生产首检记录表
首检自检巡检三检记录表

⾸检⾃检巡检三检记录表
⾸检/⾃检/巡检三检记录表表单编号
备注:“三检表”记录与异常处理原则:
1.异常时操作员⽴即停机,并通知⼯程师/主管分析原因,采取适当对策: a:隔离, b:返⼯, c:报废, d:退货。
2.判定正常时打√,判定异常或不合格时打ⅹ。
3.主管可视情况,适时抽查签署,⽆须每⽇签署。
4.抽样数:⾸检:1pcs并记录(不合格继续抽检⾄合格为⽌);
5.⾃检时机:⾸次装机⽣产和换机台时,
6.⾃检:抽查1-2pcs,合格时打√,7巡检:上/下/加班随机抽查1-2pcs,正常打√,异常写下数据并通知车间,继续抽样⾄合格为⽌,8.如图纸未击规定的三检表项⽬,由车间主管备检查项⽬与规格。
打ⅹ。
3.主管.⾃检:抽查1-由车间主管备。
首检、巡检记录表记录表
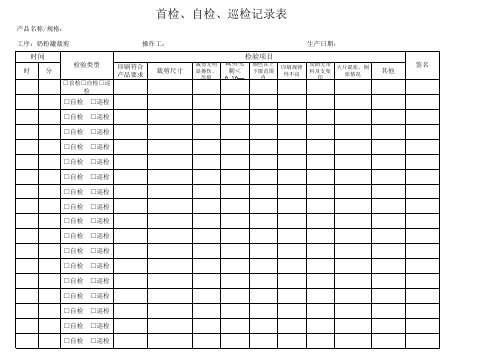
首检、自检、巡检记录表
产品名称/规格:
工序:奶粉罐裁剪
操作工:
时间 时分
检验类型
□首检□自检□巡 检
印刷符合 产品要求
□自检 □巡检
裁剪尺寸
生产日期:
裁剪无明 显擦伤、
压痕
检验项目
裁剪毛 颜色在上
刺< 下限范围
0.10mm
内
印刷规律 性不良
反面无带 料及支架
印
大片混张、倒 张情况
□自检 □巡检
□自检 □巡检
□自检 □巡检
□自检 □巡检
□自检 □巡检
□自检 □巡检
□自检 □巡检
□自检 □巡检
□自检 □巡检
□自检 □巡检
□自检 □巡检
□自检 □巡检
□自检 □巡检
□自检 □巡检
其他
签名
□自检 □巡检 □自检 □巡检 □自检 □巡检 □自检 □巡检 □自检 □巡检 □自检 □巡检 □自检 □巡检
首件检查记录表

4、检查结果:合格项目打“√”,不合格项目打“×”,无此检查项目打“0”;本表单保留一年。
首件检查记录表
首件信息
产品
名称
机台号
工序
生产日期
□开机/开线首检□修模首件□转产首件
□生产参数变更□材料变更□其他:
检验时间
时
分
检查记录
检验项目
理论值
公差
实测值
外观检验
判定
备注
持续改善
Top1
Top2
Top3
外观检验项目
1、孔位有无偏心;
2、有无漏加工;
3、有无过大毛刺;
4、表面有无划痕、压痕、变形;
5、加工面是否过深;
6、内外倒角是否过大;不合格
检验员:
生产确认:
工程技术:
品质核准:
填写说明
1、产品新开机/线时,由产线最终检查工位准备好5PCS样品置于待检区,并通知IPQC检查,检查判定合格后生产。
2、IPQC判定合格后,从样品中随机挑选1PCS进行首件检查标识,并连同巡检记录表一起置于产线最终检查工位。
安全生产检查记录表

安全生产检查记录表一、检查时间,2023年1月15日。
二、检查地点,XX工厂生产车间。
三、检查人员,安全管理员XXX、生产主管XXX。
四、检查内容及结果:1. 电气设备安全检查。
本次检查发现,部分生产车间的电气设备存在老化、漏电等安全隐患,已及时通知维修人员进行处理,并将设备停用,确保员工的电气安全。
