Y型球铁试棒断口灰斑分析
球墨铸铁件产生缺陷的原因有哪些?
球墨铸铁件产生缺陷的原因有哪些?球墨铸铁件产生缺陷的原因不单是球化处理问题,那么还有什么问题?在球墨铸铁件生产中,常见的铸件缺陷除有灰铸铁件的一般缺陷外,还有球化不良、球化衰退、夹渣、缩松、石墨漂浮、皮下气孔等。
通常,产生这些缺陷的原因不单是球化处理问题,有时还有造型制芯、熔炼浇注、配砂质量、落砂清理等许多生产工序的问题,因此必须具体分析。
以便采取相应的合理措施加以解决。
(1)球化不良特征:在铸件或试棒断面上分布有明显可见的小黑点,愈往中心愈密。
金相组织中.有聚集分布的厚片状石墨原因分析:1.原铁液硫含量过高2.铁液氧化3.残余球化剂量不足4反球化元素的干扰防止方法:1.尽量选用低硫的焦炭和新生铁。
若原铁液含硫量过高,应采用炉内、炉外脱硫或相应提高球化剂的加入量。
交界铁液一定要分离干净,灰铸铁的铁掖不应混入球墨铸铁中。
球化处理时,防止炉渣出到浇包中2.操作中严防铁液氧化3.熔制配比适当、成分稳定的中间合金,并采用合适的处理温度,注意球化处理操作。
防止铁液与合金作用过分激烈或“结死”在包底4镁球墨铸铁中。
加人少量的稀土,可中和反球化元素的干扰(2)球化衰退特征:球墨铸铁铁液,停留一定时间后,球化效果会消失原因分析: 铁液的残余镁量和残余稀土量随着时间的延长会逐渐减少,过了一定时间后。
球化剂残余量已减少到不足以保证铸件球化时,就造成球化衰退镁量和稀土量逐渐减少的原因是:1. 在铁液表面的MgS、CeS与空气中氧作用,发生下列反应:2MgS+O2=2MgO气↑+2S2CeS+ O2=2CeO气+2S烟状的MgO和CeO在空气中逸损,S返回铁液与Mg、Ce作用又生成MgS、CeS,这样循环,Mg、Ce不断损失2.镁在铁液中溶解度极小,大部分镁以微小的气泡悬浮在铁液中。
当有搅拌、回包、浇注、机械振动等情况时,镁气泡会集聚上浮,并穿出铁液表面。
遇空气燃浇而损失3.镁、稀土与氧有极大的亲和力。
铁液表面的镁和稀土要逐渐氧化、镁还有蒸发损失等防止方法:1.经球化处理的铁液应有足够的球化剂残余量2.降低原铁液硫含量,并防止铁液氧化3.球化处理后应扒净渣子4.缩短铁液经球化处理后的停留时间5.在铁液表面加覆盖熔剂,如石墨粉、木炭粉、冰晶石粉等(3)夹渣(黑渣)特征: 在铸件断面上呈现暗黑色,没有光泽,主要由琉化镁、硫化锰、氧化镁、二氧化硅、氧化铁、氢化镁等所组成,是一种非金属夹杂物,可用硫印、氧印等方法显示出来。
球墨铸铁球化质量的快速鉴别方法

•球墨铸铁球化质量的快速鉴别方法•发布时间:2013-12-4 15:00:34 来源:宁夏铸峰特殊合金有限公司国内销售部文字【大中小】浏览人数:2031【收藏】•炉前检验球铸铁炉前检验是其生产过程中不可缺少的一环,它直接关系到球墨铸铁件的质量。
及时、准确判断铁液的球化情况,可以迅速采取措施控制球墨铸铁质量。
炉前误判将会造成大量铸件报废,浪费造型工时,因此炉前的及时、准确判断球化情况比炉后检验重要得多。
实际生产中常用的炉前检验铁液球化情况的方法有以下几种。
1 表面结皮及火苗判断法稀土镁球墨铸铁含镁量较低,又有稀土元素,铁液表面和纯镁球墨铸铁不一样,表面没有那么多氧化皮,火苗也没有那么多而有力。
但是当补加1/3铁液时液面会逸出镁光及白**火苗,形如烛火。
根据火苗数量、高度判断球化情况及镁残余量,火苗越高、越有力,说明球化良好。
尤其是在浇注时,从铁液流中可以看到**火,如高度达25~ffice:smarttags" />50mm,即球化良好;若火苗低于15mm,则球化较差。
从处理后的球墨铸铁铁液表面看,形成氧化膜,并有银白色滚动的亮点,即为球化良好。
但氧化膜太厚,则表示铁液温度低。
2 三角试块法目前,通过观察试块来判断球化情况是普遍采用的一种方法。
各厂所用试块形状很多、尺寸各异,多数工厂采用三角形试块。
根据我厂生产特点、铸件大小和厚薄,选用三角试块截面积尺寸为12.5mm(底)×50mm((高)。
还有些工厂采用圆形试块,例如Ф15mm、Ф25mm、Ф30mm不等。
铁液理毕后用取样勺由铁液表面以下200mm处出液并浇成试块并冷至暗红色方可水淬冷却球良的块外圆比灰铸铁大得多外观清洁光亮很有砂通常立浇的三角试块两侧有缩陷卧浇块顶面或两侧有缩陷试块冷却敲断后球化良好试,呈银白色或银灰色瓷状断口尖端白口清晰中间有疏松若断口呈银白色并有放射状花纹则表球剂加入量偏高产生的碳化物较多此时试块入时发出“拍拍”的脆裂声试片轻击即断且新击的口很浓的电石气味因此最好浇注时进行浮硅育若口呈银灰色并有均匀分布的小黑点若断呈色晶,则明化败(见表)。
球铁试棒拉伸断口分析
维普资讯
3 2
内 燃 机 配 件
20 0 6年第 2期
1 1 以夹 渣 为 主 要 特 征 .
