汽车样件快速试制工艺
汽车非金属件快速试制工艺
白车身样件快速制造在样车试制中的应用

板模的开发周期与快速模具 的
开发 周期 基 本一 致 ,P 3 4 , ~ 个 Pຫໍສະໝຸດ 月,为节约成本 ,将对快速模
具 及正式钢 板模 具并行 开发 。 快速模 具冲 压件开 发 清单 确认 后 ,按 照零件 重要 性 、材
图2 样 车覆 盖件试 制一 般流程
■ 奇瑞汽 车股 份有 限公 司 田 媛
1 前 言
在 产 品整车造 型确 定 , 白车 身外覆 盖件 、关键 件
及结 构件 数据相 对稳 定后 ,主 机厂将 根据 研发 系统 、
2 1快 速成 型技 术 ( 称 R 技 术 ) . 简 P R 技 术是 在现 代C / AM技术 、激 光技 术、计 P AD C
算 机数控 技 术 、精 密伺 服驱 动技 术 以及新 材料 技术 的
基 础上 集成 发展 起来 的 ,可在 无需准 备任何 模具 、 刀
试验 及生产 部 门的需 要对 新车 型进行 小批 量样 车 的试 制 。如 何 在 最 短 时 间 里 提供 与产 品定 义 相 吻 合 的样 件 、完成 各 种性 能试验 和 工艺验 证 已成 为至关 重要 的 工作 。为此 孕育 而 出的快速成 型及快 速模 具制造 业在 汽 车领域 的运 用得 到 了蓬 勃的发 展。 尤其 是 白车 身覆 盖 件大都 是 空间 曲面结 构 ,形状 复杂 ,在成 形过 程 中 变形规律 不 易掌握 ,导 致 了其 制造 周 期长 、资金 投入 巨大 的特 点。 在前 期验证 阶段 、数 据 尚不成 熟 的情况 下 ,如何 以最短 的时 间提 供样 件 ,进行 小批 量工 艺验 证 ,规避 因数据 不 稳定造 成 的量产模 具 设 变量 巨大 , 降低 开发 风险 ,实 现信息 反馈 ,改 善设计 ,验 证工 艺 已成 为样车 试 制的 关键 。 本文 以奇瑞 汽车 样车 试制 为 例 ,结 合快 速成 型 ,尤其 是快 速模具 工艺 实现 样件 的 快速制造 。
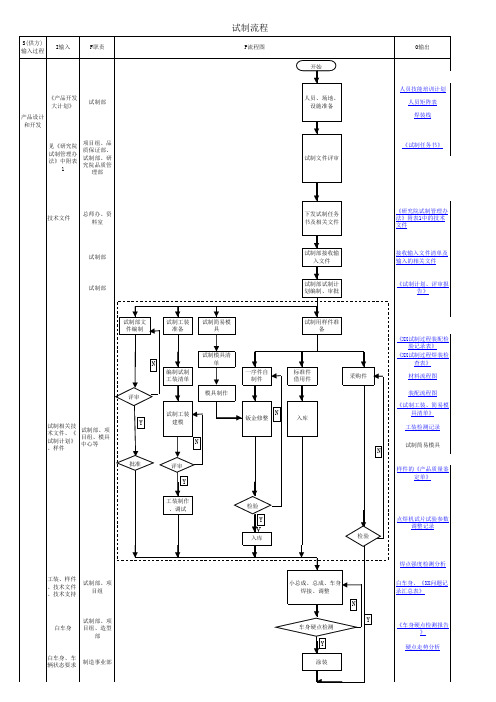
工程样车试制流程

名称
工程样车试制流程图
编码
受控状态
执行核心部门
控制部门
行为实施环节
评审组
技术副总
研发部
项目负责人
工程部
品质部
管理
行为
否
否
是
是
是
是
编制试制进度控制表
试制输出文件整理
工程样车试制总结报告
否
否
质量信息反馈
相关说明
一、相关的三级流程内容
1工艺设计流程包含:自制件加工工艺、外协件工艺流程、整车装配工艺的编制、审核、批准和验证、修订
2工装设计流程包含:自制件加工工艺中所需的模具、夹具、检具和整车装配工艺中所需的专用工具等工艺装备的设计、审核、批准
3工装制造流程包含:模具、夹具、检具和专用工具等工艺装备投产审批、首件样品的验证、不符合的整改、
及整(车体覆盖件、燃油箱、空虑器等)的外协快速成型、样件的装配验证、
7新产品认证流程包含:产品认证合同的签署、产品认证法规文件的编制、样车、样件的送检和取证
二、以产品试制各相关流程的检验、质量信息反馈整改、样车试验为工作质量关键控制点
控制内容:a、各阶段相应流程执行的完整性和正确性
b、零部件样件、工程样车的验证确认
c、质量缺陷的原因分析和整改措施制定
d、产品试制阶段的实施完成进度考核
确认后投模审批
b有特殊要求的外购配套件,提供样品或特殊要求说明依据、采购、样件确认
c自制件的出样、样件的装配验证、不符合的整改、及整改后的再次验证确认
5质量信息反馈整改流程包含:对前四个流程中发生的不符合、分析原因、提出整改对策、落实部门、责任人和完成时间
6新产品样车试验流程包含:按产品设计策划输出文件规定要求分别对样车进行的道路试验、主要性能试验可靠性试验、耐久性试验,编制路试记录、路试故障汇总、性能试验报告
汽车研发:样车试制流程及方法!
