了DAZ-TA 250 PRO产品,扭矩范围2-250NM,测量精度:扭矩:1%角度:1%;改造前四轮定位设备调整过程如下:a.由UPS设备扫描车身Kenn号,判断车型并传给四轮定位设备;b.轴距自动调整;c.放置方向盘平衡器Id.四轮定位仪根据丰型参数摆正车身位置,居中后经多点测量后,得出此状态下前束,外倾值,操作工根据屏幕提示调整前束、外倾至合格,用定值扳手进行力矩拧紧校验;e.校验后反馈合格信号;f.调整完毕;整个四轮定位的调整过程由ASAM和四轮定位设备共同完成。
ASAM负责控制与监控检测过程,四轮定位设备负责执行具体的调整检测流程。
ASAM应用设备能力描述(DCD)虚拟出四轮定位工艺环境。
待操作者扫描商品车信息后,ASAM从FIS系统获取车型信息,调取相对应检测程序。
四轮定位设备通过驱动程序(Device-Drive)与ASAM进行数据交互。
一汽大众- 拧紧技术简介
AD 17
55
33
MA
10
--------
MNA1
ADI 16
Unterhalb der Streckgrenze
60
30
MA,P,T
8
---------
Drehmomentdiagramm MAist Drehmomentdiagramm MAist Maist, Waist, MNA1 Drehmoment Drehwinkeldiagramm MNA1 Drehmoment Drehwinkeldiagramm MNA1 Drehmoment Drehwinkeldiagramm MNA1
Drehmoment-Messschlüssel Messbank Drehmoment-Prü fgerät Prüflisten Dokumentation Prü fzyklen
3
零件1
MA = MGST + MGR + MKR 零件2
40%
MGST =Nutzdrehmoment MGR = Gewindereibungsmoment MKR = Kopfreibungsmoment
2
拧紧过程的影响因素
Werkzeug:
Vorgaben:
Anziehdrehmoment mit Toleranz Nachziehdrehmoment PDM / Zeichnungsvorgaben Notizen / Mitteilungen Abweicherlaubnisse Änderungsanträ ge
20
IFB与IFH的详细内容
IFB In Fähigkeit Bringen IFH In Fähigkeit Halten
拧紧技术简介1

Torque
Cp & Cpk
High Cp-value Low Cpk-value
High Cp-value High Cpk-value
Demands vary in MVI : Ford accept Cpk > 1.33 Volvo accept Cpk > 2
能力计算
We did a test on a joint that should be tightened at 50+/- 5 Nm. We got an average of 49 Nm and σ=0.8 Nm.
Snug level
Torque
> 720 deg X Nm
Soft Joint
> 720 deg (ISO 5393)
Angle
Snug level
硬连接的扭矩测量
Power Tool Output Torque 92 94 91 92 94 92 92 X=92,43 σ=1,13
”Perfect” Hand Torque
我们目前的网络
拧 紧 操 作 注 意 事 项 1、操作时拧紧工具尽量把持稳定。 2、拧紧时扳头要与螺栓同轴,与拧紧工具及被拧紧的工件 垂直,减少力矩损失。 3、拧紧时扳头(包括拧紧轴扳头定位销)不可与工件其他 部位干涉,否则会引起力矩损失。 4、定期检查扳头是否有拧裂或经常拧秃螺栓现象,如果有 应及时更换扳头。 5、使用万向节扳头应尽量减少连接处弯曲的角度,否则会 引起大的力矩损失。 6、多个螺栓拧紧一个工件时应按照PDM图或标准操作卡规 定的顺序拧紧,至少要保证交叉拧紧。
网络结构
构建现场设备的计算机网络,通常采用现场总线技术来进 行现场设备层的网络构建。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
Mensch:
Handhabung Schulung
Produkt:
Prüfung Nachziehdrehmoment Schraubfall (hart, weich, mittel) Oberflächenqualität Schraubenqualität (Beschichtung, Reibungswert) Maßhaltigkeit der Bauteile
以对扳手的爱护程度不够,损坏现象非常严重,浪费也较大。
20
IFB与IFH的详细内容
IFB In Fähigkeit Bringen IFH In Fähigkeit Halten
可达到的 精度为 ±rad AD 18 AD 17 ADI 16 AD 15 AD 12 AW 11 AW 10 AS 10
Zuordnung
Unterhalb der Streckgrenze Unterhalb der Streckgrenze
Unterhalb der Streckgrenze
Maist, Waist, MNA1
Drehmoment Drehwinkeldiagramm
MNA1 Drehmoment Drehwinkel-
diagramm MNA1
Drehmoment Drehwinkeldiagramm
MNA1
9
拧紧工具的种类
电动扳手 EC-Schrauber 风动扳手 Druckluft Schrauber 蓄电池扳手 Akkuschrauber 定值扳手 Knickschluessel
ME,MA,WA,T, GA
Prozess Steuerung Drehmomentsteuerung in %
15 10
8
5
-------------
Prozess Steuerung Drehwinkel in Grad
----------------
---------
----------
2
拧紧过程的影响因素
Vorgaben:
Anziehdrehmoment mit Toleranz Nachziehdrehmoment PDM / Zeichnungsvorgaben Notizen / Mitteilungen Abweicherlaubnisse Änderungsanträge
A影响生命安全;B影响功能;C引起顾客抱怨
