轿车保险杠涂装工艺设计启示
保险杠喷涂工艺
汽车塑料保险杠喷涂工艺流程知识总结保险杠喷涂工艺 (2)1.工艺流程 (2)2.保险杠喷涂工艺 (2).打磨擦净 (3).火焰处理 (3).静电除尘 (3).涂底漆 (3).涂面漆保险杠经涂底漆、底漆流平后涂 (4).涂罩光漆 (4).流平晾干 (4).烘烤固化 (4).工件运输 (4).质量检验 (5)结论 (5)塑料保险杠由外板、缓冲材料和横梁3部分组成。
其中外板和缓冲材料用塑料制成,横梁用厚度为1.5mm左右的冷轧薄板冲压成U形槽。
外板和缓冲材料附着在横梁上,横梁与车架纵梁之间用螺丝连接,可随时拆卸。
这种塑料保险杠大体上使用聚醋系和聚丙烯系两类材料,采用注射成型。
加工出来的保险杠不但具有高强度的刚性,还具有可以焊接、涂装性能好的优点,在轿车上的用量越来越多。
塑料保险杠具有较好的强度、刚性和装饰性,从性能上看,汽车发生碰撞事故时能起到缓冲作用,保护前后车体:从外观上看,高质量的喷涂可以使其很自然地与车体结合在一块,具有很好的装饰性,成为装饰轿车外型的重要部件。
塑料保险杠的喷涂质量要求极为严格,从前处理、喷涂到固化的整个过程都需要进行严格的控制,以保证保险杠的涂装质量。
塑料保险杠喷涂大多采用多层喷涂工艺,本文采用“三喷二烘”工艺,以充分发挥油漆耐久性、耐候性的优势。
喷涂设备必须保证出色的雾化效果和涂层的均匀性,涂料中金属微粒的分布直接影响涂层的外观效果。
质量优秀的涂层具有金属光泽、颜色鲜明、立体感明显。
而使用不合适的喷涂设备,会使涂层产生颜色不均、表面有阴影或结合力不好等弊病,大大影响保险杠的装饰效果。
保险杠喷涂工艺1.工艺流程工件上线→前处理(预脱脂→脱脂→水洗①→水洗②→纯水洗→吹水)→水分烘干→冷却→转挂→擦净、打磨→火焰处理→静电除尘→喷底漆→流平→喷面漆→流平→喷罩光漆→流平→固化烘干→检查、抛光、检验→工件下线。
2.保险杠喷涂工艺(1)前处理前处理直接关系到保险杠的喷涂质量。
前处理一方面能提高涂膜的防腐性能、延长工件的使用寿命,另一方面能提高涂膜对基体的附着力,还能使保险杠涂膜具有均一的性能。
保险杠喷涂前处理工艺浅析
10.16638/ki.1671-7988.2020.04.050保险杠喷涂前处理工艺浅析叶晓天,王高坤,胡伟(吉利长兴能能源汽车有限公司,浙江湖州313100)摘要:文章主要介绍汽车喷涂塑料件几种前处理工艺水洗、CO2清洗、人工擦拭的主要特点。
并从投资、运营能耗以及对上游工艺的影响等方面,对以上几种处理工艺进行了简单的分析及对比。
关键词:保险杠;前处理工艺;塑料件喷涂;运营能耗中图分类号:U466 文献标识码:A 文章编号:1671-7988(2020)04-155-04Analysis of Bumper Spray Pretreatment ProcessYe Xiaotian, Wang Gaokun, Hu Wei( Geely Changxing Energy Vehicle Co., Ltd., Zhejiang Huzhou 313100 )Abstract: Analyse different plastic pretreatment mode, mainly power wash, CO2 clean and manual wipe for bumper. Focus on investment, operation consumption, production quality from injection, and come to a summary at the end. Keywords: Bumper; Pretreatment; Plastic paint; Operation consumptionCLC NO.: U466 Document Code: A Article ID: 1671-7988(2020)04-155-04引言随着汽车设计的成熟进步,塑料件在汽车上的应用趋多,保险杠、翼子板、门槛条等塑料外饰件需要喷涂成与车身主体相配的颜色,而对塑料件喷涂的工艺各厂商也有所差别,有传统的3C1B、有水性漆,漆前处理有较为传统应用较多的喷淋水洗到现代兴起的CO2清洗,以及更为简洁的人工擦拭。
汽车保险杠水性漆涂装过程控制及应用
MANUFACTURING AND PROCESS I卸造与工艺汽车保险杠水性漆涂装过程控制及应用陈海华闫振升北京北汽模塑科技有限公司北京市102606摘要:随着汽车保险杠行业的不断发展,更加低能环保的水性漆涂装无疑会逐渐成为主流的喷涂方式。
在水性漆的喷涂过程中,无论是喷涂设备还是喷涂工艺都会对产品的外观及性能产生重大影响。
就这两方面进行的研究,并针对喷涂过程中常见的缺陷给出有效的改善措施。
关键词:水性漆;喷涂设备;涂装工艺;缺陷改进为保护人类生存环境,现今汽车涂装发 展趋势是低公害、无公害化。
水性漆的最 大优点是涂层质量可以与传统溶剂型漆相 媲美,但V0C排放量却小很多。
基于以上 优势,现如今国际上开始大力发展水性漆技 术,且已广泛应用于车身喷涂。
近些年,中国汽车产业蓬勃发展,众多高端汽车厂家已 经实施水性漆的涂装。
作为汽车外饰件,尤 其是保险杠产业肯定要跟随各大汽车厂商,实施水性漆的涂装战略,降低V0C排放,响应国家蓝天白云的号召。
1水性漆的简介1.1水性漆与溶剂型漆对比在传统的溶剂型涂料中不含有水性溶 剂,其中主要由15%的固体与85%的挥发性 有机物组成。
在喷涂的过程中,溶剂型涂料 V0C的排放量>120g/m3,不仅会对人体造 成伤害还会对周边的环境造成极大的污染。
相比之下,水性涂料则主要由10%的V0C、20%的固体以及70%的水性溶剂组成,其V0C 排放量<40g/m3。
所以水性涂料是一种更环 保、更符合国家绿水蓝天号召的选择,也是 汽车喷涂行业以后发展的大势所趋。
