注射液杂质智能灯检机关键模块设计及仿真
全自动灯检机漏检率的研究
全自动灯检机漏检率的研究作者:张娟韩猛来源:《中国化工贸易·中旬刊》2018年第11期摘要:介绍全自动灯检机的结构及工作原理,主要考察该灯检机对2mL安瓿产品的灯检效率。
通过KNAPP测试对全自动灯检机进行性能考察,在批量性检查中进行参数调试。
在实际生产中进行批量检测,人机对比进行漏检率分析,对该自动检测系统是否能够完全或部分代替人工灯检进行可行性分析。
关键词:全自动灯检机;性能考察;调试;漏检率;可行性目前,在我国注射剂的生产中,洗、烘、灌、封、印字、贴签等工序基础已实现了机械化与自动化。
但是,对注射剂中异物的检测,99.6%的生产企业仍停留在传统的人工目视检测的现状,与现有注射剂生产规模不相匹配。
人工灯检要求灯检工长期在灯光下目测,由于人工灯检对灯检工的要求高,劳动强度高,生产效率低等诸多局限性,A制药有限公司2007年从B公司订购了一台X型号全自动灯检机,希望能够改善灯检工序现阶段存在的难题。
1 全自动灯检机简介1.1 设备组成B公司X型全自动灯检机由进瓶装置、转动盘、压瓶旋转装置、制动装置、出瓶装置、光源检测部分、伺服系统、控制系统与机架等组成。
1.2 工作原理快速成像系统对被检产品拍摄图像,经多幅图像处理进行比对判断。
产品中若存在可见异物随着高速旋转的液体发生位置变动,则抓拍的图像中就存在不同,从而被系统发出的信号剔除。
2 KNAPP测试2.1 KNAPP测试原理人工灯检对某批250支样品进行10次灯检,对这250支样品分别记录其质量因数FQ:FQ(i)=(n/N)*10n=i号瓶子被剔除的次数;N=i号瓶子被检测的总次数FQ(i)由一个固定的分类目录对应着相应的FQA数值-用人工灯检方式检测得到的质量指数。
被剔除区域的第7到10项数据可以作为检测系统有效剔除的最终统计依据。
FQA(7,10)=(传统方法)i=被剔除区域的瓶子(7≦FQA≦10)由全自动灯检机检测同样的瓶子得到的FQB-用全自动灯检机检测得到的质量指数,是通过对同一批样品自动检测10次后得到的数据总和。
正中灯检机介绍及优势
企业简介及设备技术参数文件湖南正中制药机械有限公司简介:湖南正中制药机械有限公司是长沙正中药机厂通过改制组建的有限责任公司(全民营)、属长沙高新技术产业企业。
是一个具有近40年制药机械生产经验的品牌企业。
公司2010年通过中国质量认证中心ISO9001:2008质量认证,相继通过国家方圆标志认证中心认证。
湖南正中制药机械有限公司是国内唯一一家具备国家认证标志的全自动灯检机生产厂家,也是国家唯一指派的全自动灯检机行业标准制定者,同时还是国内第一家全自动研发、生产、制造、服务于一身的厂家。
通过五年的市场开拓,已经改变了整个制药企业关于安瓿水针异物检测靠人眼检测的落后手段,帮助制药企业提高了生产效率及保障了产品质量,目前公司全自动异物检查机已经占据85%以上的市场,是国内各大制药企业公认的异物自动灯检机第一品牌。
异物自动灯检机上市五年来,湖南正中制药机械有限公司以专业、专心、精心为宗旨,不停吸收市场用户反馈意见,每年推出可见、明显的改进及技术提高,不停完善设备性能及产能,吸引了大批国内知名药厂。
多家已使用进口同类设备的上市药企,纷纷转向正中牌自动异物检查机。
高品质的产品、良好的市场认可度、每年50%以上的销售增幅也让湖南正中吸引了大批投资公司的青睐,目前有深圳招商集团等几家大型央企入股公司。
公司占地面积近80亩的科技产业园已于2012年9月开工,计划2013年5月之前投入生产。
届时,公司年产量将达到五亿人民币,公司将投入更大的资金、人力完善产品及研发新的产品。
做制药机械行业内科技含量最高的企业是湖南正中制药机械有限公司的企业发展宗旨。
创新、完善、再创新、再完善的技术理念将为制药行业提供更多具有革命性的制药设备。
正中科技园全景:安瓿注射异物自动检查机(自动灯检机)介绍:技术参数表设备外型:JAZ 300-400型结构原理及工作流程:基本工艺流程:待检品→输送带→进瓶→光电检测区→第一次旋瓶→第一次刹车→第一次拍照→第二次旋瓶→第二次刹车→第二次拍照→第三次进瓶→第三次拍照→分瓶机构根据软件指令区分合格品、不合格品→合格品与不合格品分别出瓶利用视觉系统对可见异物进行检测。
自动灯检机在水针生产实践中的应用
浅谈自动灯检机在水针生产实践中的应用摘要:小容量注射液(俗称水针)是直接注入人体内的药品,不仅对药品的无菌、无热原、ph值及稳定性等方面有特殊要求外,而且对该类药品的澄明度也有很高的要求,如果存在异物会对人体产生非常大的危害,异物经注射进入血管中,可引起静脉血管炎、血栓等危害严重的疾病。
2010年中国药典要求“产品出厂前应采用适宜的方法逐一检查并同时剔除不合格产品”,因此水针产品出厂前需对产品全数进行可见异物检查,以确保产品合格出厂,保证患者的身体健康及生命安全。
为此,我公司在注射剂工厂建设中,采购了意大利的自动灯检机,通过实际生产使用,提高了生产效率,保证了产品质量。
关键词:自动灯检机;生产实践;应用中图分类号:f763 文献标识号:a 文章编号:2306-1499(2013)04-(页码)-页数1.自动灯检机替代人工灯检的必然性分析1.1人工灯检所产生问题小容量注射液中的可见异物是指存在于药液中,在规定条件下目视可以观测到的不溶性物质。
我国的水针大多采用安瓿瓶包装,其常见的可见异物类型主要是玻璃屑、纤维、白点、白块等,99.5%的水针生产厂一直采用人工在灯光下目视检查可见异物(称人工灯检)。
对于人工灯检,药典也作出了严格的要求,要求检查人员远距离、近距离视力测试均为4.9或以上,光照度在1000~4000lx的范围。
人工灯检方法比较常规、原始,在实际生产操作中存在诸多不完善因素:(1)对操作人员视力要求较高,并非人人都能胜任,实际生产中招灯检工存在人员不好招情况。
(2)生产效率低,以10ml 规格为例,每人检查能力为1000-2000支/h,对于药厂批量化生产来说,往往一批料灯检需10-20人才能完成。
(3)灯检工眼睛易疲劳,造成误检或漏检的风险高。
(4)灯检人员视力不同,依据也不同,无统一标准。
对人的眼睛存在一定的损害。
(5)思想情绪也会造成漏检、误检,同时灯检人员的责任心也会影响检查结果。
车间自动灯检机验证方案

