CL242型客车转向架_刘满华
CL242-K型转向架组装工艺
3 转 向架 组 装 主 要 质 量 控 制 点 和 组 装 工 艺
3 . 1 一 系 悬 挂 装 置 关 键 点 和 组 装 工 艺 转 向架 钢 弹 簧 采用 双 组 螺 旋 钢 弹簧 , 组 装 前 同
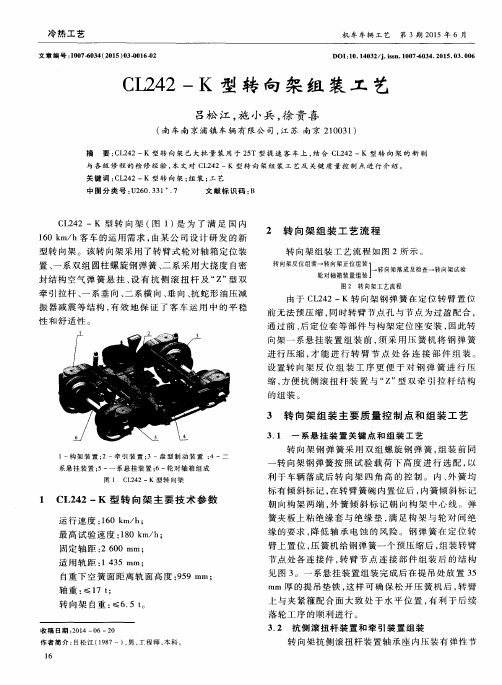
1一构 架 装 置 ; 2一 牵 引 装 置 ; 3一盘 型 制 动 装 置 ; 4 一二
与 各 级修 程 的 检 修 经 验 , 本文对 C L 2 4 2一K型 转 向 架组 装 工 艺及 关键 质 量 控 制 点 进 行 介 绍 。 关键 词 : C L 2 4 2一K型 转 向 架 ; 组装 ; 工 艺 中图分类号 : U2 6 0 . 3 3 1 . 7 文献标识码 : B
一
系悬 挂 装 置 ; 5一一 系 悬 挂 装 置 ; 6一轮 对 轴 箱 组 成
图 1 C L 2 4 2一K型 转 向 架
转 向架 钢 弹簧按 照试 验 载 荷 下 高 度 进 行 选 配 , 以
利于 车辆 落成 后 转 向架 四角 高 的 控制 。 内 、 外 簧 均
标有 倾 斜标记 , 在 转臂 簧碗 内置位 后 , 内簧倾 斜标 记
转 向 架 反 位 组 装 二 轮 竺 对 轴 箱 兰 装 位 置 组 篓 装 1 J 转 向 架 落 成 及 检 查 转 向 架 试 验
图 2 转 向架工艺流程
由于 C L 2 4 2一K 转 向 架 钢 弹 簧 在 定 位 转 臂 置 位
前无 法 预压缩 , 同时转 臂 节点孔 与 节点 为过 盈 配合 , 通过 前 、 后定 位套 等部 件 与构 架定 位座 安装 , 因此转
C L 2 4 2一K 型 转 向 架 组 装 工 艺
吕松 江 , 施 小兵 , 徐 贵喜
一种新型大轴重货车转向架设计方案
一种新型大轴重货车转向架设计方案刘寅华1,刘华1,杨知猛1,李芾2(1. 济南轨道交通装备有限责任公司 技术中心,山东 济南 250022;2. 西南交通大学 机械工程学院 ,四川 成都 610031)摘要:发展大轴重货车转向架是提高铁路重载运输能力最有效的一种途径。
分析了国外重载运输大轴重转向架的应用情况及性能特点,结合国内现有货车转向架的结构及轴重的发展趋势,根据大轴重转向架的设计原则和目标,提出了一种新型大轴重低动力作用货车转向架方案。
该转向架通过采用预紧橡胶垫、钢弹簧与橡胶堆并联的二系悬挂装置模式、吊挂式基础制动梁等措施。
该转向架具有低动力作用的性能,在空车时具有构架式转向架较高稳定性,在重车时保持了传统三大件转向架扭曲线路适应性能强的特点。
关键词:货车转向架;大轴重;低动力作用;方案A New Heavy Axle Load Bogies DesignLIU Yinhua1, LIU Hua1, YANG Zhimeng1, LI Fu2(1.Technology Center,JiNan Rail Transportation Equipment Co.,Ltd,Jinan Shangdong 250022,China2. School of Mechanical Engineering,Southwest Jiaotong University,Chengdu Sichuan 610031,China)Abstract: The development of heavy axle load bogies is one of the most effective ways to improve the railway heavy haul transportation capacity. The application and performance characteristics of the foreign heavy transport of axle load bogie are analyzed, combining with the structure and the axle load development trend of domestic vehicle bogie, according to the heavy axle load bogies design principles and objectives, a new low-power role in the heavy axle load bogies programme is put forward. This bogie adopts the mode of the suspension in which Preload rubber mats, rubber reactor and steel spring are parallel, adopts hanging foundation brake beam and some other measures. This bogie has low-power role, which performs high stability of frame type bogie in empty car and maintains strong adaptability of the traditional three-pieced bogie to the distortion line in loaded car.Keyword: freight wagon bogie, heavy axle load, low-power role, design采用大轴重转向架技术,是提高铁路重载运输能力最有效的途径。
特种检测车辆总体概述

Page
44
返回
25T型电务试验车主要技术参数
轴重(t)
静止状态下车体传热系数(K)(客室) 柴油机组功率(kW)
≤15.5
≤1.10W/m² .k 40
转向架
设计寿命
SW-220K
不小于 30 年,15 年内车体钢结构不 得发生挖补截换
供电方式:AC380V/220V、50HZ;车端集中供电、外接电源供电及本 车柴油发电机供电方式
Page
45
返回
25T型电务试验车
Page
46
返回
2009年中国南车工作会议
谢谢!