1.2水性漆的优缺点1.2.1水性漆的优点(1)水性漆主要以为水作为溶剂,节省 了大量的资源,并且降低或消除了施工时火 灾的危险性;(2)水性漆显著降低了V0C的排放,减少了大气污染,改善了作业环境;(3)水性涂料对材质表面的适应性好,油漆图层的附着力强,其在湿表面和潮湿环境中可以直接涂覆施工;(4)由于相似相容,水性漆的喷涂工具可用水直接清洗进而大大减少了清洗溶剂的消耗。
东风日产花都工厂保险杠涂装二线的工艺设计及实施

且喷漆采用3C2B T艺,因此设备投资大、占地面积
装技术,和当前国内主流厂家的保险杠涂装线相比,
大、能源消耗大。而本保险杠涂装线的前处理采用溶
优点主要体现为:工艺完整而简单化、涂装的工件品
剂擦拭,喷漆采用3C1 BT艺,其工艺流程如下。
种多而柔性化、节能技术多样化、核心技术领先化和
保险杠素材遮蔽一上线一前处理溶剂擦拭一静电
管理技术创新化。
吹灰一喷底漆一闪蒸一喷色漆一闪蒸一机器人喷清漆
1工艺简介
一人工补喷清漆一闪蒸一烘干一夜间储存一检查一去 遮蔽及精饰一下线一储存。
1.1基本设计条件 本生产线的工作负荷为251天/年、2班/天、8 h/
班,设备负荷率为98%,返修率为10%,年生产能
从以上流程可以看出,本工艺简化了前处理工 序,仅采用溶剂擦拭就能满足前处理要求;只有1遍 烘干,且为低温烘烤,能源消耗小。
技术,节能效果明显。
图4微雾喷雾冷却示意图
f.通过采用LVMP喷枪喷涂底漆、色漆喷枪采用 “1拖1 0”控制器等技术降低材料消耗。
2创新点和先进性
g.管理方法的创新。提出了材料管理和机器人 备件管理的新思路,对主材实行LSS(Lead Supply
本生产线有以下创新点和先进性。
System)~级供应商管理,即按台支付,每年可
A T&114樱界
东风日产花都工厂保险杠涂装二线的 工艺设计及实施
随着汽车用塑料件数量的增加,对塑料件装饰性和耐久性的要求也越来越高,其中有部分塑料 件要求与车身同色且要求与车身具有相同年限的防腐能力,因此塑料件的涂装日显重要。介绍了东 风日产花都工厂保险杠涂装二线项目的建设背景、工艺设计方案、设备式样及选型。1年多的生产 实际情况证明,该生产线在产品品质、生产能力和设备开动率等方面完全达到设计目标,且居国内 领先水平。
汽车保险杠涂装质量与成本控制

汽车保险杠涂装质量与成本控制1 、引言随着汽车工业的发展,保险杠作为一种重要的安全装置走向了革新的道路。
目前轿车前后保险杠除了保持原有的保护功能外,还要追求与车体造型的和谐与统一,并追求车身的轻量化。
为了达到减重的作用,轿车的前后采用了塑料保险杠。
塑料保险杠具有良好的强度、刚性和装饰性。
从安全上看,发生碰撞事故时能起到缓冲作用,保护前后车体及行人安全;从外观上看,高质量的喷涂技术可以很自然地与车体结合在一起,具有很好的装饰性。
但是随着汽车工业的蓬勃发展,竞争日趋激烈,价格战不可避免,汽车工业的高利润时代将一去不复返了。
降低成本、提高效益是汽车工业的必然选择。
降低成本涉及到投资规划、产品设计、配套采购、生产工艺、产品销售、过程管理等多方面的因素。
但是在降低和控制成本的过程中必须关注产品的涂装质量。
2、保险杠的产品设计(原材料的选用)影响涂装质量好坏的三要素是材料、工艺及管理,所以要保证好的涂装质量,材料的选用至关重要。
2.1 保险杠基材的选用用于汽车保险杠的材料主要是PP 类塑料,它的主要缺点是极性小、结晶性大、表面张力小、润湿性差、表面光滑,普遍通过使用改性类PP 改变保险杠基材的极性来保证涂装质量。
目前常用的改性PP 材料种类有PP+EPDM-T1、0PP+EPDM-T15 PP+EPDM-T20 PP+EPDM-T30滑石粉的加入可降低基材的结晶度,使得涂料中的溶剂容易溶解或溶胀基材表面,提高涂料的附着性,使涂装性能得到改善。
但是随着滑石粉的增加,材料的熔指(即流动性。
熔指降低,在充模时不容易填满;对于保险杠来说在成型过程中的流动性好产品合格率就高)缺口冲击强度(影响保险杠的韧性)、收缩率(影响保险杠的尺寸稳定性)降低,弯曲模量(影响保险杠的刚性)随着滑石粉用量的增加而增加。
所以保险杠的选料要做到刚性与韧性达到平衡才能保证基础质量。
通过多年的研究和试验,证明PP+E PDM-T20在刚性和韧性、涂装性能、成本等方面均有一定的优势。
汽车保险杠的发展与喷涂工艺

汽车保险杠论文汽车保险杠的发展与喷涂工艺江苏中大工业涂装环保有限公司(224003)杨奎摘要:随着汽车工业的发展,汽车保险杠作为一种重要的安全装置走向了革新的道路,保险杠除了有保护功能外,还要追求与车体造型的和谐与统一,追求本身的轻量化和表亮化。
为此,本文结合生产实践和实际应用,对于保险杠的表面喷涂,从它的发展、应用领域、涂层性能要求、涂装工艺等方面逐一进行阐述与探讨。
关键词:汽车保险杠、塑料保险杠、安全装置、喷涂工艺1前言汽车保险杠是吸收缓和外界冲击力、防护车身前后部的安全装置。
20年前,轿车前后保险杠是以金属材料为主,用厚度为3毫米以上的钢板冲压成U形槽钢,表面处理镀铬,与车架纵梁铆接或焊接在一起,并与车身有一段较大的间隙,好像是一件附加上去的部件。
随着汽车工业的发展,汽车保险杠作为一种重要的安全装置也走向了革新的道路。
今天的轿车前后保险杠除了保持原有的保护功能外,还要追求与车体造型的和谐与统一,追求本身的轻量化。
为了达到这种目的,目前轿车的前后保险杠采用了塑料,人们称为塑料保险杠。
塑料保险杠是由外板、缓冲材料和横梁三部分组成。
其中外板和缓冲材料用塑料制成,横梁用厚度为1.5毫米左右的冷轧薄板冲压而成U形槽;外板和缓冲材料附着在横梁上,横梁与车架纵梁螺丝连接,可以随时拆卸下来。
这种塑料保险杠使用的塑料,大体上使用聚酯系和聚丙烯系两种材料,采用注射成型法制成。