2. 生产设备操作规范检查。
检查发现,部分员工在操作生产设备时存在操作不规范、未穿戴安全防护用具等情况,已立即进行现场教育,并要求相关员工严格遵守操作规程,确保生产安全。
3. 安全防护用具检查。
本次检查发现,部分员工未正确佩戴安全帽、安全鞋等防护用具,已进行个别通报批评,并加强安全教育培训,提高员工安全意识。
4. 生产场所环境检查。
生产场所存在部分杂物堆放不规范、通道堵塞等情况,已责成相关部门进行清理整改,确保生产场所环境整洁、通风良好。
5. 安全生产管理制度执行情况检查。
通过本次检查发现,公司安全生产管理制度执行情况良好,各部门对安全生产工作高度重视,各项安全管理制度得到有效执行。
六、存在的问题及整改措施:1. 电气设备安全隐患。
问题,部分电气设备存在老化、漏电等安全隐患。
整改措施,立即通知维修人员进行处理,并将设备停用,确保员工的电气安全。
2. 生产设备操作规范。
问题,部分员工在操作生产设备时存在操作不规范、未穿戴安全防护用具等情况。
整改措施,加强现场教育,要求相关员工严格遵守操作规程,确保生产安全。
3. 安全防护用具佩戴。
问题,部分员工未正确佩戴安全帽、安全鞋等防护用具。
整改措施,加强安全教育培训,提高员工安全意识,确保防护用具的正确佩戴。
4. 生产场所环境整治。
问题,生产场所存在杂物堆放不规范、通道堵塞等情况。
整改措施,责成相关部门进行清理整改,确保生产场所环境整洁、通风良好。
七、检查人员意见:安全管理员XXX,本次检查发现了一些安全隐患,已及时通知相关部门进行整改,希望全体员工能够加强安全意识,共同营造安全生产的良好环境。
首件检验记录表
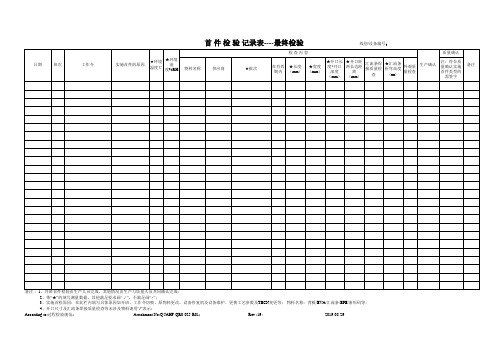
线别/设备编号:2、带“★”的填写测量数据,其他满足要求画“√”,不满足画“×”;3、实施首检原因:在此栏内填写具体原因如开班、工作令切换、原物料更改、设备停复机及设备维护、更换工艺参数及TECN变更等;物料名称:背板/EVA/汇流条/EPE/条形码等;4、开口尺寸及汇流条焊接质量检查等未涉及物料请用“/”表示;According to:过程检验规范; Attachment No:Q/JAHF-QR0-025-R01; Rev.:19; 2019-08-29首件检验记录表----最终检验线别/设备编号:2、带“★”的填写测量数据,其他满足要求画“√”,不满足画“×”;3、实施首检原因:在此栏内填写具体原因如开班、工作令切换、原物料更改、设备停复机及设备维护、更换工艺参数及TECN变更等;4、未涉及部分用“/”;According to:过程检验规范; Attachment No:Q/JAHF-QR0-025-R01 ; Rev.:3; 2020-03-31记录表----最终检验线别/设备编号:2020-03-31首件检验记录表----最终检验线别/设备编号:2、带“★”的填写测量数据,其他满足要求画“√”,不满足画“×”;3、实施首检原因:在此栏内填写具体原因如开班、工作令切换、原物料更改、设备停复机及设备维护、更换工艺参数及TECN变更等;According