石墨 。断 口上 出现 此类 黑 灰 区时 由 于基 体的有 效 面
察 以及借 助扫 描 电 镜作 微 区 分 析 , 出其 影 响 力 学 找
定 长度后 , 迅 速 扩 展造 成 脆 断 。 由于 珠光 体 的 便
断裂是 沿铁 素体 和渗 碳 体 片 内部 的某些 晶面 劈开 ,
而石墨球只有一 少部分保留在断而上 。 因此断口对
光 的反射 作用 较强 , 观表 现为银 灰色 , 色泽 均匀 宏 且
[ i s] h ae aa s n dd steBakr i ra ei i nt sef c r o Dg tT i ppr nl e ad su i h l . g n a e x t g i e i at e f e s ys e c e o e sn n l r u
一
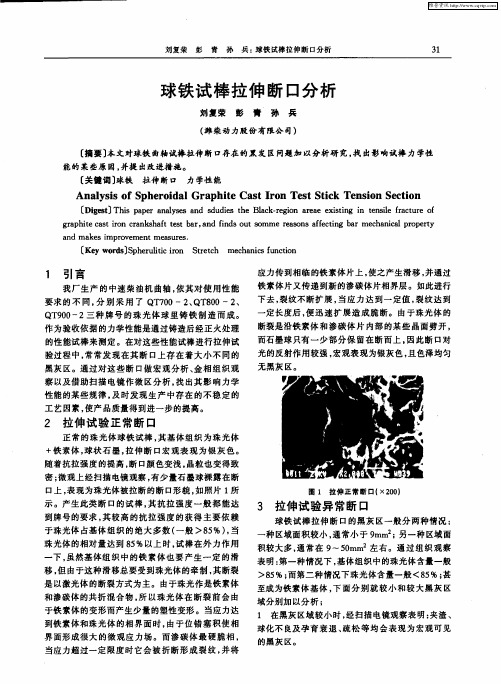
圈 1 拉伸 正 常 断 口( 0 ) ×2 0
3 拉伸 试 验 异 常 断 口
球 铁 试棒 拉 伸 断 口的黑 灰 区一般 分 两种 情况 :
一
种 区域面 积较 小 。 通常 小 于 9 mm2 另一 种 区域 面 ;
积较 大多 , 常 在 9 0 通 ~5 mm2左右 。通 过组 织 观 察 表明: 第一种 情 况下 , 基体 组织 中 的珠光体 含量一 般 >8 %; 5 而第 二 种情况 下 珠光 体含量 一般 <8 %; 5 甚
a d ma s i r v me tm e s r s n ke mp o e n a u e .
球墨铸铁常见缺陷的分析与对策
球墨铸铁件常见缺陷的分析与对策一、常见的缺陷及分析球墨铸铁件常见缺陷的分析与对策 (1) 球铁是近40年来我国发展起来的重要铸造金属材料。
由于球状石墨造成的应力集中小,对基体的割裂作用也较小,故球铁的抗拉强度,塑性和韧性均高于其他铸铁。
与相应组织的钢相比,塑性低于钢,疲劳强度接近一般中碳钢,屈强比可达0 7~0 8,几乎是一般碳钢的2倍,而成本比钢低,因此其应用日趋广泛。
当然,球铁也不是十全十美的,它除了会产生一般的铸造缺陷外,还会产生一些特有的缺陷,如缩松、夹渣、皮下气孔、球化不良及衰退等。
这些缺陷影响铸件性能,使铸件废品率增高。
为了防止这些缺陷的发生,有必要对其进行分析,总结出各种影响因素,提出防止措施,才能有效降低缺陷的产生,提高铸件的力学性能及生产效益。
本文将讨论球铁件的主要常见缺陷:缩孔、缩松、夹渣、皮下气孔、石墨漂浮、球化不良及球化衰退。
1 缩孔缩松 1.1影响因素 (1)碳当量:提高碳量,增大了石墨化膨胀,可减少缩孔缩松。
此外,提高碳当量还可提高球铁的流动性,有利于补缩。
生产优质铸件的经验公式为C%+1/7Si%>3 9%。
但提高碳当量时,不应使铸件产生石墨漂浮等其他缺陷。
(2)磷:铁液中含磷量偏高,使凝固范围扩大,同时低熔点磷共晶在最后凝固时得不到补给,以及使铸件外壳变弱,因此有增大缩孔、缩松产生的倾向。
一般工厂控制含磷量小于0 08%。
(3)稀土和镁:稀土残余量过高会恶化石墨形状,降低球化率,因此稀土含量不宜太高。
而镁又是一个强烈稳定碳化物的元素,阻碍石墨化。
由此可见,残余镁量及残余稀土量会增加球铁的白口倾向,使石墨膨胀减小,故当它们的含量较高时,亦会增加缩孔、缩松倾向。
(4)壁厚:当铸件表面形成硬壳以后,内部的金属液温度越高,液态收缩就越大,则缩孔、缩松的容积不仅绝对值增加,其相对值也增加。
另外,若壁厚变化太突然,孤立的厚断面得不到补缩,使产生缩孔缩松倾向增大。
球铁及其球化不良问题探讨分析

球铁及其球化不良问题探讨分析岗铁的应用使人类文明进入了铁器时代。
球墨铸铁的诞生,是继人类发明炼钢技术之后,在黑色金属应用技术方面又一次大的技术创新,是20世纪材料科学最重大的技术进展之一。
我国古代工匠早在2000年前就已制造出具有球状石墨的铸铁,分析表明上述铸铁件不含镁或稀土元素,是采用高纯木炭生铁熔剂,在金属型中浇注,经热处理后制成。
但由于这种工艺难于大量生产,因而这种古代球铁的独特技艺没有流传至今。
现代球墨铸铁采用向铁液中添加球化剂的方法使其在铸态下析出球状石墨,使得球墨铸铁真正登上了工业应用的舞台。
世界铸铁件的生产状况和趋势是,灰铸铁件的比例明显下降,但仍占优势。
球墨铸铁件的产量持续增长,蠕墨铸铁和特种铸铁也有了较大的发展。
我国球墨铸铁件在质量和生产稳定性方面的差距也较大。
我国球墨铸铁生产较突出的问题是材质强韧性上、缺陷多,其原因除炉料、球化处理方法和球化剂等因素外,主要是球化处理前对铁液含硫量要求过松。
因此,为使我国球墨铸铁生产能有大幅度的增长,必须大力实施能稳定提供质量可靠的优质球墨铸铁件的配套技术。
现在就球铁常见的缺陷球化不良结合我们单位的实际系统地进行论述一下。
球化剂的合理选用和稀土(RE)元素的加入是实现高强度薄壁球墨铸铁铸造的关键。
⑴该技术的核心是在铸造(熔炼)工艺中要保证RE/S=2~2.5。
球化剂要选用Fe-Si-Mg-RE-Ca 系材料,其中稀土元素(Ce、La、Pr)的加入并使之与硫保持一定比例是球化技术的关键。
试验证实,当RE/S<2时,出现球化不良;RE/S>2.5、Mg/S>5时,易出现白口,同时严格控Wp<0.04%、WBi=0.003%~0.007%。
灰铸铁铸件所产生的各种铸造缺陷(如缩孔、气孔、渣孔、夹砂、冷隔、浇不足等)都会在生产稀土镁球墨铸铁时产生。
球墨铸铁常见缺陷有球化不良(球铁处理不成)、球化衰退、缩松、皮下气孔等缺陷。