国外还有一种称为聚碳酯系的塑料,渗进合金成分,采用合金注射成型的方法,加工出来的保险杠不但具有高强度的刚性,还具有可以焊接的优点,而且涂装性能好,在轿车上的用量越来越多。
塑料保险杠具有强度、刚性和装饰性,从安全上看,汽车发生碰撞事故时能起到缓冲作用,保护前后车体;从外观上看,高质量的喷涂技术可以很自然的与车体结合在一块,浑然成一体,具有很好的装饰性,成为装饰轿车外型的重要部件。
2保险杠喷涂工艺介绍2.1工艺流程:工件上线→预脱脂→脱脂→水洗①→水洗②→纯水洗→吹水→水份烘干→冷却→转挂→擦净、打磨→火焰处理→静电除尘→喷底漆→流平→喷面漆→流平→喷罩光漆→流平→固化烘干→检查、抛光、检验→工件下线。
汽车保险杠三涂一烘工艺的涂装
保险杠三涂一烘工艺的涂装1 涂装前的表面处理由于PP的结晶度和内聚力高,表面无极性基团,临界表面张力低,使涂膜很难通过溶解作用增进附着力。
如PP的表面张力为3.1×10-4N,而一般涂料需要的可附着张力为3.7×10-4N以上。
为提高涂料对PP产品的涂装性能,需要对聚烯烃基材进行表面处理。
主要的处理方法有:表面化学处理、表面火焰处理、表面等离子处理、表面辐射处理、表面涂覆处理等。
目前国内保险杠厂家正逐步推广使用机器人(也称机械手)火焰处理。
其化学机理在于:火焰中含有大量的离子,具有很强的氧化性,在高温状态下与PP形成一层带电的极性功能团,提高了其表面能,从而增进了对塑料底漆的附着力。
同时高温的火焰将能量传递给基材表面的油污和杂质,使其受热蒸发,起到了清洁保险杠表面的作用。
2.2 3C1B的底漆涂装工艺其中,JC50-9070作为一款导电中涂,对PP/EPDM基材有良好的附着力。
该底漆应用于不具有导电性的塑料基材表面时,可以用静电喷涂的方法将面漆涂布在这类塑料基材上,即底漆的干膜具有导电的功能。
此外,施工应用窗口宽,可以满足静电喷涂和空气喷涂2种施工工艺条件。
2.2.1 底漆的施工粘度底漆的施工粘度在不同施工温度条件下的变化见图2。
从图2可以看出:在温度较低时,受配方树脂性能的影响,液态原漆在长时间贮存后容易出现短暂的假稠现象,需要在稀释前充分搅拌。
但施工过程中,随着环境温度的变化,尤其在低于20℃时,粘度与温度近似于线性的关系。
这就要求在施工时尽可能保证喷涂室温在(23±3)℃,以利于底漆的施工粘度控制。
2.2.2 底漆的膜厚保险杠等外饰零件主要采用的材料是PP+EPDM以及滑石粉的改性产品。
基材外观颜色以黑色和深灰色为主。
对于涂料供应商,通常将保险杠底漆的颜色调整为灰色,利于保险杠面漆色相的控制,以保障与车身颜色匹配。
JC50-9070作为一款深灰色PP中涂,其遮盖性能较好,一般干膜在5μm左右,就可以完成黑白格的遮盖。
浅谈汽车保险杠的设计与开发
浅谈汽车保险杠的设计与开发【摘要】汽车保险杠作为汽车外部的重要组成部分,承担着保护车辆和乘客的重要作用。
设计与开发一款优质的汽车保险杠需要考虑多个因素,如材料选择、结构设计、生产工艺和性能测试等。
材料选择直接影响到保险杠的强度和耐久性,而结构设计需要兼顾美观性和安全性。
生产工艺的选择影响着保险杠的成本和生产效率,而性能测试可以确保保险杠符合安全和质量标准。
在未来,随着科技的发展和消费者对安全性能的不断重视,汽车保险杠的设计与开发将更加注重创新和定制化,以满足市场的需求。
深入研究汽车保险杠的设计与开发对于提高汽车安全性和市场竞争力具有重要意义。
【关键词】汽车保险杠, 设计与开发, 功能与作用, 材料选择, 结构设计, 生产工艺, 性能测试, 重要性, 发展趋势1. 引言1.1 汽车保险杠的重要性汽车保险杠是汽车外部的重要部件之一,起到了保护车辆和乘客的作用。
它通常安装在汽车前后部,能够在碰撞或事故时吸收冲击力,减轻对车辆本身和乘客的伤害。
保险杠的设计不仅要考虑外观美观和空气动力学性能,更需要考虑结构稳固性和安全性。
一个好的保险杠设计可以提高汽车整体的安全性能,减少事故造成的损失。
汽车保险杠的设计也影响着整个车辆的外观和风格。
一个符合流行趋势和品牌特色的保险杠设计可以提升汽车的市场竞争力,吸引消费者的眼球。
对于汽车制造厂商来说,设计和开发一款符合要求的保险杠显得尤为重要。
1.2 汽车保险杠设计的影响因素汽车保险杠的设计受到多方面因素的影响,其中包括汽车安全标准、外形美观性、车辆整体设计、生产成本等方面。
汽车保险杠作为车身的重要部分之一,其设计必须符合各国家和地区的安全标准,以确保在碰撞事故中能够有效吸收撞击力,保护车辆乘员的安全。
汽车保险杠也是车辆外观设计的一部分,因此设计师需要考虑如何使其与车身整体风格相协调,提升车辆的美观性。
汽车保险杠的设计也要考虑到车辆的整体设计,包括车头、车身线条等因素,以确保保险杠与车辆的其他部分相互配合,形成统一的整体风格。
汽车塑料保险杠的涂装工艺和产品

21中国航班材料与工艺Material and Technology CHINA FLIGHTS汽车塑料保险杠的涂装工艺和产品沈勇|广汽本田汽车有限公司摘要:保险杠从最初的金属材料发展为塑料材料的运用,塑料材料具有重量轻、防震性能好的特点。
塑料保险杠的涂装工艺的发展代表着汽车市场的需求,涂装质量优劣与各个工序的质量有直接的关系。
通过对塑料保险杠的涂装工艺以及产品的研究,促进涂装工艺的快速发展,满足汽车市场的发展需求。
关键词:保险杠;塑料;涂装工艺;设备塑料保险杠加设喷涂设计,是为了满足汽车市场发展需求。
汽车爱好者在选购汽车时,除了针对汽车性能外,对汽车外观的要求也具有较高的特点。
喷涂工艺在汽车市场的不断发展下,也随着发展的脚步不断改革和创新,形成先进设备、涂装一条线的生产模式。
1 汽车塑料保险杠的涂装必要性塑料保险杠代替金属保险杠的原因是:塑料保险杠具有重量轻、耐腐蚀强度高、再生能力强、可美观化的特点。