汽车研发:样车试制流程及方法!样车(Prototype Vehicle ),就是在开发新车型过程中制造的样品车。
样车试制就是通过制造样品车,对新车型进行各种评价、性能试验和改进等。
当造型设计和车身零部件设计基本完成之后,开发商要根据设计数据进行少量的样车试制,通过试验评价找出样车的不足然后改进设计,接着制作下一版本样车。
一般需经过几轮样车试制和试验,新车型才能定性投产。
样车又分为概念车、验证车、和试验用车三种。
一、样车试制的目的1、通过实际加工制造,验证和改进加工工艺,保证精度和降低成本;2、通过试验和改进设计,保证量产车的各个部件、整车性能和可靠性;3、通过样车展示,试探市场和消费者反应,为量产后的宣传和销售策略提供有用参考,规避市场风险。
二、样车试制的意义样车试制是新车型开发过程中不可或缺的一个环节,也是花费汽车厂商成本(资金成本和时间成本)很大的环节,一般一个新车型的开发需要试制上百辆制样车,单台试制样车的价值一般是量产车价格的10倍以上。
只有经过多轮的样车试制和试验,改进设计和工艺,才能保证最终量产车型的设计最优、尺寸合理、质量合格和成本最低化,才能为正确的市场决策提供依据。
三、样车试制的主要流程01Mule Car(骡子车)的制作在开发样车制造前,为了模拟和验证车辆的某一方面(一般是底盘、动力总成的布置或某些性能)以及最初的性能数据采集,而制造的实物样车——Mule Car。
它实际是车辆的模型状态,主要用于验证零部件总布置方案、试验整车基本性能、发动机机舱热负荷等。
同时为后期零部件开发设计提供实车依据,但与真正的产品样车还有很大差异。
02PFM(总布置验证模型)的制作PFM的制作要求既美观又精准。
如:表面加工特征(如圆角、特征棱线等)与数据一致、各种形状的孔位精度符合要求±0.3mm 、0-500mm的尺寸范围内的加工极限偏差为±0.40mm;模型外表面要铺设装饰板美化、喷漆,骨架不能外露等等,基本上属于数字化的产品模型。
样车试制流程

样车试制流程The process of building a prototype car is a complex and meticulous procedure that requires attention to detail and commitment to excellence. From the initial design concept to the final testing phase, every step must be carefully planned and executed to ensure the success of the project. The first step in the process is the creation of a detailed design concept that outlines the specifications and requirements of the prototype. This stage involves collaboration between designers, engineers, and other stakeholders to define the overall vision for the vehicle. Once the design concept is approved, work can begin on creating the physical prototype.建造样车的过程是一个复杂而细致的过程,需要注重细节和追求卓越。
从最初的设计概念到最终的测试阶段,每一步都必须仔细规划和执行,以确保项目的成功。
过程的第一步是创建一个详细的设计概念,概述了原型车的规格和要求。
这个阶段涉及设计师、工程师和其他利益相关者之间的合作,以定义车辆的整体愿景。
一旦设计概念获得批准,就可以开始创建物理原型。
汽车样车试制流程
结束
《XX试制过程检验记 录》
装配问题汇总表 四轮定位检测报告
《完成样车质量状态 记录表》、样车
《评审报告》
《试制部总结报告》 《试制阶段总结》、 《纠正(预防)措施 报告》
试制部存档在试制过 程中输出的文件
项目组存档《产品质 量鉴定单》、《评审 报告》、《试制阶段
总结》等文件 资料室存档变更后的 数模、图纸《试制任
试制模具清 单
评审
模具制作
试制工装
Y
建模
一序件自 制件
N
钣金修整
N
批准
评审
Y
试制用样件准 备
标准件 借用件
入库
采购件
N
《XX试制过程装配检 验记录表》
《XX试制过程焊装检 查表》
材料流程图
装配流程图 《试制工装、简易模
具清单》 工装检测记录
试制简易模具
样件的《产品质量鉴 定单》Biblioteka 工装制作 、调试检验
Y
务书》
C(顾客) 输出过程
C4过程设 计和开发
Y
入库
检验
点焊机试片试验参数 调整记录
工装、样件 、技术文件 、技术支持
试制部、项 目组
白车身
试制部、项 目组、造型
部
白车身、车 辆状态要求
制造事业部
小总成、总成、车身 焊接、调整
N
Y
车身硬点检测
Y
涂装
焊点强度检测分析
白车身、《XX问题记 录汇总表》
《车身硬点检测报告 》
硬点走势分析
相关技术文 件、涂装完 成白车身、 零部件
试制部、项 目组
完成样车
制造事业部 、项目组