球化不良是稀土镁球墨铸铁经常遇到的问题之一。
【坛友分享】球铁件七种常见缺陷原因分析

【坛友分享】球铁件七种常见缺陷原因分析热加工行业论坛热加工行业论坛昨天1、石墨球异化石墨球异化出现不规则石墨,如团块状、蝌蚪状、蠕虫状、角状或其他非圆球状。
这是由于球状石墨沿辐射方向生长时,局部晶体生长模式和生长速率偏离正常生长规律所致。
铸件中残余球化元素量超出应有范围时,如残余镁太高,超过了保持石墨球化所需的最低量时,也会影响石墨结晶条件,就容易产生蝌蚪壮石墨。
而残余稀土较多时,高碳当量铁水易产生碎块石墨,碎块石墨的集中区域一般称做“灰斑”。
而蠕虫状石墨的出现则是由于球化元素残余量不足或者含有超限的钛和铝。
2、石墨漂浮过共晶成分的厚壁球铁件中,在浇注位置顶部,常常出现一个石墨密集区域,即“始末漂浮”现象,这是由于石墨与铁水密度不同,过共晶铁水直接析出的石墨受到浮力作用向上所致。
石墨漂浮程度与碳当量、球化元素的种类及残留量、铸件凝固时间、浇注温度等因素有关系。
镁能使球铁的共晶含碳量提高,碳当量相同的铁水,提高其残余镁量就能减少石墨漂浮,残留稀土量过高,有助于爆裂状石墨的升成。
3、反白口一般铸铁件的白口组织容易出现在冷却较快的表层、尖角、披缝等处,反白口缺陷则相反,碳化物相出现在铸件中等断面心部、热节等部位。
球化元素残余量过多时,有促进反白口缺陷产生的作用,稀土元素强于镁,它们一般都能增加球铁组织形成时的过冷度。
4、皮下针孔皮下针孔内主要含有氢,也有少量一氧化碳和氮。
残余镁量过高时,也同时加强了从湿型中吸收氢的倾向,因而产生皮下针孔的几率增加。
另外,球化铁水停留时间长也能增加针孔的数量。
5、缩孔缩松缩孔常出现在铸件最后凝固部位(热节处、冒口颈与铸件连接处、内角或内浇口与铸件连接处),是隐蔽于铸件内部或与外表连通的孔洞。
缩松,宏观的出现在热节处,细微的收缩孔洞,大多是孔洞内部互相连通。
与球化元素有关的是,要控制残余镁和稀土不能过高,这对减少宏观和微观缩松都有明显效果,缩松倾向几乎与球化元素成正比。
6、黑渣它一般发生在铸件的上部(浇注位置),主要分为块状、绳索状和细碎黑渣。
球铁断口分析
球铁试棒断口分析问题提出:球铁试棒铸件成分基本相同,但两者的抗拉强度、延伸率相差很大,断口有两个不同断面形貌。
(1)断口明显有两个区域:白的具有金属光泽,黑的好像石墨的颜色。
断口比较平齐,约2/3部分呈亮色结晶状组织,1/3部分呈灰色纤维状组织。
(2)断口断裂面全部为灰黑色。
猜想:铸件成分基本相同,显微组织也基本相同,怀疑与成分无关,是力学上引起的上述现象。
1.正常断口当试样的珠光体量在20~30% 时,其断口宏观表现为暗灰色,断面上分布着亮点,其分布特征是:从裂纹起源区到快速扩展方向,亮点依次增多。
它对应的力学性能表现为:抗拉强度= 500MPa左右,延伸率在l5~I 8% 之间。
所检测试样的力学性能为Rm=520MPa,A=15.4% 。
电镜观察结果:呈暗灰色,裂纹起源区为韧窝,断口中部区为韧窝+ 解理,而裂纹快速扩展区,也即亮点区,为解理断口。
光镜观察结果,暗灰区与亮点区基体组织分布一样。
当珠光体含量≥40%时,断口基本上呈银亮色。
此时试样的强度高,伸长率较低。
所考察断口对应的力学性能为Rm=570MP A=10.4%,从断口检测结果可见银亮色断口在宏观上呈解理形貌。
从上述试验结果可知,在正常球化级别的条件下,随着珠光体含量的增加。
拉伸试样断口宏观上由暗灰色向银亮色发展,微观由韧窝为主的断裂机制向以解理为主的断裂机制发展。
2.异常断口若基体中存在少量的缩松或拉伸夹具偏倾等情况,在拉应力处也会产生灰斑。
含有较多磷共晶和缩松的黑斑断口。
这类断口的宏观特征为:黑斑区内呈现放射状块状物,对该区域作大面积能谱分析-磷含量高达1.41%。
缩松一般伴随着磷共晶产生。
厚壁球铁断口与基体组织及力学性能存在对应关系,随着组织中珠光体量的增加,断口上由暗灰色向银亮色发展,微观上则由韧窝断裂向解理断裂发展,当然,力学性能方面是伸长率下降,强度增加。
灰斑是由于非包含物和缺口效应引起的应力集中所致,灰斑区微观形貌为韧窝,它对力学性能影响不大。
球铁断口分析

球铁试棒断口分析问题提出:球铁试棒铸件成分基本相同,但两者的抗拉强度、延伸率相差很大,断口有两个不同断面形貌。
(1)断口明显有两个区域:白的具有金属光泽,黑的好像石墨的颜色。
断口比较平齐,约2/3部分呈亮色结晶状组织,1/3部分呈灰色纤维状组织。
(2)断口断裂面全部为灰黑色。
猜想:铸件成分基本相同,显微组织也基本相同,怀疑与成分无关,是力学上引起的上述现象。
1.正常断口当试样的珠光体量在20~30% 时,其断口宏观表现为暗灰色,断面上分布着亮点,其分布特征是:从裂纹起源区到快速扩展方向,亮点依次增多。
它对应的力学性能表现为:抗拉强度= 500MPa左右,延伸率在l5~I 8% 之间。
所检测试样的力学性能为Rm=520MPa,A=% 。
电镜观察结果:呈暗灰色,裂纹起源区为韧窝,断口中部区为韧窝+ 解理,而裂纹快速扩展区,也即亮点区,为解理断口。
光镜观察结果,暗灰区与亮点区基体组织分布一样。
当珠光体含量≥40%时,断口基本上呈银亮色。
此时试样的强度高,伸长率较低。
所考察断口对应的力学性能为Rm=570MP A=%,从断口检测结果可见银亮色断口在宏观上呈解理形貌。
从上述试验结果可知,在正常球化级别的条件下,随着珠光体含量的增加。
拉伸试样断口宏观上由暗灰色向银亮色发展,微观由韧窝为主的断裂机制向以解理为主的断裂机制发展。