*****制药有限公司203车间自动灯检机验证方案SYYH/YZFA(203)-03-14-20203车间自动灯检机验证方案SYYH/YZFA(203)-03-14-202/15目录一引言 (3)1概述 (3)2验证目的 (3)3确认范围 (3)4验证前风险评估 (3)5术语与缩写 (4)二验证准备 (4)1验证人员及职责 (4)2人员培训列表 (4)3文件检查 (4)4公用系统介质供应情况检查 (5)三验证实施 (5)1三级密码管理及软件控制功能的确认 (5)2检测样品品名、规格及灯检机运行参数...................... 错误!未定义书签。
3人机对比. (5)四偏差分析及变更控制 (6)五验证结论及评价 (6)六再验证周期 (7)七附录及附表 (7)203车间自动灯检机验证方案SYYH/YZFA (203)-03-14-20石药银湖制药有限公司3/15 一 引言 1 概述灯检岗位是203车间(小容量注射剂生产车间)质量生产的关键工序。
车间共1台自动灯检机设备,型号为:JAZ600/20型,定置于六线。
其中JAZ600/20型,分为AB 面两个检测区域。
每种规格下,设备运行的速度固定。
自动灯检机其结构包括机架、进瓶装置、中心检测区、出瓶装置、传动系统和伺服系统。
当被检测物体被送到输送带后,被检测物体由输送带输送到进瓶拨轮,由进瓶拨轮输送到转盘检验区相应旋瓶座上后,并使被检安瓿高速旋转。
进入光电检测前,通过刹车制动使得被检测物体停止旋转,而瓶内的液体仍在旋转。
被检测物体进入光电检测区,此时光源一直照射到被检测物体上,工业相机对被检测物体高速拍照,经多幅影像处理进行比对。
若被检安瓿内液体内含有可见异物,即可判定为不合格品。
同时通过工业相机还可以判定液位是否满足要求。
经过三次的工业相机高速拍照,如果有一次判定其有杂质,即被视为不合格品。
当被检测物体要运转到出瓶拨轮时,被检测物体进入出瓶拨轮和出瓶绞龙,经过剔瓶装置把合格品和不合格品区分开来。
注射剂生产质量关键控制点培训课件

注射剂生产质量关键控制点
17
注射剂灭菌的目的
▪ 灭菌法是指杀灭或除去所有微生物的繁殖体和芽胞的技 术。微生物包括细菌、真菌、病毒等,微生物的种类不 同、灭菌方法不同,效果也不同。细菌的芽胞具有较强 的抗热能力,因此灭菌效果,常以杀灭芽胞为准。
灌装过程中应定时抽查药液澄明度,发现异常时应及时查找原因。 可能原因:洁净区的空气洁净度不符合要求、终端微孔滤膜破裂、瓶子、 丁基胶塞清洗不符合要求。
注射剂生产质量关键控制点
10
2005年版中国药典对可见异物的结果判定
溶液型静脉用注射液、注射用浓溶液20支(瓶)供试品中,均不得 检出可见异物。如检出可见异物的供试品不超过1支(瓶),应另取 20支(瓶)同法检查,均不得检出。 混悬型注射液20支(瓶)供试品中,均不得检出色块、纤毛等可见 异物。 溶液型非静脉用注射液20支(瓶)检查的供试品中,均不得检出可 见异物。如有检出,应另取20支(瓶)同法复试,初、复试的供试 品中,检出可见异物的供试品不得超过2支(瓶)。
▪ 4、对易产生澄明度问题的原料应采用浓配法,即将全部原辅料加 入到部分溶剂中,配成浓溶液,加活性碳处理。
▪ 活性碳的作用:脱色、去热原、吸附原料中的杂质,提高澄明度 ▪ 活性碳加入的量、加入时的温度、静止时间都会影响澄明度的结果 ▪ (甲硝唑注射液澄明度问题、含量较低产品使用活性碳的问题) ▪ 5、过滤是保证澄明度的关键操作,常用的过滤器有:微孔滤膜滤
注射剂生产质量关键控制点
11
轧盖--铝盖与丁基胶塞的紧密度的控制
▪ 天然胶塞有翻边包住瓶口,铝盖与瓶口之间有缓冲,轧盖容易紧 密,更换丁基胶塞后,铝盖直接接触瓶口,由于铝的材质较软, 容易出现轧盖不紧的现象。
▪ 解决办法:对铝盖的高度与胶塞高度的配合性进行调整,铝盖内 径尺寸的大小进行调整,一般铝盖内径比输液瓶口外径不得大于 20~30司,将铝盖壁厚适当增加,增加铝盖中合金的含量,这样 就增大 了铝盖的硬度,再调整轧刀进刀的角度,由原来的45° 改为现在的75°,并提高轧刀的旋转速度,解决了铝盖与丁基胶 塞轧盖的紧密度问题。
灯检机操作
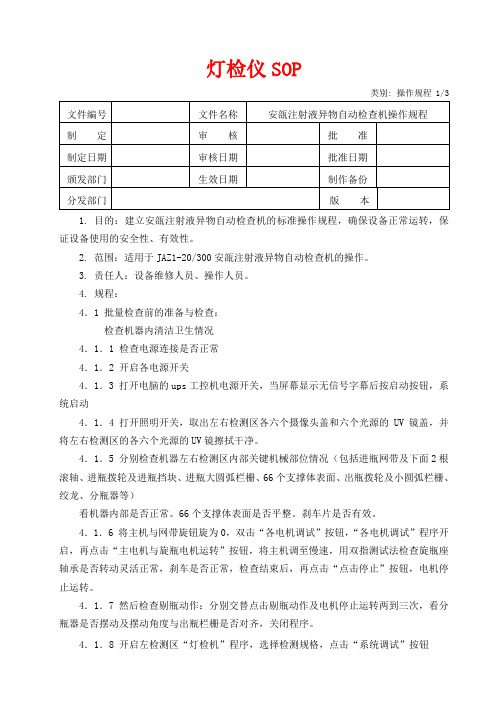
灯检仪SOP类别: 操作规程 1/31. 目的:建立安瓿注射液异物自动检查机的标准操作规程,确保设备正常运转,保证设备使用的安全性、有效性。
2. 范围:适用于JAZ1-20/300安瓿注射液异物自动检查机的操作。
3. 责任人:设备维修人员、操作人员。
4. 规程:4.1 批量检查前的准备与检查:检查机器内清洁卫生情况4.1.1 检查电源连接是否正常4.1.2 开启各电源开关4.1.3 打开电脑的ups工控机电源开关,当屏幕显示无信号字幕后按启动按钮,系统启动4.1.4 打开照明开关,取出左右检测区各六个摄像头盖和六个光源的UV镜盖,并将左右检测区的各六个光源的UV镜擦拭干净。
4.1.5 分别检查机器左右检测区内部关键机械部位情况(包括进瓶网带及下面2根滚轴、进瓶拨轮及进瓶挡块、进瓶大圆弧栏栅、66个支撑体表面、出瓶拨轮及小圆弧栏栅、绞龙、分瓶器等)看机器内部是否正常。
66个支撑体表面是否平整。
刹车片是否有效。
4.1.6 将主机与网带旋钮旋为0,双击“各电机调试”按钮,“各电机调试”程序开启,再点击“主电机与旋瓶电机运转”按钮,将主机调至慢速,用双指测试法检查旋瓶座轴承是否转动灵活正常,刹车是否正常,检查结束后,再点击“点击停止”按钮,电机停止运转。
4.1.7 然后检查剔瓶动作:分别交替点击剔瓶动作及电机停止运转两到三次,看分瓶器是否摆动及摆动角度与出瓶栏栅是否对齐,关闭程序。
4.1.8 开启左检测区“灯检机”程序,选择检测规格,点击“系统调试”按钮,点击“摄像头1”按钮,然后点击“机器运转”按钮,慢慢旋转主机按钮,在显示器上观察摄像头1图像质量,点击“关闭摄像头”按钮。
摄像头2、3、4、5、6的操作同“摄像头1”。
确保六个摄像头的图像清晰,图像位置为中间稍稍偏左,再点击“机器停止”按钮。
点击“调试结束”按钮,再点击“退出系统“按钮。
4.1.9 点击“主电机开启”按钮,慢慢旋动主机按钮至最快,观察光源是否对准通光孔,检查完毕,点击“电机停止”按钮,关闭各运转电机,关闭程序。
基于机器视觉的全自动灯检机关键技术研究
检工 。
关键词 : 机器视觉 ;图像处 理 ; 形态学滤波 ; 自动灯检机 全 中图分类号 : P 9 T3 1 文献标识码 : A 国家标准学科分 类代码 : 1 .0 0 5 0 8 4
Re e r h o y t c o o y o u o a i a m a e tc lc n a n r s a c n ke e hn lg fa t m tc ph r c u ia o t i e i s c in m a h n s d o a h n ii n n pe to c i e ba e n m c i e v so