to:过程检验规范; Attachment No:Q/JAHF-QR0-025-R01 ; Rev.:18; 2019-08-29首件检验记录表----最终检验线别/设备编号:备注:1、开班首件检验由生产人员完成,其他情况由生产与质量人员共同确认完成;2、带“★”的填写测量数据,其他满足要求画“√”,不满足画“×”;3、实施首检原因:在此栏内填写具体原因如开班、工作令切换、原物料更改、设备停复机及设备维护、更换工艺参数及TECN变更等;4、未涉及部分用“/”;According to:过程检验规范; Attachment No:Q/JAHF-QR0-025-R01 ; Rev.:20; 2019-08-29Rev.:20; 2019-08-29线别/设备编号:2、带“★”的填写测量数据,其他满足要求画“√”,不满足画“×”3、实施首检原因:在此栏内填写具体原因如开班、工作令切换、原物料更改、设备停复机及设备维护、更换工艺参数及TECN变更等;According to:过程检验规范; Attachment No:Q/JAHF-QR0-025-R01 ; Rev.:23; 2020-03-31记录表----最终检验线别/设备编号:mm)2020-03-31线别/设备编号:2、带“★”的填写测量数据,其他满足要求画“√”,不满足画“×”3、实施首检原因:在此栏内填写具体原因如开班、工作令切换、原物料更改、设备停复机及设备维护、更换工艺参数及TECN变更等;According to:过程检验规范; Attachment No:Q/JAHF-QR0-025-R01 ; Rev.:18; 2019-08-29首件检验记录表----最终检验线别/设备编号:备注:1、开班首件检验由生产人员完成,其他情况由生产与质量人员共同确认完成;2、带“★”的填写测量数据,其他满足要求画“√”,不满足画“×”3、实施首检原因:在此栏内填写具体原因如开班、工作令切换、原物料更改、设备停复机及设备维护、更换工艺参数及TECN变更等;According to:过程检验规范; Attachment No:Q/JAHF-QR0-025-R01 ; Rev.:18; 2019-08-29首件检验记录表----最终检验线别/设备编号:2、带“★”的填写测量数据,其他满足要求画“√”,不满足画“×”;3、实施首检原因:在此栏内填写具体原因如开班、工作令切换、原物料更改、设备停复机及设备维护、更换工艺参数及TECN变更等;4、中间电池片距汇流条距离仅适用半片电池组件(未涉及半片电池组件用“/”)According to:过程检验规范; Attachment No:Q/JAHF-QR0-025-R01 ; Rev.:19; 2019-08-29。
首件检验记录表

完成日期
成效追踪
品质主管:检验员:表
部门:班别;线别:品目:日期/时间:
NO.
检查项目
使用工具/参考依据
检验状况
备注
OK
NG
1
零件位置、规格、极性
BOM、ECN,零件位置图,MI
2
零件外观
产品检验规范