汽车制造过程中,塑料的性能被大众所关注,逐渐在汽车零部件中大量运用塑料材料。
金属保险杠转变成塑料保险杠也是基于上述原因,而对塑料保险杠加设涂装工艺的目的是:避免塑料表面发生老化现象、增强汽车外观的美观程度。
从此可以看出,塑料保险杠加设涂装工艺,对保险杠具有重要的意义。
2 应用于塑料保险杠的塑料种类及对涂料的要求塑料保险杠所采用的塑料材质有热塑造性塑料材质、热固性塑料材质。
塑料材质耐热条件在80度以下,在塑料保险杠涂装作业中,不能选择高温烤漆,只能选择低温烤漆。
所以,在选择烤漆模式时,一般会选择双组分烤漆。
3 塑料保险杠涂装中所需要的产品及作用3.1 塑料表面专用清洁剂保险杠喷涂作业中需要保险杠表面达到清洁的程度,但保险杠表面无杂质的现象较为困难,需要利用塑料表面专用清洁剂对表面的杂质进行清除。
塑料保险杠表面杂质含有脱膜剂、油质、蜡质等油性物,这些杂质物质影响涂装作业的质量,降低附着力,需要运用清洁剂进行清除。
汽车保险杠论文

汽车保险杠论文汽车保险杠的发展与喷涂工艺江苏中大工业涂装环保有限公司(224003)杨奎摘要:随着汽车工业的发展,汽车保险杠作为一种重要的安全装置走向了革新的道路,保险杠除了有保护功能外,还要追求与车体造型的和谐与统一,追求本身的轻量化和表亮化。
为此,本文结合生产实践和实际应用,对于保险杠的表面喷涂,从它的发展、应用领域、涂层性能要求、涂装工艺等方面逐一进行阐述与探讨。
关键词:汽车保险杠、塑料保险杠、安全装置、喷涂工艺1 前言汽车保险杠是吸收缓和外界冲击力、防护车身前后部的安全装置。
20年前,轿车前后保险杠是以金属材料为主,用厚度为3毫米以上的钢板冲压成U形槽钢,表面处理镀铬,与车架纵梁铆接或焊接在一起,并与车身有一段较大的间隙,好像是一件附加上去的部件。
随着汽车工业的发展,汽车保险杠作为一种重要的安全装置也走向了革新的道路。
今天的轿车前后保险杠除了保持原有的保护功能外,还要追求与车体造型的和谐与统一,追求本身的轻量化。
为了达到这种目的,目前轿车的前后保险杠采用了塑料,人们称为塑料保险杠。
塑料保险杠是由外板、缓冲材料和横梁三部分组成。
其中外板和缓冲材料用塑料制成,横梁用厚度为1.5毫米左右的冷轧薄板冲压而成U形槽;外板和缓冲材料附着在横梁上,横梁与车架纵梁螺丝连接,可以随时拆卸下来。
这种塑料保险杠使用的塑料,大体上使用聚酯系和聚丙烯系两种材料,采用注射成型法制成。
国外还有一种称为聚碳酯系的塑料,渗进合金成分,采用合金注射成型的方法,加工出来的保险杠不但具有高强度的刚性,还具有可以焊接的优点,而且涂装性能好,在轿车上的用量越来越多。
塑料保险杠具有强度、刚性和装饰性,从安全上看,汽车发生碰撞事故时能起到缓冲作用,保护前后车体;从外观上看,高质量的喷涂技术可以很自然的与车体结合在一块,浑然成一体,具有很好的装饰性,成为装饰轿车外型的重要部件。
2 保险杠喷涂工艺介绍 2.1 工艺流程:工件上线→预脱脂→脱脂→水洗①→水洗②→纯水洗→吹水→水份烘干→冷却→转挂→擦净、打磨→火焰处理→静电除尘→喷底漆→流平→喷面漆→流平→喷罩光漆→流平→固化烘干→检查、抛光、检验→工件下线。
保险杠三涂一烘工艺的底漆配方与涂装
保险杠三涂一烘工艺的底漆配方与涂装摘要:主要介绍了汽车保险杠改性聚丙烯基材专用底漆的研制,适用于三涂层、湿碰湿工艺。
阐述了在不影响涂膜性能的前提下,三涂一烘的工艺更有利于节能和环保。
分析了不同CPO组合对底漆与基材附着力的影响,以及涂料施工应用中的控制要点。
关键词:保险杠;三涂一烘工艺;塑料涂装;底漆0前言随着高分子材料研究技术的不断发展,高分子聚合物取代部分钢材越来越多地用于汽车工业。
这使工程塑料(如汽车保险杠用的改性聚丙烯PP材料)在汽车材料中的地位日趋重要,从而促使塑料涂料的用量不断攀升,也促使塑料涂装工艺的研究开发不断进步。
进入21世纪以来,国内汽车零部件加工产业随着全球对VOC排放量限制的日趋严格,正逐步朝着节能、环保、低成本的方向发展。
相对于传统的三涂两烘(3C2B)工艺(即底漆需要烘烤后再进行色漆和清漆的涂装),三涂一烘(3C1B)的工艺可省去底漆烘烤和打磨2个工序,降低了能耗和人工工时成本,同时也对保险杠配套底漆的性能提出了更新的设计要求。
1 底漆配方的选型就底漆设计来说,涂料对于PP等保险杠底材的附着都比较困难。
原因在于,与ABS 的附着主要靠溶剂对底材的溶涨作用完成不同,PP或改性PP等底材主要是靠树脂的氢键力、分子间力、离子键等力,加上溶剂的部分浸润作用来获得附着力。
通常这些键力的作用本身非常微弱,所以说底漆在PP等保险杠上的附着相对困难些。
保险杠双组分底漆的一般设计烘烤条件为80℃/30min,旨在促使涂料基质中的一些特殊的官能团结构能够充分活化,以增加涂层与基材的结合能力。
取消底漆烘烤后,原有的部分官能基团不再发挥作用,涂料与基材的附着性能会明显变差。
为了有效地消除取消烘烤后对于附着力的影响,考虑设计含有氯化聚烯烃(CPO)树脂的单组分塑料涂料。
CPO树脂本身与PP等聚烯烃基材在结构上有着较大相似性,根据“相似者相溶”的机理,它们之间应有良好的相容性。
所以,在底漆无烘烤的条件下,通常会采用改性的CPO树脂作为涂料的附着力促进剂来制备涂料。
040保险杠采用水性涂装工艺势在必行

保险杠采用水性涂装工艺势在必行张禾(中国汽车技术研究中心300162)摘要:保险杠采用水性涂装工艺势在必行,本文就某涂装生产线,设备年时基数为3820h,设备负荷率为90%,返修率为10%,年生产能力为25万套保险杠,其生产节拍可达0.75min ,采用水性喷漆(罩光漆为溶剂型)的工艺及设备进行简述,并对保险杠涂装生产线日系(丰田)与欧美的差别进行说明。
1 保险杠采用水性涂装工艺势在必行随着环境保护和可持续发展问题的不断升温,全球生态环境保护课题再一次成为焦点。
