第7章 轧钢机主传动装置
型钢轧机结构原理

型钢轧机结构原理型钢轧机是一种广泛应用于金属加工领域的机械设备,主要用于将金属材料进行加工、成型和改变其形状。
它由多个部件组成,如滚轮、传动装置、电气系统等,这些部件共同协作完成轧制过程。
下面将详细介绍型钢轧机的结构原理。
1. 滚轮滚轮是型钢轧机最重要的部件之一,它由多个辊子组成,每个辊子都有自己的作用。
在轧制过程中,辊子通过相互作用来完成金属材料的加工和成型。
滚轮通常由铸铁或钢铁制成,具有高强度和耐磨性能。
2. 传动装置传动装置是另一个重要的部件,它负责将电动机产生的动力传递给滚轮以实现运转。
传动装置通常由减速器、联轴器和齿轮箱等组成。
减速器可以将电动机输出的高速旋转转换为适合滚轮运转的低速旋转;联轴器则可以连接不同部件并保证它们之间的正常运转;齿轮箱则可以提供更好的传动效率和更稳定的运转。
3. 电气系统电气系统是型钢轧机的控制中心,它负责控制轧机的启动、停止、速度调节等功能。
电气系统通常由开关、按钮、接线板和控制器等组成。
开关和按钮可以用来控制轧机的启动和停止;接线板则用来连接各个部件;控制器则可以对电动机进行调速,以适应不同金属材料的加工需求。
4. 润滑系统润滑系统是型钢轧机必不可少的部件之一,它可以保证滚轮在运转过程中不会因为摩擦而产生过多热量和损耗。
润滑系统通常由油泵、油管和油箱等组成。
油泵可以将润滑油送到需要润滑的部件上;油管则起到输送润滑油的作用;油箱则用来存储润滑油。
5. 辅助部件除了上述几个主要部件之外,型钢轧机还包括一些辅助部件,如底座、安全护罩、传感器等。
底座是型钢轧机的支撑结构,它可以保证轧机在运转过程中不会发生晃动和倾斜;安全护罩则可以保护工人的安全,防止他们被滚轮卷入;传感器则可以监测轧机的运转状态,并及时报警以避免发生故障。
综上所述,型钢轧机是一种复杂的机械设备,它由多个部件组成并共同协作完成金属材料的加工和成型。
了解型钢轧机的结构原理可以帮助我们更好地理解其工作原理和使用方法,从而更好地使用它来提高生产效率。
轧机主传动系统
轧机主传动系统
1 基础自动化系统配 置 主传动概述 4 逆变器
2
5 6
整流器 传动设备的调试
3
主电机
基础自动化系统配置
酸轧机组轧机部分的整个自动化系统由交流传动 (传动系统采用TMIEC的全数字交流变频调速装 置)、远程I/O站、高性能工艺控制器(Siemens 公司的TDC)及PLC可编程系统组成。 交流传动装置和远程I/O站与PLC之间采用 Profibus-DP网通讯。过程计算机系统和TDC与PLC 之间采用以太网通讯。
轧机主传动概述
TMDrive-70传动采用三电平PWM脉 宽调制,全数字矢量控制的整流器和 逆变器构成的传动系统。采用共同直 流母线的控制模式。
轧机主传动电机
主传动电机传动采用直流母线的方式,由 变压器、整流装置给直流母线供电,通过 逆变器给主传动变频调速电机提供驱动。
电机采用异步电机,自带编码器和风机。 风机的操作与电机联锁,由变频器进行控 制。
本传动系统使用的是三电平PWM IEGT 整流器。 实现的功能: 1.全逆变能力 2.在装置容量范围内可控制功率因数(PF) 到1.0 3.高次谐波电流最小化 4.系统不需外部谐波滤波装置和动态无功补 偿(SVC)装置。
整流器的主要技术参数: 额定容量: 8MVA and 10MVA (3400V) 输入电压: +/-2430VDC AC 输出电压: 最大3400VAC DC 输入功率因数:>0.95 能量回馈: 能 电压波动: 在进线母线上+/-10 %波动 频率: 50+/-0.5Hz 冷却方式: 水冷和空冷
传动设备的调试与维护
“Navigator”是专为TMEIC 系列传动 系统装置的调试维护工具, 它可用于TMD-70 , TMD-50, TMD-10e2 等TMEIC 的传动设备。
轧钢机械第七章
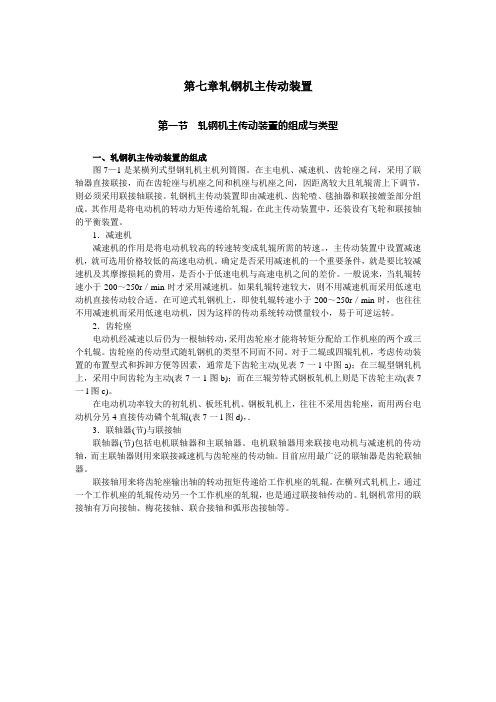
第七章轧钢机主传动装置第一节轧钢机主传动装置的组成与类型一、轧钢机主传动装置的组成图7—1是某横列式型钢轧机主机列筒图。
在主电机、减速机、齿轮座之问,采用了联轴器直接联接,而在齿轮座与机座之间和机座与机座之间,因距离较大且轧辊需上下调节,则必须采用联接轴联接。
轧钢机主传动装置即由减速机、齿轮喳、毯抽器和联接嬗釜部分组成。
其作用是将电动机的转动力矩传递给轧辊。
在此主传动装置中,还装设有飞轮和联接轴的平衡装置。
1.减速机减速机的作用是将电动机较高的转速转变成轧辊所需的转速。
,主传动装置中设置减速机,就可选用价格较低的高速电动机。
确定是否采用减速机的一个重要条件,就是要比较减速机及其摩擦损耗的费用,是否小于低速电机与高速电机之间的差价。
一般说来,当轧辊转速小于200~250r/min时才采用减速机。
如果轧辊转速较大,则不用减速机而采用低速电动机直接传动较合适。
在可逆式轧钢机上,即使轧辊转速小于200~250r/min时,也往往不用减速机而采用低速电动机,因为这样的传动系统转动惯量较小,易于可逆运转。
2.齿轮座电动机经减速以后仍为一根轴转动,采用齿轮座才能将转矩分配给工作机座的两个或三个轧辊。
齿轮座的传动型式随轧钢机的类型不同而不同。
对于二辊或四辊轧机,考虑传动装置的布置型式和拆卸方便等因素,通常是下齿轮主动(见表7一l中图a);在三辊型钢轧机上,采用中间齿轮为主动(表7一1图b);而在三辊劳特式钢板轧机上则是下齿轮主动(表7一l图c)。
在电动机功率较大的初轧机、板坯轧机、钢板轧机上,往往不采用齿轮座,而用两台电动机分另4直接传动磷个轧辊(表7一l图d),.3.联轴器(节)与联接轴联轴器(节)包括电机联轴器和主联轴器。
电机联轴器用来联接电动机与减速机的传动轴,而主联轴器则用来联接减速机与齿轮座的传动轴。
目前应用最广泛的联轴器是齿轮联轴器。
联接轴用来将齿轮座输出轴的转动扭矩传递给工作机座的轧辊。
在横列式轧机上,通过一个工作机座的轧辊传动另一个工作机座的轧辊,也是通过联接轴传动的。
轧钢设备课件
剪子完成一次剪切的动作周期包括:启动加速段,稳定段(剪切在此段内完成), 制动减速段,爬行复位段。 基本参数: 1、剪刃在剪切区内,剪刃的水平分速度应等于或略大于轧件速度。 2、剪刃重叠量不能过大,平刃一般取2-4mm; 3、剪刃侧间隙一般取0.1-0.8mm。
辊 道
辊道通常是由电动机,传动系统,辊子和框架组成。 1、集体传动辊道的结构:集体传动的辊道是由一台电动机通过齿轮或链传动, 同时带动几个辊子,但大多数集体传动的辊道都是通过圆锥齿轮来实现的,只有 在加热炉的炉内辊道等特殊情况下才采用链传动。 2、单独传动辊道的结构:单独传动的辊道是由一台电机直接传动一个辊子或通
冷 床
冷床就是实现轧件冷却和横向移动的设备。 锯齿式步进冷床:步进齿条式冷床通常有三部分组成:上床机构、冷床本体 和下床机构 。 1) 上料机构:它由输入辊道、分钢器、制动裙板和矫直板组成。 轧件经冷床输入辊道上冷床,输入辊道一般由单独的辊子组成,辊子倾角为
8°~12°。制动裙板是位于输入辊道一侧的可在垂直方向上下运动的裙板,
利用动裙板与钢材之间的摩擦阻力使钢材制动,并通过提升运动把钢材送入 冷床矫直板。 2) 冷床本体:有固定齿条和活动齿条组成,入口段设有矫直板,防止轧件在
高温下榻弯曲。为使冷床得到充分的利用,可采用单根或多根布料,当生产
小规格产品时,在一个齿间布多根料,在成排装置之前设有对齐辊道,以减 少定尺剪切时的辅助操作时间。
过齿轮同时传动两个辊子,它广泛应用于运输长轧件。
辊道的参数
辊道的主要参数是辊子的直径D,辊身长度l,辊距t,辊道的速度v和辊道的 总长度L 。
1、辊子的直径D:辊子直径D的大小首先要保证辊身具有足够的强度,并考
《材料成型设备》习题集指导
