充电器底壳三板式注塑模的设计说明书
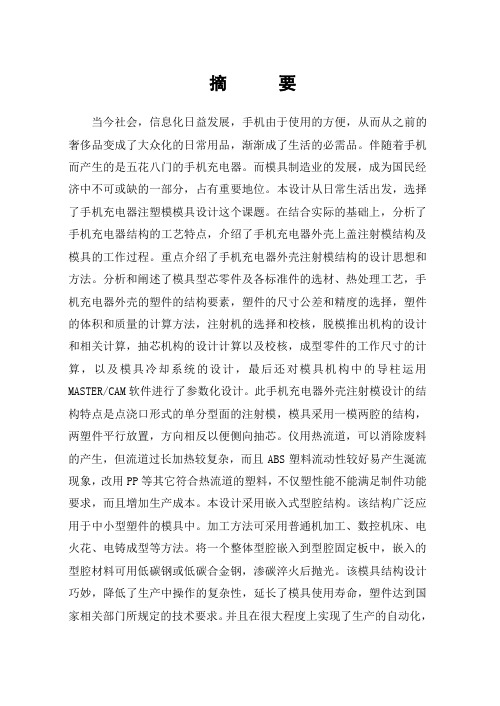
普通充电器上壳的注射模设计
,
而 塑 件 内部
采用该 种结构可 节省
,
没 有较高 的粗 糙度要 求
。
此 外还 要 求具
、
模 具 上 用 以 取 出 制 品 及 浇 注 系统 凝 料 的可 分离的接触表面 称 为分型面
。
优 质 模具 钢
,
便于 机加工 和 热处 理
,
也
有
一
定 的表面 光 泽 性
、
硬度
耐 磨性
、
。
分
便于 动模和 定模对准
口
, ,
上
侧交口
。
,
扇形 浇
卫
环形浇口 及点浇
,
口
根据制品 的结
。
构要求
本 设 计采 用 点 浇 口 形 式
( 2 ) 主 流道 设 计
主 流 道 是 由注 塑 机 喷 嘴 与 模具 主
流道衬套接触的部位起 到分流 为止 的
一
段总流道
,
它 是熔 融 塑 料进 入 模具 时
。
1 动模 座板 ; 2 挡钉 ; 3 推板 ; 4
,
,
阐 述 了模
。
该 模 具 结 构设 计合 理
;
生 产 的 塑件 质 量 符 合 设 计 和使 用 要 求
对 同 类模 具 设 计 有
一
定 的 参考 价 值
关键 词 : 普 通 充 电 器 上 壳 ; 注 射 模
点浇
口 ;
冷料 穴
编 者 按 : 本 文 介绍 的 是
一
款 充 电 器 上 盖 摸 具 设 计 的要 点 及 其 I, Nhomakorabea■
.
、
充电器上盖的注射模具设计
手机充电器塑料模具设计范本
摘要当今社会,信息化日益发展,手机由于使用的方便,从而从之前的奢侈品变成了大众化的日常用品,渐渐成了生活的必需品。
伴随着手机而产生的是五花八门的手机充电器。
而模具制造业的发展,成为国民经济中不可或缺的一部分,占有重要地位。
本设计从日常生活出发,选择了手机充电器注塑模模具设计这个课题。
在结合实际的基础上,分析了手机充电器结构的工艺特点,介绍了手机充电器外壳上盖注射模结构及模具的工作过程。
重点介绍了手机充电器外壳注射模结构的设计思想和方法。
分析和阐述了模具型芯零件及各标准件的选材、热处理工艺,手机充电器外壳的塑件的结构要素,塑件的尺寸公差和精度的选择,塑件的体积和质量的计算方法,注射机的选择和校核,脱模推出机构的设计和相关计算,抽芯机构的设计计算以及校核,成型零件的工作尺寸的计算,以及模具冷却系统的设计,最后还对模具机构中的导柱运用MASTER/CAM软件进行了参数化设计。
此手机充电器外壳注射模设计的结构特点是点浇口形式的单分型面的注射模,模具采用一模两腔的结构,两塑件平行放置,方向相反以便侧向抽芯。
仪用热流道,可以消除废料的产生,但流道过长加热较复杂,而且ABS塑料流动性较好易产生涎流现象,改用PP等其它符合热流道的塑料,不仅塑性能不能满足制件功能要求,而且增加生产成本。
本设计采用嵌入式型腔结构。
该结构广泛应用于中小型塑件的模具中。
加工方法可采用普通机加工、数控机床、电火花、电铸成型等方法。
将一个整体型腔嵌入到型腔固定板中,嵌入的型腔材料可用低碳钢或低碳合金钢,渗碳淬火后抛光。
该模具结构设计巧妙,降低了生产中操作的复杂性,延长了模具使用寿命,塑件达到国家相关部门所规定的技术要求。
并且在很大程度上实现了生产的自动化,使生产管理更加有效,提高了生产效率。
关键词:手机充电器外壳;注塑模具;型芯;型腔AbstractToday, the world is becoming more and more information, mobile phones became popular the daily from the luxury articles introduced before, and became the necessities of life.And phone chargers, becomes necessary .The handset battery charger outer covering top head injection mold structure and the mold work process. introduced the handset battery charger outer covering injection mold structure design method with emphasis. Analyzed and elaborated the mold core components selection, the heat treatment craft, the handset battery charger outer covering model the member, model the size common difference and the precision choice, model a volume and the quality computational method. This handset battery charger outer covering injection mold designs the unique feature is the runner form three minute profiles injection molds, is lateral pulls out the coreiniection mold.Forming part of the calculation of the size and mold cooling system design, eventually die of the use of derivative-MASTER / CAM software for the design parameters. This cell phone charger shell injection mold design of the structure is characterized by the form of points runner-alone surface of the injection mold. Die using a two-cavity structure, two pieces of plastic placed parallel direction opposite to the lateral extracting core. Instrument Hot Runner and eliminate waste, but the excessive heat flow is more complicated, ABS plastics and better mobility easy to produce saliva flow, and other use of PP with Hot Runner of plastic, Not only plastic component performance can’t meet the functional requirements, and an increase in production costs. embedded design using the cavity structure. The structure widely used in small and medium-sized plastic parts mold. Processing methods use ordinary machine, CNC machine tools,EDM, LIGA methods. Will be embedded in a cavity of a whole cavity plate, Embedded in the cavity material available low-carbon or low alloy steel, carburizing quenching after polishing. After production confirmation, this mold structural design ingenious, the ease of operation, the service life is long, models to achieve the specification.keywords:handset battery charger outer;covering injection mold;slide;core.