2.异常断口若基体中存在少量的缩松或拉伸夹具偏倾等情况,在拉应力处也会产生灰斑。
含有较多磷共晶和缩松的黑斑断口。
这类断口的宏观特征为:黑斑区内呈现放射状块状物,对该区域作大面积能谱分析-磷含量高达%。
缩松一般伴随着磷共晶产生。
厚壁球铁断口与基体组织及力学性能存在对应关系,随着组织中珠光体量的增加,断口上由暗灰色向银亮色发展,微观上则由韧窝断裂向解理断裂发展,当然,力学性能方面是伸长率下降,强度增加。
灰斑是由于非包含物和缺口效应引起的应力集中所致,灰斑区微观形貌为韧窝,它对力学性能影响不大。
球铁铸件断口灰斑分析

2 4 0 , hn ) 60 6 C i a
A s at hr a ry so a pa n n tef c r fQ 0 — rd s— s nd l rn cm h f a d S M bt c:T ee sga pt p er g i h r t e o T 7 0- gae a —at oua i a ae h t h o uec u t n C)i h ryso rawa b iu l ih r h ntesle ra Ho e e b evt e e ldta en d l o n dW( o t a n tega p tae so vo syhg e a h i rae . w v r t v
b t o h b oma tu t r r a a d a s o a t g d fc s u t e a n r l r cu e a e , n lo n tc si ee t. n t s n
Ke r s n d l ri n g a p t t u h fa tr y wo d : o u a r ; r y s o ; o g r cu e o
( o n  ̄ & F rigT c n lg e at n, n y eP w rAse l . t.S a g a n rl trGru , na Fu d ogn e h oo yD p r me tDo g u o e smbyCo Ld, h n h i Ge ea o o p Ya ti Mo
1 铸件断 口“ 灰斑” 特征
笔 者 公 司生 产 的铸 态 球 铁 凸 轮 轴 牌 号 为 Q 70 2 T 0— ,实际抗拉 强度很 高 ,一般 为 80 90 0~ 0
t e me alg a h c lo s r ai n s o e h tte n d lr y o e g a r a wa l r h n o sr cu e d f c s fu d h tl r p ia b e v t h w d t a h o ua i ft r y a e sa Ii ta d n t t r e e twa o n . o o t h g u B s d o h E a ay i n p cin i w sc n ie e h tt e fa t r ft e g a r a w s o e tu h f c u e a d t e a e n te S M n lssi s e t , t a o sd r d t a h r c u e o r y a e a ft o g r t r , n h o h h a f cu e o e sle r a w s o e c e v g r q a i ce v g r cu e B h r y s o e p e r g ts,i wa e t id r t r ft i r ae a ft l a a e o u s— l a a e fa tr . y t e ga p tr a p a i e t t st si e a h v h n f t a g a p ta p a n n t e fa t r ft e n d l ri n c sig o l n i ae h tt e a e s o h o g r cu e a e , h t r y s o p e r g i h r cu e o h o u a o a t ny i d c t d t a h r a i ft e t u h f t r r a i r n a
球铁铸件断口灰斑分析_蔡一法

笔者公司在生产球铁凸轮轴过程中,偶尔发生过凸轮轴毛坯断裂,断口上也有“灰斑”出现,于是对该“灰斑”的性质及产生原因进行了详细的分析。
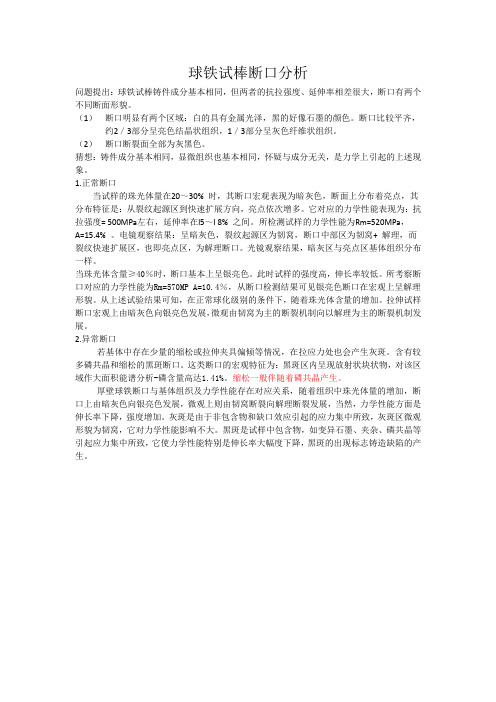
1铸件断口“灰斑”特征笔者公司生产的铸态球铁凸轮轴牌号为QT700-2,实际抗拉强度很高,一般为800~900MPa ,珠光体体积分数在90%以上,伸长率在3%~6%,正常断口呈银色。
凸轮轴断裂件“灰斑”断口如图1所示,上部外圆处有一扇形区域呈灰色,其他区域为正常断口颜色(银色)。
为了查明“灰斑”的缺陷性质及产生原因,对断口进行了详细的检查分析。
收稿日期:2009-11-02修定日期:2009-12-09作者简介:蔡一法(1962-),男,高工,从事铸造工艺、熔炼工作。
球铁铸件断口灰斑分析蔡一法,郜洪富,逯英杰,李曙光,袁珍(上海通用东岳动力总成有限公司铸锻技术部,山东烟台264006)摘要:QT700铸态球铁凸轮轴断口出现灰斑,扫描电镜观察发现灰斑区石墨球数量和w (C )量明显高于银色区,但金相组织观察显示,黑斑区球化情况良好,无组织缺陷。
断口扫描电镜确定灰斑区断口为韧性断裂,银色区断口为解理或准解理脆性断裂。