Page 47
返回
环境温度(℃)
最大相对湿度 最大海拔高度(m) 最大线路坡度 轨距(mm) 限界
-20~+40
95% 2500 30‰ 1435 符合中国铁路限界 GB146.1-83
通过最小曲线半径(m)
车钩中心线距轨面高度(mm) 运营速度(km/h)
145
880+10 -5 160
返回
Page
43
25T型电务试验车主要技术参数
车辆限界应符合GB146.1-83 《标准轨距铁路机车车辆限界》中1A、1B 的规定以及科技装[2003]62号文规定的《高速铁路机车车辆限界暂行规 定》1A、1B的要求。
室内噪音满足GB/T12816铁路客车车辆噪音评估标准
平稳性指标(W) ≤2.5
Page
29
返回
200km/h轨道检查车平面布置
Page
11
返回
车体
车体 车体钢结构是铁路客车最基本的结构,为铁路客车走行部、制动装置、连接缓冲 装置、车辆内部设备以及内装提供了安装的空间和基础。 按结构所用材料分以下三种: 碳素结构钢车体——我国25型客车车体; 铝合金车体——部分地铁车体、CRH2\3\5“和谐号”动车组车体; 不锈钢车体——我公司正在研制的200km/h客车车体,CRH1“和谐号”动车组车 体。
南京浦镇车辆厂时速200km客车转向架实现国产化
南京浦镇车辆厂时速200km客车转向架实现国产化
佚名
【期刊名称】《城市轨道交通研究》
【年(卷),期】2007(10)11
【摘要】由中国南车集团南京浦镇车辆厂引进并实施国产化的CL242型客车转向架于2007年10月12日完成总组装,并通过了法国阿尔斯通公司的首件检查(FAI)和验收。
这标志着南京浦镇车辆厂生产的CL242型客车转向架达到了阿尔斯通公司的技术要求,具备了批量生产CL242型客车转向架的能力。
CL242型客车转向架是法国阿尔斯通公司200km级先进成熟的转向架。
【总页数】1页(P69-69)
【关键词】南京浦镇车辆厂;客车转向架;国产化;法国阿尔斯通公司;时速;中国南车集团;批量生产;2型
【正文语种】中文
【中图分类】U292.9
【相关文献】
1.南京浦镇车辆厂城市轨道交通车辆国产化项目喷漆室设计 [J], 王兆旺
2.南京浦镇车辆厂幼儿园 [J],
3.中国南车集团南京浦镇车辆厂与MBDDESIGN签约 [J], 无
4.中国铁路双层空调客车研制基地——南京浦镇车辆厂 [J], ;
5.中国铁路双层空调客车研制基地国家城市轨道交通车辆定点企业——中国南车集团南京浦镇车辆厂 [J],
因版权原因,仅展示原文概要,查看原文内容请购买。
关于复兴号动力集中动车组转向架D4修工艺优化分析刘力韩志浩
关于复兴号动力集中动车组转向架D4修工艺优化分析刘力韩志浩发布时间:2023-06-03T02:24:13.707Z 来源:《中国科技人才》2023年6期作者:刘力韩志浩[导读] 介绍了复兴号动力集中动车组拖车转向架在D4修时各部位工艺设计的可执行度,以及结合现场作业出现的问题,提出相关的工艺优化方式方法,实现产品质量的提高,为后续动力集中动车组转向架检修检修提供经验方法。
中车南京浦镇车辆有限公司江苏省南京市 210031摘要:介绍了复兴号动力集中动车组拖车转向架在D4修时各部位工艺设计的可执行度,以及结合现场作业出现的问题,提出相关的工艺优化方式方法,实现产品质量的提高,为后续动力集中动车组转向架检修检修提供经验方法。
关键词:复兴号动力集中动车组;转向架;检修;D4修一、转向架D4修总体介绍依据《复兴号动力集中动车组D4修检修规程》执行检修,要求动车组高级修须坚持质量第一的原则,贯彻以装备保工艺、以工艺保质量、以质量保安全的方针,实现工艺科学、装备先进、质量可靠、管理规范的目标。