a d tse n a p a ma e tc lp o u to i e n e td o h r c u ia r d ci n ln .Ex rme tr s ls s o t a h e o n to c u a y a d s e d o pe i n e u t h w h tt e r c g iin a c r c n p e f t e ma h n e h h rt a e s le r r . h c i e a i e h n t ki d woke s r g h l Ke r s:ma h n ii n;i g r c si g;mo h lg c le i g;a tma c i s e to c i e y wo d c i e v so ma e p o e sn p r o o ia f trn l i u o t n p cin ma h n i
灯检机验证方案.doc
**********有限公司Validation Document验证文件验证项目:安瓿注射液异物自动检查机设备验收验证方案完成日期: 年月日有效期至: 年月日目录一概述 (4)(一)设备工作原理 (4)二验证目的 (4)三职责分工 (5)四验证计划 (6)五验证内容 (6)(一)设计确认 (6)(二)安装确认 (6)1 安装环境确认 (6)2安装设备确认 (7)(三)运行确认 (7)1 功能试验 (7)(四)性能确认 (9)1 杂质灵敏度的确认 (9)2 批量人机对比 (10)3 设备检测破瓶率 (10)4 Knapp测试 (11)5偏差情况 (17)六验证结果评定与建议 (17)七变更管理 (18)一概述本次验证的对象为ADJ1-20/150型安瓿注射液异物自动检查机(简称灯检机),该灯检机用于对灭菌后的小容量注射液进行可见异物的自动检测,本次验证按照设计确认、安装确认、运行确认、性能确认顺序进行。
(一)设备工作原理安瓿注射液异物自动检查机是利用视觉系统检测出混杂在产品中的可见异物,其工作原理是将被检测安瓿由输送带送到进瓶拨轮,再输送到转盘检测区相应旋瓶座上并由压头压住,被检测安瓿随转盘被旋瓶电机带动高速旋转。
当被检测安瓿进入光电检测位前,通过刹车制动,被检测安瓿停止旋转,而瓶内的液体仍然在旋转。
此时,被检测安瓿进入光电检测区,强光源照射安瓿内药液,相机对被检测安瓿高速拍照,计算机经过几幅图像进行对比,即可判定液体中是否含有杂质或异物。
同时通过相机采集到的图像还可以判定液位是否满足要求。
被检测安瓿经过多组光电检测区,无论哪一组判定其有异物,此被检测安瓿将被判定为不合格品,并在出瓶口被剔废装置自动剔除。
从而达到自动检测并区分合格品与不合格品的目的。
(二)主要技术参数二验证目的通过对安瓿注射液异物自动检查机的验证,确认异物自动检查机的安装符合设备安装技术要求和使用要求,确认各项性能参数是否达到设计技术指标,确认检测效率和检测精度符合工艺要求。
药品生产GMP虚拟实训仿真平台软件

药品生产GMP虚拟实训仿真平台软件一、软件技术与功能1›平台技术:1.1服务器端通讯采用WCF技术。
1.2客户端研发采用C#.net以Framework4.0框架开发。
2、教学功能要求:2.1产品设计:依据2010版药品生产管理规范(GMP)设计。
2.2产品原型:依据实际车间生产工艺构建虚拟实训生产车间。
2.3任务手册:依据岗位SOP设计任务列表,共设置“领取文件”、“生产前检查”、“生产加工”、“清场检查”、“离开车间”等7个任务步骤。
2.4角色瞬移:响应于用户在全局导航地图上的点击,瞬间移动角色到指定的车间场景内,并使角色根据不同洁净区等级更换对应的洁净服;2.5服装要求:根据不同洁净区级别设计对应的洁净服。
2.6课程管理要求:校内机房教学与在线网络平台教学应能保持一致,提供1年教师权限,教师可以任意选择软件内容模块,组合成在线课程,每门课程至少可以包含软件内容模块10个以上,同一位教师至少可以同时开设5门课程,教师每次自主操作开设课程的时间应能在5分钟内完成。
2.7▲组卷考核要求:教师应能从题库中选择单选题、多选题、仿真操作题混编成试卷,并随时控制试卷的考核时长,每位教师可以管理5份以上的试卷。
(提供功能截图证明)2.8教学资源管理要求:教师可自主编辑在线资源的名称、资源标签、资源介绍、资源封面,可上传、发布、编辑在线资源。
支持上传内存在0-600M的单个文件,支持图片、MP3、MP4、office,加密3D互动程序等多种文件格式。
2.9课堂教学要求:教师可通过超链接方式将本项目包含的三维动画、三维仿真、教学视频,自主嵌入PPT中。
(需提供现场演示)。
3.0★对应PC单机版加密狗的教师端线上资源库账号,资源库包含有药学各专业学科内容资源,资源类型包含:图片、视频、动画、虚拟仿真交互操作等,资源数量>5000个(提供功能截图证明)二、软件模块:知识点模块1、GMP基础讲解知识点部分该知识点模块必须以图片和文字的形式进行介绍,包含以下内容在内的不少于10个模块、不少于100篇的讲解文件:11GMP简介包含:GMP发展史、2010版GMP简介;1.2厂房、设施与设备包含:厂址选择和厂区总体布局,洁净室的装饰施工;1.3HVAC系统设计与管理包含:HVAC简介、空调机组、风管、洁净室URS(用户需求);1.4设备管理包含:制药设备材料简介、制药设备常用机构、压力容器、管件与阀门、设备的选择、设备保养维护与维修基础、设备的防污染措施、校准;1.5人员管理包含:相关人员配备与基本素质要求、人员卫生管理;1.6物料管理包含:物料供应商管理、物料标识、物料的入库与验收、制药车间的物料流转与控制、药品的包装材料标签与说明书管理;1.7制药用水包含:制药用水概述、纯化水生产技术、注射用水生产技术、制药用水系统的日常在线监控间隙监控及取样分析1.8制药企业的文件管理包含:药品生产文件的基本类型认知、文件的编制、制药企业文件的执行与管理、文件的修订与废除、文件管理系统的自检;1.9生产管理包含:生产管理概述、生产系统的运行管理;1.10质量控制与保证包含:实验室管理、变更管理、风险管理。
灯检机验证方案分解