摘要 (I)ABSTRACT (1)1绪论 (5)1.1模具工业在国民经济中的地位 (5)1.2我国模具技术的现状及发展趋势 (6)1.2.1我国模具技术的现状 (6)2 塑件工艺分析 (11)2.1塑件的结构要素 (11)2.2塑件尺寸公差与精度 (13)3 模具设计要点 (14)3.1方案的确定 (14)3.2确定型腔分型面及型腔数目 (14)3.3型腔、型芯的结构 (14)3.4浇口的设计 (15)3.5冷料穴的设计 (15)4 模具结构及其工作过程 (16)5 注塑成型的准备 (19)5.1注塑成型工艺简介 (19)5.2注塑成型工艺条件 (21)5.3注塑机的选择 (23)5.3.1 注塑机简介 (23)5.3.2 注塑机基本参数 (23)5.3.3选择注塑机 (25)5.4注射机的校核 (26)5.4.1 最大注塑量的校核 (26)5.4.2 锁模力的校核 (26)5.4.3 定位圈尺寸校核 (27)5.4.4 模具外形尺寸校核 (27)5.4.5模具厚度校核 (27)5.4.6 模具安装尺寸校核 (28)5.4.7 开模行程校核 (28)6 浇注系统设计 (30)6.1主流道 (30)6.2分流道 (30)7 模架的确定 (32)7.1模仁尺寸的确定 (32)7.2凸、凹模尺寸的确定 (32)7.3模具高度尺寸的确定 (32)8 导向与定位机构 (35)9 顶出系统与脱模力 (36)9.1顶出系统的设计 (36)10 推杆脱模机构 (39)10.1推杆脱模机构 (39)10.2推板脱模机构设计 (41)11 抽芯机构设计 (43)11.1确定抽芯机构形式 (43)11.2斜导柱抽芯的结构尺寸 (44)12成型零件工作尺寸的计算 (47)12.1凹模工作尺寸的计算 (47)12.2凸模工作尺寸的计算 (49)13 冷却系统设计 (50)13.1温度调节对塑件质量的影响 (50)13.2对温度调节系统的要求 (50)13.3冷却系统设计: (51)13.4模具的加热 (51)13.5模具的冷却 (52)致谢 (54)参考文献 (55)1绪论1.1 模具工业在国民经济中的地位模具是制造业的一种基本工艺装备,它的作用是控制和限制材料(固态或液态)的流动,使之形成所需要的形体。
联想电源适配器外壳注塑模具设计-说明书汇总

本科毕业设计(论文) 联想电源适配器外壳注塑模具设计所在学院材料与能源学院专业材料成型及控制工程(成型加工及模CAD/CAM方向) 班级2013级(2)姓名邹俊杰学号3113006705指导老师蔡莲淑2017 年 5 月设计总说明介绍了联想电源适配器外壳注射模具的设计,根据PC塑料成型的工艺特性和产品的使用要求,对产品进行详细的工艺分析。
并在设计工作前进行资料搜集汇总,将搜集的资料结合联想电源适配器外壳的特点,列出可行的几个草案,和考虑各方案将面临的问题。
并最终敲定可行性最高的草案作为实行方案,然后开始着手于模具设计。
其中包括利用Pro/E软件对联想电源适配器外壳进行三维造型,分析测量其基本属性,包括体积和平面投影面积;利用模流分析软件对工件进行注塑工艺分析,寻找最佳浇口和成型条件;之后完成注塑机的选用和校核、模具设计和型腔的排布,侧抽芯机构的的设计和模具总体结构的设计等;之后根据塑料制品的要求,了解塑件的用途,分析塑件的工艺性、尺寸精度等技术要求,考量塑件制件尺寸。
本模具采用一模二腔,侧浇口进料,注射机采用HTF110XB型号,设置冷却系统,CAD和UG绘制二维总装图和零件图,选择模具合理的加工方法。
附上说明书,系统地运用简要的文字,简明的示意图和和计算等分析塑件,从而作出合理的模具设计。
关键词:机械设计;模具设计;CAD绘制二维图;UG绘制3D图。
Design General InformationIntroduced the design of the Lenovo power adapter shell injection mold, according to PC plastic molding process characteristics and product requirements, the product of a detailed process analysis. And in the design work before the summary of the data collection will be collected in conjunction with the characteristics of the Lenovo power adapter shell, lists a few drafts feasible, and consider the problems that the program will face. And finally finalize the most feasible draft as a program, and then proceed with the design of the mold. Which includes the use of Pro / E software on the Lenovo power adapter shell three-dimensional modeling, analysis and measurement of its basic properties, including the volume and plane projection area; the use of mold flow analysis software for injection molding process analysis, to find the best gate and molding conditions; After the completion of the selection and inspection of injection molding machine, mold design and cavity arrangement, the design of the side core pulling mechanism and the design of the overall structure of the mold, etc .; after the requirements of plastic products, understand the use of plastic parts, Of the craft, dimensional accuracy and other technical requirements, consider the size of plastic parts. The mold adopts the mold cavity, the side gate feed, the injection machine adopts the HTF110XB model, sets the cooling system, CAD and UG to draw the two-dimensional assembly drawing and the parts drawing, choose the mold reasonable processing method. Attached to the manual, the system using a brief text, concise schematic and calculation and analysis of plastic parts, so as to make a reasonable mold design.Keywords:mechanical design; mold design; CAD drawing two-dimensional map; UG draw 3D maps, injection machine selection.目录1 绪论 (1)1.1 课题背景 (1)1.2 课题分析 (2)2 塑件分析 (3)2.1 产品分析及其技术条件 (3)2.2 塑件材料的确定 (5)2.3 塑件材料的性能分析 (5)2.3.1基本特性 (5)2.3.2成型性能 (6)2.3.3主要用途 (7)3 成型布局及注塑机选择 (8)3.1 进胶方式选择 (8)3.2 型腔的布局及成型尺寸 (8)3.3 估算塑件体积质量 (9)3.4 注塑机的选择和校核 (9)3.4.1注射胶量的计算 (9)3.4.2锁模力的计算 (10)3.4.3 注塑机选择确定 (10)4 注塑模具设计 (12)4.1 模架的选用 (12)4.1.1模架基本类型 (12)4. 2模架的选择 (12)4.2.1确定模具的基本类型 (12)4.2.2模架的选择 (15)4.3导向与定位机构的设计 (14)4.4成型浇注系统的设计 (14)4.4.1主流道设计 (14)4.4.2分流道的设计 (15)4.4.3浇口的设计 (15)4.4.4冷料穴的设计 (15)4.5 分型面的设计 (16)4.6 成型零部件的设计 (17)4.6.1成型零部件结构 (17)4.6.2成型零部件工作尺寸的计算 (19)4.6.3 凹模宽度尺寸的计算 (19)4.6.4 凹模长度尺寸的计算 (20)4.6.5 凹模高度尺寸的计算 (20)4.6.6 凸模宽度尺寸的计算 (20)4.6.7 凸模长度的计算 (20)4.6.8 凸模高度尺寸的计算 (20)4.6.9模具强度与刚度校核 (21)4.7 脱模及推出机构 (21)4.7.1脱模力 (21)4.7.2 脱模机构的设计 (22)4.8 冷却系统的设计与计算 (24)4.8.1冷却水道设计的要点 (24)4.8.2冷却水道在定模和动模中的位置 (25)4.8.3冷却水道的计算 (26)4.9 排气结构设计 (26)4.10 模具与注射机安装模具部分相关尺寸校核 (27)4.11 斜推杆抽芯机构的设计 (30)5 MOLDFLOW模拟成型分析.................................. 错误!未定义书签。