《材料成型设备》习题集班级:姓名:学号:第1章绪论一、选择题:1、型钢轧机是以什么来标称的? ( ) A、轧辊名义直径B、轧辊工作直径C、轧辊辊身长度 D 轧件型钢最大尺寸2、板带钢轧机是以什么来标称的? ( ) A、轧辊名义直径B、轧辊工作直径C、轧辊辊身长度 D 所轧板带最大尺寸3、钢管轧机是以什么来标称的? ( ) A、轧辊名义直径B、轧辊工作直径C、轧辊辊身长度 D 所轧钢管最大外径4、3150钢管热挤压机组的最大挤压力是多少? ( ) A、3150N B、3150KN C、3150 t D 3150MN5、LB-20链式冷拔机的额定拔制力是多少? ( ) A、20N B、20KN C、20 t D 20MN6、LB-80液压冷拔机的额定拔制力是多少? ( ) A、80N B、80KN C、80 t D 80MN7、LG-50二辊周期式冷轧管机所轧制钢管的最大外径是多少? ( ) A、50mm B、150mm C、100mm D 5mm8、LD-30多辊冷轧管机所轧制钢管的最大外径是多少? ( ) A、30mm B、60mm C、90mm D 3mm9、某轧钢车间轧机的标称是“2500二辊/ 2500四辊可逆/ 2500×2四辊轧机/ 2500×7四辊连轧热轧带钢轧机” 该车间不可逆式四辊轧机有几台? ( )A 11B 10C 9D 710、某轧钢车间轧机的标称是:“650×2二辊可逆/ 550×3二辊可逆/ 450二辊三列横列式中型型钢轧机”该车间不可逆式轧机有几台? ( )A 5B 3C 2D 1二、填空题:1、轧钢机由、传动装置、和控制系统组成。2、改善轧件组织和性能的辅助设备有缓冷设备、、、控制轧制与控制冷却设备。3、运送轧件的辅助设备有、推床、翻钢机、转向装置、推钢机、拉钢机、、挡板、堆垛机和钢锭车等。5、参与控制轧件尺寸与形状的辅助设备主要指的是与轧制力能参数直接发生关系的活套支掌器和。6、切断设备有火焰切割机、、、折断机等。7、矫直设备有、张力矫直机、、拉伸弯曲矫直机等。8、包装设备有、包装机等。9、轧辊的导卫装置的作用是。10、轨座(俗称地脚板)的作用是。三、简答题:1、轧钢机工作机座各部分的作用是什么?2、轧钢机的标称由哪六个部分组成?3、为什么型钢轧机以名义直径来命名?4、为什么板带钢轧机以轧辊辊身长度来命名?5、轧钢机的工作制度有哪四种形式?6、轧钢辅助设备的工作制度有哪四种形式?7、轧钢机的布置形式有哪几种形式?8、轧钢机主机列有哪三部分组成?各部分的作用是什么?四、看图填空题(指出图中所指部件的名称) 1、单电机、单传动、单机座轧钢机(图1-1)。2、单电机、单传动、多机座轧钢机(图1-2)。图1-1 单电机、单传动、单机座轧钢机3、单电机、多传动、多机座轧钢机(图1-3)。4、双电机、双传动、单机座轧钢机(图1-4)5、指出表1-1 轧钢机主传动装置的类型中所指部件的名称图1-3 单电机、多传动、多机座轧机图1-4 双电机、双传动、单机座轧机五、思考题及提示1、轧钢生产和轧钢机械的概念?2、轧钢生产的成品,根据钢材断面形状,主要分成哪三大类?3、轧钢机由哪几部分组成?4、为什么钢坯轧机和型钢轧钢机以轧辊名义直径来标称?什么叫轧辊名义直径? 5、为什么板带钢轧机以轧辊辊身长度来标称?6、为什么钢管轧机以能够轧制的钢管最大外径来标称?7、轧钢机按用途分几大类?8、轧钢机按布置形式分几大类?9、轧钢机的工作机座由哪些部分组成?10、轧钢机的标称包括哪些部分?第2章轧辊一、选择题:1、有一台轧机的新轧辊的直径为688mm ,正常报废时的轧辊的直径为612mm,该轧机轧辊的名义直径为650mm,此轧辊的重车率是多少? ( )A 12.42 %B 11.69 %C 11.05 %D 10.06 %2、有一台轧机的新轧辊的直径为900mm ,正常报废时的轧辊的直径为820mm,该轧机轧辊的名义直径为850mm,此轧辊的重车率是多少? ( )A 8.89 %B 9.41 %C 9.75 %D 11.20 %二、填空题:1、轧辊一般是由、和三部分组成。2、轧辊的辊身有和有槽辊。3、轧辊的辊颈有和圆锥形辊颈。4、轧辊的辊头有、和带双键型。5、轧辊按用途分为和支撑辊。6、轧辊的破坏、失效主要形式有和折断。7、轧辊名义直径通常是指。8、轧辊重车率是指。三、简答题:1、为什么在轧辊辊身与辊颈的交界处使用过度圆角?2、轧辊受到哪些载荷的作用?3、轧辊一般由哪几个部分组成?各部分的作用是什么?4、型钢轧辊强度验算的特点是什么?5、二辊板带轧辊强度验算的特点是什么?四、计算题:1、二辊单机架薄板轧机,辊身直径D=805mm,辊身长度L=1200mm,辊颈长l=600mm,d=600mm,钢板最大宽度b max=1000mm,轧制压力P=15MN,轧辊材质为球墨铸铁 b=588MPa,辊头为梅花型d1=510mm,传动端扭矩M n=0.91M N·m,对轧机的轧辊进行强度校核。2、某厂Φ500×2二辊型钢轧机(图2-1),按轧制工艺,该辊两个道次同时走钢,P1=1220Kn,P2=1050Kn;轧辊尽寸如下图所示,D1=340mm,D2=384mm,已考虑重车率,轧辊辊颈直径d=300mm, 轧辊辊颈长度l=300mm,轧辊梅花头外径d1=280mm;扭矩为128KN. m;轧辊材质为铸钢,其强度极限为[σ]=120MPa,[τ]=35∽40MPa右端传动,试校核该轧辊强度。图2-1 某型钢轧机轧辊受力示意图3、验算Φ500×3三辊型钢开坯机第一机座的下轧辊强度。已知:1)按轧制工艺,该辊K13、K9、K5三个道次同时走钢;2)各道的轧制力:P13 =1100KN , P9=800KN , P5 =600 KN ;3)各道的轧制力矩:M13 = 60.0KN .m ,M9 = 30KN.m , M5= 20KN.m ,忽略摩擦力矩;4)轧辊有关尺寸见图所示。其中各道次的辊身工作直径为:D13=340 mm , D9=384 mm , D5=425 mm 轧辊辊颈直径:d=300 mm 辊颈长度l =300 mm,轧辊梅花头外径d1=280 mm,其抗扭断面系数W n = 0.07d13 。5)轧辊右侧为传动端;6)轧辊材质为铸钢,其强度极限为σb = 5 00 ~ 600 MPa;7)轧辊安全系数取n =5;8)许用应力[τ] = 0.6[σ]。(要求画出轧辊的弯矩图和扭矩图)4、在如下图2-3所示的2300二辊热轧板带钢轧机上轧制宽度为1700mm的钢板,最大轧制力9.6MN,最大扭矩0.60MN.m。轧辊辊身直径D=950mm,辊颈直径d=560mm,辊颈长度l=560mm。辊头为梅花头,其梅花头外径d1 = 510mm,抗扭断面系数W n = 0.07d13。轧辊材质为铸钢,许用应力[σ]=100~120MP a,[τ] = 0.6[σ]。校核其轧辊强度。(要求画出轧辊的弯矩图和扭矩图)图2-3 2300二辊热轧板带钢轧机轧辊受力图5、在2700mm二辊式热轧机上轧制宽度为2050mm的钢板,,最大轧制力为15MN,最大扭矩0.74MN.m。轧辊直径D=1060mm,辊颈直径d=600mm,辊颈长度l=580mm,辊头为梅花头,截面模数W n=0.07d13,直径d1=520mm。轧辊材质为铸钢,许用应力[σ]=120MP a,[τ] = 0.6[σ]。校核其轧辊强度。(要求画出轧辊的受力图,弯矩和扭矩图。)6、验算Φ600×3三辊型钢开坯机第一机座的下轧辊强度。已知:1)按轧制工艺,该辊K13、K9、K5三个道次同时走钢;2)各道的轧制力:P13 =1000KN , P9=800KN , P5 =600 KN ;3)各道的轧制力矩:M13 = 65KN .m , M9= 35KN.m , M5= 30KN.m ,忽略摩擦力矩;4)轧辊有关尺寸见图所示。其中各道次的辊身工作直径为:D13=340 mm , D9=384 mm , D5=425 mm;轧辊辊颈直径:d=300 mm,辊颈长度l =300 mm,轧辊梅花头外径d1=280 mm 5)轧辊右侧为传动端;6)轧辊材质为铸钢,其强度极限为σb= 500~ 600 MPa;7)轧辊安全系数取n =5;8)[τ] = 0.6[σ]7、试计算某车间φ90/φ200⨯200四辊冷轧机的轧辊强度。轧辊尺寸如图2所示,轧制带钢宽度b =150mm,压下量h ∆=0.4mm,工作辊材质为9Cr,b σ=833MPa;支撑辊材质为40Cr,b σ=686MPa;轧机采用工作辊传动,轧制压力P=313.6KN,最大张力T=1.96KN 。(工作辊辊径处张力引起的弯曲力矩按照一侧张力等于零,零一侧为最大的特例来计算。查表得,40Cr 的接触许用应力][σ=2000MPa,][τ=610MPa)图2-4 φ90/φ200⨯200四辊冷轧机轧辊尺寸图五、思考题及提示1、轧辊由哪几部分组成?2、轧辊有哪些主要尺寸参数?重车率是什么? 3、常用轧辊的材料有哪些?4、型钢轧机轧辊强度验算的特点是什么? 5、板带钢轧机强度验算的特点是什么?6、轧辊断裂的主要原因是什么?7、什么叫轧辊弹性压扁?第3章轧辊轴承一、选择题:1、轧辊轴承的作用是什么? ( )A 用来支承轧辊B 用来保持轧辊在机架中正确位置C 用来承受由轧辊传来的轧制力D以上都正确2、摩擦系数最小的轧辊轴承是哪个? ( ) A带金属轴瓦的滑动轴承 B 带布胶轴瓦的滑动轴承C 液体摩擦轴承D 滚动轴承3、下列哪类轧辊轴承在安装的时候,既不需要安装止推轴承又不需要在轴承座下安装球面垫。