3
零组件外观
产品检验规范
4
零组件焊接品质
产品检验规范
5
玲珑电子电子有限公司
首检检查记录表
部门:班别;线别:品目:日期/时间:
NO.
检查项目
使用工具/参考依据
检验状况
备注
OK
NG
1
零件位置、规格、极性
BOM、ECN,零件位置图,MI
2
零件外观
产品检验规范
3
零组件外观
产品检验规范
4
零组件焊接品质
产品检验规范
5
首件检查结果
口合格口不合格
问题点
原因分析
纠正措施
首件检查结果
口合格口不合格
问题点
原因分析
纠正措施
负责人
完成日期
成效追踪
品质主管:检验员:
保留一年
首件检验记录表

5
OK□NG□
6
OK□NG□
7
OK□NG□
8
OK□NG□
9
OK□NG□
10
OK□NG□
11
OK□NG□
12
OK□NG□ቤተ መጻሕፍቲ ባይዱ
13
OK□NG□
14
OK□NG□
15
OK□NG□
16
OK□NG□
外观
□少孔 □开裂 □变形 □起皱、叠料 □孔毛刺 □边毛刺 □划伤 □压痕 □拉痕 □缺料 □尺寸 □焊渣
首件检验记录表
新产品样品□ 量产首件□ 日期: 送检人:
生 产 部
首检确认目的
□新产品试产 □旧型号每批首件 □旧型号因客户要求变更
客户名称
产品名称
工令号
数量
送验样本数
编号
产品材质
加工工序
□ 车□ 铣□磨 □钳□焊
检 验
图纸要求尺寸
检验记录
检验结果
不良备注
1
OK□NG□
2
OK□NG□
3
OK□NG□
4
检
验
结
果
□A:合格,继续生产
□B:不合格,更正后重新送样
□C:不能生产,立即停产
□D:其他
备 注
1.新产品试产的首件或旧型号生产批量第一期的首件,由生产单位送检人员填写本表单,并附送首件产品交给巡检人员确认。 2.品管根据相关资料确认合格后,方可批量生产。
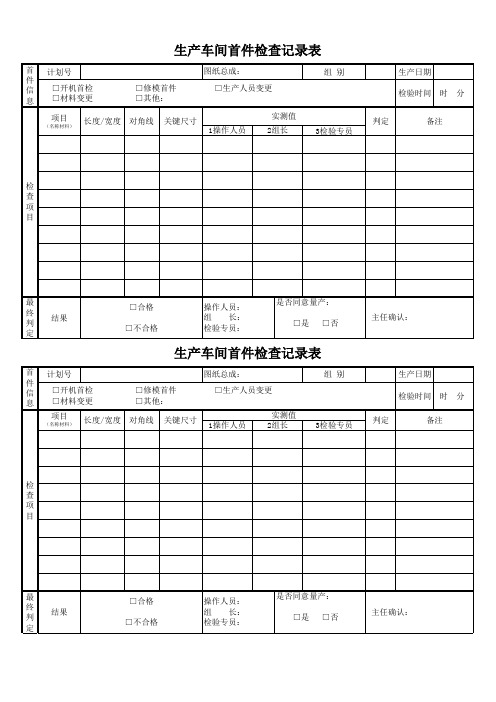
生产车间 首件检查记录表
是否同意量产: □是 □否 主任确认:
生产车间首件检查记录表
首 件 信 息 计划号 □开机首检 □材料变更 项目
(名称材料)
图纸总成: □修模首件 □其他: 关键尺寸 □生产人员变更 实测值 2组长
组 别
生产日期 检验时间 时 分
长度/宽度 对角线
Байду номын сангаас
1操作人员
3检验专员
判定
备注
检 查 项 目
最 终 判 定
生产车间首件检查记录表
首 件 信 息 计划号 □开机首检 □材料变更 项目
(名称材料)
图纸总成: □修模首件 □其他: 关键尺寸 1操作人员 □生产人员变更 实测值 2组长
组 别
生产日期 检验时间 时 分 判定 备注
长度/宽度 对角线
3检验专员
检 查 项 目
最 终 判 定
□合格 结果 □不合格
操作人员: 组 长: 检验专员:
□合格 结果 □不合格
操作人员: 组 长: 检验专员:
是否同意量产: □是 □否 主任确认:
首件检查记录表
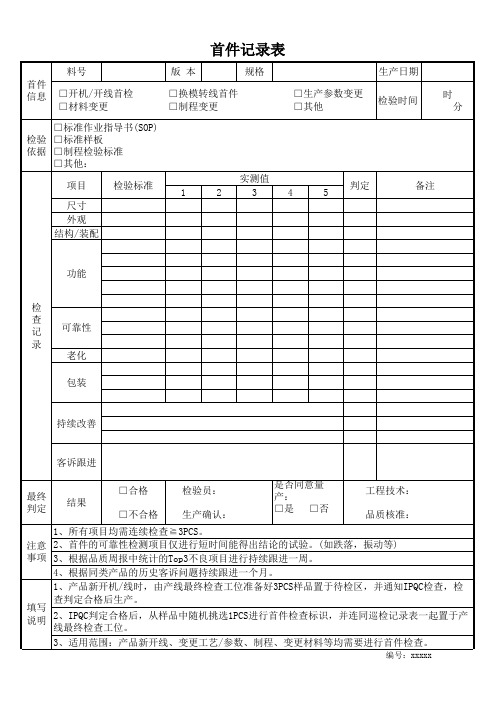
首件 信息
料号