**********有限公司Validation Document验证文件验证项目:安瓿注射液异物自动检查机设备验收验证方案完成日期: 年月日有效期至: 年月日目录一概述 (4)(一)设备工作原理 (4)二验证目的 (4)三职责分工 (5)四验证计划 (6)五验证内容 (6)(一)设计确认 (6)(二)安装确认 (6)1 安装环境确认 (6)2安装设备确认 (7)(三)运行确认 (7)1 功能试验 (7)(四)性能确认 (9)1 杂质灵敏度的确认 (9)2 批量人机对比 (10)3 设备检测破瓶率 (10)4 Knapp测试 (11)5偏差情况 (17)六验证结果评定与建议 (17)七变更管理 (18)一概述本次验证的对象为ADJ1-20/150型安瓿注射液异物自动检查机(简称灯检机),该灯检机用于对灭菌后的小容量注射液进行可见异物的自动检测,本次验证按照设计确认、安装确认、运行确认、性能确认顺序进行。
(一)设备工作原理安瓿注射液异物自动检查机是利用视觉系统检测出混杂在产品中的可见异物,其工作原理是将被检测安瓿由输送带送到进瓶拨轮,再输送到转盘检测区相应旋瓶座上并由压头压住,被检测安瓿随转盘被旋瓶电机带动高速旋转。
当被检测安瓿进入光电检测位前,通过刹车制动,被检测安瓿停止旋转,而瓶内的液体仍然在旋转。
此时,被检测安瓿进入光电检测区,强光源照射安瓿内药液,相机对被检测安瓿高速拍照,计算机经过几幅图像进行对比,即可判定液体中是否含有杂质或异物。
同时通过相机采集到的图像还可以判定液位是否满足要求。
被检测安瓿经过多组光电检测区,无论哪一组判定其有异物,此被检测安瓿将被判定为不合格品,并在出瓶口被剔废装置自动剔除。
从而达到自动检测并区分合格品与不合格品的目的。
(二)主要技术参数二验证目的通过对安瓿注射液异物自动检查机的验证,确认异物自动检查机的安装符合设备安装技术要求和使用要求,确认各项性能参数是否达到设计技术指标,确认检测效率和检测精度符合工艺要求。
KNAPP测试-小容量注射剂灯检机验证方案

小容量注射剂车间智能型全自动灯检机验证方案目录一、验证概述二、验证方法(一):预确认(二):安装确认(三):运行确认25/ 1(四):性能确认Knapp 测试附表一:“KNAPP测试”人工检测统计表附表二:“KNAPP测试”检测统计表附表三:“KNAPP测试”人工质量因素统计表附表四:“KNAPP测试”机器质量因素统计表一、验证概述本次验证的对象为型灯检机,该灯检机用于对灭菌后的注射液进行可见异物的自动检测,本次验证按照预确认、安装确认、运行确认、性能确认顺序进行。
首先通过预确认,确定设备选用正确;接着通过对设备的安装检查,确认设备的安装符合要求;再接着进行运行确认,确定操作功能、方法和参数;最后进行性能确认,确定设备的合格性,稳定性。
二、验证方法(一)预确认通过对设备额定生产能力的检查,确认设备的生产能力与生产规模相适应,通过对技术资料的检查,确认技术资料齐全,通过生产厂家试车的确认,确认生产厂家试车合格。
1、设备预确认表25日期检查人:(二)安装确认确定安装符合规范,能满足生产的需要通过对设备的安装确认,安装环境确认1、日期确认人:安装设备确认、2日期确认人:三)运行确认(现在设备已经经过生产厂家的调试并合格,在进行运行确认前,由使用单位的人员按照验证的要求进行运行确认。
1、检测区功能确认2525确认人:日期、检测区偏差情况1确认对系统是否有并进行分析,记录验证过程中产生的不符合项目,影响。
日期:记录人:机器检测区各功能试验的整体结论:设备运行是否符合设计和生产需求?本项目验证是否完成?是否可以进行下一项目验证?25/ 7验证人:日期:(四)性能确认1、Knapp 测试1.1测试准备:对每种类型的产品的一个批次的瓶子做好准备,包括做好编号的250瓶,按下表要求组成:*不合格品瓶代表真实的剔除产品和不同的颗粒,不是实验室做出来的,它代表真实产品的微粒类型每瓶自由地编号,用一个小标签(标上从1到250),不合格瓶的编号(如下):瓶号缺陷说明测试:1.2)批次准备好后,进行如下人机测试:(当K.T.Knapp Test 检测人员测试:1.2.125/ 8个操作者,他们的检测能力代表着该厂的平均水准。
模块化稳态荧光光谱仪 Fluorolog-QM

模块化稳瞬态荧光光谱仪Fluorolog-QM ™系列新一代高灵敏度、高灵活性滚滚长江东逝水Fluorolog-QM TM独特优势2Fluorolog-QM™第四代Fluorolog荧光光谱仪“仪器性能、通用性及操作便捷性的飞跃提升”反射式光路设计,保证全波长范围性能优化高灵敏度保证优异的杂散光抑制比,像差校正长焦长单色仪(单级:350 mm,双级:700 mm)新一代专业分析软件,满足所有稳态和寿命测试需求,具有多种全新功能扩展波长范围,从深紫外到近红外区域可同时连接4种光源和6个检测器,且全部由电脑控制,实现多功能测试即插即用,100 MHz脉冲光源,强化TCSPC寿命功能 近红外稳态和磷光寿命检测波长至5500 nm优化的光学设计,深紫外激发(低至180 nm),无臭氧DeltaDiode, DataStation, DAS6, FelixFL, FluorEssence, EzSpec, EzTime, NanoSizer都是3技术和应用Fluorolog-QM 涵盖广泛的发光相关研究材料研究 ● 地球科学4混合体系瞬时反应三维光谱偏振和各向异性磷光吸收及透射时间分辨发射谱滴定测试荧光/磷光寿命测试比率荧光量子产率微孔板分析仪微区分析低温荧光温度控制上转换时间相关动力学纳米材料科学化学分析科学生物物理学高分子化妆品材料研究食品科学石油化工地质学法医学光伏领域稀土元素环境科学制药行业•Food Science•Life Sciences5● 化学 ● 食品科学 ● 生命科学需要更深紫外的光源?6荧光光谱仪灵敏度测试的行业标准是根据水拉曼计算信噪比。
Fluorolog-QM的信噪比在标准测试中已被证实具有超高水平,并且是在使用超低功率光源条件下实现的。
分辨率对光致发光研究至关重要。
高质量的分辨率可实现材料科学和分析化学等研究领域至关重要的光谱细节表征。
分辨率是检测极窄光谱特征的关键,是研究无机材料和晶体相互作用过程的关键。
注射剂微粒检查方法及检测设备应用问题探讨
检机来代替人工灯检。
目前灯检机领域存在两大技术阵营:一为日本卫材公司的 SD 检测法,一是欧洲制药机械公司的高速
摄像检测法。而国内也有很多高技术企业正在对全自动灯检机做相关的研究开发工作。它们的检测原理及 性能对比情况如表 1 所示。
表 1 国内外全自动灯检机检测原理对比表
项 目
日本卫材
欧洲公司
国内公司
可见《中国药典》对注射剂中所含不溶性微粒的规定为:50 μm 以上的为必须检出,而 50 μm 以下 的可限度含有。
近年来,国家对注射剂中所含微粒的检查越来越重视。《中国药典》2005 版实施将注射剂微粒检测方 法由《澄明度检查细则和判断标准》修订为《可见异物检测法》。7 月 13 日,国家局又印发补充规定,对 溶液型静脉用注射液等注射剂的可见异物合格标准进行重新规定。