电源插头外壳注射模设计本科毕业设计.doc
毕业设计(论文)原创性声明和使用授权说明原创性声明本人郑重承诺:所呈交的毕业设计(论文),是我个人在指导教师的指导下进行的研究工作及取得的成果。
尽我所知,除文中特别加以标注和致谢的地方外,不包含其他人或组织已经发表或公布过的研究成果,也不包含我为获得及其它教育机构的学位或学历而使用过的材料。
对本研究提供过帮助和做出过贡献的个人或集体,均已在文中作了明确的说明并表示了谢意。
作者签名:日期:指导教师签名:日期:使用授权说明本人完全了解大学关于收集、保存、使用毕业设计(论文)的规定,即:按照学校要求提交毕业设计(论文)的印刷本和电子版本;学校有权保存毕业设计(论文)的印刷本和电子版,并提供目录检索与阅览服务;学校可以采用影印、缩印、数字化或其它复制手段保存论文;在不以赢利为目的前提下,学校可以公布论文的部分或全部内容。
作者签名:日期:学位论文原创性声明本人郑重声明:所呈交的论文是本人在导师的指导下独立进行研究所取得的研究成果。
除了文中特别加以标注引用的内容外,本论文不包含任何其他个人或集体已经发表或撰写的成果作品。
对本文的研究做出重要贡献的个人和集体,均已在文中以明确方式标明。
本人完全意识到本声明的法律后果由本人承担。
作者签名:日期:年月日学位论文版权使用授权书本学位论文作者完全了解学校有关保留、使用学位论文的规定,同意学校保留并向国家有关部门或机构送交论文的复印件和电子版,允许论文被查阅和借阅。
本人授权大学可以将本学位论文的全部或部分内容编入有关数据库进行检索,可以采用影印、缩印或扫描等复制手段保存和汇编本学位论文。
涉密论文按学校规定处理。
作者签名:日期:年月日导师签名:日期:年月日指导教师评阅书评阅教师评阅书教研室(或答辩小组)及教学系意见1 引言模具是制造业的一种基本工艺装备,它的作用是控制和限制材料(固态或液态)的流动,使之形成所需要的形体。
用模具制造零件以其效率高,产品质量好,材料消耗低,生产成本低而广泛应用于制造业中。
5号电池充电器外壳的塑件注射模毕业设计说明书
第一章概论模具是工业生产中的重要工艺装备模具工业是国民经各部门发展的重要基础之一。
塑料模具是指用于成型塑料制件的模具,它是型腔模的一种类型。
模具设计水平的高低、加工设备的好坏、制造力量的强弱模具质量的优劣,直接影响着许多新产品的开发和老产品的更新换代,影响着产品质量和经济效益的提高。
在现代塑料制件的生产中,采用合理的加工工艺,高效设备,先进的模具。
塑料成型技术的发展趋势是:1.1模具的标准化。
在本次设计中,采用中小型标准注模架,标准件标准导向元件,标准模板等。
一、模具加工技术的革新。
二、各种新材料的研制和应用。
三、C A D/C A M/C A E技术的应用。
塑料成型加工技术发展很快,塑料模具的各种结构也在不断创新,所以我们在学习模具设计与成型工艺的同时还要了解塑料模具的新技术、新工艺、新材料的发展状态。
学习和掌握新知识,为振兴我国的塑料成型加工技术做出贡献。
第 1 页共24 页第二章设计任务书2.1设计题目本次设计的题目是5号电池充电器外壳的注射模设计。
2.2设计任务书1.一套产品零件图;2.模具总装配图一张(A1图纸);3.所有非标准件图纸;4.模具主要成型零件的加工工艺(凹模、凸模、型芯);5.说明书一份。
说明:所有图纸和说明书一律用计算机打印,严格按照要求完成设计。
第2页共24 页第三章产品零件的工艺分析3.1塑件分析初步了解毕业设计的内容——5号电池充电器外壳。
分析零件的产品图,研究其尺寸、公差、技术要求等。
初步拟订设计方案。
此产品是充电器外壳,所以在设计时要注意其表面的粗糙度,要使表面光滑,达到效果。
零件采用三向侧抽芯成型。
塑件的尺寸精度要求一般。
由于塑件表面光滑度较高,因此塑件采用潜伏浇口。
此塑件的零件图如下图(图1—1)图1—13.2 塑件的成型特性3.2.1 对零件的分析得塑件材料取A B S(丙烯腈-丁二-苯乙烯共聚物)。
第 3 页共24 页3.2.2ABS的基本特性1 ABS良好的综合力学性能,耐化学腐蚀性及表面硬度、韧性强,有良好的加工性和染色性能。
手机充电器外壳塑料模具的设计(一)

手机充电器外壳塑料模具的设计(一)塑件工艺分析经过生产验证,该模具结构设计巧妙,操作方便,使用寿命长,塑件达到技术要求。
1 塑件工艺分析1.1 塑件的结构要素该塑件为手机允电器外壳,其内腔存在很多孔和凸台,结构较复杂,要求有一定的强度、刚度、耐热和耐磨损等性能。
同时作为手机充电器,必须满足绝缘性。
结合以上要求以及经济因素,故该塑件采用ABS塑料。
(1)脱模斜度。
脱模斜度足为了便于塑件的脱模,以免在脱模过程中擦伤制品表面,其大小取决于塑料的收缩率。
脱模斜度的取向要根据塑件的内外型尺寸而定。
塑件内孔以型心小端为准,尺寸符合图纸要求,斜度沿形状扩大方向标出,塑件外形以型腔大端为准,尺寸符合图纸要求,斜度沿形状减小方向标出。
要求开模后塑件留在型芯上,塑件表面的脱模斜度应小于外表面的脱模斜度。
根据ABS的性能,型芯的脱模斜度取1o。
(2)加强筋。
为了使塑件有一定的强度和刚度,又能避免因壁过厚而产生成型缺陷,在塑件中部的凹坑与外壁之间增设两个加强筋,厚度2.5mm。
(3)塑件的圆角。
为了防止塑件转角外产生应力集小,需要在塑件的转角处或内部连接处采用圆角过渡,内外径均取R5mm。
塑件形状工艺性非常复杂,没有一个规则的外表面,里面又有很多螺钉柱和加强筋,使得脱模力增大,塑件的下平面又有仅1mm的台阶,采用推板推出必然导致螺钉柱拉断,使得注塑工艺无法进行。
所以,在螺钉柱和加强筋附近必须设有推杆,以便推出塑件。
(4)塑件的壁厚。
塑件壁厚对塑件的成型、冷却及变形会产生较大的影响。
塑件壁厚不均,会导致各个部分固化收缩不均匀,易产生气孔、裂纹、内应力等缺陷。
根据手机充电器外壳的材料,结构、强度等方面的要求,壁厚取2.5mm。
(5)孔。
制品上各种孔的位置应尽可能设置在不减弱制品的机械强度的部位,孔的形状也应力求不增加模具制造下艺的复杂性。
(6)支承面。
以制品的整个底面作为支承面是不合理的,因为制品稍许翘曲或变形就会使底面不平。
电池充电器外壳的注射模方案设计书

目录前言摘要第一章概论 (5)第二章设计任务书 (6)第三章产品零件的工艺分析 (6)第一节塑件分析 (6)第二节塑件的成型特性 (7)第三节工艺参数 (8)第四节塑件的工艺要求 (9)第四章设备的选择 (10)第五章浇注系统的设计 (11)第一节主流道的设计 (11)第二节分流道的设计 (12)第三节冷料穴的设计 (13)第四节浇口的形状 (13)第六章成型零部件的设计与计算 (14)第一节凹模的设计与计算 (14)第二节凸模的设计与计算 (16)第三节模具的装配工艺及零件工艺 (19)第七章脱模机构的设计 (21)第一节脱模机构的设计 (21)第二节脱模机构的计算 (21)第八章合模导向及抽芯的设计 (22)第九章温度调节系统的设计 (26)设计小结致谢参考资料前言为了能够很好地了解本次毕业设计的设计过程,根据几年来的学习,编写了《模具设计说明书》。
以满足老师在评审的过程中能够更好地指导、评阅。
本说明书主要介绍了模具设计的一般方法、步骤、模具设计的中常用的公式与数据、模具结构及零部件等重要内容。
在塑件原材料转变为塑料制件过程中,塑件原材料的选用、成型设备的选择、成型模具的设计与成型工艺的的制定是塑件生产的四大环节。
而主要环节集中在成型工艺的制定和塑料模具的设计这两个方面。
在编写说明书过程中,我参考了《塑料模成型工艺与模具设计》、《实用注塑模设计手册》和《模具制造工艺》等有关教材。
引用了有关手册的公式及图表,并得到了老师同学的帮助。
但由于本人水平的有限,本说明书存在一些缺点和错误,希望老师多加指正,以达到本次设计的目的。
摘要本次毕业设计的题目是:5号电池充电器外壳的塑件注射模。
本次设计主要是通过对塑件的形状、尺寸及其精度的要求来进行注射成型工艺的可行性分析。
塑件的成型工艺性主要包括塑件的壁厚,斜度和圆角以及是否有抽芯机构。
通过以上的分析来确定模具分型面、型腔数目、浇口形式、位置大小;其中最重要的是确定型芯和型腔的结构,例如是采用整体式还是镶拼式,以及它们的定位和固紧方式。
充电器外壳注射模具设计