□开机/开线首检 □材料变更Fra bibliotek版本规格
□换模转线首件 □制程变更
生产日期
□生产参数变更 □其他
检验时间
时 分
□标准作业指导书(SOP) 检验 □标准样板 依据 □制程检验标准
□其他:
项目
检验标准
1
尺寸
外观
结构/装配
实测值
2
3
4
判定 5
备注
功能
检 查 记 可靠性 录
老化
包装
持续改善
客诉跟进
最终 判定
结果
□合格 □不合格
检验员: 生产确认:
是否同意量 产: □是 □否
工程技术: 品质核准:
1、所有项目均需连续检查≧3PCS。 注意 2、首件的可靠性检测项目仅进行短时间能得出结论的试验。(如跌落,振动等) 事项 3、根据品质周报中统计的Top3不良项目进行持续跟进一周。
4、根据同类产品的历史客诉问题持续跟进一个月。
1、产品新开机/线时,由产线最终检查工位准备好3PCS样品置于待检区,并通知IPQC检查,检 查判定合格后生产。 填写 说明 2、IPQC判定合格后,从样品中随机挑选1PCS进行首件检查标识,并连同巡检记录表一起置于产 线最终检查工位。
3、适用范围:产品新开线、变更工艺/参数、制程、变更材料等均需要进行首件检查。
编号:xxxxx
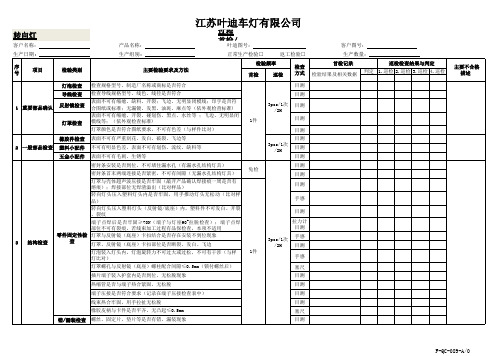
生产车间过程首检巡检记录表
N/A
1次/2H 目测
目测
一个流确认 装配现场是否按一个流作业,有无产品堆积现象
目测
不合格标识 不良品是否放置在不良品箱(盒)内,不良现象是否标识清楚
目测
NO 标准要求
换线管理 在换线前产线上物料是否清理干净,无物料遗留(含不良品)产线
新品状态确认
量(试)产品有无(临时)生产许可证;临时生产许可证上涉及的 问题点责任部门有无按时间节点完成
外观检查
PVC皮管上的批号正确,印字清晰(记录批次号) 面罩安装方向是否正确,无左右反装,上下反装现象
灯体内无杂物(橡胶碎屑、镀膜磨损物、灯壳飞边等)
检验频率
首检
巡检
检查
首检记录
巡检检查结果与判定
方式 检验结果及相关数据 判定 1.巡检 2.巡检 3.巡检 4.巡检
1件
3pcs/1次 /2H
塞尺
1件
用专用工装封闭灯头部位将灯浸入水中对灯内加压05mpa观看密封部位是否漏水外观整体性是否符合客户标准比对样品胶槽一周有无影响外观的溢胶必要时封样5成品检验外观检查pvc皮管上的批号正确印字清楚记录批次号面罩安装方向是否正确无左右反装上下反装现象灯体内无杂物橡胶碎屑镀膜磨损物灯壳飞边等1件3pcs1次2h1件气密验证1pcs调机气密机胶时气压源目测目测目测目测目测成品外观fqc089a0序号67检验频率项目检验类别主要检验要求及方法首检1件
涂胶重量 气密验证 成品外观
涂胶重量符合标准要求(记录在热熔胶喷涂重量管理表)
封闭式灯具:取标准样件(一只漏气,一只OK)检查气密机工作是否 正常 带漏水孔的灯具:用专用工装封闭灯头部位,将灯浸入水中,对灯 内加压0.5MPa,观察密封部位是否漏水
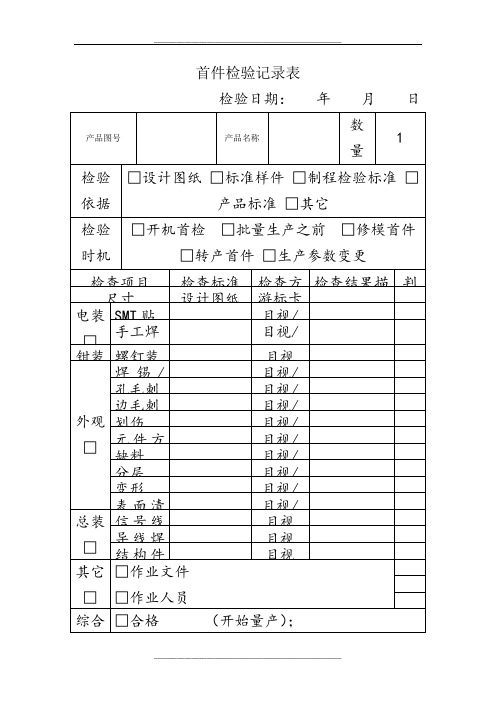
首件检验记录表