车组D4级检修是指从新造或上次D4级以上检修起,每运行 120(±12)万公里或 3 年(先到为准)进行的一次检修。
动车组D4修需要将转向架与车体进行上下体分离,并分解轮对与构架,是现有高级修等级中最低级的一种检修。
也是一种预防性、更正性检修,目的是将车辆的安全性能恢复到新造车辆的水平,保证车辆运行的平稳性、可靠性。
复兴号动力集中动车组转向架的工艺检修方案参照借鉴了既有客车25T车转向架检修的优化成果,充分考虑现场的可执行性,完善检修工艺流程。
二、各部件检修要求转向架与车体间电气、管路连接、牵引销座固定螺母、横向及抗蛇行减振器、抗侧滚扭杆与连杆连接螺栓。
构架组成和轮对轴箱组成分离:分解轴箱定位装置、轮对提吊、齿轮箱悬挂装置。
拆下牵引电机、空气弹簧组成,将各管路进气口、各线缆插头等部位进行防护。
防护后须对转向架表面进行清洗除垢,各管路进气口、各线缆插头不许进水。
CL242型客车转向架
系垂 向减 振 器 , 系横 向 、 二
垂 向 、 蛇 行 减 振 器 和 空气 弹 簧 抗
牵 引 方 式
横 向 自由 间 隙/ mm 制 动方 式 制 动盘 直 径 / m a r
Z形 双牵 引 拉 杆
2土2 O
单 元 式 盘 形 制动 +踏 面 制 动
61 O
制 动缸 0—卜1 作者 简 介 : 满华 (9 6)男 , 程 师 。 刘 17一 , 工
・
梁上设 置 了牵引拉 杆座 、 侧滚 扭杆座 及横 向止挡 座 。 抗
占 ・
CL2 2型 客 车 转 向 架 刘 满 华 4
2根 直径 为 1 4 3mm 的无 缝 钢管 辅 助 横 梁 与侧 梁 贯 1. 通 相连 , 提高 了构 架整 体 承载 刚度 , 既 又能 为 制动 吊座 提 供有 效 的安装 空 间 。 构 架装 置 中除 了 主体 箱 形 结 构 为 板 材 外 , 他 各 其
对定 位 座与 侧梁 下盖 板 的对接 焊缝 进行 射线 探 伤检 查
和磁 粉探 伤 检查 , 以保 证 不 存 有 任何 焊 接 缺 陷 。依 据 有 限元分 析结 果 , 构架 结 构采用 不 同厚 度 的板材 , 构 使
架处 于等 强度 受力 状态 , 实现 构架 轻量 化 设计 。 以
摘
要 : 绍 了引 进 的 C 2 2型 转 向 架 的 结构 特 点 、 计 参 数 、 造 工 艺和 试 验 结 果 。 介 L4 设 制
关 键 词 : 车 转 向 架 ; 构 ; 术 参 数 ; 验 结 果 客 结 技 试 中 图分 类号 : 7 . 3 U2 0 3 1 文 献 标 识 码 : B
车 辆 产 品 与 零 部 件
17拉杆橡胶节点拆装机(20140421)

八、取得效果
通过本次活动,成功解决牵引拉杆橡胶节点的退卸和拆除组装问题,小组成员对该 机器进行了历时一个月的效果检查,成功将原来的工时降低至5分钟以内。
1、活动计划检验 小组活动实施表
2、有形效果
(1)节约人力 原来分解拆卸和组装一根牵引拉杆的橡胶节点需2-3人作业,需40分钟时间。 使用拉杆橡胶节点拆装机对一根牵引拉杆的橡胶节点进行退卸拆除和组装, 只需1-2人,5分钟时间即可完成。 按每年加工2000根计算,可节省工时:(40-5)×2000/60=1166小时。
橡胶节点拆装机自检自修范围
1.范围 本标准规范了北京车辆段橡胶节点拆装机的保养程序,并结合该设备的结构特点及安全运行要求,对操作维护 人员在整个作业过程中即班前、班中、班后应遵守的事项,作业程序及动作要求等都做出明确规定。 本标准适用于客车橡胶节点拆装机的保养。 2.引用标准
总结:通过对牵引拉杆压装力与退卸力的计算,可得到各种转向架型号的最 大退卸力为251.513KN,在实际使用时退卸过程由于锈蚀等原因退卸力远大于此 值,因此要超过最大退卸力30%。