( )A 双列向心球面滚子轴承B 四列圆柱滚子轴承C 四列圆锥滚子轴承D 滚针轴承4、下列哪类轧辊轴承在安装的时候,不需要安装止推轴承,但需要在轴承座下安装球面垫。( )A 双列向心球面滚子轴承B 四列圆柱滚子轴承C 四列圆锥滚子轴承D 滚针轴承二、填空题:1、轧辊轴承的作用是。2、液体摩擦轴承有、和静一动压三种结构型式。3、动压油膜轴承是利用液体的来建立液体摩擦条件。4、滚动轴承分为、圆柱滚柱轴承、和滚针轴承等四类。三、简答题:1、动压轴承的工作原理是什么?怎样实现液体摩擦?2、轧辊轴承与一般用途的轴承相比有什么特点?3、静-动压轴承的特点是什么?4、静压轴承的工作原理是什么?5、静压轴承区别于一般动压轴承的主要特点是什么?四、思考题及提示1、轧辊轴承的工作特点是什么?2、轧辊轴承的类型、特点及用途是什么?3、带非金属轴瓦的开式滑动轴承的类型、特点及用途是什么? 4、带金属轴瓦的开式滑动轴承的用途是什么?5、滚动轴承的类型、特点及用途是什么?6、动压轴承的工作原理是什么?7、静压轴承的工作原理是什么?8、静-动压轴承的工作原理什么?9、静-动压轴承适合哪些工作场合?第4章轧辊调整装置一、选择题:1、某车间850二辊粗轧机的压下装置中,大指针旋转一周相当于压下螺丝移动距离为100mm,小指针旋转一周相当于压下螺丝移动距离为1000mm,已知压下螺丝的螺纹直径及螺距为340mm和40mm, 问大指针旋转8周,压下螺丝旋转了多少圈? ( )A 10B 20C 25D 402、某轨梁厂950二辊粗轧机的压下装置中,大指针旋转一周相当于压下螺丝移动距离为100mm,小指针旋转一周相当于压下螺丝移动距离为1000mm,已知压下螺丝的螺纹直径及螺距为340mm和40mm, 问大指针旋转6周,压下螺丝旋转了多少圈? ( )A 10B 15C 25D 403、已知轧机上辊液压平衡装置的被平衡重量为2400Kg,而平衡平衡力32KN,则过平衡系数是多少? ( )A 1.13B 1.33C 1.25D 1.35二、填空题:1、板带钢轧机压下装置分为、和液压压下三大类。2、在可逆式板带钢轧机的压下装置中,为了处理卡钢事故,需要安装压下螺丝的机构。3、轧机的平衡装置通常分为弹簧平衡、和。4、轧辊调整装置可分为、、中辊调整装置、立辊调整装置和特殊轧机的调整装置。5、轧辊辊缝对称调整是指。6、压下螺丝自动旋松的原因是。7、防止压下螺丝自动旋松的主要办法是。8、常用的电动压下行程指示器有机械指针盘读数指示器和(数字显示管指示器)两种形式。9、压下螺丝一般由、本体和三个部分组成。10、压下螺丝的螺纹有和梯形两种。11、压下螺丝尾部传动端的断面形状主要有、花键形和三种。12、压下螺丝的基本参数是螺纹部分的和螺距t 。13、压下螺丝直径由决定。15、液压压下装置是用代替传统的压下螺丝、螺母来调整轧辊辊缝的。16、液压压下装置的可靠性主要取决于和控制系统的可靠性。17、液压式平衡装置是用的推力来平衡上辊重量的。18、重锤式平衡装置平衡力由和支杆传给上轧辊。19、弹簧式平衡装置是由四个弹簧和组成。三、简答题:1、上轧辊平衡装置的作用是什么?2、轧辊调整装置的作用是什么?3、图4-10是1300初轧机压下装置示意图。压下驱动电机1通过圆柱齿轮减速箱2、蜗轮蜗杆副17、18驱动对应的压下螺丝,完成压下动作。液动离合器3的开合使左右压下螺丝实现单独或同步压下。低速驱动用电机8通过二级蜗轮副将运动传递给蜗轮6。蜗轮6的轮缘带有离合器,空套于轴5上。液动离合器9将蜗轮6的运动传递至轴5。此低速传动链的作用是克服压下螺丝的阻塞事故,保证轧机正常工作。4、压下螺丝自动旋松的原因是什么?5、防止压下螺丝自动旋松的主要办法是什么?6、轧辊的轴向调整的作用是什么?四、看图填空题五、思考题及提示1、轧辊调整装置的作用是什么?2、轧辊调整装置的类型是什么?3、压下装置的类型是什么?4、手动压下装置结构、类型、特点及作用是什么? 5、电动压下装置结构、类型、特点及作用是什么? 6、压下螺丝和压下螺母的主要参数是什么?7、液压压下装置的特点是什么?8、压下液压缸在轧机上的配置方案是什么?9、轧辊平衡装置的类型是什么?10、轧辊平衡装置的作用是什么?11、轧辊的轴向调整的作用是什么?第5章机架一、选择题:1、机架的作用是什么? ( )A 用来安装轧辊、轧辊调整装置和导卫装置等工作机座中全部零件,并承受全部轧制力的部件。B 用来安装轧辊、轧辊轴承和导卫装置等工作机座中全部零件,并承受全部轧制力的部件。C 用来安装轧辊、轧辊轴承、轧辊调整装置和导卫装置等工作机座中全部零件,并承受全部轧制力的部件。D 用来安装轧辊、轧辊轴承、轧辊调整装置等工作机座中全部零件,并承受全部轧制力的部件。二、填空题:1、轧钢机机架分为和开式两种。2、机架主要由左右、联接两块牌坊的、位于牌坊窗口内侧的等零部件构成。3、使用机架的轧辊换辊时,轧辊沿轴向从机架的窗口中进出。4、开式机架由和两部分组成,其主要优点是换辊方便。5、牌坊是用液压螺母和拉杆将割分的上、下半牌坊联结而成的。6、机架的主要结构参数是、高度和。7、在闭式机架中,机架窗口宽度应稍轧辊最大直径,以便于换辊;而开式机架窗口宽度主要决定于轧辊轴承座的宽度。8、机架窗口的高度取决于、轧辊直径、轴承座的高度、轧辊最大开口度、压下螺丝的最小伸长量、安全臼和测压元件的高度、垫板高度等因素。9、机架立柱的断面尺寸是根据确定的。10、机架立柱的断面形状有、长方形断面、工字形断面和T字形断面。11、工作机座是通过和轨座安装并固定在地基上的。12、地脚螺栓的作用。13、安全装置的作用是。三、简答题:1、轨座的作用是什么?四、思考题机提示1、机架的作用是什么?分哪两大类? 2、机架的主要结构参数有哪些? 3、轨座与地脚螺栓的作用是什么第6章轧机刚度一、选择题:1、下面哪类轧机是无机架紧凑式万能轧机? ( )A PC轧机B VC轧机C HC轧机D CU型轧机2、厚度控制的最主要方法是什么? ( )A 调润滑油模厚度B 调整压下C 调整张力D 调整轧制速度二、填空题:1、机座刚度系数C的物理意义是。2 、板形控制的传统方法有辊温控制法和两种。3、轧钢机工作机座的弹跳方程是。4、轧钢机座的刚度是指。5、轧钢机座的弹性变形可以分为两大部分,一部分是轧辊的,另一部分是除轧辊弯曲变形以外的各受力零件的。6、轧钢机座的刚度系数的测量方法有和两种。7、板带钢轧机工作机座刚度系数的选择有、和理论模型计算法三种。8、提高轧机刚度的措施是和对机座施加预应力两种。9、常用的厚度控制方法有、和调整轧制速度。10、AGC可分为、间接测厚法的AGC和三类。11、板形是板带的重要质量指标。包括板带的、(横截面凸度)和边部减薄量三项内容。12、是板带轧制时发生在轧件边部的一种特殊现象,即在接近板带边部处,其厚度突然减小。13、UPC轧机与CVC轧机的主要不同之处是轧辊辊型为“”。14、PC轧机的主要特点是轧辊“”。15、轧机通过改变支撑辊凸度来调节轧辊辊缝形状的,也是柔性辊缝型。16、轧机就是通过改变轧辊轴线交叉角来改变辊缝形状,而实现板形控制的,是柔性辊缝型。三、简答题:1、据图2所示,解释HC轧机的板形控制原理。2、根据图3所示,根据图3所示,解释CVC 轧机的板形控制原理。图3 CVC 轧机原理图a — 辊逢高度相同 (轧辊辊型凸度等于零)b —辊逢中部形状变小(轧辊辊型凸度大于零)c —辊缝中部形状变大(轧辊辊型凸度小于零)3、用轧制法测量轧钢机座的刚度系数的步骤是什么?4、用压靠法测量轧钢机座的刚度系数的步骤是什么?5、用P-H图解释坯料原始厚度变化而采用调整张力的办法来达到厚度控制。6、用P-H图解释坯料原始厚度变化而采用调整压下的办法来达到厚度控制。7、用P-H图解释坯料原始厚度变化而采用调整轧制速度的办法来达到厚度控制。8、边部减薄的原因是什么?9、板形控制新技术的基本原理有哪两个?10、HC轧机控制板形的基本出发点是什么?11、CVC轧机的基本特征是什么?12、PC轧机的优点是什么?四、思考题及提示1、什么是轧机的刚度?2、轧机刚度的测定方法有哪几种?分别是什么? 3、提高轧机刚度的措施有哪些?4、厚度控制的基本原理是什么?5、板形控制的基本原理是什么?6、HC轧机是怎样实现板形控制?7、CVC轧机的板形控制原理是什么?第7章轧钢机主传动装置一、选择题:1、下面那些联接轴的最大允许倾角最大? ( )A 梅花接轴B 滑块式万向接轴C 十字头式万向接轴D 弧型接轴2、轧钢机主传动装置中确定采用减速机的一个重要条件是:(减速机的费用+减速机摩擦损耗的费用) (低速电机的费用—高速电机的费用) ( )A 大于B 不大于C 不小于D 以上都不是3、下面那些联接轴的最大允许倾角最小? ( )A 梅花接轴B 滑块式万向接轴C 十字头式万向接轴D 弧型接轴二、填空题:1、万向接轴是按的原理制成的。