4、检查结果:合格项目打“√”,不合格项目打“×”,无此检查项目打“0”;本表单保留一年。
首件检验记录表
编号:JH-QR-B14-A.0 版本:A/0
产品名称 首件 信息 □开机首检
□生产参数变更
□转产首件 □材料变更 □其他:
项目
检验标准
1
2
机台编号
生产日期
检验依据
□工程图纸 □标准样件 □制程检 验标准 □产品标准 □其它
检验时间
时 分
实测值
3
4
5
判定Biblioteka 备注检查 记录尺寸
外观 装配判定
□少孔 □开裂 □变形 □起皱、叠料 □孔毛刺 □飞边毛刺 □划伤 □ 压痕 □拉痕 □缺料 □色差
最终判定结果
□合格 □不合格 是否同意量产: □是 □否
检验员签名:
批准人:
注意事 1、所有项目均需连续检查最少2件。 项 2、根据质量统计的不良项目进行持续跟进。
1、产品新开机生产时,由最终工序准备好5个样件置于待检区,并通知IPQC检验员,检查判定合格后生产。
首件检验记录表(模版)
生产现场确认: 签名:
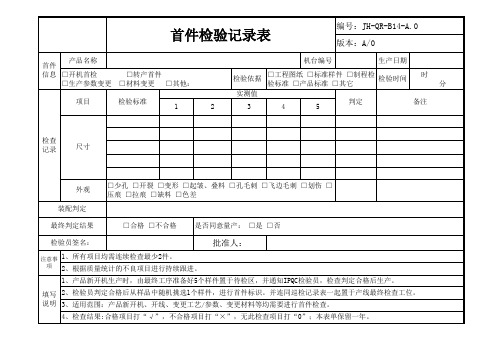
首件检验记录表
检验日期: 年 月 日
产品图号
产品名称
数量
1
检验依据
□设计图纸 □标准样件 □制程检验标准 □产品标准 □其它
检验时机
□开机首检 □批量生产之前 □修模首件 □转产首件 □生产参数变更
检查项目
检查标准
检查方式
检查结果描述
判定
尺寸
设计图纸要求
游标卡尺
电装□
SMT贴片
目视/显微镜
手工焊接
目视/显微镜
钳装□
螺钉装配
目视
外观□
焊锡/渣
目视/显微镜
孔毛刺
目视/显微镜
边毛刺
目视/显微镜
划伤
目视/显微镜
元件方向
目视/显目视/显微镜
变形
目视/显微镜
表面清洁度
目视/显微镜
总装□
信号线焊接
目视
导线焊接
目视
结构件组装
目视
其它□
□作业文件
□作业人员
□设备能力
综合判定
□合格 (开始量产);
□不合格 □重新调整工艺和设备 □停止生产,开《产品质量异常报告处理单》
首件检验记录表(模版)

产品图号
产品名称
数量
1
检验依据
□设计图纸□标准样件□制程检验标准□产品标准□其它
检验时机
□开机首检□批量生产之前□修模首件□转产首件□生产参数变更
检查项目
检查标准
检查方式
检查结果描述
判定
尺寸
设计图纸要求
游标卡尺
电装□
SMT贴片
目视/显微镜
手工焊接
目视/显微镜
钳装□
螺钉装配
目视
外观□
焊锡/渣
目视/显微镜
孔毛刺
目视/显微镜
边毛刺
目视/显微镜Байду номын сангаас
划伤
目视/显微镜
元件方向
目视/显微镜
缺料
目视/显微镜
分层
目视/显微镜
变形
目视/显微镜
表面清洁度
目视/显微镜
总装□
信号线焊接
目视
导线焊接
目视
结构件组装
目视
其它□
□作业文件
□作业人员
□设备能力
综合判定
□合格(开始量产);
□不合格□重新调整工艺和设备□停止生产,开《产品质量异常报告处理单》
备注:检验时发现有一项不合格则判首件确认不合格;(合格用“OK”表示,不合格用“NG”表示)
生产现场确认:签名: