固晶首检抽检记录表
原材料检验记录表范本

原材料检验记录表范本1. 引言原材料检验是确保生产过程中原材料质量和符合标准要求的重要环节。
本文档旨在提供一个原材料检验记录表的范本,帮助企业进行规范的原材料检验,并记录检验结果以备查档。
2. 原材料信息2.1. 原材料名称:填写原材料的名称。
2.2. 原材料批次:填写原材料的批次号码。
2.3. 供应商信息:填写原材料的供应商名称及联系方式。
3. 检验项目及标准要求3.1. 检验项目 1:填写第一个检验项目的名称。
3.1.1. 检验方法:填写检验项目的具体检验方法。
3.1.2. 标准要求:填写检验项目所符合的标准要求。
3.2. 检验项目 2:填写第二个检验项目的名称。
3.2.1. 检验方法:填写检验项目的具体检验方法。
3.2.2. 标准要求:填写检验项目所符合的标准要求。
(继续按需要添加检验项目)4. 检验结果记录4.1. 外观检验结果:填写对原材料外观的检验结果。
4.2. 物理性能检验结果:填写对原材料物理性能的检验结果。
4.3. 化学成分检验结果:填写对原材料化学成分的检验结果。
4.4. 其他检验项目结果:(继续按需要添加其他检验项目及其结果)5. 检验结果评价5.1. 检验结果是否合格:填写对检验结果的评价,合格或不合格。
5.2. 不合格原因及处理措施:如果检验结果不合格,填写原因及针对不合格的处理措施。
6. 检验员信息6.1. 检验员姓名:填写进行原材料检验的检验员姓名。
6.2. 检验日期:填写进行原材料检验的日期。
7. 备注在需要时填写其他相关信息或备注。
8. 签名填写检验员的签名及日期。
此文档提供了一个原材料检验记录表的范本,旨在帮助企业进行规范的原材料检验工作。
企业可根据自身需求,根据具体的原材料和检验项目,进行相应的填写和修改,以确保检验工作的准确性和一致性。
通过记录检验结果和评价,企业能够及时发现原材料质量问题,并采取相应的处理措施,以保证生产过程中原材料的质量和合格性。
固检记录表新发
陪检人签名:检测人签名:共页第页
陪检人签名:检测人签名:共页第页
陪检人签名:检测人签名:共页第页
固检现场记录表(表4)TL/D5.7-5.1-4
陪检人签名:检测人签名:共页第页
固检现场记录表(表6)TL/D5.7-5.1-6
固检现场记录表(表10)TL/D5.7-5.1-10
陪检人签名:检测人签名:共页第页
陪检人签名:检测人签名:
共页第页
陪检人签名:检测人签名:共页第页
陪检人签名:检测人签名:共页第页
陪检人签名:检测人签名:共页第页
陪检人签名:检测人签名:共页第页
固检现场记录表(表17)TL/D5.7-5.1-17
陪检人签名:检测人签名:共页第页
固检现场记录表(表18)TL/D5.7-5.1-18
陪检人签名:检测人签名:共页第页
固检现场记录表(表19)TL/D5.7-5.1-19
陪检人签名:检测人签名:共页第页
固检现场记录表(表20)TL/D5.7-5.1-20
陪检人签名:检测人签名:共页第页
检现场记录表(表21)TL/D5.7-5.1-21
陪检人签名:检测人签名:共页第页
固检现场记录表(表22)TL/D5.7-5.1-22
陪检人签名:检测人签名:共页第页
固检现场记录表(表23)TL/D5.7-5.1-23
陪检人签名:检测人签名:共页第页。
聚合物锂离子电池涂布首件检查记录表

项目操作员生产组长品质确认标准实测操作员生产组长品质确认左中右左中右一段二段三段四段五段六段工艺要求实际速度左边右边操作员生产组长品质确认左中右左中右一段二段三段四段五段六段工艺要求实际速度左边右边备注XX有限公司箔材宽度(mm)箔材厚度(um)箔材面密度(mg/mm 2)箔材来料料号判定及处理箔材外观来料批次★面密度(mg/mm 2)(复测/附样)间隙A(mm)生产测试数据品质测试数据判定及处理★面密度(mg/mm 2)(一次)判定及处理★面密度(mg/mm 2)(一次)极片厚度(um)前端10mm内厚度(um)尾端10mm内厚度(um)厚度削薄um 厚度削薄um1、首件在机头测量面密度合格后,开机至机尾后再取1-2大片测量面密度,须QC同时确认合格后方可批量生产,首件记录的面密度数据必须是机尾完全烘干的极片数据。
2、员工首检后必须由班组长确认签字后方能进行批量生产,带★项目必须QC同时确认合格后方可批量生产!材料确认单面双面设备特性设备特性烤箱段涂布速度(m/min)刮刀间隙(um)烤箱段涂布速度(m/min)刮刀间隙(um)工艺温度(℃)工艺温度(℃)显示温度(℃)单/双面是否对齐前端10mm内厚度(um)尾端10mm内厚度(um)厚度削薄um显示温度(℃)实测温度(℃)实测温度(℃)产品特性产品特性厚度削薄um ★面密度(mg/mm 2)(复测/附样)涂布长度A(mm)间隙A(mm)极片厚度(um)生产测试数据品质测试数据聚合物锂离子电池涂布首件检查记录表型号:批次:极性:□正极;□负极;日期:设备编号:项目工艺要求项目工艺要求极片外观□无颗粒 □无划痕 □无气泡 □无针孔 □无露箔 □极片完全烘干极片外观□无颗粒 □无划痕 □无气泡 □无针孔 □无露箔 □极片完全烘干涂布宽度(mm)涂布长度A(mm)。
首检检验工作指引

首检检验工作指引1.0 目的:明确首检检验作业流程, 使产品首检作业规范化﹑程序化﹐从而保证首检作业的质量及保证批量生产。
2.0 适用范围:适用于公司所有产品首检检验作业;3.0 职责与权限:3.1 品质部:3.1.1 QA组长负责对对首检确认, 对首检不合格状态进行复评;3.1.2 IPQC负责首件检验、首件记录及监督生产部门执行;3.1.3.主管对首检产品不合格问题进行再确认﹐如仍判定不合格时通知转入首检会签流程。
3.2 生产部:3.2.1,生产计划全面指揮首检全过程,并及时跟踪首检状态。
3.2.2.生产领班负责本线首检产品制作过程的统筹及在《首检检验报告》上签名,拉长负责具体首检制作。
3.2.3. 拉长负责对不合首检报告连同样品的会签跑单。
3.3研发部﹕负责对首检过程中的产品设计方面的技朮问题签署意见及提出改善方案。
3.4工程部﹕负责对首拾过程中的工艺方面的技朮问题签署意见及提出改善方案﹔3.5总工程师、总经理﹕负责对部门会签的不合格首检进行最终判定和签名。
4.0 定义:4.1首捡: 订单批产前,为验证本批有无能力量产而设置的小量试产和检验的过程称谓首检。
主要考核人、设备、材料、工艺或环境的五要素状态。
原则上五要素的任何变更都需要重做首件。
相对应,批产中间,批产结束阶段的进行抽样验证检验称之谓中检和末检。
4.2 免首检﹕就是不需要作首检就直接进入正式的批产的情形﹔5.0 内容:5.1首检检验时机:5.1.1新产品或新订单的首次量产5.1.2物料变更替代﹔5.1.3.技朮或工艺改良后的产品﹔5.1.4已投产过程中临时改物料时﹐需对已改物料作首检。