断口灰斑再现试验证明,球铁铸件断口上的灰斑说明该区域是韧性断裂区域,并非组织异常,也并非是铸造缺陷。
关键词:球铁;灰斑;韧性断裂中图分类号:TG250.6文献标识码:B文章编号:1003-8345(2010)01-0078-04Analysis of Gray Spot in Fracture of Nodular Iron Casting CAI Yi-fa,GAO Hong-fu,LU Ying-jie,LI Shu-guang,YUAN Zhen(Foundry &Forging Technology Department,Dongyue Power Assembly Co.Ltd.,Shanghai General Motor Group,Yantai264006,China )Abstract:There was gray spot appearing in the fracture of QT 700-2grade as -cast nodular iron camshaft and SEM observation revealed that the nodule count and w (C )in the gray spot area was obviously higher than the silver area.However,the metallographical observation showed that the nodularity of the gray area was all right and no structure defect was found.Based on the SEM analysis inspection,it was considered that the fracture of the gray area was of the tough fracture,and the fracture of the silver area was of the cleavage or quasi-cleavage fracture.By the gray spot reappearing test,it was testified that gray spot appearing in the fracture of the nodular iron casting only indicated that the area is of the tough fracture area,but not the abnormal structure area,and also not casting defects.Key words:nodular iron;gray spot;tough fracture2断口“灰斑”分析进行断口灰斑分析时,先进行断口原貌检查(扫描电镜分析)、再进行断口金相分析,以保证同一个断口可以得到全面的检测分析。
球铁断口分析范文

球铁断口分析范文首先,我们需要了解球铁的组织结构。
球铁由固溶组织和石墨组织组成。
固溶体主要由铁和一些合金元素构成,具有高强度和硬度;石墨则呈片状或球状分布在固溶体中,具有一定的韧性和可塑性。
球铁的力学性能依赖于固溶体和石墨的相对含量、形态以及其相互作用。
球铁的断口形式多种多样,可以分为脆性断口和韧性断口两类。
脆性断口表现为呈灰白色的光洁面,断口的形貌一般为平直且较光滑,没有明显的塑性变形迹象;韧性断口则表现为呈灰黑色的粗糙面,有着大量的韧性骨架和断裂金属表面上碎的石墨片。
球铁发生断裂的原因很多,下面将就几种常见的断裂原因进行分析。
1.冷脆断口:球铁在低温下易发生冷脆断裂。
冷脆断口的特点是断口呈光洁面,并且一般呈45°角与铸件表面相交。
冷脆断口的形成与材料中的残余应力和低温下的晶格结构有关。
当材料中的残余应力超过其抗拉强度时,在低温下就会出现脆性断裂。
2.碳化物断口:球铁中的碳化物是一种脆性相,当其含量过高时,易使球铁产生碳化物断裂。
碳化物断口的特点是断口呈光洁面,且周围有大量的碳化物析出。
碳化物的主要源于铸件的过分过冷,使得碳元素浓度大于固溶度极限,导致碳元素析出形成碳化物。
3.组织缺陷断口:球铁的组织中存在一些缺陷,如气孔、夹杂物等,这些缺陷会导致球铁在受力时出现应力集中,从而造成断裂。
这种断口的特点是断口周围有大量的气孔或夹杂物,同时断口一般呈光洁面。
4.疲劳断口:在球铁长时间的循环载荷下,会引起材料的疲劳断裂。
疲劳断口的形貌一般呈河流状,且断口表面有明显的疲劳裂纹和塑性波纹。
球铁的疲劳断口形成与材料中的缺陷、应力集中、载荷频率等因素有关。
综上所述,球铁的断口形式多样,每种断口形式都与特定的断裂原因有关。
通过对球铁断口的详细分析,可以帮助我们确定断裂的原因,进而采取有效的措施来预防和解决断裂问题。
值得注意的是,在实际生产中,球铁的断裂往往同时受多种因素的影响,因此需要综合考虑各种可能的原因,并进行相应的改进和优化。
球铁铸件断口灰斑分析_蔡一法
笔者公司在生产球铁凸轮轴过程中,偶尔发生过凸轮轴毛坯断裂,断口上也有“灰斑”出现,于是对该“灰斑”的性质及产生原因进行了详细的分析。
1铸件断口“灰斑”特征笔者公司生产的铸态球铁凸轮轴牌号为QT700-2,实际抗拉强度很高,一般为800~900MPa ,珠光体体积分数在90%以上,伸长率在3%~6%,正常断口呈银色。
凸轮轴断裂件“灰斑”断口如图1所示,上部外圆处有一扇形区域呈灰色,其他区域为正常断口颜色(银色)。