5
力矩控制,转角监控
Drehmomentsteuerung Winkelüberwachung
可达到的 精度为
±25-30%
6
转角控制Drehwinkelsteuerung
可达到的 精度为 ±15%
7
屈服极限控制Streckgrenzsteuerung
Unterhalb der Streckgrenze
Unterhalb der Streckgrenze
Montage Anzieh verfahren (Werkzeug ) Drehmoment
gesteuert manuell Drehmoment gesteuert Abwürge schrauber Impuls/ drehmomentgesteuert Impulsschrauber drehmomentgesteuert elektrische Steuerung drehwinkel gesteuert unterhalb Streckgrenze manueller Schrauber
5
drehwinkelüberelastisch gesteuert
manuell
ca. 100
13
ME,MA,WA,T, GA
-------------
15
überelastisch
drehwinkelgesteuert
ca. 100
10
ME,MA,WA,T, GA
------------
Ein- und Auslesen der Messdaten in das EDV-System QS-Torque
确保测量值的存贮
Sicherstellung der Datensicherung (Messdaten)
更换有缺陷的扳手
Austausch von defekten IFB-Druckluft-/Akku- und EC-Schrauber
Gesetzgeber) Beschaffung von Schraubern und Zubehör sowie Bevorratung Betriebsmittel, Schraubtechnik Reparaturabwicklung
• 管夹钳以及蓄电池的充电
14
IFB的工作内容
拧紧条件分析与优化,拧紧工具能力形成认可
15
IFH的具体工作内容
电子测量设备对扳手进行定期检测
Zyklische Messungen mit elektronischen Messgeräten (z.B. Messbank) von IFB-Druckluft-/Akkuund EC-Schrauber
在软件系统中输入输出测量值
Schraubfälle analysieren und optimieren bis hin zur Prozessfähigkeit und FB-Prozessfreigabe in den Montagen (Härtegrad, Werkzeugauswahl, MFU, Nachziehdrehmoment)
参与更改拧紧技术资料
Veranlassen der Erstellung, bzw. Mitwirken beim Erstellen und Ändern von Schraubtechnikunterlagen
(F-Pläne, Abweicherlaubnisse, PDM )
参与拧紧设备的移交
维护与维修EC扳手
Wartung und Instandhaltung EC-Schrauber
16
备件及文件的管理方式
17
备件的管理
18
车间扳手管理的方式
Um Beschädigungen an Schraubern zu vermeiden dürfen keine scharfkantigen Metallköcher verwendet werden.
Erarbeiten und Umsetzen von durchgängigen Schraubprozessen zur Qualitätssteigerung and zur Effizienzsteigerung
在拧紧技术方面给工人进行培训
Schulung der Mitarbeiter des A4-Segments auf dem Gebiet der Schraubtechnik
Mitwirken bei der Übergabe vonVerschraubungseinrichtungen und Schraubanlagen
为车间生产建立白色控制卡
Erstellen von Weißen Regelkarten für die Fertigung
Maschinenfähigkeitsuntersuchung (MFU) an der Messbank
Schrauben ausnutzung ( Richtwert ) in %
50
55
60
65
75
Vorspannkraft Richtwert in %
35
33
30
28
15
Mogliche Überwachungs Parameter
MA
MA
MA,P,T
ME,MA,WA,T, GA
Im Schraubcenter sind Gummiköcher / Schrauberhalter für Pistolenschrauber und Ablagen für Winkelschrauber vorrätig, siehe Fotos
19
关于扳手的维修
P/I6部门进行整个公司拧紧工具的维修(所有使用拧紧工具的部门) 拧紧工具出现问题,送到维修车间,同时到拧紧中心领取工具。 P/I6进行工具修理(或者报废),维修修好后交还拧紧中心。 对于EC-扳手,关于网线,控制单元等问题由拧紧中心解决 维修费用由使用部门出 我公司扳手几乎不进行维修,而且费用不是由使用者部门出,所
Werkzeug:
Luftleitung Kupplungen Druckluftschlauch Durchmesser Druckluftschlauchlänge Maschine Schrauber Auswahl der Maschine IFB
(In Fähigkeit Bringen) Maschinenüberwachung IFH
Reibungsverluste unterm Kopf
50%
MA = MGST + MGR + MKR MGST =Nutzdrehmoment MGR = Gewindereibungsmoment MKR = Kopfreibungsmoment
4
力矩拧紧的类型
AD 力矩控制,转角监控 AW 转角控制 AS 屈服极限控制 软联接(》720)与硬联接(0-30)AUDI(180) A,B,C类拧紧