5.2免首检的情形5.2.1当生产订单数量少于100PCS且单件产品的价值比较低时可免首检﹔5.2.2.虽属不同订单,但是属连续供应的同样物料。
5.2.3.上张订单结束不到10天﹐本次相同物料订单又到,且在原生产线用原工艺进行。
﹔5.3中检和末检情形5.3.1.同一张订单单量在10000pcs以上,必须进行中检和末检。
抽查抽测记录表示范文本

监督抽查抽测记录表示范文本(质量控制资料--桩基抽检数量和结果)(质量控制资料--地基验槽记录)(质量控制资料--分部(子分部)工程验收记录)(质量控制资料—桥梁荷载试验报告)监督抽查抽测记录表示范文本(质量控制资料—淋水(蓄水)试验记录)(质量控制资料—水池满水试验记录)(质量控制资料--压力管道强度和严密性试验记录)监督抽查抽测记录表示范文本(质量控制资料--风管严密性检测记录)监督抽查抽测记录表示范文本(质量控制资料--给水管道通水试验记录)(质量控制资料--接地装置的接地电阻测试记录)(质量控制资料--电线电缆绝缘电阻测试记录)(质量控制资料—道路弯沉试验记录)(质量控制资料—污水管道闭水试验记录)监督抽查抽测记录表示范文本(质量控制资料--混凝土强度评定情况)监督抽查抽测记录表示范文本(钢筋安装分项—柱(剪力墙)、梁板钢筋安装)监督抽查抽测记录表示范文本(栏杆主要受力节点隐蔽---- 钢筋混凝土栏板(栏杆))(栏杆主要受力节点隐蔽---- 金属栏杆(栏板))(重要分部(子分部)验收)(工程质量行为—建设单位组织竣工验收情况)(工程质量行为—施工单位签署提交工程验收报告情况)(工程质量行为—监理单位出具工程质量竣工验收评估报告情况)(工程质量行为—设计单位出具质量合格文件情况)(工程质量行为—勘察单位出具质量合格文件情况)(结构材料力学性能--钢筋物理力学性能)(结构材料力学性能—水泥物理力学性能)(结构受力钢筋接头力学性能-机械连接接头力学性能)(结构受力钢筋接头力学性能-电弧焊、电渣压力焊接头力学性能)监督抽查抽测记录表示范文本(承重结构实体混凝土强度)(现浇钢筋混凝土板厚)。
实验原始记录模板(检查)
实验原始记录模板(检查)预览说明:预览图片所展示的格式为文档的源格式展示,下载源文件没有水印,内容可编辑和复制实验原始记录模板(检查)温度:湿度:三、检查1. 水分标准:取本品内容物,照水分测定法(药典2005二部附录ⅧM 第一法A),以为溶剂,水分不得过%。
仪器:水分测定仪:结果:标定值: mg/ml RSD= % (附水分报告)2.干燥失重标准:照干燥失重法测定,于℃干燥至恒重,减失重量不得过%。
仪器:烘箱:恒温减压干燥箱:真空泵:电子天平:(感量0.1mg)方法:烘箱干燥法、恒温减压法、干燥器干燥法(分常压、减压两种)干燥剂:硅胶(显蓝色)、五氧化二磷(粉未状)、无水氯化钙(块状)结果:批号:单位:g公式:干燥失重(%)=(W0+W1-W3)/ W1×100% 结论:符合规定温度:湿度:3.(重量)装量差异标准:取本品20片(5瓶),按药典二部附录方法检查,限度为±%。
仪器:电子天平:感量0.1mg(适用于平均片重0.30g以下的片剂)感量1mg(适用于平均片重0.30g或0.30g以上的片剂)结果:重量差异(片剂)单位:g装量差异(粉针)单位:g公式:(重量)装量差异(%)=(W供- w平均)/ w平均×100%装量差异= - ~+ % 结论:符合规定4.酸度(碱度)标准:取供试品加水制成每1ml中含mg 的溶液,依法测定。
pH 值应为~。
仪器:酸度计:电子天平:供试液:g ―→ml结果:结论:温度:湿度:5. 溶液的澄清度与颜色、pH值标准:仪器:澄明度检测仪:酸度计:方法:取供试品5瓶, 分别按标示量加水制成每1ml 中含mg的溶液,与浊度标准液及标准比色液比较后,测定pH值。
供试液:每瓶加水ml结果:6. 不溶性微粒(例如)标准:每1.0g样品中含10μm以上的微粒不得过6000粒,含25μm以上的微粒不得过600粒方法:取本品3份,加微粒检查用水制成每1ml中含50mg的溶液,依法检查(中国药典2010年版二部附录IX C)仪器:微粒分析仪GWF-8JC温度:湿度:7. 可见异物仪器:澄明度检测仪:方法:灯检法、光散射法(深色透明容器或大于7号颜色)结果判定:5份供试品在静置一定时间后轻轻旋转时均不得检出烟雾状微粒柱,且不得检出金属屑、玻璃屑、长度或最大粒径超过2mm 纤维和块状物等明显可见异物。
首件尾件确认作业规范

6.0相关文件
序号
文件名称
文件编号
6.1
《不合格品管理程序》
QEP-品-010
7.0相关表单
序号
表单名称
表单编号
文件/记录保存部门
文件/记录
保存期限
7.1
【前工序首件记录表】
QER-品-001
品管部
3年
7.2
【固晶首件检验记录表】
QER-品-003
品管部
3年
7.3
【焊线首件检验记录表】
QER-品-006
品管部
3年
7.4
【压盖首检检验记录表】
QER-品-015
品管部
3年
7.5
【印码首件检验记录表】
QER-品-016
品管部
3年
7.6
【贴片首件检验记录表】
QER-品-019
品管部
文件制(修)订履历
版本
工程变更通知号
制(修)订内容
生效日期
制(修)订
核准
A
首次发行
2019.09.26
Lh
L H
分发部门及份数
部门
份数
部门
份数
1.0目的
为了防止产品出现批量性的不合格,特制定首件、尾件确认相关的作业流程要求。
2.0范围
适用于生产之所有系列产品。
3.0定义
3.1首件检验:产品批量生产前或正常生产过程换班次或出现异常后生产的第一件或前几件产品的检验。
3年
7.7
【贴膜首件检验记录表】
材料部品抽检记录表

●
●
●
●
干密度;导热系数;抗压强度
B 检查EPS聚苯板、粘接剂品 牌机及板材厚度
●
●
●
●
压缩强度;尺寸稳定性;导热系数
容重检查
B
● ● ● ● ●
● ● ● ● ●
● ● ● ●
● ● ● ● ●
● ● ● ● ●
技术指标与环保指标 环保指标 环保指标 技术指标与环保指标 静液压状态下热稳定性能;卫生性能 直径尺寸、壁厚
1、厚度与尺寸规格检查、色差 检查;2、观感质量:地板色差均 匀,过度自然;表面洁净,无沾 污,无刨痕、刨茬和毛刺;3、 色差:色泽一致
C
地板/踢 脚板 防潮垫 ● ● — 防潮垫(地垫)厚度 C
扣条(PVC)
●
●
—
C
1、平整度:地板平整度≤ 2.0mm,接缝高低≤0.5mm; 2、木地板安装:无松动、无 起拱现象;3、上口平直度: 踢脚线部位无外撇、内斜现 象,与整面墙体顺直平整; 水平方向应平直,通长高差 不大于3mm;4、接缝:踢脚 线与地板面拼装严密、平 直,缝隙不大于2mm。突出 墙面厚度应一致,一般厚度 在1.5-2cm,安装后应能覆 盖地板留出的涨缩缝;5、 扣条安装顺直,无翘曲,光滑 通顺,接缝严密,无透漏