编号:毕业设计说明书题目:充电器外壳注射模具设计学院:国防生学院专业:机械设计制造及其自动化学生姓名:学号:指导教师:职称:题目类型:☐理论研究☐实验研究☑工程设计☐工程技术研究☐软件开发2014年 5 月 4 日摘要塑料注射模是成型塑料的一种重要工艺。
通过对充电器外壳注射模具设计,能够基本地、全面地了解注射模具设计的基本原则、方法。
在模具结构设计过程中,我大胆尝试提出各种不一样的成型的方案,并与老师探讨对方案进行了比较。
在比较的过程中,发现大量的问题,也了解模具设计的要求和基本原则,最后在查阅大量书籍的帮助下完成没一个数据的选择。
在设计中分析了常用日用品充电器的工艺特性,并介绍了ABS材料成型工艺特点、成型过程、开模过程以及成型后加工工艺。
同时,分析了模具结构与计算,掌握如何设计一个完整的模具生产结构。
通过本次设计,能较为熟练的使用Auto-CAD、Pro-E等软件进行模具辅助设计,提高自己的计算机绘图能力。
本次毕业设计充分地为今后从事模具设计行业打下了扎实的基础。
本次主要设计是对充电器外壳注射模的设计, 重点对塑件的成型原理、材料的选用和注射技术进行分析。
通过前期指导老师安排的任务,我先对任务书进行了分析了解,并查阅了大量的书籍、手册和文献,对模具有了一定的了解并且清楚自己的所要完成的任务量。
进过对ABS充电器的了解,要满足制品大批量生产、高精度、外形复杂等要求,我首先主要把时间花费在确定所需的模塑成型方案、制品的后加工、分型面的选择、型腔的数目和排列、成型零件的结构等。
既然以实际生产为目的,设计就要涵盖了注塑模具的主要系统包括有注射机、浇注系统、排气系统、冷却系统、顶出系统、导向系统等。
对于要实际生产的模具,我们考虑的东西还有很多,为此我积极询问我的指导老师关于现实工厂中模具的生产过程及可能遇到的问题。
设计时,尝试使用了侧向抽芯机构,增加模具的复杂性以及实用性。
设计时参考了以往注射模具的设计经验,并结合制品的实际要求,通过简化设计结构、优化各个系统性能,尽最大限度实现美观、实用性高、长的使用寿命、短的生产周期和良好的经济性能。
手机充电器外壳塑料模具的设计(二)

手机充电器外壳塑料模具的设计(二)模具设计要点模具设计要点1.1 方案的确定方案一:1模2腔,购塑件平行放置,方向相反以便侧向抽芯。
浇口设在零件的上表面,使用定距拉杆加导柱和弹簧,矾保第一次分型面在定模座板和中间板之间分开,凝料先被拉断。
第二次分型而在动模板和中间板之间分开,以便取出制品。
这样分型有利于模具加工、注射、排气、脱模,同时使得操作简单方便。
方案二:1模2腔,两塑件平行放置,方向相反以便侧向抽芯。
浇口设在零件的下表面,浇口道从推杆旁边进去,即做成潜伏浇口。
但由于制品较高,流道太长,容易有浇注不足的现象发生。
使用定距拉板分型自动脱落凝料和制品。
但制品是壳体,下表面有台阶,而且多加两块推板使得本来就很长的流道加长,浇注不足的可能性就更大。
方案三:1模2腔,两塑件平行放置,方向相反以便侧向抽芯。
仪用热流道,可以消除废料的产生,但流道过长加热较复杂,而且ABS塑料流动性较好易产生涎流现象,改用PP等其它符合热流道的塑料,不仅塑性能不能满足制件功能要求,而且增加生产成本。
结合塑件注射可行性和经济性,对比以上3个方案,本次设计选择方案一。
2.2 确定型腔分型面及型腔数目模具上用以取出制品及浇注系统凝料的可分离的接触表而称为分型面,在制品设计时,必须要考虑成型时分型面的形状和位置,否则无法用模具成型。
因侧向合模锁紧力较小,故对于投影画较大的大型制品,应将投影面积大的分型面放在动、定模的合模主平面上,而将投影面积较小的分型面作为侧向分型面。
本模具的分型而选择在塑件的大平面处。
采用1模2腔结构。
2.3 型腔、型芯的结构(1)型腔的结构设计:本设计采用嵌入式型腔结构。
该结构广泛应用于中小型塑件的模具中。
加工方法可采用普通机加工、数控机床、电火花、电铸成型等方法。
将一个整体型腔嵌入到型腔固定板中,嵌入的型腔材料可用低碳钢或低碳合金钢,渗碳淬火后抛光。
(2)型芯的结构设计:型芯是用来成型塑料制品的内表面的成型零件。
充电器外壳注塑模具设计方案

密级:NANCHANG UNIVERSITY学士学位论文THESIS OF BACHELOR(2007 —2011 年)题目充电器外壳注塑模具设计学院:机电工程学院系机械专业班级:机制074班学生姓名:学号:指导教师:职称:起讫日期:充电器外壳注塑模具设计专业:机械设计制造及自动化学号:姓名:指导老师:摘要本文主要介绍的是充电器外壳注塑模具的设计方法。
首先分析了充电器外壳制件的工艺特点,包括材料性能、成型特性与条件、结构工艺性等,并选择了成型设备。
接着介绍了充电器外壳注塑模的分型面的选择、型腔数目的确定及布置,重点介绍了浇注系统、成型零件、合模导向机构、脱模机构、定距分型机构以及冷却系统的设计。
然后选择标准模架和模具材料,并对注射机的工艺参数进行相关校核。
最后对模具的工作原理进行阐述,以及在安装调试过程中可能出现的问题进行总结、分析,并给出了相应的解决方法。
本文论述的充电器外壳注塑模具采用三板式结构,即浇注系统凝料和制件在不同的分型面脱出,采用一模四腔的型腔布置,最后利用推板将制件推出。
关键词:充电器外壳;注塑模;三板模;浇注系统;脱模机构;定距分型机构The mouldinjection design of charger shellAbstractThe designing methods of injection mould of the charger shell are mainly introduced in this paper. First, the technological characteristics are analysed, including material properties, forming characteristics and conditions, the process of the structure, the forming equipment is selected.Then the parting line is selected, the number of cavities is determined.The specific introduction are made on gating system, cooling system,Molding parts, Steering mechanism, moulding mechanism, and spacer parting institutions.Then the standard mould bases and Mould materials are selected.and the technological parameters of the forming equipment is checked. Finally, problems that may emerge during the mold installation process are analysed and the appropriate solutions are provided.Threepencemould is used on the designof charger shell,that is pouring material and the plastic parts are ejected from different parting lines. there are four cavities in this mould,finally a stripper plateis used to push off the charger shells.Keyword:Chargershell。
注塑模具设计说明书

——张鑫——电风扇塑料外壳注 塑 模 具 设 计 原 理注塑模具设计原理——电风扇塑料外壳设计任务书制件名称:电风扇罩材料:PP收縮率:平均0.6%塑件工艺分析(1)塑件的使用性能该塑件为电风扇罩,主要用于容纳进线及挡灰尘,由于电动机在转动过程中有震动,故要求材料有较好的力学性能,如抗拉强度,抗应力开裂性,弹性模量等都要求较好,其中Φ22mm孔要求与轴相配合,且配合关系要求高。
根据产品要求,该塑件为大批量生产。
(2)塑件的尺寸精度塑件有精度要求的尺寸是Φ22mm和Φ3.4mm,均为MT4塑件精度,因此在模具设计和制造中要严格保证这两个尺寸的精度要求。
其余尺寸无特殊要求,按自由尺寸或MT6级的精度查取公差等级即可。
(3)塑件表面质量该塑件要求表面光泽,其表面粗糙度R a为1.6μm,无飞边,毛刺,缩孔,流痕等工艺缺陷。
(4)塑件的结构工艺性①由图可知,该电风扇罩结构为圆锥壳体,侧壁带台阶孔,侧壁壁厚为2mm,带孔部分较厚,塑件的尺寸属于中小件,PP材料能够满足充模流动要求。
考虑制件壁厚不均,为防止变形,应强化冷却,模具温度取下限值,延长冷却时间。