中国经济高速发展,能源浪费和环境污染问题日益凸显,党中央、国务院高度重视主要污染物减排工作,将其作为加强环境保护、实现科学发展的重要措施。
“十一五”规划提出了具有法律效力的单位国内生产总值能源消耗降低20%,主要污染物减排10%的约束性指标,中国计划在2007年投入20亿元左右资金专项用于污染物减排建设。
我国自2003年1月1日起施行《中华人民共和国清洁生产促进法》。
国家环境保护总局发布了《清洁生产标准汽车制造业(涂装)》,于2006年12月1日实施。
目前我国已经超过日本成为全球第二大汽车消费市场,并超过德国,成为世界第三大汽车生产国。
2007年,我国国产乘用车内需约为575万辆,出口约为17万辆,国产乘用车总销量将达到592万辆左右,同比增长14%或略高。
2007年我国国产商用车内需为208万辆左右,出口为30万辆左右,国产商用车总销量将达到238万辆左右,同比增长17%或略高。
如此多的汽车产量,同时还要出口产品,为避免绿色壁垒,我国必然会加快清洁生产的实施,用于企业的清洁生产审核和清洁生产潜力与机会的判断,以及清洁生产绩效评定和清洁生产绩效公告制度。
轿车典型绿色涂装工艺及材料为:阴极电泳+水性中涂(或粉末涂料)+水性底色漆+高固体分罩光清漆(HS)或粉末罩光清漆,这是当今普遍认为符合环保要求,低VOC排放的汽车车身涂装工艺。
目前,国内已有天津一汽丰田二工厂、上海通用金桥二期南厂(巴斯夫上海涂料有限公司供漆)、上海通用东岳汽车有限公司、广州本田增城工厂涂装线部分涂漆采用了水性漆;正在建设中的北京奔驰汽车公司车身涂装线和北京现代新工厂拟采用水性中涂和水性底色漆,其他在近几年新建和筹建的车身涂装线上都留有采用水性中涂和水性底色漆的余地。
汽车保险杠设计分析

汽车保险杠设计分析摘要:汽车保险杠是汽车安全防护装置之一,是现代汽车结构的重要组成部分。
文章从保险杠的设计原则、材料选择、可维修性设计等方面进行了简要的介绍。
基于易修理性对汽车进行设计优化,不仅可缩短修理周期,减少修理费用,而且对汽车厂家和保险公司也有积极的作用。
车辆设计时是否能把车身结构及其他部件破坏性放在首位?同时在设计阶段如何减少或避免损失?文中通过对汽车前后保险杠进行分析,供汽车设计人员和汽车厂家借鉴。
关键词:维修;保险杆设计;分析前言近几年我国汽车进入千家万户,汽车保有量激增,随之而来的汽车交通事故也呈上升趋势。
经过对大量交通事故进行的分析和归纳,结果发现汽车前后保险杠是最容易遭受碰撞损毁的,也是汽车厂家密切关注并开发新型保险杠的原因。
汽车保险杠安装在汽车的最前端和最后端,在整车造型风格中起到至关重要的作用,它能够诠释出整车外装饰的艺术风格,好的保险杠能够使用户感到赏心、悦目,得到美的享受。
无论汽车的大、小改型设计,保险杠总是首当其冲成为造型师手中重点塑造的对象,造型美观是整车的亮点及卖点。
另外,发生碰撞时,大多数情况下都有保险杠的参与,保险杠作为安全防护装置是现代汽车结构的重要组成部分,它能有效地减轻人员伤亡程度以及汽车损坏程度。
1、保险杠的材料选择1.1选材原则正确地选择材料,必须满足以下3个方面的要求:1)良好的使用性能的要求;2)优良的工艺性能的要求;3)合理的成本方面的要求。
1.2选材方法除应了解部件正常工作时应具备的性能指标,还应弄清部件的工作环境(如温度、湿度、介质)及其可能发生的变化等。
要正确选材,掌握材料的性能特征不能只对材料的性能作一般的了解,应对每一种材料找出1~2 项比较突出的性能,作优先选用的对象。
有些塑料,其树脂的性能不能满足部件的性能要求,则可通过改性或加入适宜的填料之后,方能变成理想的材料。
保险杠的材料通常选用改性聚丙烯,即注射成型用热塑性塑料,它应满足如下的基本特征:1)耐热性在80--100℃;2)冲击强度在0.3—4j /cm2·;3)拉伸强度在29—39Mpa ;4)成型性,耐候性良好。
保险杠涂装工艺论述
保险杠涂装工艺论述保险杠涂装工艺是汽车制造过程中的重要环节之一。
保险杠作为汽车的外部保护装置,在车辆碰撞时起到保护车身和乘客的作用。
保险杠的涂装工艺既能提升车辆的外观质感,又能增加保险杠的耐用性和防腐蚀性能。
保险杠涂装工艺的首要目标是实现涂装表面的均匀、平滑、光亮和耐用。
首先,需要对保险杠进行预处理,包括除油、除锈、清洗等工序。
这些步骤的目的是清除保险杠表面的污垢和氧化层,为后续涂装工艺提供良好的基础。
接下来是底漆涂装工艺。
底漆是涂装过程中的重要一环,它能填平保险杠表面的微小凹凸和不平整,并提供良好的附着力。
底漆还能防止底板材料受到外界环境的侵蚀,增加保险杠的耐用性。
在涂装底漆时,需要根据所使用的底漆材料的性质和要求进行合适的喷洒和烘干过程,以保证涂装质量的稳定和一致性。
在底漆涂装完成后,需要进行面漆涂装。
面漆能使保险杠表面呈现出所需的颜色和光泽度,提升车辆的外观质感。
与底漆一样,面漆的涂装也需要控制喷洒和烘干的过程,以确保涂层的均匀性和光亮度。
此外,面漆还需要具备较好的耐候性和抗腐蚀性,以应对外界环境对保险杠的侵蚀。
最后是涂装后处理工艺。
涂装完成后,需要进行适当的烘干和抛光工序,以增加涂层的硬度和平滑度。
抛光能去除表面的瑕疵和砂眼,使涂层更加光滑。
而烘干则可以让涂层充分固化,增加其抗刮擦和耐磨损性。
总之,保险杠涂装工艺在汽车制造中起到了重要的作用。
通过精心设计和控制,可以实现保险杠涂装表面的均匀、光亮和耐用,提升汽车的外观品质和性能。
同时,涂装工艺还需要兼顾环保要求,采用低VOC(Volatile Organic Compounds)的涂料和工艺,在减少环境污染的同时保证涂装质量的稳定和一致性。
保险杠涂装工艺是汽车制造过程中的重要环节之一。
保险杠作为汽车的外部保护装置,在车辆碰撞时起到保护车身和乘客的作用。