轻钢龙骨/吊筋 普通纸面石膏板 /防水纸面石膏 板 轻钢龙 骨石膏 板吊顶 石膏装饰线条 粘结石膏/填封 料 接缝纸带/护角 纸带
●
●
●
静载试验
吊筋直径、龙骨规格及厚度
C
●
●
●
●
放射性核素
外观、尺寸
C
● ● ●
● ● ●
● ● ●
放射性核素 放射性核素 VOCs,苯
PZGLI007-026 光源首件检验记录表 A0
检测项目 分类项目
核对B O M
灯丝连接 结构
灯脚焊接
色温
性能 打光效果
点燃测试
丝印
外观
A.B 面
C.D 面
序号
灯体尺寸
尺寸 插脚长度
灯脚尺寸
外径尺寸
灯头试装 试装
配件试装
外卡通
内卡通 包装
说明书
附件
检查结果描述 标准 测试1 测试2 测试3 测试4
测试5
结果 □合格 □不合格 □合格 □不合格 □合格 □不合格 □合格 □不合格 □合格 □不合格 □合格 □不合格 □合格 □不合格 □合格 □不合格 □合格 □不合格
生产单 位: 成品编号
计划订单号
客 户: 产品型号
订单数量(PCS)
首件检验记录表
□内销/□外销
产品名称: □金卤灯管/□灯珠□铝杯 检验日期
首件数量(PCS) 检验数量(PCS)
产品类型
□常规产品 □特定产品 □试产产品 □返工产品 □LED产品 □外购产品
检验依据 □BOM清单 □检验规范 □工程师签样 □受控图纸 □相关国家标准 □规格(承认)书
□合格 □不合格 □合格 □不合格 □合格 □不合格 □合格 □不合格 □合格 □不合格 □合格 □不合格 □合格 □不合格 □合格 □不合格 □合格 □不合格 □合格 □不合格
Байду номын сангаас
点亮测试:开始时间:
结束时间:
综合判定:□合格 □不合格
判定: □合格 备注:
□不合格
检验员:
审核:
批准:
252SMD固晶制程检验规范
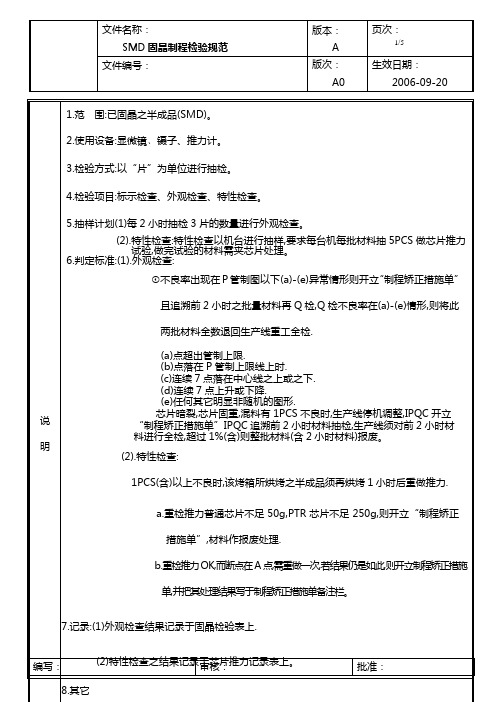
版本: A 版次: A0
页次:
1/5
生效日期: 2006-09-20
1.范 围:已固晶之半成品(SMD)。 2.使用设备:显微镜﹑镊子、推力计。 3.检验方式:以“片”为单位进行抽检。 4.检验项目:标示检查、外观检查、特性检查。 5.抽样计划(1)每 2 小时抽检 3 片的数量进行外观检查。 (2).特性检查:特性检查以机台进行抽样,要求每台机每批材料抽 5PCS 做芯片推 力试验,做完试验的材料需夹芯片处理。 6.判定标准:(1).外观检查: 不良率出现在 P 管制图以下(a)-(e)异常情形则开立“制程矫正措施 单”且追溯前 2 小时之批量材料再 Q 检,Q 检不良率在(a)-(e)情形, 则将此两批材料全数退回生产线重工全检. (a)点超出管制上限. (b)点落在 P 管制上限线上时. (c)连续 7 点落在中心线之上或之下. (d)连续 7 点上升或下降. (e)任何其它明显非随机的图形. 芯片暗裂,芯片固重,混料有 1PCS 不良时,生产线停机调整,IPQC 开立 “制程矫正措施单”IPQC 追溯前 2 小时材料抽检,生产线须对前 2 小时材 料进行全检,超过 1%(含)则整批材料(含 2 小时材料)报废。 (2).特性检查: 1PCS(含)以上不良时,该烤箱所烘烤之半成品须再烘烤 1 小时后重做推力. a.重检推力普通芯片不足 50g,PTR 芯片不足 250g,则开立 “制程矫正措 施单”,材料作报废处理. b.重检推力 OK,而断点在 A 点,需重做一次,若结果仍是如此,则开立制程矫正措 施单,并把其处理结果写于制程矫正措施单备注栏。 7.记录:(1)外观检查结果记录于固晶检验表上. (2)特性检查之结果记录于芯片推力记录表上。 8.其它 P 管制图界限的设定. CL 中心线设定=∑r(总不良个数)/ ∑n(总检查个数) UCL(管制上限)设定= P