实施二:液压系统设计
总结:通过液压系统的设计,电磁阀组的开闭控制油路的路径,进而控制油路实 现工序所需要的动作,满足压装回程动作。
5六制定对策对策表项目目标对策措施地点时间负责人橡胶节点退卸最大压力的确定保证退卸压力满足工作要求利用公式计算设计进行压力计算液压系统设计保证较高工作效率必备的液压力及尽可能低的设备功利用公式计算并设计采用高低压双级液压系统2013整机技术参数确定确保螺栓压力满足条件利用公式计算并设计计算整机身的强度并确定图纸2013设备制造和组装完成设备制造并组装与相关加工部门合作制1绘制零件图2零部件制造3整机组装4初步试验2013安装运行调试使设备能满足现场使用要求进行现场调试1在西检修车间北库进行安装试用2013实施一
CL242K转向架(A2、A3)检修作业指导书019
退、 镶套设 备 游标卡尺 检点锤 高压风管 电焊机 热处理设 备
8 检验
1 检查各部状态是否良好。 2 衬套不得松动、裂纹。 3 镶套后检查各安装座不得有裂纹和腐蚀超限。 4 构架不得有裂纹、弯曲变形和腐蚀超限. 5 焊缝及其附近不得有裂纹、咬边、未焊透现象。
-6-
检点锤 销套样板 游标卡尺 钢板尺
关键卡控点
-3-
工装设 作业程序 A2 修作业内容及要求 作业图示 备 及量具 液压升降 台 天车 走行小车 专用吊具 风动扳手 冲洗机 走行小车 风动扳手 天车 管钳 铁支架 手锤
材料及 其 它
1 分离上车 1 首先分解转向架与上车的各连接部位,车体架起时与转向架分离。 将转向架推到冲洗台位进行构架冲洗。冲洗完毕后移至分解台位。 2.起上车体前须观察构架与上车有无连接配件。确认无任何配件连接 上车,方可架起上车。 3.构架冲洗前封堵构架上各管路口。冲洗作业完毕后进行吹干。
9 喷漆
6 用定位转臂安装座螺栓对螺栓孔进行配合试验, 作用须良好。 定位转 臂无裂纹、变形。 1 构架各表面应涂刷防锈漆及面漆. 2 各表面不得出现漏涂现象, 3 漆层厚度不得小于 120±10um。
喷涂设备
10 准备工 作
1 对所用配件进行检查,配件有验收合格标记方可使用。 2 组装前对各销、磨耗部位给润滑油脂。 11 组装基 1 将构架正位放置,基础制动装置组装按分解之逆顺序进行。 销套配合间隙不得大于 2mm。 础 制 动 装 2 基础制动各衬套直径磨耗不得大于 lmm, 3 各圆销安装时,孔为竖孔或斜孔时应由上向下装入,孔为横向时,应 置 由里向外装入。 4 杠杆吊座横穿螺栓、 杠杆吊座、 闸片托吊及各圆销须涂打黄铅油探伤. 12 组装中 1 组装“Z”型双牵引拉杆。 2 组装抗侧滚扭杆。 央装置 3 组装空气弹簧。 4 各圆销涂油脂。节点上表面凹槽内填满硅脂 Molykote 33 Medium 13 转向架 1 将轮对轴箱位置校正——将定位转臂定位销落入轴箱体承载座上的 落成 定位销孔内,组装紧固螺栓,注意轴箱与定位转臂圆弧部位须有间隙。 2 转臂、 箍与轮对轴箱体组装时,须确保转臂和箍上 160 ㎜宽的外挡落 入轴箱体上 160 ㎜内挡,判定标准以转臂和箍结合面处无间隙为准. 3 客车转向架须按要求使用防松螺母, 其使用部位和紧固力矩见:南车 南京浦镇车辆有限公司《25T 型车用 CL242-K 型转向架维护使用说明 书》。并涂打防松标记。 4 转向架上紧固件更新时均采用 10.9 级高强度螺栓、10 级防松螺母。 5 各圆销与衬套组装面、 定位轴与套组装面、 螺栓各组装面等须涂抹润 滑油脂。 6 各开口销须使用新品,劈开后因受结构限制不能转动一周时须卷起。
CW-2型转向架简介及检修难点介绍张杰