除了功能性要求,保险杠的外观也是汽车设计中不可忽视的一部分。
保险杠的涂装工艺既能提升车辆的外观质感,又能增加保险杠的耐用性和防腐蚀性能。
保险杠涂装工艺论述(doc 9页)

保险杠涂装工艺论述(doc 9页)部门: xxx时间: xxx制作人:xxx整理范文,仅供参考,勿作商业用途保险杠涂装工艺目前典型的保险杠涂装可分为以下20道工序,具体见图1:图1 塑料保险杠涂装线的工艺流程figure 1 Process chart of painting line forplastic bumper1、上件:上件的主要任务是将需要喷涂的工件放置到涂装挂具上,使得被喷涂工件通过整个涂装线的各个工序段,完成被喷涂工艺。
保险杠在涂装线上的移动由输送链系统完成,整个涂装线是一条封闭的环型设备。
保险杠以适合喷涂的方式固定在挂具上,挂具固定在涂装小车上,并可以方便的更换。
链条带动小车在涂装线上循环运行。
所有小车形式是统一的,不同外形的保险杠使用不同的挂具,一种产品对应特定的挂具,更换喷涂产品时,只需要更换不同的挂具。
产品到达下件区时产品被取下,称为下件工序。
每辆小车在涂装线经过一点的时间称为涂装线的节拍,由于所有的小车是循环运行的,所以涂装线上瓶颈节拍就决定了整体涂装线的节拍。
通常,国内的涂装线节拍在45秒到120秒之间。
当然,在涂装线设计建设时,所有工序的节拍都是经过平衡计算的。
每辆小车上可以放置的产品数量称为小车上件数。
涂装线节拍和每辆小车上件数基本决定了一条涂装线的生产能力。
在上件工序中,主要的操作人员包括了更换挂具的人员和上件的人员。
根据产品的切换频率和生产产品的节拍和每辆小车的上件数量,通常需要每班4-8人。
2、水洗:水洗工序主要作用是完成产品涂装表面的清洁,水洗可除去零件表面的污垢、灰尘、油脂等。
标准水洗工艺分为五级水洗,分别是一级加热脱脂水洗、二级水洗、三级水洗、四级循环纯水洗、五级新鲜纯水洗。
每级水洗设备都是由水槽、水泵、管路和喷淋头组成。
保险杠在小车上通过水洗通道时被自动清洗。
根据设计,第一级槽液使用的能够去除油脂的含一定浓度化学药品的水,并加热槽液温度在55℃以上,第二、三级水是常规的自来水,第四、五级水是纯水。
汽车保险杠的设计与开发分析

汽车保险杠的设计与开发分析摘要:随着我国经济社会的不断发展,我国境内的汽车数量,质量也开始有了非常大的提升。
因此,人们对于汽车的要求也逐渐提高。
这对于相关汽车企业而言既是机遇又是挑战。
保险杠作为汽车的重要组件之一,也开始成为了人们挑选汽车时重要的考虑点之一。
本文通过在实际工作中积累的经验,对汽车保险杠设计开发过程中涉及的基本原则、选材、设计定位、安装和注塑工艺进行了探讨。
关键词:汽车保险杠;结构设计;材料;注塑1、保险杠设计与开发的基本原则安全性要求。
当车辆发生碰撞时,保险杠要起到一定的缓冲和吸能的作用,保护被撞行人、乘客的安全,降低撞击给车辆造成的破坏;保险杠的外型、质感和色彩要与整车的结构相协调,浑然一体并突出车辆的造型风格;考虑空气动力性能。
保险杠的结构设计要考虑空气动力学,改善整车的流畅性,降低油耗;保险杠的结构设计要充分考虑其日后的安装与维护。
2、保险杠设计的注意事项2.1 材料选择现在汽车的保险杠通常采用PP等高分子材料,蒙皮材料以PP为基体,掺入EPDM和Tx%,提高了材质的弹性和刚度。
按照薄壁化的要求,将来会有新材料的使用。
2.2 拔模角度设计保险杠注塑件的结构设计均应设置拔模角度,其角度的大小要与保险杠的材料收缩率、形状、型芯长度、高度及壁厚相关,光面的拔模角度应≥3°,纹理面应≥7°,如果设置的拔模角度对构件的装配质量不构成影响,则拔模角度尽可能的取大值。
2.3 确定保险杠的厚度保险杠的厚度应考虑车辆的性能要求,包括对保险杠的强度、尺寸、稳定性、装配、制造工艺等,在综合分析并保证车辆运行安全的情况下最终确定,通常保险杠的蒙皮厚度应为2~3.5 mm。
保险杠的料厚分布要均匀,厚薄位置的变化要逐渐过渡,同时厚薄的变化量不可超过料厚设计值的50%。
为了减重,会出现薄壁化的趋势要求。
2.4 圆角的处理保险杠的转折处要设置圆角,一方面可以增强保险杠的机械强度并美化外观,另一方面在注塑时,能够降低塑料在模具腔里的流动阻力和成型后产生内应力和裂纹的机率。
保险杠涂装简介
轿车保险杠涂装工艺设计启示盖东辉马汝成(机械工业第九设计研究院 130011)【摘要】本文主要介绍汽车保险杠涂装工艺设计特点,并根据设计体会提出几点值得注意的问题及启示。
关键词设计特点、工艺、注意的问题及启示随着对轿车车身涂装高装饰性要求不断提高,我国国内相继建设了多条具有世界先进水平保险杠涂装线,通过不断了解、消化、吸收这些车间工艺,并结合设计实例,对轿车保险杠涂装工艺设计进行粗浅探讨,希望能为涂装工艺设计人员提供有限的参考。
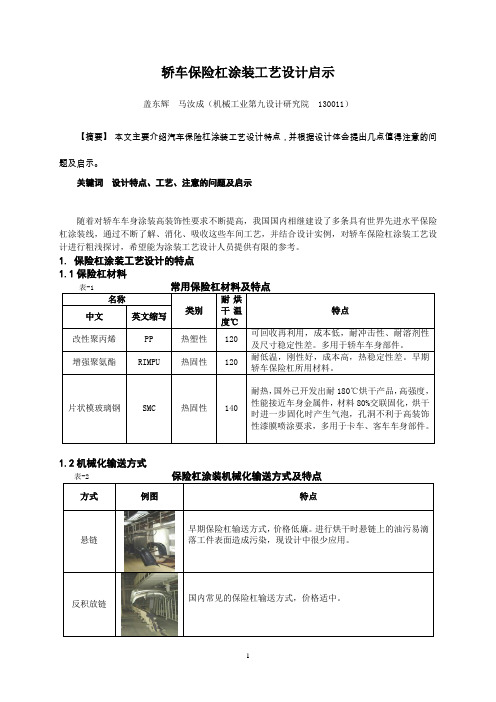
1.保险杠涂装工艺设计的特点1.1保险杠材料表-11.2机械化输送方式表-21.3涂装组挂方式1.4自动喷涂方式及配置保险杠手工喷涂涂料利用率在20%左右,而静电旋杯喷涂涂料利用率可达65%,因此在面漆的底色漆工序采用杯+杯喷涂工艺可达到提高涂料利用率目的,底色漆自动喷涂方式如表-4:机器人在喷涂时手臂移动速度不大于800mm/s,旋杯吐出量不大于400cc/min才能保证漆膜质量,根据以上数据可粗略算出机器人数量,目前国外已有公司正在车身上试验机器人手臂移动速度1500mm/s,旋杯吐出量800cc/min喷涂方式,以达到减少机器人数量的目的。
1.5工艺方案布置同车身涂装线一样,保险杠涂装线也采用立体化、区域化方式来保证各区的微正压,保持涂装车间各区所需的不同洁净度。
一般喷漆室应布置在同一区域内,烘干室布置在同一区域,最好布置在车间上层。