②从模具总体结构上考虑,塑件为骨架主体,需设置侧向分型结构。
(5)原材料的工艺性原材料的工艺性如下:①使用温度:可在100℃长期稳定使用。
②性能特点:抗拉强度、抗压强度、表面硬度和弹性模量均优异,几乎不吸水。
③成型特点:a.抗氧化能力低,在塑化前应加入抗氧化剂。
b.在超过280℃会发生降解,故成型时应避免熔料长时间滞留在料筒内。
c.熔体流动性好,易成型长流程塑件。
d.熔点和熔点热焓量比LDPE高,在结晶和冷却过程中会放出较多的热量,故模具应有较好的冷却系统。
e.由于热收缩和结晶作用,在成型过程中比体积有较大的变化。
f.熔料低温高压取向明显,故要控制成型温度。
g.成型收缩率大,低温呈脆性,要求壁厚均匀。
成型设备的选择及校核注射机的初选(1)计算塑件体积根据制件的三维模型,利用三维软件直接求得塑件的体积为:V1=72540mm³;其中浇注系统凝料体积为:V2=1600mm³;故一次注射所需得塑料总体积为:V=74140mm³。
充电器底壳三板式注塑模的设计说明书
①塑件成型工艺性分析(包括结构特征分析、塑料的性能及成型工艺分析)。
②塑件分型面位置的分析和确定。
④注射机的选择及工艺参数的校核。
⑤浇注系统的形式选择和截面尺寸的计算。
⑥成型零件设计及力学计算。
⑦模架选择或设计。
⑧导向机构的设计。
⑨脱模机构的设计。
@温度调节系统的设计。
⑩模具开合模动作过程。
(4)设计小结(本设计的优缺点、改进意见及设计体会)。
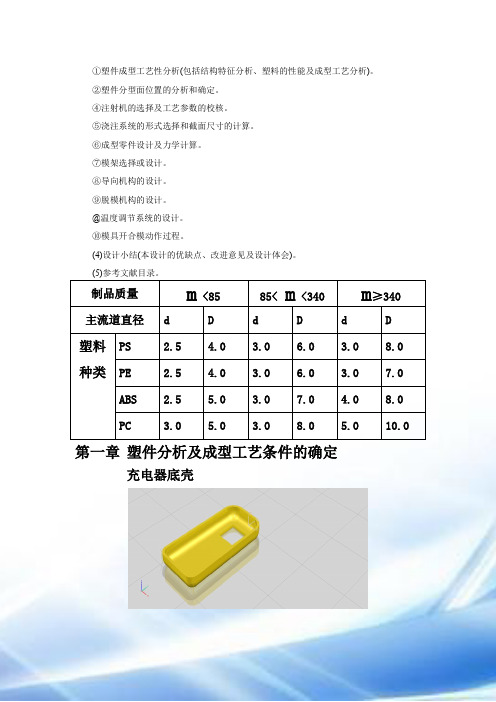
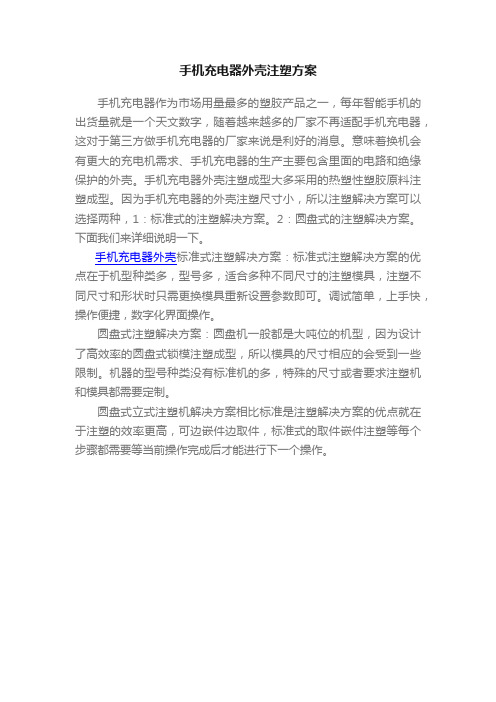
制品质量m <8585<m <340 m≥340主流道直径 d D d D d D塑料种类PS 2.5 4.0 3.0 6.0 3.0 8.0 PE 2.5 4.0 3.0 6.0 3.0 7.0 ABS 2.5 5.0 3.0 7.0 4.0 8.0 PC 3.0 5.0 3.0 8.0 5.0 10.0第一章塑件分析及成型工艺条件的确定充电器底壳技术要求:1、按一模一腔进行设计。
2、产品材料为ABS(收缩率为0.005)3、生产批量:35万4、产品尺寸公差:MT5(79.51-0.86;39.29-0.56;37.25-0.56;16+0.38;11.75±0.32;10-0.48;2-0.4)5、采用三板式注塑模一、塑件分析:1、加工性塑件属于壳型塑件,且塑件的尺寸不大,塑料的熔体流程不太长,适合于注射成型。
2、尺寸精度塑件尺寸精度要求不高,属一般精度,为了方便计算下面将采用平均收缩率法进行计算。
3、材料塑料ABS也可以说是聚苯乙烯的改性,比HIPS有较高的抗冲击强度和更好的机械强度,具有良好的加工性能,可以使用注塑机、挤出机等塑料成型设备进行注塑、挤塑、吹塑、压延、层合、发泡、热成型,还可以焊接、涂覆、电镀和机械加工。
力学性能:ABS有优良的力学性能,其冲击强度极好,可以在极低的温度下使用。
即使ABS制品被破坏,也只能是拉伸破坏而不会是冲击破坏。
ABS的耐磨性能优良,尺寸稳定性好,又具有耐油性,可用于中等载荷和转速下的轴承。
联想电源适配器外壳注塑模具设计-说明书汇总
本科毕业设计(论文) 联想电源适配器外壳注塑模具设计所在学院材料与能源学院专业材料成型及控制工程(成型加工及模CAD/CAM方向) 班级2013级(2)姓名邹俊杰学号3113006705指导老师蔡莲淑2017 年 5 月设计总说明介绍了联想电源适配器外壳注射模具的设计,根据PC塑料成型的工艺特性和产品的使用要求,对产品进行详细的工艺分析。
并在设计工作前进行资料搜集汇总,将搜集的资料结合联想电源适配器外壳的特点,列出可行的几个草案,和考虑各方案将面临的问题。
并最终敲定可行性最高的草案作为实行方案,然后开始着手于模具设计。
其中包括利用Pro/E软件对联想电源适配器外壳进行三维造型,分析测量其基本属性,包括体积和平面投影面积;利用模流分析软件对工件进行注塑工艺分析,寻找最佳浇口和成型条件;之后完成注塑机的选用和校核、模具设计和型腔的排布,侧抽芯机构的的设计和模具总体结构的设计等;之后根据塑料制品的要求,了解塑件的用途,分析塑件的工艺性、尺寸精度等技术要求,考量塑件制件尺寸。
本模具采用一模二腔,侧浇口进料,注射机采用HTF110XB型号,设置冷却系统,CAD和UG绘制二维总装图和零件图,选择模具合理的加工方法。
附上说明书,系统地运用简要的文字,简明的示意图和和计算等分析塑件,从而作出合理的模具设计。
关键词:机械设计;模具设计;CAD绘制二维图;UG绘制3D图。
Design General InformationIntroduced the design of the Lenovo power adapter shell injection mold, according to PC plastic molding process characteristics and product requirements, the product of a detailed process analysis. And in the design work before the summary of the data collection will be collected in conjunction with the characteristics of the Lenovo power adapter shell, lists a few drafts feasible, and consider the problems that the program will face. And finally finalize the most feasible draft as a program, and then proceed with the design of the mold. Which includes the use of Pro / E software on the Lenovo power adapter shell three-dimensional modeling, analysis and measurement of its basic properties, including the volume and plane projection area; the use of mold flow analysis software for injection molding process analysis, to find the best gate and molding conditions; After the completion of the selection and inspection of injection molding machine, mold design and cavity arrangement, the design of the side core pulling mechanism and the design of the overall structure of the mold, etc .; after the requirements of plastic products, understand the use of plastic parts, Of the craft, dimensional accuracy and other technical requirements, consider the size of plastic parts. The mold adopts the mold cavity, the side gate feed, the injection machine adopts the HTF110XB model, sets the cooling system, CAD and UG to draw the two-dimensional assembly drawing and the parts drawing, choose the mold reasonable processing method. Attached to the manual, the system using a brief text, concise schematic and calculation and analysis of plastic parts, so as to make a reasonable mold design.Keywords:mechanical design; mold design; CAD drawing two-dimensional map; UG draw 3D maps, injection machine selection.