样车试制流程

查看完整版本: [-- 样车试制流程--]<< 1 2 Pages: ( 2 total )sicar07-09-12 10:53样车试制在整车的正向开发中,具有非常重要的意义。
我就个人理解把样车试制流程给大家交流下。
希望大家多多拍砖。
1、样车试制需要的条件数字样车的冻结。
车身钣金件的60%工装件的到件内外饰等快速成型件的备件动力总成、底盘等样件到件(国内好像没有开发底盘的,都是沿用)2、试制过程第一辆样车的周期最长。
大概三至四周的时间。
主要检验零部件的配合关系。
剩余的车辆时间就比较短了。
在此期间需要设计工程部门(车身、内饰、外饰等等)介入,现场跟踪解决问题。
同时还有质量管理、工艺人员等职能部门的介入3、试制结束样车制造的冻结。
解决在试制中出现的各种问题(配合问题,性能问题)。
然后进行小批量生产,然后是真正的投放市场,大批量生产。
请大家多多发表自己意见。
wltsha07-09-20 09:26 要是能用标准流程图的形式表达出来,那将会更完美.wltsha07-09-21 13:41流程,工程体系呀.例如同步工程,等最后都会落实到体现表格.图表等比较直观的事物上来,要不就太空泛了.我举几个例子,FEMA就是一张表格,上面体现出来了FEMA的精髓.,APQP,也是最后落实到各种表格,流程图上,.同步工程也是,落实到各种反馈表格上,这方面的例子很多.,希望大家在讨论流程,或者工程这些概念,能做些表格.流程图,就说明已经进入正轨了.wltsha07-09-28 15:23现在我们公司就在整理流程,用标准的流程框架.有设计规范,各个环节的管理用表格,等,这个是开发环节非常重要的内容,最好这些东西,才能使开发变的更容易.,wuyou81090207-10-13 13:45 看来各个公司都在开发新车,都进试作阶段了wenjuntang8107-11-04 22:14 以前不懂,长见识了。
yuecai121607-12-18 00:07 国内现在能做整车正向开发的好像还没怎么听说过。
汽车底盘零部件先期样件试制过程分析
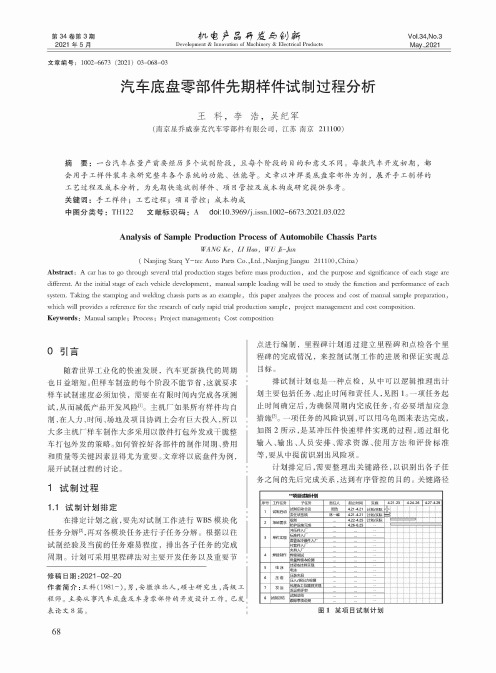
第34卷第3期机电戶品开发与创新Vol.34,No.3 2021 年5 月Development & Innovation of Machinery & Electrical Products M$y.,2021文章编号:1002-6673 (2021) 03-068-03汽车底盘零部件先期样件试制过程分析王科,李浩,吴纪军(南京星乔威泰克汽车零部件有限公司,江苏南京211100)摘要:一台汽车在量产前要经历多个试制阶段,且每个阶段的目的和意义不同。
每款汽车开发初期,都 会用手工样件装车来研究整车各个系统的功能、性能等。
文章以冲焊类底盘零部件为例,展开手工制样的 工艺过程及成本分析,为先期快速试制样件、项目管控及成本构成研究提供参考。
关键词:手工样件;工艺过程;项目管控;成本构成中图分类号:T H122 文献标识码:A d〇i:10.3969/j.issn.1002-6673.2021.03.022Analysis of Sample Production Process of Automobile Chassis PartsW A N G K e,L IH ao, WU Ji-Jun(Nanjing Starq Y—tec Auto Parts C o.,Ltd.,Nanjing Jiangsu 211100, China)Abstract: A car has to go through several trial production stages before mass production, and the purpose and significance of each stage are different. At the initial stage of each vehicle development, manual sample loading will be used to study the function and performance of each system. Taking the stamping and welding chassis parts as an example, this paper analyzes the process and cost of manual sample preparation, which will provides a reference for the research of early rapid trial production sample, project management and cost composition. Keywords: Manual sample;Process;Project management;Cost composition〇引言随着世界工业化的快速发展,汽车更新换代的周期也日益缩短。
汽车接角密封件样品快速制造技术

第l卷 第2 9 期
20 年 6月 08
苏州市职业 大学学报
J un l f u h u V c t n l ies y o ra z o o ai a Unvri oS o t
V0 . 9 No2 11 .