2009 年国家药品抽样检查中,江苏某制药企业生产的茵栀黄注射液多批次可见异物检查项不合格,对 此,国家局责令其停止生产并召回已销售茵栀黄注射液。吉林某制药企业生产的部分批次注射用泮托拉唑 钠品种可见异物检查不符合规定,被国家局网上通报。而各省地市药监局也对市场流通的注射剂进行了可 见异物的频繁抽检。可见,注射剂中可见异物检查无论是对患者安全用药还是对药品生产企业的正常生产, 都是非常关键的。
1 注射剂的剂型优点及使用现状 注射剂由于其药效迅速、剂量准确、作用可靠已广泛应用于临床中,特别是在抢救昏迷、抽搐、痉厥
等危重病症患者时,药液可直接由静脉注射进入血液循环,迅速起效,在临床急救用药中,它一直是首选。 注射剂的发展,迄今已有一百多年的历史,我国每年的用量约为 400 亿支。
随着注射剂的大量使用,其临床应用时潜在的热原不良反应,已引起人们的高度重视。而且,注射剂 的微粒作为安全用药的一项重要指标,正逐步引人关注。
全自动灯检机研究和开发

图 1 液 体 图像 采集 过 程 示 意 图
测 ,并 稳定地 从流 水线上 剔除 不合格 产 品。
在 图像 采集 时 ,由于 液体 中 的杂 质 ,有 些 相 当细小 ,不易 分 辨 ,因而 在 选择 照 明方 案 时应 能 尽 量 突 出这些 细 小 的液 体 杂 质 。全 自动 灯检 机 针 对 不 同性 质 的微 粒 ,采 用 组 合 照 明系 统 ,以便 达 到 最有 效 的检测 效 果 .其 照 明 单元 结 构 如 图 2所
(1.Pharmapack (Guangzhou)Packing Equipment Co., Ltd, Guangzhou 5 10730, China;2.Guangdong University of Technology,Guangzhou510006,China)
Abstract:This paper presents an automatic inspector with light based on machine vision.Because of the design of multi—station,the in- spector has multi-function include impurities inspection of liquid and bottle inspection.The special equipment is designed for capturing the sequence images of rotary liquid, the image fusion a n d motion ana lysis are adopted to analyze the images of liquid and bottle.The automatic inspector call inspect products completely an d accurately. Key words:automatic inspection;ma chine vision; motion analysis
安瓿注射液异物检查设备的自动化控制系统研究
安瓿注射液异物检查设备的自动化控制系统研究一、引言安瓿注射液作为医疗行业中广泛使用的一种药物输液方式,对患者的治疗起到了至关重要的作用。
然而,由于生产过程中的不可避免的误差,安瓿注射液中可能存在着异物,例如玻璃碎片、塑料颗粒等,这些异物可能会对患者的健康产生威胁,因此必须对安瓿注射液进行严格的质量控制。
为了保证安瓿注射液的质量,异物检查设备被广泛应用于生产线上,可用于自动检测注射液中的异物。
本文旨在研究安瓿注射液异物检查设备的自动化控制系统,以提高其性能和效率。
二、自动化控制系统的设计1. 硬件设计安瓿注射液异物检查设备的自动化控制系统主要由控制器、传感器、执行器和人机界面等几个关键组件组成。
控制器:选择高性能的工控机作为控制器,以满足实时性和稳定性的要求。
传感器:采用高精度的光电传感器,用于检测注射液中的异物,如玻璃碎片和颗粒物。
执行器:通过电动气缸控制注射液的流动,以便将异物从管道中排出。
人机界面:设计直观友好的操作界面,方便用户对设备进行参数设置和监控。
2. 软件设计自动化控制系统的软件设计主要包括以下几个方面:数据处理:通过控制器采集传感器检测到的数据,并对数据进行处理和分析。
主要是识别和判断异物的类型和数量。
控制算法:根据检测到的异物信息,自动调整执行器的工作状态,以实现自动排除异物的目的。
故障诊断:设备故障时,通过系统自动诊断功能,提示故障原因和解决方案,减少人工干预和维修时间。
数据存储与管理:将检测到的异物信息和设备工作记录存储在数据库中,方便后续统计分析和质量控制。
三、系统工作流程1. 系统启动用户在人机界面上输入启动指令,控制器开始工作。
控制器读取设备工作参数和用户设置的参数。
2. 异物检测控制器通过传感器对注射液进行检测,获取异物的位置和特征信息。
控制器将检测到的信息进行处理和分析,判断是否存在异物。
3. 异物排除如果检测到异物,控制器根据控制算法自动调整执行器的工作状态。
执行器通过电动气缸控制注射液的流动,将异物从管道中排出。
灯检机URS
用户需求说明书Use Requirement Specification安瓿瓶全自动异物侦检机Ampoule bottle automatic foreign matter detecting machine审核及批准REVIEW AND APPROVAL目录1.背景介绍BACKGROUND (4)2.目的PURPOSE (4)3.范围SCOPE (4)4.法规和国家标准REGULATORY AND STATUTORY COMPLIANCE (4)4.1C GMP法规 (4)4.2行业标准 (4)4.3国家标准 (5)5.项目介绍PROJECT INTRODUCTION (6)5.1项目描述 (6)5.2工艺/流程描述 (6)5.3产品介绍 (6)6.用户及系统要求USER / SYSTEM REQUIREMENT SPECIFICATION (7)6.1URS要求 (7)7.缩略词附件 (13)8.附件 (13)1. 背景介绍Background根据公司生产任务进度,将在水针生产线增加一台安瓿瓶全自动异物侦检机。
2. 目的PURPOSE本用户需求文件该文件旨在从项目和系统的角度阐述用户的需求,总括了用户对该项目的质量要求(GMP),描述了用户对该设备的工作过程及功能的期望。
主要包括相关法规符合度和用户的具体需求,这份文件是构建起项目和系统的文件体系的基础,同时也是系统设计和验证的可接受标准的依据。
设备生产商应在规定的时间内完成并达到本用户需求的设计目标和可接受的质量标准。