打磨、贴遮蔽等手工操作工位布置在同一区域内,最好布置在车间底层,这样布置的保险杠涂装车间有利于生产组织、管理。
2.典型的保险杠涂装工艺表-5 工艺流程表上述工艺流程表是一种典型的保险杠涂装工艺,采用了三喷两烘(3C2B);或者采用另一种工艺流程三喷一烘(3C1B),也是常用的保险杠涂装工艺,此时按照上述工艺流程表应该取消工序13、14、15、16和17。
3.保险杠涂装工艺设计的几点值得注意的问题⑴前处理脱脂液PH=6.4,前处理设备及前处理滑橇输送设备应具有相应的防腐能力。
保险杠涂装线输漆系统的工艺管理

18中国航班材料与工艺Material and TechnologyCHINA FLIGHTS保险杠涂装线输漆系统的工艺管理何毓初|广汽本田汽车有限公司摘要:汽车建造中加设保险杠是为了吸收和减缓外界冲击力,保护车身前后部的安全装置。
保险杠属于车身的重要部分,而美观要求的关注度呈现上升的趋势。
保险杠喷涂工艺在市场需求下不断改革、更新,从而满足汽车爱好者的需求。
保险杠涂装线输漆系统的创建为保险杠喷涂工艺技术实现了自动化,通过运用涂装线输漆系统工艺,使保险杠喷涂质量不断提升,满足保险杠发展需要。
关键词:保险杠;喷涂工艺;涂装线输漆系统;工艺管理汽车保险杠属于汽车保护装置,喷涂工艺决定着保险杠的美观需求。
喷涂工艺从人工喷涂作业发现至现在的涂装线输漆系统自动化工艺,实现了技术性的变革。
涂装线涂装质量与集中调漆输漆系统的正常工作有直接关系,而设计和管理环节是决定调漆输漆系统的正常运转的重要因素。
1 供漆系统的常见形式和使用分配供漆系统中有两种设计形式:集中供漆系统、线边系统。
两种系统具体分析拥有各自的优势。
集中供漆系统具有的优势有:操作方便、防尘性能较高、安全性能高、温度易把控。
具有的缺点有:填充量较大,工作时需要添加至少上百公斤的油漆才能正常生产,具有经济效益低下的缺点。
线边系统拥有的优势有:添料时只需添加较少的油漆即可进行生产。
拥有的缺陷是:系统较为分散,操作复杂、防尘性能较差、安全性能较低、温度把控困难。
由于这两种系统拥有各自的优缺点,涂装线配备系统时经常选择两种系统同时配置。
集中供漆系统用于底漆和清漆以及量大的色漆加工中,线边系统用于试制和调整创新颜色以及不经常生产的色漆作业中。
2 供漆系统的启动供漆系统的工作质量与加漆前的工作是分不开的,需要在加漆之前对供漆系统进行调试,具体条件如下:2.1 管路可操作性检查供漆系统在启动之前需要对管路进行检查,由于设备在实际生产过程中会遇到较多的问题,需要对系统的各项操作采用模拟的方式检测设备是否存在问题。
轿车塑料保险杠的涂装线设计

轿车塑料保险杠的涂装线设计.txt21春暖花会开!如果你曾经历过冬天,那么你就会有春色!如果你有着信念,那么春天一定会遥远;如果你正在付出,那么总有一天你会拥有花开满圆。
轿车塑料保险杠的涂装线设计轿车保险杠是轿车重要的外部装饰件,随着轿车涂装要求的不断提高,保险杠的涂装也越来越受到各专业厂的重视。
轿车保险杠主要采用塑料材质,涂料在其表面难于附着,另外塑料件的热变形温度低等,一般生产中选用的涂料的烘干温度低于金属件所用涂料的烘干温度,因此塑料件涂装和金属件涂装在工艺和涂装材料等方面有很大不同,保险杠涂装一般不和车身涂装混线生产。
目前国内部分大型汽车制造厂已将保险杠的注塑和涂装作为整车生产的一个重要部分,在规划新工厂时建设保险杠的注塑和涂装车间,如日本丰田在国内建设的工厂中就建有树脂车间(即保险杠等塑料件的注塑和涂装车间)。
国内有些汽车制造厂的保险杠由大型专业塑料件加工厂提供,国内大型汽车塑料件生产厂有江阴模塑和上海延锋伟士通等。
国内多条保险杠涂装线的设计吸收了日韩、欧美等的经验技术,这些涂装生产线在工艺、设备布置、机械化形式上有很多不同的地方。
为降低塑料保险杠的加工成本并提高其涂装质量,人们在涂装材料、涂装工艺和涂装设备等方面进行了大量研究,取得了一定成果,因此涂装线设计最近几年发生了较大变化。
1涂装线的总体布置大型涂装线的整体布置趋向于区域化和立体化。
应尽量将同种或同类设备和工序布置在同一个区域,以便于生产的组织和管理。
一层主要布置上下件工位、前处理、打磨、检查、修饰及辅助设备;二层主要布置喷漆室、烘干室、空调平台区域。
这种立体化、设备分区的布置方式更有利于提高喷涂洁净区的洁净度,这对提高产品件一次下线合格率有很大帮助。
整个涂装车间为全封闭厂房,人工在上、下件时都站在生产线的单侧操作,保险杠涂装采用自动喷涂与人工喷涂相结合的形式,喷漆室废气采用集中高空排放或废气集中焚烧后排放,供漆系统采用集中供漆与线边小系统供漆相结合的模式。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
主任工程 师 ,吉林 大学应 用化学 系兼职 副教 授 ,
高级 工程 师。1 8 年7 9 4 月毕 业于沈 阳化工 学院有 机合成专业 ,一直从 事汽车涂装 用材料 的试验 、 开发及 管理 工作 ,参编 了4 本涂 装 专业 书籍 ,发
表 过 论 文2 余 篇 。 O
适用于没有扭矩要求的紧固件。圃
-
-
-
-
-
-
-
-
-
-
-
-
-
-
-
-
-
-
-
-
-
-
-
-
-
-
-
-
-
-
-
方 案C表 面耐 腐 蚀 性 能 相 当 .盐 雾 试验达 到 10 0 h 0 左右 ,耐 湿热性 能 提高 ( 湿热 达N5 0 h ,综合成本 0 )
作 者 简 介
宋华,满族 ,辽 宁省 岫岩县人 。现任 中国第
目的 。
脂 工艺 不 同 .保 险 杠脱 脂 液 呈酸 性 应 大于2 n 0mi才能满足工艺要 求。
( H= . .对 普通 金属 具有较 强 p 64) 另外 .在 每 道烘 干 工 序 结 束后
15 工艺 方案 布置 .