2、联轴节可分为刚性联轴节、、和补偿联轴节等四类。3、齿轮座的作用是。4、减速机的作用是。5、联轴节包括和。6、轧钢机主传动装置一般是由、、连接轴和联轴节等部件组成。7、轧钢机常用的联接轴有、梅花接轴、联合接轴和齿式接轴等。8、滑块式万向接轴可分为、闭式铰链和带筋板式铰链三种型式。9、双接头十字轴式万向接轴一般由、、由花键轴及套管和套管叉头组成的中间轴、十字轴、滚针(或滚柱)轴承、挡圈(大型的用轴承盖)和密封圈等组成。10、联合接轴与轧辊联接的一端为,与齿轮座联接的一端为万向铰链。11、常用的联接轴平衡装置有弹簧平衡、和三种型式。12、轧机主电机的选择包括两个方面,即主电机的和计算。三、计算题:已知以下条件:传递扭矩M=1.5M N.m,接轴叉头直径D=1000mm,镗孔直径d=500mm,接轴倾角α=8°,切口扁头全宽B=950mm,扁头每个支叉宽度b=340mm,扁头厚度s=330mm,铰σ=637~735MPa。试计算该轧机万向接轴的强度。(扁头的η值为0.21) 抗拉强度极限b四、思考题及提示1、轧钢机的主传动由哪几部分组成?2、轧钢机的常用联接轴有哪些?3、轧钢机的常用联接节有哪些4、减速机作用是什么?采用减速机原则是什么?第8章剪切机一、选择题:1、圆盘式飞剪的轴线与轧件的运动方向成650,该圆盘式飞剪剪切30m/s的线材时,圆盘式飞剪的圆周速度是多少? ( )A 30cos650B 30/cos650C 30/cos250D 30sin6502、Q11-20×2000型上切式斜刃剪板机,表示该剪机可冷剪最大厚度为多少?( )A 11 mmB 20 mmC 11 cmD 20 cm3、圆盘式剪切机的刀片重叠量S与被剪切钢板厚度h的关系是什么? ( )A 随着h的增加,S愈小B 随着h的增加,S愈大C 随着h的增加,S不变D 随着h的增加,S始终大于04、20MN曲柄连杆上切式剪切机的最大剪切力是多少? ( )A 20MNB 200KNC 200MND 40MN5、1.6MN偏心活动连杆上切式剪切机的最大剪切力是多少? ( )A 1.6MNB 16KNC 16MND 32MN6、9MN曲柄杠杆剪切机的最大剪切力是多少? ( )A 9MNB 18KNC 18MND 27MN7、10MN浮动偏心轴剪切机的最大剪切力是多少? ( )A 10MNB 20KNC 20MND 30MN8、Q12Y-32×4000型液压摆式剪板机,表示该剪机可冷剪最大厚度为多少?( )A 12 mmB 32 mmC 12 cmD 32 cm9、滚筒式飞剪机剪切以20m/s运动的钢板,剪切瞬间剪刃与滚筒中心连线与垂直线成β=50,该滚筒式飞剪机的圆周速度是多少? ( )A 20cos50B 20/cos50C 20/cos850D 20sin50二、填空题:1、飞剪调长的基本方程是。2 、用于轧钢生产的切断设备主要有、锯机和等三大类。3 、飞剪有和两种工作制度。4、剪切机的用途是。5、剪切机分、斜刀片剪切机(斜刃剪)、圆盘式剪切机(圆盘剪)和等四类。7、下切式平行刀片剪切机的特点是。8、下切式斜刀片剪切机的特点是。9、决定飞剪机特点的三个主要机构是、剪切长度调整机构(空切机构和变速装置)和匀速机构。三、简答题1、圆盘式剪切机的圆盘刀片侧向间隙△有什么影响?2、飞剪机横向剪切运动着轧件的三个基本要求是什么?四、思考题及提示1.剪切机的作用是什么?2平行刀片剪切机哪些类型?其主要参数是什么?3.斜刀片剪切机有哪些类型?其主要参数是什么4.圆盘式剪切机的用途是什么?其主要参数有哪些?5飞剪机的用途是什么?其主要参数有哪些?6、飞剪机调长的基本方程是什么?一、选择题:1、根据在辊式矫直机上的各辊压力的分布规律可知第几辊的压力最大? ( )A n-3 (n>6)B 3C 4D n-2 (n>6)2 、11-90 / 100×1700冷钢板矫正机的辊距是多少? ( )A 11 mmB 90 mmC 100 mmD 1700 mm3、17-85 / 90×2300冷钢板矫正机的辊距是多少? ( )A 17 mmB 85 mmC 90 mmD 2300 mm4、11-260/300 ×2300中板矫直机的辊距是多少? ( )A 11mmB 260 mmC 300 mmD 2300 mm5、8 ×1300型钢矫直机的辊距是多少? ( )A 800mmB 80 mmC 1300 mmD 2600 mm二、填空题:1、确定矫直机的辊数的原则是。2、矫直机矫直轧件的基本原则是。3、轧件矫直时产生的变形是。4、矫直机分为压力矫直机、、管棒材矫直机、、单张板材矫直机、连续式拉伸矫直机和拉伸弯曲矫直机几类。5、压力矫直机是轧件在活动压头和两个固定支点间,利用的方法进行矫直。6、辊式矫直机上轧件多次通过交错排列的转动着的辊子,利用而得到矫直。7、管、棒材矫直的原理是利用使轧件矫直。8、拉伸弯曲矫直机的基本原理是当带材在小直径辊子上弯曲时,同时施加,使带材产生弹塑性延伸,从而矫平。9、辊式板材矫直机的标注方法是。10、辊式型钢矫直机的标注方法是。三、简答题1、确定辊式矫直机的辊距t要考虑哪些因素的限制?最小辊距t min受到什么限制?最大辊距t max 受到什么限制?3、辊式矫直机上常用的大变形矫直方案,其各辊压下量(反弯曲率)按什么原则进行选择?4、辊式矫直机如下假设:(1)第2、3、4辊下轧件的弯曲力矩为塑性弯曲力矩Ms,即M2 = M3 = M4 = Ms ;(2)第n-1、n-2、n-3辊下轧件的弯曲力矩为屈服力矩Mw,即M n-1= Mn-2 = Mn-3 = Mw;(3)其余各辊下轧件的弯曲力矩为屈服力矩Mw和塑性弯曲力矩Ms的平均值,即M5 = M6=…= Mn-5 = Mn-4 = ( Ms + Mw )/2 。则辊式矫直机n个矫直辊的矫直力变化规律是什么?四、思考题及提示1、矫正机的作用是什么?有哪些类型?2、轧件的反弯矫正原理是什么?3、辊式矫正机的矫正过程可分为哪两个方案?4、辊式矫正机第几辊的矫正力最大?5、辊式矫正机的最大允许辊距tmax 和最小允许辊距tmin的确定原则是什么?6、辊式矫正机选择辊数n的原则是什么?7、拉伸弯曲矫正机组的矫正原理是什么?第10章卷取机1、为了保持板带钢连轧机组的生产节奏,一般依次布置几台以上的卷取机? ( )A 2B 3C 4D 52、冷带钢卷取机与热带钢卷取机的卷取工艺是一致的,但冷带钢卷取在轧制作业线上最突出的特点是什么? ( )A 采用较大张力B 卷取温度C 卷取速度D 卷取带钢的厚度二、填空题:1、卷取机的作用是。2、地下热卷取的作用主要有两点,即和将带材卷取成卷。3、卷取机按其用途可分为、冷带材卷取机、小型线材卷取机等。4、热带钢卷取机是热连轧机、和行星轧机的配套设备。5、为了保持板带钢连轧机组的生产节奏,一般依次布置以上的卷取机。二台交替使用,一台备用检修。6、地下式卷取机主要由(也称夹送辊)及其前后导尺、导板装置,助卷辊(也称成型辊)及助卷导板,卷筒及卸卷装置等组成。7、卷取机的核心部件是。8、四斜楔卷取机的卷筒是由、芯轴、、扇形块、胀缩缸等组成。9、卷筒筒身工作部分长度应等于或稍大于。三、简答题1、简述地下式卷取机卷取工艺。2、地下式卷取机张力辊的作用是什么?。
轧钢机工作原理
轧钢机工作原理
轧钢机是一种用于将连续铸钢坯压制成规定尺寸和形状的金属加工设备。
它主要由机架、辊道系统、电动机和控制系统构成。
轧钢机的工作原理如下:在轧制过程中,铸钢坯通过辊道系统被传送到轧机的工作位置上。
辊道系统根据需要提供适当的进给和调整方式,使铸钢坯准确地进入轧机的工作区域。
一旦铸钢坯进入轧机,电动机会通过机架传递动力给辊道和辊子。
辊子由一对或多对成对安装的辊筒组成,它们通过齿轮和传动装置连接在一起,并以相同的速度旋转。
辊子的转动是通过电动机的旋转产生的,动力通过辊道系统传递给辊筒。
辊子的旋转将铸钢坯压制在两个辊筒之间的工作区域内。
在这个过程中,辊子的旋转速度和辊道系统的调整会使铸钢坯逐渐被挤压和延展,从而降低其截面积并改变其形状。
轧机通常具有多组辊子,每组辊子都有自己的调整机构,以实现对铸钢坯的精确轧制。
不同的辊道和辊子的组合可以获得不同尺寸和形状的轧制产品。
控制系统对轧机的工作进行监控和调整,以确保轧制过程的稳定性和产品质量的一致性。
它可以监测辊子的转速、辊道的位置和压力等参数,并通过调整电动机的输出和辊筒的位置来实现对轧制过程的控制。