3. 范围SCOPE该文件为新增设备项目水针生产线安瓿瓶全自动异物侦检机项目的用户要求文件。
4. 法规和国家标准Regulatory and statutory Compliance4.1 cGMP 法规该设备用于药品的包装生产,因此必须符合cGMP的要求,主要包括:•中国GMP(2010年版)•中国药典(2010年版)• FDA - 21 CFR Part 11: electronic records and electronic signatures.•4.2 行业标准• TJ36-79工业企业设计卫生标准4.3 国家标准• GB-52261-2002 机械安全机械电气设备第一部分:通用技术条件• GB-8196-87 机械设计防护罩安全要求•GB-12265-90 机械防护安全要求5. 项目介绍Project introduction5.1项目描述针剂车间现有1台150型安瓿瓶全自动异物侦检机,生产能力为9000支/小时,而水针洗烘灌联动线的生产能力为20000支/小时以上,生产药品的可见异物检查的能力相对不足。
自动灯检机
自动灯检机1、想法来源我是一名往届生,在读研前,我在湖南汇一制药机械有限公司做设计员,公司与湖南较出名的千山药机与楚天科技一样,做的都是制药机械。
在入职的前三个月我在公司的车间实习,熟悉公司的产品及各个产品的制造加工装配等工艺流程。
公司的主要产品分为软袋、塑瓶、玻璃瓶等的贴标、烘干、扎盖、清洗等等,而自动灯检机在技术难题没得到很好的解决和技术的突破不突出,本人也认为自动灯检机的科技含量更高,同时发展前景更好。
图1、图2是我所在的湖南汇一制药机械有限公司的产品中心。
下面我将来重点介绍一下自动灯检机。
图1图22、产品历史前身在对玻璃瓶进行了药水注射,贴标、扎盖、清洗、烘干等一系列操作后,将进行最后一项,灯检,目的就是检测瓶中液位是否正常,液体内是否杂志超标(比如是否含有玻璃屑、金属屑、纤维、毛发、白点、白块等),前期都是靠质检员的肉眼观察,这样测出合格率的成功率极低,大大危害到病人的健康。
正是由于员工的差异和人眼看到的微粒大小所受限制上来说(人眼所能看到的微粒大小一般是50um),进而有了灯检机的出现,其中设备的灯检效率和准确率远远高于人工灯检。
设备可根据需求,对异物大小进行辨别。
自动灯检机的前身是人工灯检机,在此之前,人工灯检机的劣势很明显。
比如:(1)生产效率低,每人检查约1000~2000支/h;(2)灯检人员视力不同,依据也不同,无统一标准;(3)灯检工易疲劳,易造成误检或漏检;(4)思想情绪也会造成漏检、误检,同时灯检人员的责任心也会影响检查结果;(5)对人的眼睛有一定的损害。
基于这些原因,国家医药管理局在20世纪80年代末就组织有关厂家开展安瓿全自动灯检机的研制,最终2007年5月成功研制出第四代样机,并于2008年7月通过国家科技成果产品鉴定。
3、技术状况灯检机是一种为了保证人民的用药安全,杜绝发生用药事故而检测药物的制药机械,它是玻璃瓶液体灌装后的检验设备,灯检机由灯检箱、灯检台、灯检仪、电脑显示屏组成。
灯检机验证方案

编号:DJ-600型全自动灯检机验证材料江西制药有限责任公司DJ-600型全自动灯检机验证记录江西制药有限责任公司目录一、验证方案二、验证记录三、验证报告DJ-600型全自动灯检机验证方案验证方案目录一、目的二、职责三、时间安排四、概述五、相关文件六、风险分析七、验证内容八、偏差处理九、再验证周期十、附录一、目的确认 DJ-600型全自动灯检机安装符合规范和设计标准,并满足生产工艺要求;确认该设备能否正常、稳定地运行,各项操作、维护保养规程符合生产实际要求;保证经该设备检验出的中间产品的各项指标满足设计要求及GMP要求。
三、时间安排年月日~年月日。
四、概述1. 设备名称:DJ-600型全自动灯检机,编号2. 生产厂商:上海新特精密机械有限公司。
3. 安装环境:非洁净区。
4. 用途:DJ-600型全自动灯检机用于小容量注射剂可见异物的检测。
5. 工作原理:运用机器视觉技术、自动化控制原理,通过机械方法使被检测产品高速旋转、瞬间制动;采用特殊光源系统获取被检测产品系列图像;运用软件系统对图像进行计算、分析,完成对产品的检测。
6. 相关参数:被检测安瓿的规格为:1ml、2ml、5ml安瓿;检测能力为600瓶/分钟。
五、相关文件六、风险分析七、验证内容1.设计确认:1.1文件确认:将厂家提供的技术文件与URS进行对比,确认设计文件已经被审核和批准。
检查1.2性能技术参数的确认:列出关键参数及其设计标准,对照GMP要求和URS要求,判断设计参数是否符合设计标准。
检查结果见附表1-2(DJ-600型全自动灯检机验证性能技术参数确认记录)。
1.3设备结构性能特点:检查结果见附表1-3(DJ-600型全自动灯检机验证设备结构性能特点确认2. 安装确认2.1确认目的:确认设备安装符合设计要求。
2.2确认程序:按照设备安装说明书,及操作规程,对设备进行安装。
2.3可接受标准:安装符合说明书及操作规程2.4确认方法:2.4.2技术资料确认:检查厂家提供的技术文件是否与设备相符、是否齐全。
年产2400万瓶盐酸氨溴索氯化钠注射液_制药厂课程设计
年产2400万瓶盐酸氨溴索氯化钠注射液_制药厂课程设计皖西学院生物与制药工程学院(制药厂设计)课程设计班级制药工程姓名 xxx学号xxx 指导教师xx 二○一二年九月十三日皖西学院生物与制药工程学院制药厂设计课程设计任务书设计题目年产2400万瓶盐酸氨溴索氯化钠注射液制药厂设计指导教师xx专业班级制药0902班学生xxx设计的目的和要求生产能力:年产2400万瓶,100ml/瓶。