锂电池分容首件检验记录表
锂电池分容首件检验记录表
生产日期:
; 批号:
; 型号:
; 柜号:
;
检查项目
标准要求
搁置
搁置 min
恒流恒压充电 时间 min;电流 mA;截止电压 v;终止电流 mA;
搁置
搁置 min;
流程 恒流放电 设置 搁置
时间 搁置
恒流恒压充电 时间
恒流恒压充电 时间
搁置
搁置
结束
min;电流 min; min;电流 min;电流 min;
mA;截止电压
mA;截止电压 mA;截止电压
v;终止电流
v;终止电流 v;终止电流
mA;
mA; mA;
产品 情况
检验文件编号:
结果判定:□合格批量生产 ;
;
产品首件数量:整柜。
□不合格,重做;
□其它;
作业员
班组长确认/时间:
品管确认/时间:
备注: 1、首次生产、更换新型号、设备异常修复重启时,操作者需自觉履行首件制作! 2、设备及产品的检查项目依据:QC工程图、作业指导书、工艺标准。
锂电池模切首件检验记录表

生产批号:
检查项目
标准要求
Байду номын сангаас
模切极片重量(g) 毛刺(um) 正极片胶纸距头部尺寸(mm) 模切极片总长度(mm) 模切极片总宽度(mm)
标准要求
特 模切小片涂布各区域尺寸
性
(mm)
要
求
XX有限公司
锂电池模切首件检验记录表
型号/容量:
极性:□正极;□负极;
检测记录
检测记录
设备编号: 操作员 组长确认 品质确认 判定及处理
操作员 组长确认 品质确认 判定及处理
模切小片间隙各区域尺寸 (mm)
外观
□无波浪;
□无弧形;
□无掉粉;
□无斜片;
备注: 1、首次生产、更换新型号、设备异常修复重启时,操作者需自觉履行首件制作,首件检验应在量产≤10PCS时进行。经班组长、品管员确认合格后方可批量生产! 2、设备及产品的检查项目依据:QC工程图、作业指导书、工艺标准。
固定式灯具安全检测记录表-模板
灯具平安检测记录表申请人:产品类别:固定式通用灯具产品型号:报告编号:样品编号:主检/日期:审核/日期:() 、、符号()特殊灯泡的有关说明() 插座安装灯具/插头式镇流器/插头式变压器/可调节的电源插座安装式灯具按正常使用条件,将插头式镇流器/变压器或电源插座安装式灯具插入固定的电源插座的接合面内8mm,插座的旋转中心通过几个插套的中心线。
对可调节的电源插座安装式灯具,在调节过程中传到插座上的总扭矩不能超过0.5Nm。
☐插座安装灯具;☐插头式镇流器;☐插头式变压器;☐可调节的电源插座安装式灯具☐试验时撤除了应拆接地触头;重量 N;重心离8 mm接触点的距离 mm。
总的力矩:。
(4.15)可燃材料☐符合☐不符合(.1)-650℃灼热丝试验☐符合☐不符合(.1)-30mm间距☐符合☐不符合(.1)-隔板承受第条试验☐是☐否(.1)-隔板尺寸(.1)-没有剧烈的燃烧材料☐是☐否(.1)-热保护☐是☐否(.1)-电子线路免除(.2)-热塑性材料制成的灯具☐是☐否-a)结构措施□支撑件不受热影响;□部件不会过热-b) 温度传感控制器□自动复位热断流器;□手动复位热断流器;□热熔丝。