通过以上工作原理,轧钢机可以将连续铸钢坯加工成各种不同
尺寸和形状的钢材,用于各种工业和建筑应用。
它是现代金属加工行业中不可或缺的设备之一。
轧钢机的组成

轧钢机的组成
轧钢机是一种用于制造金属板材和金属棒材的设备,通常由以下组成部分组成:
1. 主机:主要由辊子、辊座、机架等部件组成,用于将金属坯料通过辊子的轧制作用进行塑形。
2. 传动系统:用于传递电能或机械能,包括电动机、减速器、联轴器等部件。
传动系统将电能或机械能转化为辊子的运动能量,实现轧制操作。
3. 冷却系统:用于控制轧制过程中金属材料的温度,防止过热和变形。
通常包括冷却液循环系统和冷却设备。
4. 控制系统:用于监测和控制轧制过程的参数,包括轧制力、轧制速度、金属材料温度等。
常见的控制系统包括计算机控制系统和PLC控制系统。
5. 辊缝调整系统:用于调整辊子之间的间隙,以控制金属材料的厚度和形状。
通常包括辊缝调节装置和辊缝控制系统。
6. 辅助设备:包括喷水装置、张力控制装置、卷取装置等,用于增加轧制过程的稳定性和效率。
值得注意的是,轧钢机的组成在不同类型的轧钢机中可能会有所不同,具体的组成和操作方式会根据不同的应用需求而有所区别。
轧钢机主传动系统的重载十字轴式万向节关键技术

97中国设备工程Engineer ing hina C P l ant中国设备工程 2019.01 (上)京联合大学学报,2013,27(04):24-29.[2]樊雅琴,王炳皓,王伟,唐烨伟.深度学习国内研究综述[J].中国远程教育,2015,(06):27-33,79.[3]段艳杰,吕宜生,张杰,赵学亮,王飞跃.深度学习在控制领域的研究现状与展望[J].自动化学报,2016,42(05):643-654.[4]张春龙,张楫,张俊雄,李伟.近色背景中树上绿色苹果识别方法[J].农业机械学报,2014,45(10):277-281.[5]邹国锋,傅桂霞,李海涛,高明亮,王科俊.多姿态人脸识别综述[J].模式识别与人工智能,2015,28(07):613-625.[6]王丹丹,宋怀波,何东健.苹果采摘机器人视觉系统研究进展[J].农业工程学报,2017,33(10):59-69.[7]A. Gongal,S. Amatya,M. Karkee,Q. Zhang,K. Lewis. Sensors and systems for fruit detection and localization: A review[J]. Computers and Electronics in Agriculture,2015,116.[8]李素云,唐先进.苹果采摘机器人的研究现状、进展与分析[J].装制造技术,2016(01):185-186+192.[9]马本学,贾艳婷,梅卫江,高国刚,吕琛,周强.不同自然场景下葡萄果实识别方法研究[J].现代食品科技,2015,31(09):145-149+168.[10]张起荣,陈善雄,余廷忠,王燕.基于视觉识别技术的移动式樱桃采摘机器人设计[J].科学技术与工程,2017,17(17):261-265.[11]刘继展.温室采摘机器人技术研究进展分析[J].农业机械学报,2017,48(12):1-18.[12]Yongsheng Si,Gang Liu,Juan Feng. Location of apples in trees using stereoscopic vision[J]. Computers and Electronics in Agriculture,2015,112..[13]C. Wouter Bac,Eldert J. Henten,Jochen Hemming,Yael Edan. Harvesting Robots for High ‐value Crops: State ‐of ‐the ‐art Review and Challenges Ahead[J]. Journal of Field Robotics,2014,31(6).[14]Richard Bloss. Robot innovation brings to agriculture efficiency, safety, labor savings and accuracy by plowing, milking, harvesting, crop tending/picking and monitoring[J]. Industrial Robot: An International Journal,2014,41(6).[15]贾伟宽,赵德安,刘晓洋,唐书萍,阮承治,姬伟.机器人采摘苹果果实的K-means 和GA-RBF-LMS 神经网络识别[J].农业工程学报,2015,31(18):175-183.万向节又称为联轴器,在机械的传动中应用广泛,主要是将两轴连接在一起,并且在运动的时候不能将其分离,只能等机器停止之后拆开进行分析。
轧钢机械设备知识点
第一章概述1、钢材的分类:1)型材占钢材产量的30——35%、品种最多,主要用于建材。
2)板带材占50——66% 应用最广、产量最高3)管材占8~15% 又可分为无缝管与焊管,大多为圆形断面。
此外还有少量的斜轧、横轧、楔横轧等特种轧制产品。
生产机械零件毛坯,齿轮、丝杆、钢球及轴类零件(少切削、无切削零件)。
2、轧钢机械的组成:轧钢机械由轧制机械主设备(主轧机——使轧件产生塑性变形的设备)与辅助设备组成(除主设备及工艺设备以外的一切设备)。
*主设备组成:轧机系统:主机或主机列(工作机座与主传动、电机组成)它决定了轧钢车间的类型与特征。
*辅设备组成:完成一切辅助的工序轧件的运输、搜集、剪切、矫正、清理。
轧钢车间的机械化程度越高则其辅设备重量所占的比例越大。
*常见的轧钢辅设备:剪切类、矫正类、卷取类、运输翻转类、打捆包装类、表面清理加工类。
(教材P20表1-6)3、轧钢机的标称:初轧机与大外径来标称。
如宝钢140无缝钢管轧机,表示型钢轧机——以(最后一架轧机—即成品架次)轧辊的名义直径作为轧机的标称。
钢板轧机——以轧辊的辊身长度来标称。
如2030冷连轧机组,表示轧机的轧辊辊身长为2030mm。
钢管轧机——以能轧制钢管的最其轧制钢管的最大外径为140mm4、按轧辊在机座中的布置分类:可分为具有水平轧辊的轧机、立辊轧机、万能轧机(既有水平辊又有立辊的轧机)与斜辊轧机等。
1)水平式轧机:轧辊水平放置的轧机,应用最广,是最普遍的。
*PC轧机(轧辊成对交叉轧机):四辊,轧辊成对交错,叫超角度5°,用于冷轧及热轧带材。
*HC轧机(高性能凸度控制轧机):六辊,用于冷轧普碳及合金钢带材。
*CVC轧机(凸度连续可变轧机):两辊,用于热轧及冷轧带钢。
2)立式轧机:轧辊垂直放置的轧机,用于不希望翻钢的场合。
3)万能轧机:具有水平辊及立辊的轧机。
4)斜辊轧机:轧辊倾斜放置的轧机。
用于横向——螺旋轧制。
主要用于钢管生产、钢管穿孔、延伸、精整、扩型等。
轧钢机械设备.pdf
导卫盒(箱):导卫制作成整体,一般在小型材轧机上使用
导:左右布置,导向作用,防止跑偏 卫:上下布置,限制上翘和下弯,保证运行安全
无牌坊小型材轧机主机列图
(c)
(c) 由一个电机通过齿轮机座带动轧辊的传动方式
第四节 辅助设备分类
辅助设备分类:
1 剪切类:剪切机,锯切机 2 矫直类:辊式矫、张力矫、压力矫、斜辊矫 3 卷取类:线材、热轧钢板卷取、张力卷取 4 表面加工设备:酸洗、镀复、清洗、打印 5 打捆包装:打捆机、包装机 6 运输类:辊道、推床、翻钢机、转向台、拉钢机、冷床、挡 板、堆垛机、钢锭车
半连续式:
型钢机组的半连续:一半是顺列、一半是横列式连轧 热带钢机组半连续:粗轧机组中有可逆道次,而精轧机组起全连轧
R1
R2
R3
R4
a 单机架; b 双机架式;c一一列横列式; d一两列横列式; e一三列横 列式; f—集体驱动连续式 ;g 一单独驱动连续式
第三节 轧钢机主机列的组成
电机:动力源。 传动机构:将运动和动力传递给轧辊,包括飞轮、 减速机、齿轮机座、连接轴、联轴节等。 工作机座:使轧件产生变形的部分。包括:轧辊、 轴承、调整装置、轴承座、机架、导卫、地脚板 等。
第二节 轧钢机的分类
按用途:型钢、板带、钢管、特种(钢球,齿轮、犁铧等)
分类方法
按构造:二辊式、三辊式、四辊、偏八辊、十二辊、二十辊等
按布置方式:单机座,横一机列,两列式,顺列式、连续式、半 连续