为了查明“灰斑”的缺陷性质及产生原因,对断口进行了详细的检查分析。
收稿日期:2009-11-02修定日期:2009-12-09作者简介:蔡一法(1962-),男,高工,从事铸造工艺、熔炼工作。
球铁铸件断口灰斑分析蔡一法,郜洪富,逯英杰,李曙光,袁珍(上海通用东岳动力总成有限公司铸锻技术部,山东烟台264006)摘要:QT700铸态球铁凸轮轴断口出现灰斑,扫描电镜观察发现灰斑区石墨球数量和w (C )量明显高于银色区,但金相组织观察显示,黑斑区球化情况良好,无组织缺陷。
断口扫描电镜确定灰斑区断口为韧性断裂,银色区断口为解理或准解理脆性断裂。
断口灰斑再现试验证明,球铁铸件断口上的灰斑说明该区域是韧性断裂区域,并非组织异常,也并非是铸造缺陷。
关键词:球铁;灰斑;韧性断裂中图分类号:TG250.6文献标识码:B文章编号:1003-8345(2010)01-0078-04Analysis of Gray Spot in Fracture of Nodular Iron Casting CAI Yi-fa,GAO Hong-fu,LU Ying-jie,LI Shu-guang,YUAN Zhen(Foundry &Forging Technology Department,Dongyue Power Assembly Co.Ltd.,Shanghai General Motor Group,Yantai264006,China )Abstract:There was gray spot appearing in the fracture of QT 700-2grade as -cast nodular iron camshaft and SEM observation revealed that the nodule count and w (C )in the gray spot area was obviously higher than the silver area.However,the metallographical observation showed that the nodularity of the gray area was all right and no structure defect was found.Based on the SEM analysis inspection,it was considered that the fracture of the gray area was of the tough fracture,and the fracture of the silver area was of the cleavage or quasi-cleavage fracture.By the gray spot reappearing test,it was testified that gray spot appearing in the fracture of the nodular iron casting only indicated that the area is of the tough fracture area,but not the abnormal structure area,and also not casting defects.Key words:nodular iron;gray spot;tough fracture2断口“灰斑”分析进行断口灰斑分析时,先进行断口原貌检查(扫描电镜分析)、再进行断口金相分析,以保证同一个断口可以得到全面的检测分析。
球墨铸铁件的缺陷和金相检验2012年

典型(diǎnxíng)缺陷——缩孔和缩松
缩孔和缩松
特征:缩孔发生于第一次收缩阶段。表面凹陷及局部热 节凹陷,含气孔的暗缩孔,内壁粗糙。缩松发生于第二次 收缩阶段。被树枝晶分割的溶池处成为真空(zhēnkōng),凝 固后的孔壁粗糙、排满树枝晶的疏松孔为缩松。
原因:碳含量低,磷含量高,增加缩孔缩松倾向。 措施:提高铸型刚度,如使用树脂砂,提高铁液碳 当量。
共四十五页
化学成分——硅
在球墨铸铁中,硅是第二个有重要影响的元素,它不仅 可以有效地减小白口倾向,增加铁素体量,而且具有细化共 晶团,提高石墨球圆整度的作用。但是,硅提高铸铁的韧脆 性转变温度,降低冲击韧性,因此硅含量不宜过高,尤其是 当铸铁中锰和磷含量较高时,更需要严格控制硅的含量。一 般认为硅含量大于2.8%时,可能降低韧性,使韧性、脆性转 变温度升高。
球状石墨核心形成以后,碳原子开始在核心基底上堆 砌,石墨最终生成的形状决定受工艺条件影响的生长方 式。
所以,石墨生长过程的控制是获得球状石墨的关键。
共四十五页
共四十五页
球墨铸铁孕育(yùnyù)的目的
球墨铸铁的孕育是指向铁水中加入一定数量的球化剂 和孕育 剂,通过球化及孕育处理使铁水在凝固时碳以球状石墨的形式 (xíngshì)形核和生长。凝固后铸铁的组织中得到球状石墨的铸铁。 一般在浇注之前,在铁液中加入少量球化剂(通常为镁、稀土镁合 金或含铈的稀土合金)和孕育剂(通常为硅铁),使铁水凝固后形 成球状石墨。球化处理和孕育处理是生产球墨铸铁的重要环节。球 墨铸铁进行孕育处理的目的是为消除球墨铸铁的白口化倾向、消除 过冷石墨、促进石墨化、细化共晶团及减少晶间偏析等。
共四十五页
典型缺陷(quēxiàn)——应力变形和裂纹
球墨铸铁常见缺陷的分析与对策
球墨铸铁件常见缺陷的分析与对策一、常见的缺陷及分析球墨铸铁件常见缺陷的分析与对策 (1) 球铁是近40年来我国发展起来的重要铸造金属材料。