生产天数:300天/年工艺要求:玻璃输液瓶包装材料标准、玻璃瓶装输液剂生产设备、输液剂灭菌设备、大输液包装生产线等要求:执行GMP规范要求设计工艺设计的任务1、工艺流程的设计和说明书2、绘出带控制点的工艺设备流程图设计工作计划与进度安排第一周:1、收集查阅相关文献资料2、初步确定工艺方案3、物料衡算、主要设备选型第二周:1、最终确定工艺方案,撰写设计说明书2、绘制相应图纸主要参考文献资料参考文献:[1] 张洪斌. 制药工程课程设计[M].北京:化学工业出版社2007.[2] 潘卫三. 工业药剂学[M].北京:高等教育出版社,2006[3] 陈平. 制药工艺与设计[M].北京:化学工业出版社,2009参考网站://0>.//.//.皖西学院生物与制药工程学院课程设计说明书题目: 年产2400万瓶盐酸氨溴索氯化钠注射液制药厂设计课程:制药厂设计系 (部): 生物与制药工程学院专业: 制药工程班级: 0902学生姓名: xxx学号: 20090xx6xx指导教师: xx完成日期:2012-9-13目录第一章前言..61.1 简介..6 1.2 输液的分类及临床用途61.3 输液的质量要求6 1.4 盐酸氨溴索氯化钠注射液的简介..6第二章工艺设计与说明 (7)2.3 工艺流程图 (7)2.2 处方概述…….7 2.3 制药用水制备.8 2.3.1 去离子水制备.8 2.3.2 纯水的蒸馏..82.4 原材料的制备.8 2.4.1 浓配..9 2.4.2 过滤..9 2.4.3 稀配..9 2.4.4 粗滤和精滤.92.5 输液瓶的清洗.92.5.1 瓶外清洗.92.5.2 清洁剂处理.102.5.3 饮用水处理.102.5.4 纯水清洗..102.6 隔离膜处理10 2.7 橡皮塞处理10 2.8 灌装工序.11 2.9 灭菌与质检工序.11 2.10 产品的包装工序.122.11 入库与贮存.12第三章物料衡算133.1 物料衡算的基础133.2 物料衡算的基准.133.3 物料衡算条件..133.4 物料衡算的范围.143.5 物料衡算.14第四章设备选型..164.1 工艺设备设计与选型步骤.164.2 主要设备选型.16 4.2.1 QJW6型外洗机..16 4.2.2 QTXP-I型滚筒式洗瓶机..17 4.2.3 GFP-18A型灌封机..17 4.2.4 离子交换器..17 第五章工厂平面布置总图设计..19第六章主体车间设计19第七章附图19参考文献.20附录.21第一章前言1.1 简介输液infusion solution是指由静脉滴注输入体内的大剂量注射液,它是注射剂的一个分支。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
5 2 4 7 6 3 2 1
8
1
图 2 夹具组件结构示意图 1.夹具 2.弹簧 3.支柱固定夹 4.细长杆 5.凸轮轴承跟随器
3.2 回转机构的设计及分析
(a ) 灯检机实验样机结构示意图
进 瓶 不合 格品 合格品 出瓶
根据注射液图像采集的要求,需设计一个回转机构带动玻 璃瓶一起转动, 且机构带动玻璃瓶转动时, 保证能拍摄到全瓶。 回 外部套筒和承载玻璃瓶 转组件主要包括与同步带接触的摩擦轮、 的回转阶梯轴, 结构如图 3 所示。
1 引言
注射液产品包装、灌装流水线上的质量检测是医药生产中 最重要的环节之一, 而注射液微小杂质颗粒的检测是整个医药包 灌装流水线质量检测中最困难的课题之一。注射液中的微粒 装、 一般有: 纤维、 玻璃屑、 颗粒、 橡皮屑及毛发等[1]。 《中国药典》 规定, 在生产过程中, 要对输液逐瓶进行可见异物检查[2]。 由于关系到患 者的健康和生命安全, 医用注射液一般质量要求很高, 如果存在 目前许多医药生产厂家 直径 15μm 左右的杂质则会认为不合格。 都采用人工灯检[3]的方式。 这样的检查方法不仅劳动强度大, 工人 国外一些 易疲劳, 而且检测结果不稳定, 检测方法和标准不统一。 研究机构和医疗器械公司已经做过一些研究工作[4-5], 国内少数医 疗器械公司引进的这方面进口设备不仅价格昂贵, 而且检测结果 不理想[6]。 所以, 研制适合我国制药标准和生产环境的检测设备具 有十分重要的现实意义。 对灯检机机械系统关键部分进行设计与 分析。并运用 CAD 和 ADAMS 软件建立了灯检机实验样机的虚 拟样机, 并采用 ADAMS 实现运动仿真。 该设备在采集图像时, 能 很好的解决回转机构同轴问题、 防止玻璃瓶破损以及实现自动夹 持和松开不同型号玻璃瓶等关键问题, 对后续流水线式检测机的 设备研发和图像处理打下了基础。
*来稿日期: 2011-07-07 *基金项目: 深圳市科技计划项目 (JC201005280629A ) , 深圳市精密工程重点实验室资助 (CXB201005250018A )
第5期
张家访等: 注射液杂质智能灯检机关键模块设计及仿真
25Leabharlann 工作时,通过控制伺服电机的启动与停止来控制各机构的 运动。首先, 夹具组件中的凸轮轴承跟随器通过支柱固定夹带动 夹具上升至合适高度 (视被检玻璃瓶高度确定 ) , 保证玻璃瓶能放 同时夹具下降 置到检测区。接着将玻璃瓶置于回转机构中心处, 并夹持玻璃瓶瓶口且利用压缩弹簧力顶住玻璃瓶, 完成对玻璃瓶 的夹紧。通过控制夹具上升与下降的高度, 可以实现对不同高度 松开玻璃瓶的目的。 然后启 型号玻璃瓶的检测, 并达到自动夹持、 动伺服电机带动同步带轮,通过同步带轮组件带动回转机构转 动, 此时玻璃瓶随回转机构一起转动, 并带动玻璃瓶中杂质浮动 起来。 当玻璃瓶转速达到一定的转速, 伺服电机停止, 玻璃瓶停止 转动时, 玻璃瓶中的杂质仍随液体在做旋转离心运动, 此时即可 最后对图像进行分析处理, 检测出 通过 CCD 相机进行图像采集。 注射液合格与否, 并自动分类剔除不合格品。
3 主要工作部件设计
玻璃瓶的尺寸是灯检机机械系统主要工作部件设计的依 据, 因此必需先选取玻璃瓶型号。 注射液安培瓶的容量一般为 (1~ 25 ) ml, 参照各种容量安培瓶的型号要求, 以不同安培瓶直径及高 度尺寸, 作为夹具及回转机构设计的依据。该设备检测玻璃瓶的 尺寸范围为: 瓶身直径为 (18~42 ) mm, 瓶颈直径为 (10~30 ) mm, 玻 璃瓶高度为 (60~110 ) mm。
2.2 灯检机工作原理
输液中的可见异物在静止时, 一般沉在瓶底, 不便实现自动 检测。 为了能够搅动起药液中的异物[7], 设计了带动玻璃瓶转动的 回转机构和夹持玻璃瓶的夹具, 使玻璃瓶随回转机构转动。这样 玻璃瓶底部的小异物便被搅动起来, 并随玻璃瓶一起做离心旋 转, 使采集到的杂质图像数据完整。
3.3 同步带轮组件设计
同步带轮组件主要由同步带轮、 同步带、 同步惰轮、 传动轴和 联轴器等组成, 如图 4 所示。 同步带轮组件结构, 如图 4 所示。 考虑 到同步带与回转机构摩擦轮的摩擦力,该设备将同步带轮组件与 电机设计成能安装在同一块板 4 上的独立模块,板 4 横向移动时 并可带动同步带轮组件横向移动,这样可以控制同步带与回转组 电机和同步带轮组件安装在板 4 上, 板 4 可以 件摩擦轮的摩擦力。
24
文章编号: 1001-3997 (2012 ) 05-0024-03
机械设计与制造 Machinery Design & Manufacture
第5期 2012 年 5 月
注射液杂质智能灯检机关键模块设计及仿真 *
2 3 3 张家访 1, 袁清珂 1 王 肇 2, 卢宗庆 2, 李 坡 2 王广凯 1 (1 广东工业大学 机电学院, 广州 510006 ) (2 中国科学院 深圳先进技术研究院, 深圳 518055 ) 3 香港 ) ( 香港中文大学,