轧机的命名方式: 型钢轧机\开坯机:以轧辊的直径命名(先确定直径,再确定辊身长) 板带轧机:以辊身长度命名(先确定辊身长,再确定直径) 例如:鞍钢的4300,首钢的3500,首秦的4300,武钢的2800,,本钢1700,鞍钢的 1780,是指辊身长度. 抚钢的三辊 650,指的是传动轧辊的齿轮机座的节圆直径,或者是公称直径 对于初轧机,如抚钢(东北特钢)的850,由电机直接传动轧辊,指辊环外径. 轧管机:以机组所能轧制的最大管径尺寸命名.如140,指最大管外径为140mm.
1500六辊冷轧机主传动系统设计
1500六辊冷轧机主传动系统设计摘要轧钢机主传动装置的作用是将电动机的运动和力矩传递给轧辊。
在很多轧钢机上,主传动装置由减速机、齿轮座、联接轴和联轴节等部件组成。
本课题1500六辊冷连轧机主传动系统设计按照说明书提供的工艺参数和力能参数确定轧机主电机的参数,选择适合的电机并进行校核验算;确定齿轮座和主减速机的参数,对主要零件的强度进行计算校核,设计齿轮座和主减速机的装配图和主要零件图;确定主连接轴和万向联结轴的参数,选择合适的型号并对其进行校核;对机架进行设计和校核。
最后设计出主传动系统的总装图。
关键词:1500六辊可逆冷轧机;主传动;校核验算Design of the 1500 issue six roller cold rolling mill main drive systemAbstractRolling mill main transmission is the role of motor sports and transfer torque to the roll. In many rolling mill, the main transmission from reducer, gear, with connecting shaft and coupling, and other components.The 1500 issue six roller cold rolling mill main drive system designed in accordance with the project and provide the technical parameters of the mill to identify the main parameters of the motor parameters, select a suitable motor and check Checking; determine gear reducer blocks and the main parameters, The main components to calculate the strength of checking, design and the main gear reducer at the assembly and major parts map; identify the main link connecting shaft and universal axis of the parameters, choose a suitable model and its verification. The final design of the main drive system of hand.Keywords: 1500 6 Roll cold rolling mill;Main Drive; Checking目录第一章绪论 (1)1.1 选题背景及目的 (1)1.2 冷轧在国民经济中的主要地位及作用 (1)1.3 国内外冷轧工艺的发展 (3)1.4 冷轧工艺发展趋势 (4)1.5 课题的研究内容及方法 (5)第二章轧辊参数 (7)2.1设计的原始参数 (7)2.2概述 (7)2.3 轧制规程 (8)2.4轧辊选材 (8)2.5轧辊的尺寸参数: (9)2.5.1工作辊参数确定 (9)2.5.2 中间辊 (10)2.5.3 支承辊 (11)第三章轧制力和轧制力矩的计算 (12)3.1轧制力的计算 (12)3.2总轧制力矩 (13)3.2.1轧制力矩M Z (15)3.2.2工作辊带动支承辊的力矩M R (15)第四章电机的选择 (17)4.1初选电机 (17)4.2 轧机主电机力矩 (18)4.3电动机的校核 (20)4.3.1电动机过载系数校核 (20)4.3.2电机的发热校核 (20)第五章轧辊强度计算 (22)5.1支承辊进行弯曲强度校核 (22)5.2 对工作辊进行切应力校核 (24)5.3中间辊与工作辊和支撑辊的接触应力的校核 (25)5.3.1中间辊与工作辊间的接触应力 (25)5.3.2中间辊与支承辊间的接触应力 (26)第六章轴承的选择 (27)6.1 支承辊轴承的选择与校核 (27)6.1.1 轴承的选择 (27)6.1.2 轴承的校核 (27)6.2中间辊轴承的选择 (28)6.3工作辊轴承的选择 (29)第七章机架的确定 (30)7.1机架类型的选择 (30)7.2 机架主要结构参数的确定 (30)7.3 机架强度和变形计算 (31)7.3.1求出机架横梁截面的惯性矩。
钢管轧管机主传动系统设计说明书

钢管轧管机主传动系统设计摘要在现代社会中,钢材产量和质量是衡量一个国家国力的重要指标,社会对钢铁轧制品数量和质量的要求越来越高,钢管作为钢铁轧制品在工业生产和日常建设中起到举足轻重的作用。
轧管机主传动系统是由机械、电气以及控制多个部分组成,系统庞大,它的设计的优良直接影响产品质量的好坏,即可看出轧管机主传动系统设计的重要性。
本次设计的主要目的是进一步掌握轧管机主传动系统,并对主其要部件进行设计和计算校核。
在查阅大量文献和了解相关知识,并且到鞍山钢铁集团公司无缝钢管厂Ø219、Ø159和PQF三条国内先进的生产线进行实习调研,掌握现代轧管机的发展及设备结构特点状况后,确定了两台电机通过万向接轴直接带动工作辊工作的总体传动设计方案。
通过对Ø159MPM轧管机的主要力能参数的计算,合理选择电机,联轴器、减速器主要零件以及万向联轴器和连接轴,并进行强度计算和校核。
同时,确定润滑方式,并进行经济性和环境保护的分析。
关键词:轧管机;主传动系统;力能主要参数计算Steel Pipe Tube Rolling-mill Master DrivingSystem DesignAbstractIn modern society, output and quality of steel is a measure of national power of a state is important index, society for steel mill products quantity and quality of the increasingly high demand for iron and steel mill products, steel pipes used in the industrial production and the daily construction play a decisive role in the. Tube rolling mill main drive system is composed of mechanical, electrical and control of multiple parts, large system, its design quality directly affects the quality of the product, you can see the tube rolling mill main drive system of the importance of design. The main purpose of this design is to further understand the tube rolling mill main drive system, and its main components design and calculation. On literature review and understanding of the relevant knowledge, and to the Anshan Iron And Steel Group Corporation of seamless steel pipe plant in219,159and PQF three domestic advanced production line in practice research, to master