CW-2型转向架简介及检修难点介绍张杰发布时间:2023-07-04T07:11:02.261Z 来源:《科技新时代》2023年8期作者:张杰[导读] 本文主要阐述了CW-2型转向架的发展历史及不同架型的区别,同时对检修过程中的难点进行了介绍。
青岛中车四方轨道车辆有限公司山东省青岛市 266000摘要:本文主要阐述了CW-2型转向架的发展历史及不同架型的区别,同时对检修过程中的难点进行了介绍。
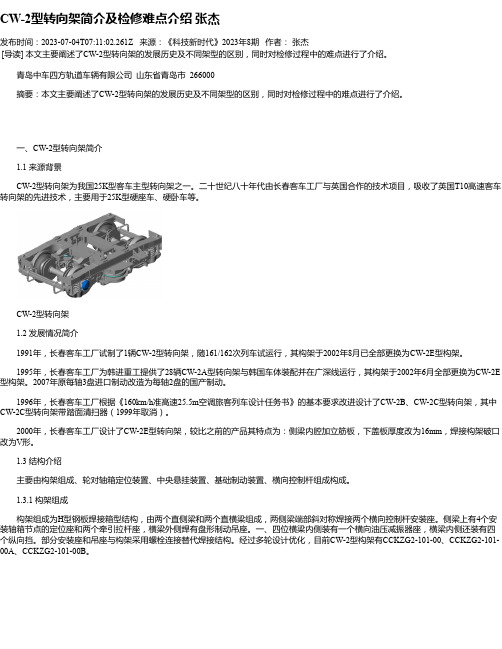
一、CW-2型转向架简介1.1 来源背景CW-2型转向架为我国25K型客车主型转向架之一。
二十世纪八十年代由长春客车工厂与英国合作的技术项目,吸收了英国T10高速客车转向架的先进技术,主要用于25K型硬座车、硬卧车等。
CW-2型转向架1.2 发展情况简介1991年,长春客车工厂试制了1辆CW-2型转向架,随161/162次列车试运行,其构架于2002年8月已全部更换为CW-2E型构架。
1995年,长春客车工厂为韩进重工提供了28辆CW-2A型转向架与韩国车体装配并在广深线运行,其构架于2002年6月全部更换为CW-2E 型构架。
2007年原每轴3盘进口制动改造为每轴2盘的国产制动。
1996年,长春客车工厂根据《160km/h准高速25.5m空调旅客列车设计任务书》的基本要求改进设计了CW-2B、CW-2C型转向架,其中CW-2C型转向架带踏面清扫器(1999年取消)。
2000年,长春客车工厂设计了CW-2E型转向架,较比之前的产品其特点为:侧梁内腔加立筋板,下盖板厚度改为16mm,焊接构架破口改为V形。
1.3 结构介绍主要由构架组成、轮对轴箱定位装置、中央悬挂装置、基础制动装置、横向控制杆组成构成。
1.3.1 构架组成构架组成为H型钢板焊接箱型结构,由两个直侧梁和两个直横梁组成,两侧梁端部斜对称焊接两个横向控制杆安装座。
侧梁上有4个安装轴箱节点的定位座和两个牵引拉杆座,横梁外侧焊有盘形制动吊座。
一、四位横梁内侧装有一个横向油压减振器座,横梁内侧还装有四个纵向挡。
高速轨道客车转向架构架疲劳应力计算与评估王海龙李万君董泽民王善更
高速轨道客车转向架构架疲劳应力计算与评估王海龙李万君董泽民王善更发布时间:2023-05-13T08:06:22.001Z 来源:《科技新时代》2023年5期作者:王海龙李万君董泽民王善更[导读] 转向架构架是车辆的重要组成部分,其疲劳应力的计算和评估对车辆的安全性和可靠性至关重要。
本文首先介绍了转向架构架疲劳应力的定义和计算与评估的意义,然后探讨了转向架构架疲劳应力存在的问题,如材料强度不足、车辆质量过重、过弯半径过小、长期运行疲劳积累和维修保养不及时等。
最后,本文提出了转向架构架疲劳应力优化的路径,包括优化材料强度、减轻车辆质量、调整过弯半径、加强维修保养和强化长期运行监测和维护等措施。
这些措施将有助于提高转向架构架的安全性和可靠性。
中车长春轨道客车股份有限公司吉林省长春市 130062摘要:转向架构架是车辆的重要组成部分,其疲劳应力的计算和评估对车辆的安全性和可靠性至关重要。
本文首先介绍了转向架构架疲劳应力的定义和计算与评估的意义,然后探讨了转向架构架疲劳应力存在的问题,如材料强度不足、车辆质量过重、过弯半径过小、长期运行疲劳积累和维修保养不及时等。
最后,本文提出了转向架构架疲劳应力优化的路径,包括优化材料强度、减轻车辆质量、调整过弯半径、加强维修保养和强化长期运行监测和维护等措施。
这些措施将有助于提高转向架构架的安全性和可靠性。
关键词:转向架构架;疲劳应力;材料强度;车辆质量;维修保养引言转向架是铁路机车或车辆的重要组成部分,它承载着车辆的重量和转向力,并保证了车辆的行驶稳定性和安全性。