目录1 绪论 (1)1.1 课题背景 (1)1.2 课题分析 (2)2 塑件分析 (3)2.1 产品分析及其技术条件 (3)2.2 塑件材料的确定 (5)2.3 塑件材料的性能分析 (5)2.3.1基本特性 (5)2.3.2成型性能 (6)2.3.3主要用途 (7)3 成型布局及注塑机选择 (8)3.1 进胶方式选择 (8)3.2 型腔的布局及成型尺寸 (8)3.3 估算塑件体积质量 (9)3.4 注塑机的选择和校核 (9)3.4.1注射胶量的计算 (9)3.4.2锁模力的计算 (10)3.4.3 注塑机选择确定 (10)4 注塑模具设计 (12)4.1 模架的选用 (12)4.1.1模架基本类型 (12)4. 2模架的选择 (12)4.2.1确定模具的基本类型 (12)4.2.2模架的选择 (15)4.3导向与定位机构的设计 (14)4.4成型浇注系统的设计 (14)4.4.1主流道设计 (14)4.4.2分流道的设计 (15)4.4.3浇口的设计 (15)4.4.4冷料穴的设计 (15)4.5 分型面的设计 (16)4.6 成型零部件的设计 (17)4.6.1成型零部件结构 (17)4.6.2成型零部件工作尺寸的计算 (19)4.6.3 凹模宽度尺寸的计算 (19)4.6.4 凹模长度尺寸的计算 (20)4.6.5 凹模高度尺寸的计算 (20)4.6.6 凸模宽度尺寸的计算 (20)4.6.7 凸模长度的计算 (20)4.6.8 凸模高度尺寸的计算 (20)4.6.9模具强度与刚度校核 (21)4.7 脱模及推出机构 (21)4.7.1脱模力 (21)4.7.2 脱模机构的设计 (22)4.8 冷却系统的设计与计算 (24)4.8.1冷却水道设计的要点 (24)4.8.2冷却水道在定模和动模中的位置 (25)4.8.3冷却水道的计算 (26)4.9 排气结构设计 (26)4.10 模具与注射机安装模具部分相关尺寸校核 (27)4.11 斜推杆抽芯机构的设计 (30)5 MOLDFLOW模拟成型分析.................................. 错误!未定义书签。
6068家用插线板底座注塑模具设计说明书

XXXXX学校XXXX 系 XXXX 届毕业设计说明书设计题目家用插线板注射模模具专业XXXX班级姓名xxxx指导老师xxx 职称 XXXXXXXX年XX月目前言⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯1指⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯2明⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯4一、⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯4二、塑件及资料剖析⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯4三、模具构⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯61 、分型面⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯62 、型腔布局⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯73 、注系⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯74 、排气系⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯85、成型零件⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯96、脱模机构⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯167、模温与冷却系⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯208、其余⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯239、向抽芯机构⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯2610 、装置⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯28三、小⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯30参照料⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯31引言本明我机械系XXXX届模具也制造生明,意在我的学生在大学期所学知的合观察、估。
要在有限的时间内独自达成设计。
也是在走上工作岗位前的一次观察。
本设计说明书是自己完好依据《塑料模具技术手册》的要求形式及有关的工艺编写的。
说明书的内容包含:毕业设计要求,设计课题,设计过程,设计领会及参照文件等。
编写说明书时,力争切合设计步骤,详尽说了然塑料注射模具设计的方法,以及各样参数的详细计算方法,如塑件的成型工艺,型腔及型芯的计算,塑料脱模机构的设计,调温系统的设计等。
因为自己胸无点墨,知识根基不牢,缺乏经验,在模具构造设计计算和编写设计说明书的全工程中,获取张蓉老师以及其余机械、模具基础课的老师的仔细指导,同时也获取同学的热忱帮助和指点,在此谨以道谢。
电池后盖注塑模具设计毕业设计说明书

摘要根据塑料制品的要求,了解塑件的用途,分析塑件的工艺性、尺寸精度等技术要求,选择塑件制件尺寸。
本模具采用一模二件,侧浇口进料,注射机采用海天110XB型号,设置冷却系统,CAD绘制二维总装图和零件图,选择模具合理的加工方法。
附上说明书,系统地运用简要的文字,简明的示意图和和计算等分析塑件,等分析塑件,从而做出合理的模具设计。
通过对制品各项性能参数的分析,制定成型方案。
阐述模具设计的一般步骤:分析原始资料、确定成型方案、选择成型设备、确定模具结构、确定模具的型腔数、确定模具的分型面、型腔布置、浇注系统及排气、推出机构和抽芯机构、成型零件的结构形式、确定模具各零件的结构尺寸、安装零件并校核有关的工艺参数、绘制草图、审核图纸,最后完成整套设计方案。
现代社会模具工业是制造业中的一项基础产业,它的发展对社会进步,经济增长有着重要的意义。
关键词:机械设计;模具设计;CAD绘制二维图;注射机ABSTRACTAccording to the request of plastic products, understand the use of moulding one, analyze that moulds technical requirements such as the craft of one, size precision,etc., choose to mould one and make a size. This mould adopts two for a mould, runner of side is fed, the injecting machine adopts Haitian 110XB type, set up the cooling system, CAD draws the two-dimentional assembly picture and part picture, chooses the rational preparation method of mould. Enclose manual, use brief characters systematically, concise sketch map and calculate, analyze, mould piece, thas make rational mold design design.Through an analysis of products every performance parameter, make the shaping scheme. Explain the general step of mold design: Analyze the firsthand information, confirm the shaping scheme, choose the apparatus of shaping, confirm the mouldKeyword: Machinery is designed; Mold design; CAD draws目录摘要 (I)第一章绪论 (3)1.1塑料简介 (3)1.2注塑成型及注塑模 (3)第二章塑料材料分析 (5)2.1 塑料材料的基本特性 (5)2.2 塑件材料成型性能 (5)2.3 塑件材料主要用途 (6)第三章塑件的工艺分析 (7)3.1 塑件的结构设计 (7)3.2 塑件尺寸及精度 (8)3.3 塑件表面粗糙度 (8)3.4 塑件的体积和质量 (9)第四章注射成型工艺方案及模具结构的分析和确定 (10)4.1 注射成型工艺过程分析[5] (10)4.2 浇口种类的确定 (10)4.3 型腔数目的确定 (11)4.4 注射机的选择和校核 (11)4.4.1 注射量的校核 (11)4.4.2 塑件在分型面上的投影面积与锁模力的校核 (12)4.4.3 模具与注射机安装模具部分相关尺寸校核 (13)第五章注射模具结构设计 (14)5.1 分型面的设计 (14)5.2 型腔的布局 (14)5.3 浇注系统的设计 (15)5.3.1 浇注系统组成 (15)5.3.2 确定浇注系统的原则 (15)5.3.3 主流道的设计 (16)5.3.4 分流道的设计 (17)5.3.5 浇口的设计 (17)5.3.6 冷料穴的设计 (18)5.4 注射模成型零部件的设计[7] (18)5.4.1 成型零部件结构设计 (18)5.4.2 成型零部件工作尺寸的计算 (19)5.5 排气结构设计 (20)5.6 脱模机构的设计 (20)5.6.1 脱模机构的选用原则 (20)5.6.2 脱模机构类型的选择 (21)5.6.3 推杆机构具体设计 (21)5.7 注射模温度调节系统 (21)5.7.1 温度调节对塑件质量的影响 (22)5.8.2 冷却系统之设计规则 (22)5.9 模架及标准件的选用 (23)5.9.1 模架的选用 (23)第六章模具材料的选用 (25)6.1 成型零件材料选用 (25)6.2 注射模用钢种 (25)总结 (256)致谢 (277)参考文献 (287)第1章绪论模具制造是国家经济建设中的一项重要产业,振兴和发展我国的模具工业,日益受到人们的重视和关注。
机械设计制造电动车充电器外壳注塑模设计说明书
XXX大学毕业设计(论文)资料XX大学教务处年月制目录第一部分设计说明书一、设计说明书第二部分过程管理资料一、毕业设计(论文)课题任务书二、本科毕业设计(论文)开题报告三、本科毕业设计(论文)中期报告四、毕业设计(论文)指导教师评阅表五、毕业设计(论文)评阅教师评阅表六、毕业设计(论文)答辩评审表________届本科生毕业设计(论文)资料第一部分设计说明书(届)本科生毕业设计说明书电动车充电器外壳注塑模设计年月摘要本文主要介绍的是电动车充电器外壳注塑模具的设计方法。
首先分析了电动车充电器外壳制件的工艺特点,包括材料性能、成型特性与条件、结构工艺性等,并选择了成型设备。
接着介绍了电动车充电器外壳注塑模的分型面的选择、型腔数目的确定及布置,重点介绍了浇注系统、成型零件、合模导向机构、脱模机构以及冷却系统的设计。
接着选择标准注塑模模架和模具材料,校核了注射机的相关工艺参数。
最后对模具的工作原理进行阐述,以及在安装调试过程中可能出现的问题进行总结、分析,并给出了相应的解决方法。
本文论述的电动车充电器外壳注塑模具采用二板式结构,采用一模一腔的型腔布置,最后利用推杆将制件推出。
关键词:充电器外壳,注塑模,浇注系统,脱模机构ABSTRACTThis topic mainly explain the injection mold design process about electric car charger shell. First ,the author analyzed the technological characteristics of charger shell parts, of which mainly including it’s material, forming characteristics and conditions, the process of the structure, what is more , the forming equipment and the parting line are selected, the number of cavities is determined. this topic laid on emphasis on gating system, cooling system,Molding parts, Steering mechanism, moulding mechanism and spacer parting institutions.In addition the standard mould bases and Mould materials are selected.and the technological parameters of the forming equipment is checked. Finally, problems that may emerge during the mold installation process are analysed and the appropriate solutions are provided.Plate mold is used on the design of charger shell, there are one cavities in this mould,finally a push rod is used to push off the charger shells.Keywords: charger shell,Injection mold,Gating system,Demoulding mechanism目录摘要 (I)ABSTRACT (II)第1章绪论 (1)1.1选题的依据及意义 ....................................................................... 错误!未定义书签。
手机充电器外壳注塑方案
手机充电器外壳注塑方案
手机充电器作为市场用量最多的塑胶产品之一,每年智能手机的出货量就是一个天文数字,随着越来越多的厂家不再适配手机充电器,这对于第三方做手机充电器的厂家来说是利好的消息。
意味着换机会有更大的充电机需求、手机充电器的生产主要包含里面的电路和绝缘保护的外壳。
手机充电器外壳注塑成型大多采用的热塑性塑胶原料注塑成型。
因为手机充电器的外壳注塑尺寸小,所以注塑解决方案可以选择两种,1:标准式的注塑解决方案。
2:圆盘式的注塑解决方案。
下面我们来详细说明一下。
手机充电器外壳标准式注塑解决方案:标准式注塑解决方案的优点在于机型种类多,型号多,适合多种不同尺寸的注塑模具,注塑不同尺寸和形状时只需更换模具重新设置参数即可。
调试简单,上手快,操作便捷,数字化界面操作。
圆盘式注塑解决方案:圆盘机一般都是大吨位的机型,因为设计了高效率的圆盘式锁模注塑成型,所以模具的尺寸相应的会受到一些限制。
机器的型号种类没有标准机的多,特殊的尺寸或者要求注塑机和模具都需要定制。
圆盘式立式注塑机解决方案相比标准是注塑解决方案的优点就在于注塑的效率更高,可边嵌件边取件,标准式的取件嵌件注塑等每个步骤都需要等当前操作完成后才能进行下一个操作。
5号电池充电器外壳的塑件注射模毕业设计说明书1.doc
5号电池充电器外壳的塑件注射模毕业设计说明书1第一章概论模具是工业生产中的重要工艺装备模具工业是国民经各部门发展的重要基础之一。
塑料模具是指用于成型塑料制件的模具,它是型腔模的一种类型。
模具设计水平的高低、加工设备的好坏、制造力量的强弱模具质量的优劣,直接影响着许多新产品的开发和老产品的更新换代,影响着产品质量和经济效益的提高。
在现代塑料制件的生产中,采用合理的加工工艺,高效设备,先进的模具。
塑料成型技术的发展趋势是:1.1模具的标准化。
在本次设计中,采用中小型标准注模架,标准件标准导向元件,标准模板等。
一、模具加工技术的革新。
二、各种新材料的研制和应用。
三、C A D/C A M/C A E技术的应用。
塑料成型加工技术发展很快,塑料模具的各种结构也在不断创新,所以我们在学习模具设计与成型工艺的同时还要了解塑料模具的新技术、新工艺、新材料的发展状态。
学习和掌握新知识,为振兴我国的塑料成型加工技术做出贡献。
第二章设计任务书2.1设计题目本次设计的题目是5号电池充电器外壳的注射模设计。
2.2设计任务书1.一套产品零件图;2.模具总装配图一张(A1图纸);3.所有非标准件图纸;4.模具主要成型零件的加工工艺(凹模、凸模、型芯);5.说明书一份。
说明:所有图纸和说明书一律用计算机打印,严格按照要求完成设计。
第三章产品零件的工艺分析3.1塑件分析初步了解毕业设计的内容——5号电池充电器外壳。
分析零件的产品图,研究其尺寸、公差、技术要求等。
初步拟订设计方案。
此产品是充电器外壳,所以在设计时要注意其表面的粗糙度,要使表面光滑,达到效果。
零件采用三向侧抽芯成型。
塑件的尺寸精度要求一般。
由于塑件表面光滑度较高,因此塑件采用潜伏浇口。