modern pipe mill development and structural feature of the equipment after the state, identified the two motor through a universal joint shaft directly drives the work roll and the overall transmission design scheme. The white159MPM tube rolling machine main parameters of force and energy calculation, reasonable selection of motor, coupling, reducer main parts and universal joint and a connecting shaft, and the strength calculation and checking. By field practice grasp of the situation, determine the lubrication mode, and the economic and environmental protection analysis.Keyword: The tube rolling-mill;main Driving System;Power Parameter main calculated目录摘要......................................................................................................................................................I Abstract.................................................................................................................................................II 1绪论 . (5)1.1选题背景及目的 (5)1.2钢管生产工艺及其在国民经济中的主要地位与作用 (1)1.2.1钢管生产工艺 (1)1.2.2在国民经济中的主要地位与作用 (2)1.3国内外轧管机械的发展状况 (2)1.3.1穿孔机的发展 (3)1.3.2轧管机的发展 (4)1.3.3减径机的发展 (4)1.3.5矫直机的发展 (5)1.4课题的研究内容及方法 (5)2 总体方案选择 (6)2.1设计的原始参数 (6)2.2方案的选择 (7)2.2.1总体思路的选择 (7)2.2.2轧管机主传动装置的类型 (7)3轧管机轧制力参数计算 (8)3.1轧机轧制力P的确定 (8)3.2轧机轧制力矩的确定 (10)4电机的选择 (11)4. 1轧机主电动机功率计算 (11)4.1.1轧机主电动机力矩计算 (11)4.1.2轧机主电动机功率计算 (12)4.2初选电动机 (13)4.3电动机校核 (14)5主传动系统主要零部件的校核计算 (15)5.1减速机的设计与校核计算 (15)5.1.1齿轮的设计计算 (16)5.1.2按齿根弯曲强度校核设计 (18)5.1.3齿轮几何尺寸计算 (20)5.2小齿轮轴的校核计算 (20)5.2.1齿轮轴设计 (20)5.2.2齿轮轴上载荷计算 (21)5.2.3按弯扭合成应力校核轴的强度 (24)5.2.4根据轴的安全系数校核轴 (24)5.3 352056X2轴承寿命验算 (26)5.3.1轴承简介 (26)5.3.2轴承所受载荷计算 (26)5.3.3验算轴承寿命 (28)5.4 352060X2轴承寿命验算 (28)5.4.1轴承所受载荷计算 (28)5.4.2验算轴承寿命 (30)5.5 联轴器和键强度校核 (30)5.5.1联轴器的校核 (30)5.5.2键的校核 (30)5.6 万向接轴选择和校核 (32)5.6.1 主要参数和系列尺寸的选择 (32)5.6.2 万向接轴的强度计算 (32)6润滑及维护 (34)6.1润滑 (34)6.2维护 (36)6.2.1轧机主传动装置维护 (36)6.2.2在轧机维护中应用故障诊断技术 (37)7经济分析及环境保护 (38)7.1经济分析 (38)7.2环境保护 (39)7.2.1废水治理 (39)7.2.2固体废物处理和综合利用 (40)7.2.3噪声处理 (40)结论 (40)致谢 (41)参考文献 (42)1绪论1.1选题背景及目的短暂的大学生活即将结束,我们迎来了每个本科生都会经历的毕业设计,这是对我们能否将理论知识化为实践能力的一次检测。
轧钢厂精轧机组传动装置优化

轧钢厂精轧机组传动装置优化目录1前言在全连轧生产中精轧轧机的速度最高,而衡量一条全连轧生产线先进与水平高低,轧制线速度的高低是其中一个非常重要的指标。
轧钢厂自04年半连轧技改以后,成功解决了许多制约生产的工艺设备问题,先后实现日达产和月达产。
然而到08年全连轧技改前,精轧平轧托架失稳的这个技术难题却仍然未得到彻底解决。
我厂的精轧三台平轧轧机由于托架事故多,运行时托架轴承座抖动严重,经常出现发生万向连接轴运转不稳定、轴承容易烧损和托架磨损快等故障,更严重的是该厂生产过程中必须在稳定和速度两者之间作痛苦的抉择,为了减少事故的发生,只好降低轧机速度,最高时不超过9米/秒,使之不能达到设计要求的12米/秒。
速度降幅达到1/4,意味着将极大限制产量的提高,按照全连轧改造60万吨/年设计生产能力计算,将影响产量(10)万吨。
如果再不对精轧机组传动装置进行优化,使其达到设计速度,将会严重影响轧钢厂全连轧改造的达产达效进程;同时,由于托架事故多,平均每个月要造成5~6小时的故障时间,还造成万向连接轴、轴承等备件耗费20多万元以及生产中的轧制废品、回炉等的数量增加。
为改变这一现状,我厂技术人员对精轧机组传动装置进行优化改造。
2 方案设计2.1托架失稳的原因分析及初步思路先简单了解一下我厂全连轧的工艺布置情况:轧机采用一平一立的错开布置,其中第18和20架轧机采用平立转换的方式,平立转换轧机处于平轧方式时,实现切分轧制,满足小规格螺纹钢生产需要;处于立轧方式时,实现单线轧制大规格螺纹钢生产需要。
托架起着支承减速机到轧机之间传动轴的作用,除平立转换轧机托架采用伸缩式鼓形齿联轴器的形式外,其余轧机托架均采用万向连接轴的形式。
采用万向连接轴形式的精轧平轧轧机托架失稳的原因是什么呢?要找到托架失稳的原因,就必须了解它的结构。
(见图1)经过分析,平轧轧机的传动是通过万向联接轴连接减速机和轧机。
在减速机和轧机之间距离长达2.3米;并形成花键轴和花键套、轧辊和扁头套以及托架上的轴承座等五个关节点;扁头套、万向联轴器自身重量大。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
滑块式万向接轴各部分的结构尺寸(图 7-18) (P225页),可根据叉头直径D按 225页 以下经验关系选取: 叉头镗孔直径d = 0.46~0.5 D 扁头厚度S = 0.25~0.28 D 扁头长度l = 0.415~0.5 D 接轴本体直径d0 =0.5~0.6 D 叉头开口B1>B(月牙形滑块宽度)
第7章 轧钢机主传动装置
7.1 轧钢机主传动装置组成与类型 7.2 连接轴与连接节 7.3 齿轮座与主减速机 7.4 轧机主电机的选择
7.1 轧钢机主传动装置组成与类型
§7.1.1 轧钢机主传动装置组成 1、作用:是将电动机的运动和力矩传递给轧辊。 轧钢机主传动装置的作用是将电动机的运动 和力矩传递给轧辊。在很多轧钢机上,主传动装 置由减速机、齿轮座、联接轴和联轴节等部件组 成(图7-1a) ( P211页)。某些板坯及板带轧机, 页 主 传 动 是 由 电 动 机 直 接 传 动 轧 辊 的 ( 图 7-1b) (P211页)。 页
(4)联轴节(器) 联轴节包括电动机联轴节 主联轴节 电动机联轴节和主联轴节 电动机联轴节 主联轴节。 电动机联轴节用来连接电动机与减速机的传动轴, 而主联轴节则用来连接减速机与齿轮座的传动轴。 目前,应用最广泛的联轴节是齿轮联轴节。 1)作用: 电动机联轴节:用来连接电动机与减速机的传动轴。 用来连接电动机与减速机的传动轴。 用来连接电动机与减速机的传动轴 主联轴节:用来连接减速机与齿轮座的传动轴 用来连接减速机与齿轮座的传动轴。 用来连接减速机与齿轮座的传动轴