Design and simulation for key module of automatic pharmaceutical liquor inspection machine
2 3 3 ZHANG Jia-fang1, , YUAN Qing-ke1, WANG Zhao2, , LU Zong-qing2, , LI Po2, WANG Guang-kai1 ( School of Mechatronic Engineering, Guangdong University of Technology, Guangzhou 510006, China ) 2 ( Shenzhen Institutes of Advandced Technology, Chinese Academy of Sciences, Shenzhen 518055, China ) 3 Hongkong, China ) ( The Chinese University of Hongkong, 1
在板 3 上左右移动一定距离, 以控制同步带与回转机构摩擦轮的 接触力, 保证回转机构不因载荷过大而损坏, 使传动平稳可靠。板 4 材质采用铝合金 6061, 长 250mm, 宽 145mm, 厚度为 10mm。
5 4 3
2 1
(a )
(b ) 图 6 果灯检机工作过程仿真
(c )
4.3 玻璃瓶与回转机构仿真结果分析
3.1 夹具组件的设计及分析
夹具组件主要包括夹具、 压缩弹簧、 支柱固定夹、 细长杆和 凸轮轴承跟随器等, 如图 2 所示。凸轮轴承跟随器通过支柱固定 夹带动细长杆作上下运动, 夹具随细长杆运动, 这样可以实现自 松开玻璃瓶, 并可检测不同高度的玻璃瓶。 通过控制弹簧 动夹持、
26
机械设计与制造
No.5 May.2012
3
2
1
(b ) 流水线式灯检机关键部分简化示意图 图 1 灯检机结构示意图 1.电机模型 2.支撑框架 3.回转组件 4.平板光源 5.夹具组件 6.同步带轮组件 D 相机 8.支撑脚
图 3 回转组件结构示意图 1.摩擦轮 2.外部套筒 3.回转阶梯轴
通过受力计算得出,玻璃瓶与回转阶梯轴的摩擦力 F1= 8.5N, 摩擦轮与同步带的摩擦力 F2=15N。为减小摩擦力矩对回转 阶梯轴转动的影响,在此并列使用两个深沟球轴承来减小其力 矩。综合考虑, 最终选取深沟球轴承 6901。回转阶梯轴与玻璃瓶 底部配合, 为使 CCD 相机拍摄到玻璃瓶的全瓶, 把配合面设计成 一个 (0.3×45 ) °的倒角凹槽。
力大小和夹具上下运动的速度,可以保证玻璃瓶不被破碎。 夹 具内部设计成梯形形状,以便夹具与玻璃瓶接触时容易同轴, 减 少了玻璃瓶转动时的晃动。夹具尺寸视被检玻璃瓶的尺寸而定, 夹具组件中弹 调换夹具并可实现对不同瓶颈直径玻璃瓶的检测。 ) mm。且通过受力计 簧选取分析: 被检玻璃瓶的高度为 (60~110 算,除夹具组件重量外还需要作用大于 7N 的弹簧力在夹具上, 综合考虑最终选取的压缩弹簧主要参数 才能使夹具夹紧玻璃瓶。 压缩量为 100mm, 弹簧系数为 0.3N/mm, 为: 弹簧长度为 200mm, 最大弹簧力为 37.4N。
2 智能灯检机机械系统的关键检测模块 结构和工作原理简介
2.1 灯检机机械系统的关键检测模块结构
注射液杂质检测系统采集到的图像应该清晰准确,因此合 针对实际生产 理的设计图像采集系统的机械传动部件十分关键。 (a ) 所示。实验 调研总结, 设计了灯检机实验机样机结构, 如图 1 机样机主要是验证灯检机机械传动关键部件设计的合理性, 为后 续流水线式灯检机的研发和图像算法的开发打下基础, 后续流水 线式灯检机关键部分的简化示意图, 如图 1 (b ) 所示。灯检机由支 撑框架、 同步带轮组件、 回转机构组件、 夹具组件、 CCD 工业相机 和平板光源等部分组成, 如图 1 (a ) 所示。夹具部分可作上下垂直 运动, 回转机构可带动玻璃瓶一起作回转运动。通过调换夹具和 回转机构的回转阶梯轴可实现对不同型号玻璃瓶的检测。
【摘 要】针对注射液杂质全自动智能灯检机中检测平台的核心运动单元的设计进行了详细的论 述, 并详细介绍了灯检机的工作原理。为了采集到准确清晰的注射液杂质图像, 对灯检机机械系统中检 测平台的关键检测模块进行设计与分析, 其主要包括回转组件、 夹具组件和同步带轮组件等关键部件。 综合应用三维实体造型 CAD 软件和机械系统动力学分析软件 ADAMS 建立了所设计的灯检机的虚拟 样机, 并通过初步运动仿真分析, 验证了所设计机构的合理性以及该设计的意义。 关键词: 灯检机; 玻璃瓶; 设计; 仿真 【Abstract】The design of core motion unit of inspection platform for auto inspecting injecta impurity is expounded in detail, and the work principle of inspection machine as well.In order to capture high quality some critical inspecting modules in inspection platform of this and stable images of the injecta impurity, machine were designed and analyzed, including mainly rotation module, clamp module and synchronous pulley module etc.Then a virtual prototype of the machine was established by using 3D solid modeling soft- ware CAD and mechanical system dynamics analysis software ADAMS.Through simulating and analyzing the preliminary motion, the rationality and significance of the design are verified. Key words: Inspection machine; Ampulla; Desing; Simulation 中图分类号: TH16, TN247 文献标识码: A