Jn 2 0 u. 08
1 F M 快速 原 型制 作 . 3 D
硅橡胶模具制造工艺是一种 比较普及的快速模 具制造方法。由于硅橡胶模具具有 良好的柔性和弹 性, 能够制作结构复杂 、 花纹精细 、 无拔模斜度甚至 具有倒拔模斜度以及具有深凹槽类 的零件 ,用它来
原型件制造时 , 具体工艺过程可分为以下几步。
11 C D模 型 的剖切 . A
由于接角密封条内部结构较复杂 ,快速原型件 制作完成后即面临以下困难 :原型件的内部支撑很
工程塑料 , 制作 的原 型件虽然具有很好的强度 , 但表
难取 出, 密封件原型的内表面无法进行后处理打磨 ,
收稿 日期 :20 — 10 0 7 1- 5
基 金项 目:上海汽车工业科技 发展基 金项 目(3 0 03 ) 作者简介 :陈雪芳( 9 3 )女 , 苏常州人, 16 一 , 江 副教授 , 士, 究方 向: A /A R /P 硕 研 C D C M, ER 。
一
5 — 2
维普资讯
性 和美观 性对 整个 车身 的外 观也 有重要 的影 响 。 目 前 ,我 国汽车 密封件 产 品 的研究 和开 发 已经达 到 了 自主设计 和生 产 的水 平 ,直 条状 密封件 的设 计 可 以
直接投入生产 ,但接角密封件样品的制作仍 旧是一
个 难点 。 由于接 角密封 件空 间形 状 复杂 , 必须在 批量
汽车底盘零部件先期样件试制过程分析

汽车底盘零部件先期样件试制过程分析摘要:一台汽车在量产前要经历多个试制阶段,且每个阶段的目的和意义不同。
每款汽车开发初期,都会用手工样件装车来研究整车各个系统的功能、性能等。
文章以冲焊类底盘零部件为例,展开手工制样的工艺过程及成本分析,为先期快速试制样件、项目管控及成本构成研究提供参考。
关键词:底盘零部件;先期样件;试制过程引言汽车零部件的失效问题,主要都是由振动疲劳导致的。
因此在新车型开发过程中,台架振动可靠性试验是验证零部件结构可靠性的首选手段。
台架可靠性试验是基于汽车使用工况下的振动特征来开展的,目前汽车底盘零部件常用的台架可靠性试验方法依据日本汽车工业标准“JISD1601汽车零部件振动试验方法”进行。
应用此试验方法设定相应试验参数,在汽车底盘前部的台架可靠性试验验证,完全满足后期的可靠性试验及用户使用要求。
然而某汽车后轮挡泥板支架,安装位置在底盘后悬架中心至车架尾端范围内,按“JISD1601汽车零部件振动试验方法”做台架可靠性试验时,发现后挡泥板支架虽然通过台架可靠性试验,但在道路可靠性试验中却频繁出现断裂问题。
这说明此试验方法设定的试验强度不足以验证底盘后悬位置零部件的可靠性,要寻求新的试验方法及参数设定。
本文采用加速疲劳分析方法,基于零部件台架与道路可靠性试验累积疲劳损伤等效的原则,将道路试验采集到车辆零部件关键点的时域载荷信号转化后用于台架试验。
经过多轮的疲劳测试对比分析,验证出一种强化的台架试验方法,以充分验证汽车后悬位置的零部件可靠性,避免零部件的过度设计或故障产生。
1研究背景和意义1.1研究背景F公司是一家专注于设计和生产汽车底盘零部件的中日合资公司,为大部分日系品牌、少量欧美品牌汽车制造商供应零部件,但随着日本汽车市场的持续低迷,同时欧洲汽车市场业务也在逐渐减少,F公司的销售额不仅没有上升趋势,反而有一定的下降风险,于是F公司决定调整战略,将业务开拓重心放在了中国汽车市场,以期通过中国庞大的、持续增长的汽车市场,对冲公司在其他地区的业务损失。
汽车车身快速试制与质量改进
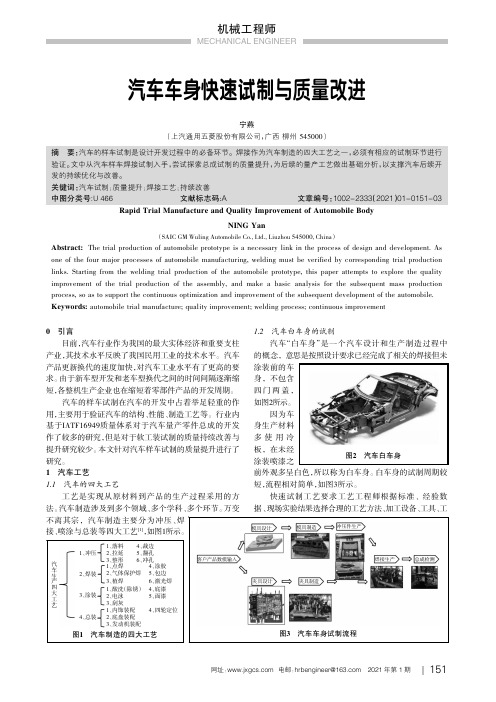
汽车车身快速试制与质量改进宁燕(上汽通用五菱股份有限公司,广西柳州545000)冲压焊装涂装总装图汽车制造的四大工艺图2汽车白车身0引言目前,汽车行业作为我国的最大实体经济和重要支柱产业,其技术水平反映了我国民用工业的技术水平。
汽车产品更新换代的速度加快,对汽车工业水平有了更高的要求。
由于新车型开发和老车型换代之间的时间间隔逐渐缩短,各整机生产企业也在缩短着零部件产品的开发周期。
汽车的样车试制在汽车的开发中占着举足轻重的作用,主要用于验证汽车的结构、性能、制造工艺等。
行业内基于IATF16949质量体系对于汽车量产零件总成的开发作了较多的研究,但是对于软工装试制的质量持续改善与提升研究较少。
本文针对汽车样车试制的质量提升进行了研究。
1汽车工艺1.1汽车的四大工艺工艺是实现从原材料到产品的生产过程采用的方法。
汽车制造涉及到多个领域、多个学科、多个环节。
万变不离其宗,汽车制造主要分为冲压、焊[1]1.2汽车白车身的试制汽车“白车身”是一个汽车设计和生产制造过程中涂装前的车身,不包含四门两盖如图2所示。
因为车身生产材料多使用冷板,在未经涂装喷漆之前外观多呈白色,所以称为白车身。
白车身的试制周期较短,流程相对简单,如图3所示。
快速试制工艺要求工艺工程师根据标准、经验数据、现场实验结果选择合理的工艺方法、加工设备、工具、工摘要:汽车的样车试制是设计开发过程中的必备环节。
焊接作为汽车制造的四大工艺之一,必须有相应的试制环节进行验证。
文中从汽车样车焊接试制入手,尝试探索总成试制的质量提升,为后续的量产工艺做出基础分析,以支撑汽车后续开发的持续优化与改善。