然而,长期的运行和复杂的工况环境会导致转向架的疲劳损伤,进而引发安全事故。
因此,对转向架的疲劳应力进行计算和评估,对于保障列车安全行驶具有重要意义。
1.转向架构架疲劳应力计算与评估概述1.1 转向架构架疲劳应力的定义转向架构架疲劳应力的定义是指在长时间的使用中,转向架构架承受的应力逐渐积累,导致其结构疲劳,从而影响其使用寿命和安全性能。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
文章编号:1002-7602(2010)04-0016-03CL242型客车转向架刘满华(南车南京浦镇车辆有限公司转向架设计部,江苏南京210031)摘 要:介绍了引进的CL242型转向架的结构特点、设计参数、制造工艺和试验结果。
关键词:客车转向架;结构;技术参数;试验结果中图分类号:U270.331 文献标识码:BCL242型转向架是南车南京浦镇车辆有限公司于2007年年底从法国阿尔斯通公司引进的200km/h 高速客车转向架,其最大轴重可达17t,在欧洲市场有着良好的运营业绩。
该转向架从原材料采购到制造工艺完全按照阿尔斯通公司采用的规范和标准执行。
为适应我国线路条件,其车轮踏面形状采用LM A型,此外还对悬挂参数进行了优化。
目前已在8辆200km/h轨道检查车上装用了CL242型转向架,在28辆160km/h京八线旅游车和10辆国际联运车上装用了CL242 K型转向架。
1 结构特点CL242型转向架采用H型构架、转臂式定位、大柔度空气弹簧、Z形双牵引拉杆、单元式盘形加踏面制动。
其特点是:(1)采用大断面箱形焊接构架,并采用等强度结构设计,在满足17t轴重的同时力求轻量化;(2)采用复合型的大柔度空气弹簧,满足高速所需的较小垂向刚度和横向刚度要求;(3)制动装置采用大容量盘形制动加踏面清扫装置,能有效减少轮对擦伤,提高黏着。
2 主要技术参数(表1)表1 CL242型转向架主要技术参数运营速度/(km h-1)200轴重/t17固定轴距/mm2600轮径/m m920/850轮对内侧距/mm1353轴颈横向跨距/mm2000轴承型号SKF1639435/01轴承规格/mm150 250 160收稿日期:2009-11-11作者简介:刘满华(1976-),男,工程师。
空气弹簧承载面高/mm959减振方式一系垂向减振器,二系横向、垂向、抗蛇行减振器和空气弹簧牵引方式Z形双牵引拉杆横向自由间隙/mm20 2制动方式单元式盘形制动+踏面制动制动盘直径/mm610制动缸直径/in盘形缸8踏面缸63 主要结构CL242型转向架结构见图1。
1.基础制动装置;2.构架装置;3.二系悬挂系统;4.一系定位装置。
图1 C L242型转向架结构图3.1 构架装置构架装置如图2所示,由2个U形大断面侧梁与1个主横梁相连接,侧梁与横梁为无高差对接,在对接的起弧、收弧处增加了起弧板和收弧板,可有效提高该处焊接质量,使承受拉压应力的对接焊缝有着较高应力水平。
侧梁的其他部位采取等强度结构设计。
主横梁上设置了牵引拉杆座、抗侧滚扭杆座及横向止挡座。
16车辆产品与零部件铁道车辆 第48卷第4期2010年4月2根直径为114 3mm 的无缝钢管辅助横梁与侧梁贯通相连,既提高了构架整体承载刚度,又能为制动吊座提供有效的安装空间。
构架装置中除了主体箱形结构为板材外,其他各连接的功能座均为精密铸造件,且所有铸造件均需进行磁粉探伤、超声波探伤和射线探伤检查,以确保铸造件没有超过UIC 840 2 机车车辆用铸钢件供货技术条件 中规定的Lm2线状缺陷和Sm2面状缺陷要求。
对定位座与侧梁下盖板的对接焊缝进行射线探伤检查和磁粉探伤检查,以保证不存有任何焊接缺陷。