见的试验-c) 外表温度见的试验(4.16)标有符号的灯具()☐灯具装有光源控制装置;☐灯具未装有光源控制装置。
()☐灯具装有温度传感控制器()☐☐电子式控制装置☐电感式控制装置☐测量a等于 mm, b等于 mm,c等于 mm。
灯具外壳在光源控制装置投影面内不连续的实体。
☐ c等于 mm。
温度传感控制器☐自动复位热断流器;☐人工复位热断流器;☐是一根热熔丝。
(4.17)排水孔位置:□电器箱底部;□光源腔底部;□接线盒底部;□其他:(4.17)-至少5mm间隙☐是☐否试验工程防触电保护使用设备温度/相对湿度℃%测试日期试验要求实测记录备注GB7000.201-2021 (2007/IEC 60598-1:2003)()灯具应制造成当灯具按正常使用安装和接线后以及为更换光源或可替换的启动器而必须翻开灯具时,即使不是徒手操作,其带电部件是不可触及的。
冻结后外观品质检验记录表(1)

班别:填表日期: 年 月 日
品项
时间
不良
项目
重量
不良率
品项
时间
不良
项目
重量
不良率
品项
时间
不良
项目
重量
不良率
开裂
开裂
开裂
龟裂
龟裂
龟裂
破损
破损
破损
露馅
露馅
露馅
变形
变形
变形
其他
其他
其他
开裂
开裂
开裂
龟裂
龟裂
龟裂
破损
破损
破损
露馅
露馅
露馅
变形
变形
变形
其他
其他
其他
开裂
开裂
开裂
龟裂
龟裂
龟裂
破损
生产经理:生产课长:质保课长:生产组长:品管员:
破损
破损
露馅
露馅
露馅
变形
变形
变形
其他
其他
其他
开裂
开裂
开裂
龟裂
龟裂
龟裂
破损
破损
破损
露馅
露馅
露馅
变形
变形
变形
其他
其他
其他
开裂
开裂
开裂
龟裂
龟裂
龟裂
破损
破损
破损
露馅
露馅
露馅
变形
变形
变形
其他
其他
其他
开裂
开裂
开裂
龟裂
龟裂
龟裂
破损
破损
破损
露馅
露馅
露馅
保温材料(矿物棉制品)检验原始记录表格

状态调节 测试时间 试验环境 试件尺寸(mm) 计量板温度(℃) 防护板温度(℃) 左冷板温度(℃) 右冷板温度(℃) 平均温差(℃) 计量板面积 A(m2) 功率 Q(W)
月日时分
温度:
相对湿度:
300×300(mm),厚度δ(m):
修正系数
编号 1
荷载 Fm(N)
面积 A0(mm2)
强度σm(kPa)
变形 10%时:破坏或屈服
未破坏或未屈服
破坏荷载取:试样破坏时荷载 压缩变形 10%时的荷载
变形 10%时:破坏或屈服
未破坏或未屈服
2
破坏荷载取:试样破坏时荷载 压缩变形 10%时的荷载
变形 10%时:破坏或屈服
未破坏或未屈服
3
破坏荷载取:试样破坏时荷载 压缩变形 10%时的荷载
变形 10%时:破坏或屈服
长度测量值 L
L
外径测量(mm) 外径测量值 d1 d1
厚度测量(mm)
厚度测量值 h
h
1
管状制品内径 d2=d1-2h=
试件体积 V1(m3)=
导热系数λ[ W/(m·K) ]
试件质量 G1(kg)=
密度ρ1(kg/m3)=
压缩强度σ(kPa)
试件制作
试样尺寸:
加荷速度 0.1h mm/min 即 mm/min
2、微机控制电子2mm)
4、智能化导热系数测定仪
5、针形测厚仪(1mm)
6、导热系数测定仪
7、钢卷尺(5m/1mm)
8、导热系数测定仪
9、电热鼓风恒温干燥箱
4、V=π(d1-h)hL(管体积)5、σmt =Fm/l×b
检验:
复核:
第页共页
保温材料(矿物棉制品)检验原始记录表格