关键词:汽车试制;质量提升;焊接工艺;持续改善中图分类号:U466文献标志码:A文章编号:1002-2333(2021)01-0151-03 Rapid Trial Manufacture and Quality Improvement of Automobile BodyNING Yan(SAIC GM Wuling Automobile Co.,Ltd.,Liuzhou545000,China)Abstract:The trial production of automobile prototype is a necessary link in the process of design and development.As one of the four major processes of automobile manufacturing,welding must be verified by corresponding trial production links.Starting from the welding trial production of the automobile prototype,this paper attempts to explore the quality improvement of the trial production of the assembly,and make a basic analysis for the subsequent mass production process,so as to support the continuous optimization and improvement of the subsequent development of the automobile. Keywords:automobile trial manufacture;quality improvement;welding process;continuous improvement模具设计模具制造冲压件生产客户产品数模输入夹具设计夹具制造焊接生产总成检测图3汽车车身试制流程151网址:电邮:*******************2021年第1期2021年第1期网址: 电邮:*******************序号工作内容输入文件输出文件1工艺策划1)客户产品数模;2)CAP 定位策略1)夹具清单;2)焊接流程图;3)夹具式样书2工艺文件编制1)客户产品数模;2)焊接流程图;3)夹具数模1)工程作业表;2)焊接点检表3夹具评审1)客户产品数模;2)CAP 定位策略;3)夹具数模1)夹具评审记录4现场焊接跟踪1)产品BOM 清单1)焊接参数记录表;2)焊接参数验证试片报告5UCF 精度提升1)零件测量表;2)夹具测量报告1)UCF 精度报告;2)过程分析报告表2焊装工艺策划与精度提升任务模具定义优点缺点软工装模具采用软钢材快速加工,未经模具淬硬等工序而制作完成的模具模具数量少、成本低,制造周期短,改模方便不耐用,结构简单、稳定性不好,零件偏差难整改正式模具采用模具专用钢材,经模具淬硬等完整工序而制作完成的模具精度高,稳定性好,耐用模具数量多、结构复杂、成本高,制造周期长,调试时间长,完成后改模困难、改表1硬工装与软工装模具差异艺参数,组合成合理的工序顺序,达到以经济的成本加工出符合设计质量要求的产品的目的。
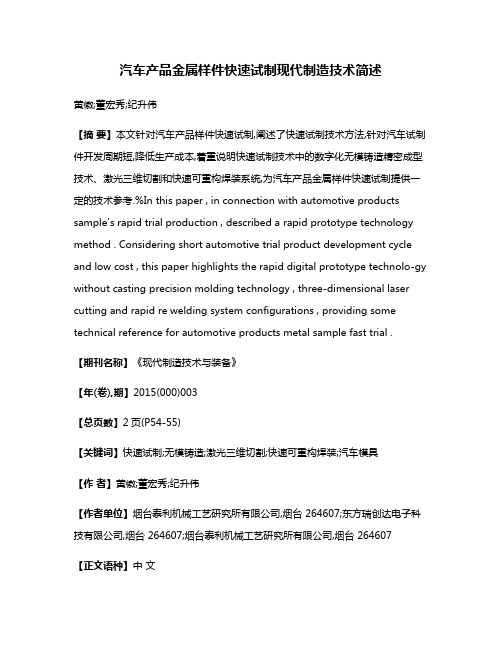
汽车样件快速试制方案

快速铸造件
常规铸造件
整体铸造质量非常理想,没有出现胀壳、裂纹、 断裂等铸造缺陷; 表面质量完美,没有出现表面掉渣、碳化结晶 等问题。
QuickCasting(实例)
检具及检验
采用Rapidfit 技术,设计、制作检具并进行三坐标检查
检具设 计
CNC或 SLA加工
检具检 查
样件检 查
检具及检验
•挖掘出设计图纸、零部件结构的不合理性,反馈给设计 部门 •制作出实验部门需要的可以满足评价项目的试造零件及 样车 •事前研讨制造部门的量产性(成型性、可焊性、装配性)
样件制作工艺
内外饰
分类: 是否制作原型、主模型 模具材质?(硅胶/树脂/锌合金) 样件材质(PU/ABS/PP)
钣金件
分类: 模具制造?(铸造/树脂/代木) 模具面材?(树脂/锌合金/铁) 模具背材?(树脂/板材)
•紫外激光扫描光敏树脂,分层堆积制造
CAD数据
MagicRP 处理数据
SLA设备 制造原型
原型后处 理
SLA原型制造(实例)
优点:精度高、速度快、高 度柔性 缺点:费用较高
真空注型
•在上下型为硅橡胶的模具中,
硅橡 胶型
硅橡 胶分 离
原型 脱模
硅橡 胶合 模
主模型
树脂模具
贴敷纤维布 或预浸渍布
真空导入或 热压
碳纤维/玻璃钢真空导入(实例)
优点:美观,强度高,时间短 缺点:复杂结构成型难,碳纤 维成本高
碳纤维/玻璃钢真空导入(实例)
碳纤维/玻璃钢真空导入(实例)
钣金件成型
Softtooling模具在油压或冲压下成型
主模型
钢板树 脂模 上下模 修配 成型
【汽车设计PPT课件】快速样件制造方法介绍
分 类
2.2CNC 加工法
2.3硅胶模成型法
2.4 金属软模注塑成型法
2.1、光固化成型法
① SLA--Stereo lithography Appearance
立体光固化成型法
激光发生器 扫描系统
成型材料--液态光敏树脂
优点 : 1、是最早出现的快速原型制造 工艺,成熟度高; 2、由CAD数字模型直接制成原 型,加工速度快; 3、可加工结构外形复杂或使用 传统手段难于成型的原型
成型材料—固体丝状工程塑料
供料机构
线状材料 工件 加热&喷头
2.2、熔融/粘合成型法