2)齿轮座的传动型式 a、下齿轮主动 应用于二辊或四辊轧机,考虑到传动装置的布 置型式和拆卸方便等因素。而劳特式钢板轧机也 采用下齿轮传动。 b、中辊齿轮传动 应用于三辊型钢轧机。 c、在电动机功率较大的初轧机、板坯轧机、钢板 轧机上,往往不采用齿轮座,而用单独的电动机 分别驱动每个轧辊。
(3)联接轴(连接轴) 轧钢机齿轮座、减速机、 电动机的运动和力矩,都是通过联接轴传递给 轧辊的。在横列式轧机上,一个工作机座的轧 辊传动另一个工作机座的轧辊,也是通过联接 轴传动的。轧钢机常用的联接轴有万向接轴、 万向接轴、 万向接轴 梅花接轴、联合接轴和齿式接轴等。 梅花接轴、联合接轴和齿式接轴 1)作用:是用于将动力由齿轮机座或电动机 是用于将动力由齿轮机座或电动机 传递给轧辊,或从一个机座的轧辊传递给另一 传递给轧辊, 机座的轧辊。(机座按横列式布置时) 机座的轧辊
(2)齿轮座 当工作机座的轧辊由一个电动机带 动时,一般采用齿轮座将电动机或减速机传来 的运动和力矩分配给二个或三个轧辊。齿轮座 的传动型式,如图7-2(P212页)所示。 ( 页 1)作用:当工作机座的轧辊由一个电动机带 动时,一般采用齿轮座将电动机或减速机传来 齿轮座将电动机或减速机传来 的运动和力矩分配给二个或三个轧辊。 的运动和力矩分配给二个或三个轧辊
1)作用:是将电动机较高的转速变成轧辊所需的 是将电动机较高的转速变成轧辊所需的 转速。选用价格较低的高速电动机。 转速。选用价格较低的高速电动机。 2)选择:确定是否采用减速机的一个重要条件是 要比较减速机及其摩擦损耗的费用是否小于低 速电动机与高速电动机之间的差价。 速电动机与高速电动机之间的差价 减速机+减速机摩擦损耗的费用<低速电动 减速机+减速机摩擦损耗的费用 低速电动 机-高速电动机的费用 一般来说,轧辊转速<200~250 r /min时, 才采用减速机。 轧辊转速>200~250 r /min时,不用减速机, 而用低速电动机。 在可逆式轧钢机上,即使轧辊转速<200~ 250 r /min时,也采用低速电动机,因为这样的 传动系统易于可逆运转。
(2)滑块式万向接轴的润滑滑块式万向接 轴的润滑较为困难,因其摩擦表面与外 界相通,润滑油不易保存在摩擦面上。 润滑方式基本上有两种,人工定期加油 人工定期加油 润滑和采用自动润滑 自动润滑装置。润滑剂可用 润滑 自动润滑 干油或稀油。
§7.2.2 十字轴式万向接轴 带有滚动轴承的十字轴式万向接轴近十几年越 来越多地应用于轧钢机主传动中,并有逐步取代 滑块式万向接轴的趋势,因为它具有如下优点: 1)传动效率高 由于采用滚动轴承,所以摩擦 损失小,传动效率可达98.7%~99%,可降低电 力消耗5%~15%; 2)传递扭矩大在回转直径相同的情况下,比滑 块式万向接轴能传递更大的扭矩。由于叉头强度 的限制,目前国内使用的十字轴式万向接轴,传 递扭矩多在800kN.m以下。我国已生产了承载 1500kN.m的接轴。国外系列最大传递扭矩可高达 5400~8300kN.m;
6)使用寿命长 一次使用一般可达1~2年以 上,可减少更换零部件的时间和费用; 7)允许倾角大可达 100 ~ 150 ,用于立辊轧机 允许倾角大可达10 允许倾角大可达 可降低车间高度,节省投资; 8)适用于高速运转。 轧机用的大型十字轴式万向接轴的结构,根 据万向节的联接固定方式的不同,可分为轴承 盖固定式、卡环固定式和轴承座固定式
滑块式万向接轴的结构尺寸,也可参照有关标准尺寸 系列选取。为了降低叉头中的应力,在此尺寸系列中, 叉头镗孔直径d和扁头厚度5均按上述经验关系中的下限 选取,即 d = O.46D S =(0.25~0.26)D 滑块式万向接轴材料,通常采用强度限不小于600~ 750MPa的锻钢,如45号钢、50号钢及40CrNi等合金结构 钢。有时,为了避免整个接轴采用高强度合金钢,叉头 (或扁头)与接轴本体采用热装配。这样,接轴本体可采 用强度限较低的材料。当叉头损坏时,也便于更换。接 轴铰链中的月牙形滑块,一般采用耐磨青铜ZQAL9-4。近 年来,也试用过MC尼龙6等工程塑料。
一般双接头万向接轴的组成包括法兰叉头, 花键叉头,由花键轴及套管和套管叉头组成的 中间轴,十字轴,滚针(或滚柱)轴承,挡圈 (大型的用轴承盖),密封圈等组成(图7-30) P234页 (P234页)。图7-31a、b(P235页)为轴承盖 (P235页 固定式万向接轴的结构。主要由十字轴,带内、 外圈的多列短圆柱滚子轴承,止推轴承,综合 式迷宫密封,轴承盖及法兰叉头等组成。
图7-32(P235页)为轴承座式万向接轴, (P235页 其特点是取消了轴承的内、外圈,加大 了十字轴的轴径,可传递大扭矩。轴承 座2与底盘用键联接 拆装方便,密封性能好。十字轴6和轴承 座2均采用高强度铬镍渗碳钢制造,适用 于各种轧机。
2、组成:主传动装置是由减速机、齿轮座、连接 轴和联轴节等部件组成。 (1)减速机 在轧钢机中,减速机的作用是将电动机 较高的转速变成轧辊所需的转速,这就可以在主 传动装置中选用价格较低的高速电动机。确定是 确定是 否采用减速机的一个重要条件,就是要比较减速 否采用减速机的一个重要条件 就是要比较减速 机及其摩擦损耗的费用是否小于低速电机与高速 电动机之间的差价。 电动机之间的差价。
§7.2.3 弧形齿接轴 由于弧形齿接轴具有很多优点,使用效果也好。在一 些现代化的冷、热轧带钢连轧机和线材、棒材及管材轧机 上得到了广泛的应用。这种接轴具有以下优点: 1)传动平稳,噪音小,有利于提高轧机的轧制速度。精 轧机组最后一架的转速由700 r/min提高到1100r/min;2) 冲击振动和轴向串动较小,径向间隙可减少到最低限度, 有利于提高产品质量;3)可节省大量有色金属,在300小 型连轧机上每年可节省铜20t以上;4)润滑条件好,便于 维护,有利于提高轧机作业率;5)接轴重量轻,水平轧机 的接轴比原 的有限元模型有滑块式万向接轴重量减少 1.5~2.1倍,立式轧机的接轴重量减少3倍;此外,弧面 齿形接轴加工制造方便、传动效率高、装卸方便、便于换 辊、使用寿命长。
§7.2.1滑块式万向接轴 1.滑块式万向接轴结构 (1)结构类型及其系列尺寸滑块式万向接轴能 传递的扭矩范围较广,一般为50~3000kN·m。 滑块式万向接轴是由轧辊端扁头1、带叉头的 接轴3、传动端扁头2、衬瓦4以及中间具有方 方 形或圆形的销轴5组成(图7-13) (P223页)。 P223页 形或圆形的销轴 根据扁头或叉头形状,滑块式万向接轴可分为 开式铰链、闭式铰链和带筋板式铰链三种型式。
图7-17(P224页)是闭式铰链结构图。在 (P224页 此叉头径向镗孔中没有凹槽,小方轴则用圆销 轴代替,圆销轴贯穿叉头和扁头后,用螺母将 其固定。如将圆销轴拆卸抽出后,扁头和月牙 形滑块可从叉头侧向拆卸。由于有圆销轴贯穿 叉头,闭式铰链的叉头断面有较大的削弱。
滑块式万向接轴的主要结构尺寸是 叉头直径D,它取决于磨削后的轧辊直径。 叉头直径D一般要比轧辊最小直径小5~ 15mm,或为轧辊名义直径的85%~95%。 传动端的叉头直径可比轧辊端叉头直径 稍大些,以保证过载时齿轮轴端不致破 坏。
3)传动平稳 由于滚动轴承的间隙小,接轴的 冲击和振动显著减小,约为滑块式万向接轴的 1/10~1/30,提高了产品质量; 4)润滑条件好 用润滑脂润滑,易密封,没有 漏油现象,耗油量小,省去了润滑系统,改善了 生产环境,节约了保养维修费用。 5)噪音低 使用滑块式万向接轴,空车运行时, 噪音高达80~90dB,轧制时可达60dB。而使用十 字轴式万向接轴,噪音可降低到30~40dB,改善 了工作环境,有利于保障操作工人的身体健康;
2)轧机连接轴的类型及用途 确定联接轴类型时,主要根据轧辊调整量 联 轧辊调整量和联 轧辊调整量 接轴允许倾角等因素。对于轧辊调整量较大的初 接轴允许倾角 轧机、厚板轧机等,联接轴倾角有时达到80~100, 一般采用万向接轴 万向接轴,因万向接轴的允许倾角较大。 万向接轴 型钢轧机轧辊调整量不大,仅在轧辊磨损或更换 新辊时进行轧辊调整,一般采用梅花接轴或联合 梅花接轴或联合 接轴。对于速度较高的小型轧机和线材轧机,虽 接轴 然轧辊调整量不大,但考虑到能在高速下平稳可 靠地运转,一般采用齿式接轴 弧面齿形接轴 齿式接轴或弧面齿形接轴 齿式接轴 弧面齿形接轴。 在带钢轧机精轧机组上,如果所要求的联接轴倾 角不大,且扭矩合适时,也采用弧面齿形接轴。 如果要求的倾角或扭矩较大时,则采用万向接轴。