依据有限元分析结果,构架结构采用不同厚度的板材,使构架处于等强度受力状态,以实现构架轻量化设计。
1.U 形大断面侧梁;2.主横梁;3.辅助横梁。
图2 构架装置构架材料按照EN 10028 压力用途钢板 采购,牌号为P275NL1低合金材料,铸造件材料按UIC 840 2采购,牌号为E260 450 M S 。
板材与铸造件机械性能等同我国Q345E 和ZG25M nN i(B 级钢)。
构架在制造工艺上有着严格的技术要求。
不同类型焊缝结构及焊接工艺都需经过评定,确认是否能达到所要求的强度等级,以确定设计与工艺的合理性。
对关键部位的焊接采用T IG 打底,对关键焊缝采用TIG 重熔的方法来消除焊接缺陷,提高焊缝的抗疲劳性能,不允许打磨处理缺陷。
对每条焊缝均提出了严格的焊接顺序及施焊方向,防止焊接变形。
3.2 一系定位装置CL242型转向架的轮对定位装置采用转臂式弹性节点定位方式。
弹性节点由2组内外钢套和锥形橡胶件组成(图3),其纵向、横向刚度可通过改变橡胶结构来调整,纵向、横向刚度比一般控制在5 1,使用寿命为8年~10年。
但为适应我国线路条件及评定标准,将纵向、横向刚度比控制在2 1,经动力学试验验证,证明优化的转向架参数能够保证转向架优良的动力学性能。
1.弹性节点;2.定位转臂组成;3.后定位套;4.前定位套。
图3 弹性节点定位组成为充分发挥一系弹簧的刚度,取消了弹簧夹板,钢弹簧及定位转臂进行反位组装(图4)。
1.一系垂向减振器;2.工装定位块;3.定位转臂组成;4.轴箱弹簧组成。
图4 一系定位装置组装3.3 二系悬挂系统图5为二系悬挂系统。
CL242型转向架二系悬挂采用大曲囊空气弹簧,上盖板2个定位销以较小间隙配合安装于车体定位孔内。
空气弹簧配有50L 的附加气室,吊挂在距空气弹簧不超过2m 的底架上,连接管路直径需大于50mm;高度调整阀进气、排气满足空重车地板面高度的变化,当空气弹簧出现过充时,1.减振器组成;2.抗侧滚扭杆组成;3.牵引装置;4.空气弹簧组成;5.阀组成。
图5 二系悬挂系统17 CL 242型客车转向架 刘满华附设在高度阀上的排风阀使空气弹簧排气,保证车体在设定的高度;两空气弹簧间设差压阀,避免车体倾斜过大而不安全。
3.3.1 空气弹簧空气弹簧由上盖、扣环、胶囊及底座组成(图6)。
压缩空气经由上盖通路进入气囊,上盖顶部有一进气口通入枕梁内设置的气腔与车体底架悬挂的附加气室相通,连接管路直径为65mm 。
空气弹簧上盖板既是胶囊与车体连接件,又是空气弹簧进气口通路,进气口座设在盖板周边并与高度阀出口相连。
空气弹簧充气后气囊与橡胶底座串联提供垂向刚度和横向刚度,最大水平位移可达130mm 。
橡胶支承座不仅给空气弹簧提供一定的垂向和横向刚度,还在空气弹簧无气情况下承载车体运行。
1.扣环;2.上盖;3.上盖气通路;4.胶囊;5.底座。
图6 空气弹簧组成3.3.2 牵引装置图7为牵引装置结构图。
牵引装置为连接车体与转向架的弹性连接部件,由2根弹性球铰拉杆呈Z 形安装在牵引座上。
拉杆球铰的旋转刚度较小,可满足车体横向位移。
为增加拉杆长度以降低动态作用力对车体的影响,拉杆伸向构架横梁外侧,牵引座内橡胶为锥形套,便于车体落下。
1.牵引中心销;2.牵引座;3.弹性球铰拉杆;4.横向止挡。
图7 牵引装置结构图3.4 基础制动装置CL242型转向架每轴设有2套盘形制动单元和2套踏面制动单元(图8)。
计算表明,该转向架在200km /h 时,轴盘制动单元提供80kN 的制动力,踏面制动单元提供10kN 的制动力,并可有效提高轮轨间黏着利用率,避免轴盘磨耗过大,使车轮与盘达到等寿命运用周期。