② FDM(Fused Deposition Modeling)熔积成型法 优点 : (1)操作环境干净,安全; (2)工艺简单、易于操作; (3)表面质量好,易于装 配; (4)原料价格便宜;材料 利用率高;
缺点: (1)精度较低,难以构 建结构复杂的零件; (2)与截面垂直方向的 强度小; (3)成型速度相对较慢, 不适合构建大型零件。
铝合金 3650元/ 件 780元/ 件
计算条件
1、手板原型: 1、模具: 1、模具: 8000元; 30万元;36万元; 2、模具费: 2、材料 2、材料 30000元; 加工: 加工: 3、按生产30件 50元/件 50元/件 分摊。
3、制样法选择考虑的因素
①样件的用途;
② 质量; ③交期; ④成本;
① LOM(Laminated Object Manufacturing) 分层实体制造法,又称层叠法成形,
优点 : 1、纸材价格便宜、成 本低 2、制件上尺寸可较大; 3、无需后处理; 4、样件精度高。
缺点: 1、样件物性与工程 塑料差别较大,
样车试制流程
查看完整版本: [-- 样车试制流程--]<< 1 2 Pages: ( 2 total )sicar07-09-12 10:53样车试制在整车的正向开发中,具有非常重要的意义。
我就个人理解把样车试制流程给大家交流下。
希望大家多多拍砖。
1、样车试制需要的条件数字样车的冻结。
车身钣金件的60%工装件的到件内外饰等快速成型件的备件动力总成、底盘等样件到件(国内好像没有开发底盘的,都是沿用)2、试制过程第一辆样车的周期最长。
大概三至四周的时间。
主要检验零部件的配合关系。
剩余的车辆时间就比较短了。
在此期间需要设计工程部门(车身、内饰、外饰等等)介入,现场跟踪解决问题。
同时还有质量管理、工艺人员等职能部门的介入3、试制结束样车制造的冻结。
解决在试制中出现的各种问题(配合问题,性能问题)。
然后进行小批量生产,然后是真正的投放市场,大批量生产。
请大家多多发表自己意见。
wltsha07-09-20 09:26 要是能用标准流程图的形式表达出来,那将会更完美.wltsha07-09-21 13:41流程,工程体系呀.例如同步工程,等最后都会落实到体现表格.图表等比较直观的事物上来,要不就太空泛了.我举几个例子,FEMA就是一张表格,上面体现出来了FEMA的精髓.,APQP,也是最后落实到各种表格,流程图上,.同步工程也是,落实到各种反馈表格上,这方面的例子很多.,希望大家在讨论流程,或者工程这些概念,能做些表格.流程图,就说明已经进入正轨了.wltsha07-09-28 15:23现在我们公司就在整理流程,用标准的流程框架.有设计规范,各个环节的管理用表格,等,这个是开发环节非常重要的内容,最好这些东西,才能使开发变的更容易.,wuyou81090207-10-13 13:45 看来各个公司都在开发新车,都进试作阶段了wenjuntang8107-11-04 22:14 以前不懂,长见识了。
yuecai121607-12-18 00:07 国内现在能做整车正向开发的好像还没怎么听说过。
汽车样件快速试制工艺

汽车样件快速试制工艺左岗刚;高光;吴转萍【摘要】分析了零件成形特点,确定试制工艺,通过三维软件钣金模拟展开坯料,运用激光切割下料,数控折弯夹速成型,以较低的成本完成了样件制造,有效保证了零件的加工精度及加工周期.【期刊名称】《模具制造》【年(卷),期】2017(017)002【总页数】3页(P61-63)【关键词】折弯工艺;激光切割;数控折弯;回弹控制;数控编程【作者】左岗刚;高光;吴转萍【作者单位】陕西重型汽车有限公司陕西西安710200;陕西重型汽车有限公司陕西西安710200;陕西重型汽车有限公司陕西西安710200【正文语种】中文【中图分类】TG659随着国内汽车行业竞争的日益加剧,国产汽车产品开发周期越来越短,多平台、多品种、多项目并行试制工作越来越多,竞争越发激烈,样车制造至关重要,甚至关系到整个项目的成败。
目前白车身外板件样车都是通过冲压模具及5轴激光割工艺方案完成。
没有异型形状的零件通过激光下料及数控折弯的工艺方案即可完成。
图1为我公司某新车型零件,此零件为左右对称件,图示为左件,材料为DC01,料厚t=1.5mm,外形尺寸为:800×180×120mm。
外形不规则,但没有异型形状,可以通过多次折弯可以完成。
侧面2个ϕ10mm孔为安装定位孔,要求较高,零件搭接边较多,且零件为外板件,整体精度要求较高。
3.1 折弯展开理论计算板料在弯曲过程中外层受到拉应力,内层受到压应力,从拉到压之间有一层既不受拉力又不受压力的过渡层成为中性层,中性层在弯曲前后长度保持不变,所以中性层是计算弯曲件展开长度的基准,如图2所示。
常见的影响折弯系数的因素:板厚、材质、下模宽度、下模肩宽R、上模尖端R、材料轧制方面、其它等等。
本零件由于结构复杂,通过UG三维软件钣金功能展开,中性层系数设定为0.33,展开料形状如图3所示。
3.2 激光下料激光加工技术以其加工应用范围广、工艺灵活多样、加工精度高、质量好、生产清洁、易实现自动化、柔性化和智能化等优点正逐步取代传统的加工方法。
汽车产品金属样件快速试制现代制造技术简述