由于球状石墨造成的应力集中小,对基体的割裂作用也较小,故球铁的抗拉强度,塑性和韧性均高于其他铸铁。
与相应组织的钢相比,塑性低于钢,疲劳强度接近一般中碳钢,屈强比可达0 7~0 8,几乎是一般碳钢的2倍,而成本比钢低,因此其应用日趋广泛。
当然,球铁也不是十全十美的,它除了会产生一般的铸造缺陷外,还会产生一些特有的缺陷,如缩松、夹渣、皮下气孔、球化不良及衰退等。
这些缺陷影响铸件性能,使铸件废品率增高。
为了防止这些缺陷的发生,有必要对其进行分析,总结出各种影响因素,提出防止措施,才能有效降低缺陷的产生,提高铸件的力学性能及生产效益。
本文将讨论球铁件的主要常见缺陷:缩孔、缩松、夹渣、皮下气孔、石墨漂浮、球化不良及球化衰退。
1 缩孔缩松 1.1影响因素 (1)碳当量:提高碳量,增大了石墨化膨胀,可减少缩孔缩松。
此外,提高碳当量还可提高球铁的流动性,有利于补缩。
生产优质铸件的经验公式为C%+1/7Si%>3 9%。
但提高碳当量时,不应使铸件产生石墨漂浮等其他缺陷。
(2)磷:铁液中含磷量偏高,使凝固范围扩大,同时低熔点磷共晶在最后凝固时得不到补给,以及使铸件外壳变弱,因此有增大缩孔、缩松产生的倾向。
一般工厂控制含磷量小于0 08%。
(3)稀土和镁:稀土残余量过高会恶化石墨形状,降低球化率,因此稀土含量不宜太高。
而镁又是一个强烈稳定碳化物的元素,阻碍石墨化。
由此可见,残余镁量及残余稀土量会增加球铁的白口倾向,使石墨膨胀减小,故当它们的含量较高时,亦会增加缩孔、缩松倾向。
(4)壁厚:当铸件表面形成硬壳以后,内部的金属液温度越高,液态收缩就越大,则缩孔、缩松的容积不仅绝对值增加,其相对值也增加。
另外,若壁厚变化太突然,孤立的厚断面得不到补缩,使产生缩孔缩松倾向增大。
灰铸铁和球墨铸铁三角试块进行炉前检验,应注意哪些事项?

灰铸铁和球墨铸铁三角试块进行炉前检验,应注意哪些事项?1三角试块是三角棱柱形,我司常用的规格是断面为底边长为25mm,高为50mm的等腰三角形,棱柱长为150mm。
三角试块断面的形状不能随便更改,特别要注意保证等腰三角形的高为底边的2倍,即等腰三角形的两个底角都是76°。
这种形状的断面有利于白口宽度(也称白口深度)的观察与判断,也有利于铁液倾向的判断。
此等腰三角形断面,底角比顶角大2.7倍还多,造成向着顶角的方向试块厚诼渐减小的势态。
厚度越薄处,即越靠近顶角尖端处,试块的冷却速度越大,即在该处就会出现白口组织。
铁液的过冷倾向越大,则在较小过冷度处也出白口,即白口宽度越大。
所谓白口宽度,通常是指出现全白口组织的最大试块厚度。
因此,测量白口宽度数值时,应沿着平行于等腰三角形底边的方向度量。
2炉前及时制取三角试块不可草率,不可从铁液表面取样,在炉前进行孕育处理或球化及孕育处理的前后,需要立即制取三角试块做炉前检验,以判断处理是否成功,或原铁液是否已符合要求。
处理后的铁液表面往往有氧化渣,需在扒渣后取样。
其次,由于孕育剂的密度往往比铁液轻。
孕育处理刚结束时,在靠近铁液表面的一层铁液中往往有较多的尚未溶解完的孕育剂碎末。
因此,不应该直接取这一层铁液做样品,否则就会失支对这一包铁液的代表性。
通常操作方法是:用烘烤过的小样勺,使舀样勺侧立着从铁液的无渣表面下入铁液中,并从100-200mm的深处舀取铁液,立即浇1-2片三角试块。
除此以外,还应在该包铁液浇最后一个铸件时,接取包中少量铁液,再浇1-2片三角试块。
其实只要三角试块砂型做的好,浇注时未发现夹渣,沧火,跑火等缺陷,每次制好一个三角试块就可以。
3三角试块凝固后不可过早地浸入水中,等待三角试块的凝固冷却是很消耗时间的。
经处理后的铁液决不可能等候三角试块自然冷却至可观察断面的温度;因为等待那么长的时间,这一包铁液已经报废了。
因此通常都需要用水激冷,以争取时间。
铸铁断口形状

铸铁断口形状铸铁是一种经济实用、耐磨、抗压、耐腐蚀的材料,被广泛应用于各种机械、建筑、冶金、石化、轨道交通等领域。
铸铁的断口形状可以反映出铸铁的组织结构和性能特点,因此铸铁断口形状的分析对于铸铁的质量控制和材料研究具有重要意义。
铸铁的断口形状主要有以下几种:1.灰口铸铁的断口形状:灰口铸铁的断口呈现出灰白色、粗糙的表面,有许多小孔和不规则的晶粒结构。
这是因为灰口铸铁中石墨的形态为片状或球状,这些石墨片或球状石墨会在铸造过程中受到应力的作用而断裂,形成断口表面的不规则形状。
2.球墨铸铁的断口形状:球墨铸铁的断口呈现出光滑、银白色的表面,有许多球状的凸起。
这是因为球墨铸铁中的石墨形态为球状,这些球状石墨会在铸造过程中受到应力的作用而断裂,形成断口表面的球状凸起。
3.白口铸铁的断口形状:白口铸铁的断口呈现出光滑、白色的表面,没有明显的晶粒结构。
这是因为白口铸铁中的石墨形态为薄片状,这些薄片状石墨会在铸造过程中受到应力的作用而断裂,形成断口表面的光滑白色。
4.黑心铸铁的断口形状:黑心铸铁的断口呈现出黑色、粗糙的表面,有许多小孔和不规则的晶粒结构。
这是因为黑心铸铁中的石墨形态为团状,这些团状石墨会在铸造过程中受到应力的作用而断裂,形成断口表面的不规则形状。
铸铁的断口形状不仅可以反映出铸铁的组织结构和性能特点,还可以帮助工程师判断铸铁的缺陷和质量问题。
例如,灰口铸铁的断口表面有许多小孔和不规则的晶粒结构,可能是因为铸造温度过低或冷却速度过快导致的,这种情况下需要调整铸造参数以提高铸铁的质量。