同车 身涂 装 线一 样 .保 险 杠 涂 的 腐蚀 性 。例 如 上 海 一家 大 型汽 车 进 入 下 一道 工 序 时 .杠体 需 降 温 至 装线 也 采 用立 体 化 区域化 方 式 来 塑 料件 配 套 厂涂 装 车 间前 处 理排 风 4 C以下 。工 艺设计 时宜采 用强冷 0。 保 证 各 区 的微 正压 .保 持涂 装 车 间 机 风扇 采用 铝合金 材质 .不到 1 年完 + 时间 自然冷 却 的方 式 .并且成 品 长 各区所需的不 同洁 净度 。
嘲…… 一, …中 一
圆 警 流 的 险输 方 ,价 , 艺 置活 方 行保 杠送 式造高工布 灵、便
例 图 特 点
滑 橇
囊
方 式
双 杠 平 置
易于对杠体 表面进 行 清洗 、喷 涂 。该组挂 方式在我 国较 常见 ,但保 险杠 漆膜 的流平性 、 色差 与车身相邻位置 的漆膜 有差异 ,并且杠体A表 面易被 污染 。在 国外也有厂 家为满足大批 量生产 而四杠平放 组挂
一
全 锈 蚀 。 因此 建 议前 处 理 设备 选 用 件最 好放 置4 h .至室温 后再进 行抛
般 地 .喷漆 室 应 布 置 在 同一 不 锈 钢 , 前处 理 滑橇 输 送 链采 用 聚 光修饰 。 四氟乙烯轮等耐腐 蚀性材料 。
区域 内 .烘 干 室布 置 在 同一 区域 . 而 且 最好 布 置在 车 间 上层 打 磨
1 机械化输送 方式 . 2
2 %左右 ,而静 电旋杯 喷涂 涂料 利 量 。根据 以上 数据 可 粗 略算 出机器 0
5 保 险杠 涂 装 的机 械 化 输 送 方式 用率 可 达6 %. 因此在 面 漆 的底 色 人 数 量 . 目前 国外 已 有公 司正 在车
Hale Waihona Puke ----
-
-
-
-
-
-
-
11保险杠用 材料 .
表 3 。
机 器 人 在 喷涂 时手 臂 移 动 速 度 不 大于 8 0 mm/ 0 s、旋 杯 吐 出 量 不
常 用保 险 杠 材 料及 其 特 点 见 表 14 自动喷涂方式及配 置 .
1 。
0 I n,才能 保证 漆膜质 , 保 险 杠 手工 喷涂 涂 料 利 用率 在 大 于4 0 mLmi
2 0 年第 1 期 07 1 汽车 - I 与 材 料 A & 7 -艺 TM l 1 1
I
维普资讯
.
土 生 产 搬 猛 琐 砀
方 式
例 图
特
点
i
舞
i
悬 i 链 I
反积放链 {
篓
。 胜 躺鼬 件 新肝 忸
一
降低 。而且 涂层 中不 含C .有利 于 r 环保 ,具有较好 的社会效 益。
d 采用工 艺方 案A:漆膜 的摩擦 . 系数 适宜 ,不 影响产品装配 ;采用工 艺 方案B:除扭矩要 求 比较 严的紧 固 件外 ,不影 响产 品装配 ;工艺方 案C
汽车 集团公 司技术 中心材料部 表面防护研 究室
■ 机械 工业第九设计 研究院 盖东 辉 马汝成
1 保险杠 涂装 工艺的设计特
占
及特点见 表2 。
漆工序 采用杯+ 喷涂工艺 可达到 提 杯
13 涂装 组挂方式 .
高涂 料 利 用率 的 目的 。底 色漆 自动
保 险 杠 各种 组 挂 方 式 及特 点见 喷涂方式及其特 点见表4。
( 杠) 双
1 8 汽车工艺与材料 A& l TM
20年 1 07 第1期
维普资讯
.
生 产 琐 场
身上试验机器 人手臂 移动速度 15 0 0
前 处理 工 序 的 主 要 目的 是 去 除 烘 干 室 保 温 段 的 工 艺 时 间 要 大 于 3 0
( 4)上 遮 蔽 最 好 在 火 焰 处 理
( )前 处 理 后需 控 制 工件 滴 水 后 。 2 有 些 车 型保 险杠 喷 涂 时需 上 遮
贴 遮 蔽等 手 工操 作 工位 布 置 在 同一 电导 、 设 置 人 工 吹水 工 位 。 区域 内 .最 好布 置 在车 间底层 。这
维普资讯
.
± 严 拯 砀 生 产 碗 场
轿车保 险杠涂装工艺设计启示
随着对轿车车身涂装高装饰性要求 的不断提高 ,我国国 内相继建设 了多条具有世
界先 进水 平的保险杠涂装线。笔者 结合设计 实例 ,对轿车保险杠涂 装工艺 的设计进行 了探讨 ,希望能为涂装工艺设计人 员提供有 限的参考 。
mm, 旋杯吐 出量8 0mLmi的喷 残 留在保 险 杠 表面 的 脱模 剂 .并 对 mi .一般3 - 0 mi较合 适 。水 分 s 0 , n n 5 4 n 涂 方式 . 以达 到 减 少机 器 人数 量 的 杠 体表 面 进 行 活化 处 理 。与 常 规脱 烘 干采 用热 风 循 环 方式 .工艺 时 间