盘形制动单元为三点式吊挂,采用8in 制动缸,合成闸片厚度为35m m,有效摩擦半径为216mm,允许磨耗到5mm 。
闸片托为防翻转结构,避免了闸片与制动盘间隙过大时闸片托翻转。
踏面制动单元采用具有间隙自动调整作用的6in 制动缸,最大调整间隙为20mm ,闸瓦托与吊杆间设有防止闸瓦低头机构,该机构可自动调整闸瓦的角度。
制动盘为球墨镍铸铁,厚度为110mm,允许磨耗到90mm。
1.盘形制动单元;2.踏面制动单元。
图8 基础制动装置4 试验4.1 构架静强度、疲劳强度试验CL242型转向架构架疲劳试验循环载荷总次数为1200万次;在牵引拉杆座上施加纵向载荷,循环总次数为200万次,经磁粉探伤和超声波探伤检查未发现裂纹。
试验满足UIC 515 4 客车车辆 拖车转向架 走行装置 转向架构架结构强度试验 和EN 13749 铁路应用 轮对和转向架 构架结构要求的方法 的要求。
这些试验要求覆盖了T B/T 1335 1996 铁道车辆强度设计及试验鉴定规范 的相关内容。
4.2 整车动力学性能试验装用CL242型转向架的车辆,在京九线上的动力学性能试验最高速度为176km/h,在直线上和通过侧岔时的横向与垂向平稳性指标最大平均值均未超过(下转第31页)18 铁道车辆 第48卷第4期2010年4月擦伤剥离3种形式。
(1)接触疲劳剥离是指在轮轨接触应力作用下踏面表层金属发生塑性变形的萌生并发展的破坏方式。
经观察,205号车组车轮并没有出现碾边现象,这说明车轮没有发生塑性变形,因而也就没有出现接触疲劳剥离。
(2)当车辆制动时,轮瓦接触部位摩擦产生的高温会使踏面附近的金属材质发生变化,大量的热集中到踏面和闸瓦接触区域后迫使轮对踏面和闸瓦的温度急剧上升,当踏面表层金属由高温冷却下来时就容易形成马氏体组织,在不断交变的轮轨接触应力、热应力和组织应力的作用下,踏面上的马氏体会发生脆裂和脱落,从而形成大面积制动剥离。
青藏铁路格拉段线路状况比较恶劣,从格尔木到拉萨先是不断的上坡,到唐古拉山后又是连续下坡,为保持稳定的探伤速度, 205号探伤车组要经常实行制动,而205号探伤车组采用的又是合成闸瓦,其摩擦因数大,制动力也大。
由于合成闸瓦导热性差,长时间的制动造成车轮在制动过程中要吸收更多的热量,迫使轮对踏面和闸瓦的温度急剧上升,最终形成制动剥离。
因此,205号车组车轮踏面剥离一般出现在车轮外侧50mm处,也就是闸瓦中心处。
(3)从外观看,205号探伤车组的部分车轮踏面上有擦伤痕迹。
局部擦伤剥离的原因主要是车轮空转和车轮抱死滑行。
由于探伤车组的制动初速是按140 km/h设计的,而在格拉段车辆运行速度一般低于100 km/h,使得大摩擦因数的合成闸瓦容易将车轮抱死,造成车轮在钢轨上滑行,导致车轮局部同钢轨发生摩擦,最终形成擦伤剥离。
3.2 从运行特点分析(1)轮对在高速运行中除承受车辆自身重量外,还承受来自钢轨的横向力、摩擦力以及车辆制动时产生的制动力。
格拉段的气候条件极为恶劣,在制动时车轮踏面温度会急剧升高,而在风或雨的作用下又会快速冷却,使得踏面表面的材料极易发生变化而受到损伤。
另外,钢轨上存在着的一些硬质金属结疤或尖锐的突起以及风沙留在钢轨上的砂粒也会使高速运行的车轮踏面伤损。
(2)格拉段全长1142km,全部为T B50轨,而LM型轮缘踏面外形与T B50轨不相匹配,且线路从格尔木到拉萨方向的曲线形式以左转弯为主,使得车组在一个来回的运行中总是一侧的车轮在曲线内侧,造成一侧轮缘啃轨。
4 结论及建议从上述分析可知,205号探伤车组踏面剥离主要是因为踏面制动因素造成的,且受线路及运用状况的限制,使用中频繁制动是无法避免的,恶劣的线路条件也无法改变。
由于是已运行多年的车辆,无法做大的改造,只有在使用中采取一些方法减少伤损。