而球墨铸铁的断口表面有许多球状的凸起,则可能是因为铸造温度过高或冷却速度过慢导致的,这种情况下也需要调整铸造参数以提高铸铁的质量。
铸铁的断口形状对于铸铁的质量控制和材料研究具有重要意义,需要工程师们在铸造过程中加以注意和分析,以确保铸铁的质量和性能。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
() C 和 ( ) 、 当降低 “ s) , Mn 量 适 i量 有利于消除铁素体引起 的灰斑 ;3 采用多个小浇包浇 注, ( () 缩短浇注时间 , 减少球
化 衰退 。
关键 词: Y型球铁 ; E ie 合金 ; R SF Mg 灰斑
中 图分 类 号 :G 5 T 25 文 献 标 识码 : A 文 章编 号 :0 3 84 (0 0 叭 一 0 2 0 10 — 3 5 2 1 ) 0 8 — 3
ei n t tega p tee t b d pigfl wig me s rs:a t ord c o tn fs ld fMga d R a d aod l ae h ry sod fcs ya o t ol n aue mi n o 1 r t e u e cne t uf eo n E, n v i y o i
d r e oo e u e h e sl t n t n ln a in o e n d lr i n I wa o sd r d t a t Sb s al o sbe t a k r c l rr d c d t e tn i s e gh a d eo g t ft o ua r . t s c n i e e h ti ’ a i l p si l o e r o h o c y
;
{
!
I l
j
●
Y型球铁试棒 断 口灰斑分析
何 毅 沈保 罗 2李 莉 3曾 勇 岳 昌林 s , , , , , 谢予龙 3朱 华 s ,
成都 6 0 6 ;. 10 4 2四川大学 材料科学与工程学 院, 四川 6 3 ) 17 2 1 成都 6 0 6 ;. 10 4 3 成都金 顶 凸轮轴铸造有 限公司 , 四川 郫县 (. 1 四川大学 分析测试 中心 , 四川
An l sso a p t n F a t r fY- p d l r I o s o k a y i fGr y S o s o r c u e o Ty e No u a r n Te tBlc HE Yi,S N B o l o, I i Z NG Yo g , E C a g l XI i ln Z a ’ HE a - u L E n YU h n - i , E Z - o g , HU Hu L , n
Ab ta t h tp e tb o k r o rd wi ES F Mg a ly t ae o ua r n met n twa 0 n h tt ee sr c :T e Y— y e ts lc swee p u e t R i e l - r t d n d lr i l h o e o .a d i sf u d t a h r w r r y s o s o i e e t s a e n t er f c u e twa o sd r d a c r i g t h n lss h t t e ga p t w t e e g a p t fd f r n h d s o h i r t r .I f a s c n os i h
摘要 : R SF M 合金作球化剂 , 用 E ie g 浇注了铸态 Y型球铁试样 , 观察 到试样断 口上 出现颜色深浅各异 的灰色斑点。分析
认为 : 颜色较浅 的灰斑对球铁的抗拉强度和伸长率没有明显影响 , 而颜色较深的灰斑则 降低球铁的抗拉 强度 和伸长率。 认为通过 以下措施 可以基本消除灰斑缺 陷: 1设 法减少 Mg和 R () E硫化物 的含量 , 防止其偏 析 ;2 适 当提高铁液 中 ()
t i sgea o; ) r el ices gw c) n ( n , n d cn S ) o l b ee c loemi t tef re h r ergtn b po r rai ( a dw M ) adr uigw(i w ud ebnf i l n e h rt— e i p yn n e i at i a ei
(.nls n et etrScu nU ie i , egu 6 06 ,hn; . t asad E gne n o ee Scun 1 ayi adT s C ne,i a nvr t C nd 10 4 C ia 2 Ma r l n n i r gC l g, i a A s h sy h e i ei l h U ie i , hn d 6 0 6 , hn; . hn d i i a sa on r C . t.Pxa 6 3, h a nvrt C e gu 10 4 C ia 3 C e guJ dn C m hfF u dy o Ld, i n 17 2 C i ) sy n g t i 1 n
l he o o a o o v o s i f e c n t e tn i t n t n ln a in o e n d lrio ,h w v rt e g a p t w t i tr c l rh d n b iu n u n e o h e s e s e gh a d eo g t f h o u a r n o e e h r y s os i g l l r o t h