汽车产品金属样件快速试制现代制造技术简述黄徽;董宏秀;纪升伟【摘要】本文针对汽车产品样件快速试制,阐述了快速试制技术方法,针对汽车试制件开发周期短,降低生产成本,着重说明快速试制技术中的数字化无模铸造精密成型技术、激光三维切割和快速可重构焊装系统,为汽车产品金属样件快速试制提供一定的技术参考.%In this paper , in connection with automotive products sample's rapid trial production , described a rapid prototype technology method . Considering short automotive trial product development cycle and low cost , this paper highlights the rapid digital prototype technolo-gy without casting precision molding technology , three-dimensional laser cutting and rapid re welding system configurations , providing some technical reference for automotive products metal sample fast trial .【期刊名称】《现代制造技术与装备》【年(卷),期】2015(000)003【总页数】2页(P54-55)【关键词】快速试制;无模铸造;激光三维切割;快速可重构焊装;汽车模具【作者】黄徽;董宏秀;纪升伟【作者单位】烟台泰利机械工艺研究所有限公司,烟台 264607;东方瑞创达电子科技有限公司,烟台 264607;烟台泰利机械工艺研究所有限公司,烟台 264607【正文语种】中文汽车产品试制一般发生在整车企业需要推出全新车型或者对原有车型进行改进或升级时。
汽车非金属件快速试制工艺

王伟振, 黄少文, 孙凤梅, 曾 毅
( 东风汽车公司 技术中心, 湖北 武汉 430056)
摘 要: 详细阐述了玻璃钢模具的产品成型工艺, 该工艺是一种手工快速成型工艺, 能将大型、复杂 汽车非金属件的成型简单化, 生产工艺简单、成型产品适用范围广泛, 在汽车非金属件的快速试制上优势 尤为突出。介绍了玻璃钢模具的产品吸塑成型、冷压成型、热压复合成型、发泡复合成型工艺及其应用于 产品开发。
4
拉延破裂或局 1) 板材厚度不够
部过薄
2) 真空负压太高
1) 更换板材 2) 调 整 真空 泵 压 力
2. 2 冷压成型工艺 冷压成型工艺是使用导热系数小的玻璃钢阴、
64
新技术新工艺! 热加工工艺技术与材料研究 2010 年 第 3 期
阳模具, 把增强材料和引发固化的树脂胶液体系等 放入模具内, 利用不饱和聚酯树脂固化放热反应, 在 较低温度下成型制品的一种方法[ 2] 。 2. 2. 1 成型材料
所用树脂大多数为不饱和聚酯树脂和快速引发 固化系统, 增强材料选用玻璃纤维布、碳纤维布或短 切玻璃纤维毡、强芯毡等, 其含量为 25% ~ 40% 。 2. 2. 2 成型工艺
把保温性好的阴、阳一对模具固定在压机上, 在 开着的模内放入增强材料( 玻璃纤维等) 和预先加有 固化剂的树脂, 慢慢合模, 压制成型。成型温度控制 在 20~ 70 # 之间; 成型压 力低, 一般 控制在 2~ 4 M Pa; 加压时间因产品壁厚、模具种类不同而不同, 一般在 60~ 80 m in, 放置到能够脱模的固化程度之 后, 开启模具并取出制品。 2. 2. 3 成型工艺的优点
2 产品试制的快速成型工艺
用玻璃钢模具快速成型产品的工艺很多, 在这 里作重点介绍的是吸塑成型工艺、冷压成型工艺、热 压复合成型工艺和发泡复合成型工艺。 2. 1 吸塑成型工艺
样车试制的车身焊接工艺

样车试制的车身焊接工艺车身焊接工艺是指在汽车制造过程中,对车身结构进行焊接的一系列工艺和技术。
它是整个汽车生产过程中非常关键的环节,直接影响着汽车的质量和安全性。
下面我将就样车试制的车身焊接工艺展开讨论。
首先,样车试制的车身焊接工艺需要根据不同的车型设计来进行制定。
设计端部焊接方式,在焊接质量与效率之间需找到最合适的平衡点,进行优化设计。
针对不同类型的焊接任务,这种车身焊接工艺可以采用不同的焊接方法,包括点焊、脉冲焊、激光焊等。
其次,车身焊接工艺中要考虑到焊接材料的选择。
样车试制的焊接材料通常是低合金钢和高合金钢,这些材料具有良好的强度和耐腐蚀性能。
同时,焊接材料的选择还需要考虑到与其他零部件的相容性,以确保整个车身的稳定性和一致性。
在样车试制的车身焊接过程中,还需要考虑到焊接参数的选择。
这些参数包括焊接电流、焊接时间、焊接速度等。
通过合理的参数选择,可以保证焊缝的质量和车身的稳定性。
另外,还需要进行焊接参数的监测和调整,以便实时掌握焊接过程的质量和效果。
在车身焊接过程中,焊接操作工人的技术水平和经验也是非常重要的。
焊工需要熟练掌握各种焊接技术和工艺,具备高度的专业知识和技能。
此外,还需对焊接设备进行维护和保养,以确保焊接过程的稳定性和可靠性。
最后,样车试制的车身焊接工艺还需进行焊缝的检验和评估。
通过对焊缝的无损检测,可以对焊接质量进行评估和判断,以及发现可能存在的焊接缺陷。
同时,还需要进行焊缝的强度和密封性测试,以确保焊接质量的符合要求。
总结起来,样车试制的车身焊接工艺对于汽车的质量和安全性起着至关重要的作用。
它需要根据车型设计进行制定,选择适合的焊接方法和焊接材料,合理选择焊接参数,培养具备专业知识和技能的焊工,进行焊缝的检验和评估。
只有通过科学规范的车身焊接工艺,我们才能生产出安全可靠的汽车。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