此塑件的零件图如下图(图1—1)图1—13.2 塑件的成型特性3.2.1 对零件的分析得塑件材料取A B S(丙烯腈-丁二-苯乙烯共聚物)。
3.2.2ABS的基本特性1 ABS良好的综合力学性能,耐化学腐蚀性及表面硬度、韧性强,有良好的加工性和染色性能。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
制品质量
m<85
85<m<340
m≥340
主流道直径
d
D
d
D
d
D
塑料种类
PS
2.5
4.0
3.0
6.0
3.0
8.0
PE
2.5
4.0
3.0
6.0
3.0
7.0
ABS
2.5
5.0
3.0
7.0
4.0
8.0
PC
3.0
5.0
3.0
8.0
5.0
10.0
第一章塑件分析及成型工艺条件的确定
充电器底壳
ABS制品在加工中易产生内应力,如应力太大或制品对应力开裂绝对禁止,应进行退火处理,具体方法是制品置于70℃-80℃的热风循环干燥箱内2-4小时,再冷却到室温即可。
注塑工艺参数:
注射温度:180~270℃(适宜加工温度范围220~250);(注塞式机,炉温维持在180~230;螺杆机,炉温维持在160~220)
根据开模行程来选用
各种型号的注射机的推出装置和最大推出距离不尽相同,选用注射机时,应使注射机的动模板的开模行程与模具的开模行程相适应。
综上所述,依据表3-1
选用注射机的型号xs-z30/25
表3—1部分xs-z、xs-zy系列注射机主要技术参数
型号
项目
xs-z
30/25
xs-z
60/50
xs-zy
60/40
3.1所需注射量的计算
塑件质量和体积
V=9.185cm³
M=9.64g
3
流道凝料的质量(包括浇口) 可按塑件质量的0.6倍计算,由于该模具采用一模一腔,所以浇注系统凝料质量为:
m2=m1×0.6=9.64×0.6=5.79
体积为:
v2=v1×0.6=9.185×0.6=5.51
3
该模具一次注射所需塑料质量和体积分别为:
9)分型面选择要有利于保证制品的外观质量。
分型面选择方案
由塑件形状及加工要求,可以采用如下图分型面方案:
3、脱模斜度
选择脱模斜度的要点:
脱模角的大小是没有一定的准则,多数是凭经验和依照产品的深度来决定。此外,成型的方式,壁厚和塑料的选择也在考虑之列。一般来讲,对模塑产品的任何一个侧壁,都需有一定量的脱模斜度,以便产品从模具中取出。脱模斜度的大小可在0.2°至数度间变化,视周围条件而定,一般以0.5°至1°间比较理想。具体选择脱模斜度时应注意以下几点:
力学性能:
ABS有优良的力学性能,其冲击强度极好,可以在极低的温度下使用。即使ABS制品被破坏,也只能是拉伸破坏而不会是冲击破坏。ABS的耐磨性能优良,尺寸稳定性好,又具有耐油性,可用于中等载荷和转速下的轴承。ABS的蠕变性比PSF及PC大,但比PA和POM小。ABS的弯曲强度和压缩强度属塑料中较差的。ABS的力学性能受温度的影响较大。
38
60
70
72
114
134
145
塑化能力/(kg.h-1)
13
20
24
35
55
55
70
注射方式
柱塞式
柱塞式
螺杆式
螺杆式
螺杆式
螺杆式
螺杆式
锁模力/kn
250
500
400
900
1800
1600
2500
移模行程/mm
160
180
270
300
500
350
260
拉杆间距/mm
235
190×300
330×300
9.插穿面斜度一般为1°~3°。
10.外壳面脱模斜度大于等于3°。
11.除外壳面外,壳体其余特征的脱模斜度以1°为标准脱模斜度。特别的也可以按照下面的原则来取:低于3mm高的加强筋的脱模斜度取0.5°,3~5mm取1°,其余取1.5°;低于3mm高的腔体的脱模斜度取0.5°,3~5mm取1°,其余取1.5°
M=nm1+nm2=9.64+5.79=15.43g
(一模一腔n=1)
V=nv1+nv2=9.185+5.51=14.695cm³
根据最大注射量选用
模具成型的塑料制品和流道凝料总质量应小于注射机的额定注射量的50%。M=14.695g则注射机的额定注射量≥14.695/50%=29.462g
根据最大锁模力选用
40'~1°
硬PVC、PS、PMMA、PC、聚砜
1°~2°
50'~1°30'
热固性塑料
40'~1°
20'~50'
第三章、注射机的选择及校核
注射模是安装在注射机上使用的工艺装备,因此设计注射模是应该详细了解现有注射机的技术规格才能设计出符合要求的模具。注射机规格的确定主要是依据塑件的大小及型腔的数目和排列方式,在确定模具结构形式及初步估算外形尺寸的前提下,设计人员应对模具所需的注射量,锁模力,注射压力,拉杆间距,最大和最小模具厚度,推出形式,推出位置,开模距离等进行计算。
当高压的塑料熔体充满模具型腔时,会产生使模具分型面胀开的力,即胀型力。胀型力的大小等于塑件制品和浇注系统在分型面上的投影面积之和乘以型腔的压强,它应小于注射机的额定锁模力,通常取额定锁模力的50%左右,以保证注射时不发生溢料现象。
胀型力=制品投影面积A(27.09㎝²)*型腔压强P
锁模力F≥胀型力/50%
xs-zy
125/90
xs-zy
250/180
xs-zy
250/160
xs-zy
350/250
螺杆直径/mm
30
40
35
42
50
50
55
注射容量/cm3Leabharlann 306060
125
250
250
350
注射重量/g
27
55
55
114
228
228
320
注射压力/mpa
116
120
135
116
147
127
107
注射速率/(g.s-1)
查《注射模具设计实用教程》表1-4 ABS的型腔压强=40MPa
胀型力= 0.002709*40*1000000
= 108360N
锁模力F ≥108360/50% = 216720N
根据注射机安装部分的相关尺寸选用
为了使注射机能顺利地安装在注射机上并生产出合格的塑料制品,在选用注射机时,还必须校核注射机与模具安装有关的尺寸。首先,模具的宽度必须小于注射机的拉杆间距,这样模具才可以进入注射机,其次,选用注射机时还应校核的部分包括拉杆的间距喷嘴尺寸,定位圈尺寸和模板上的安装螺孔尺寸等,
ABS具有良好的成型加工性,制品表面光洁度高,且具有良好的涂装性和染色性,可电镀成多种色泽。比热容较低,在模具中凝固较快,模塑周期短,制件尺寸稳定,表面光泽。
ABS的热稳定性好,不易出现热降解现象。ABS的吸水性较高,吸水率: 0.2%~0.7%,加工前应进行干燥处理。一般制品的干燥条件为80℃-85℃,2~4小时;对特殊要求的制品(如电镀),则需70℃-80℃,10-18小时(水分控制在0.2%以下)。
电学性能:
ABS的电绝缘性较好,并且几乎不受温度、湿度和频率的影响,可在大多数环境下使用。
环境性能:
ABS不受水、无机盐、碱醇类和烃类溶剂及多种酸的影响,但可溶于酮类、醛类及氯代烃,受冰乙酸、植物油等侵蚀会产生应力开裂。ABS的耐候性差,在紫外线的作用下易产生降解,置于户外半年后,冲击强度下降一半。
模具温度:一般模温65~85℃,生产具有较大投影面积制件时,定模温度要求70~80,动模温度要求50~60.(模具温度将影响塑件光洁度,温度较低则导致光洁度较低)。
注射压力:采用较高的注射压力。
注射速度:中高速度。
料量控制:每次注射量仅达标准注射量的75%
ABS典型注射工艺条件
工艺参数通用型 高耐热型 阻燃型
热学性能:
ABS属于无定形聚合物,无明显熔点;熔体粘度较高,流动性差,耐候性较差,紫外线可使变色;热变形温度为70—107℃(85左右),制品经退火处理后还可提高10℃左右。对温度,剪切速率都比较敏感;ABS在-40℃时仍能表现出一定的韧性,可在-40℃到85℃的温度范围内长期使用。热分解温度270以上
4、塑件体积及质量
由UG NX 7.0得塑件体积V=9.185cm³
ρABS=1.05g/cm³
M=ρ* V;
M=1.05*9.185=9.64g
二、注塑工艺条件
ABS同PS一样是一种加工性能优良的热塑性塑料,可用通用的加工方法加工。但ABS塑料具有吸湿性,要求在成型前需要进行物料干燥。建议干燥条件为80℃~90℃下至少干燥2小时。
①塑件成型工艺性分析(包括结构特征分析、塑料的性能及成型工艺分析)。
②塑件分型面位置的分析和确定。
④注射机的选择及工艺参数的校核。
⑤浇注系统的形式选择和截面尺寸的计算。
⑥成型零件设计及力学计算。
⑦模架选择或设计。
⑧导向机构的设计。
⑨脱模机构的设计。
@温度调节系统的设计。
⑩模具开合模动作过程。
(4)设计小结(本设计的优缺点、改进意见及设计体会)。
1)分型面的选择应便于塑件脱模和简化模具结构,选择分型面应尽量使塑件开模时留在动模;
2)分型面应尽可能选择在不影响外观的部位,并使其产生的溢料边易于消除和修整;
3)分型面的选择应保证塑件尺寸精度;
4)分型面选择应有利于排气;
5)分型面选择应便于模具零件的加工;
6)分型面选择应考虑注射机的规格。
7)分型面选择尽可能满足制件的使用要求。