关键 词 : 折弯工艺; 激 光切 割 ; 数控 折 弯 ; 回弹控 制 ; 数 控 编程 中 图分 类号 : T G 6 5 9 文献标 识 码 : B
Ra pi d M a nuf a c t ur i ng Pr o c e s s o f t he Ca r Pr o t o t y p e
・
模 具 制 造 技 术
・
寸为 : 8 0 0 x 1 8 0 x 1 2 0 m m 。外形不规则 , 但没有异型形 样 、 加工精度高 、 质量好 、 生产 清洁 、 易实现 自动化 、 柔 状, 可 以通过多次折弯可以完成 。侧面 2 个西 l O m m孔 性 化和智 能化 等优点正 逐步取 代传 统 的加 工方法 。
为安装定位孔 , 要求较高 , 零件搭接边较多 , 且零件为 而且加工 成本较低 , 材料 利用率高 , 所 以在汽车样件 外板件 , 整体精度要求较高 。
p r o t o t y p i n g o f CNC b e n d i n g , t h r o u g h t h e u s e o f t h e s e d e v i c e s , t o c o mp l e t e t h e p r o t o t y p e wi t h l e s s c o s t , e n s u r e t h e ma c h i n i n g p r e c i s i o n a n d ma c h i n i n g c y c l e e f f e c t i v e l y . Ke y wo r d s : b e n d i n g p r o c e s s ; l a s e r c u t t i n g; CNC b e n d i n g; s p r i n g b a c k c o n t r o l ;C NC p r o g r a mmi n g
图1 为 我公 司某 新 车 型零 件 , 此 零 件 为左 右 对 称
车都 是通 过 冲压模具 及 5 轴激 光割 工艺方 案 完成 。 件, 图示为左件 , 材料 为 D C 0 1 , 料厚 t = 1 . 5 m m, 外 形 尺
况, 此时就要变更方法 , 使 用随动铣削 , 在相对较平坦 高速加工编程具有一定的指导意义 。 的一边 曲面上 附加 跟随曲面变化 的沿层间下降 的曲
【 A b s t r a c t 】 A n a l y z e d f o r m i n g c h a r a c t e r i s t i c s , d e t e r m i n e t h e t r i a l p r o d u c t i o n p r o c e s s , e x p a n d e d
1 引 言
品开发周期越来越短 , 多平 台、 多 品种 、 多项 目 并行试
没 有 异 型 形 状 的零 件 通 过 激 光 下 料 及 数 控 折 弯 的 工
随着 国 内汽 车行 业竞 争 的 日益 加 剧 , 国产 汽车 产 艺方 案 即可完 成 。
制工作越来越多 , 竞争越发激烈 , 样车成败 。 目前 白车身外板件样
b l a n t hr o u g h t h r e e d i me ns i o n a l s o f t wa r e s he e t me t a l s i mu l a t i o n , c ut t i n g ma t e r i a l i n l a s e r , r a pi d
・
模 具 制 造 技 术
・
汽
车 样 件 快 速 试
左 岗刚, 高 光, 吴转 萍 陕西重 型汽车有 限公 司( 陕西西安
制 工 艺
7 1 0 2 0 0 )
【 摘要 】 分析 了零件成形特点 , 确定试制工艺 , 通过三维软件钣金模拟展 开坯料 , 运用激光 切 割下料 , 数控折弯快速 成型 , 以较低 的成本完成 了样件制造 , 有效保证 了零件 的加 工精
摆 线 铣 削 的功 能 。
具工业 , 2 0 1 4 , ( 1 2 ) : 7 0 ~ 7 3
[ 2 ] 王卫兵.高 速加 数控 编程技术【 M] . 北京: 机械 工业 出版
社, 2 0 0 9 .
5 小 结
[ 3 】 何庆 .高速 加工与 数控 编程[ M] . 北京: 电子 工业 出版社 ,
2 00 9.
高速铣削加工是一项综合技术的应用 , 编程是其 【 4 】 刘 占强 . 高 速切削数 据库与数控 编程技术【 M] . 北京 : 国防 中一项关键性工作 , 也是一项创造性工作 。本文在分 工 业 出版 社 , 2 0 0 9 . 析高速数控加工特点 的基础上 , 提出了高速数控加工 作者 简介 : 袁丙魁 , 男, 1 9 7 6 年生 , 主要从事模具 编程策略 , 并重点 阐述了采用球头铣刀 高速切削加工 数 控 编程 和 高速 加 工 工 艺研 究 。 三维曲面工件时刀路轨迹生成的特别设定方法 , 对 于 ( 收稿 日期 : 2 0 1 6 — 1 1 - 2 O ) 《 模 具制造) 2 0 1 7 年第2 期 ・ 6 l・
线或 直线 , 这 样 也 可 以 平 滑 的 过 渡 到 下 一 铣 削 层 中
参
考
文
献
1 ] 孙成权 , 米永东.高速切 削技术在模具制造 中的应用l J I .模 去 。在 使 用 摆 线 开 槽 , 直 线 铣 进 的 曲 面切 槽 中 , 当槽 [
轮廓不规则 , 具有多处锐角存在时 , 就应该采用全部