(工艺技术)第八章探伤工艺的编制与国内外标准比较
焊接工艺评定试验国内外标准对比解析
焊接工艺评定试验国内外标准对比解析刘杨【摘要】The welding procedure qualification test is performed to verify the correctness of the proposed weldment welding process and to evaluate the test process and results.At present,the commonly used welding procedure qualification standards and specifications at home and abroad are mainly GB 50661-2011,NB/T 47014-2011,EN ISO 15614-1:2004+A2:2012,ASME IX-2013,AWS D1.1/D1.1M-2015 and so on.The above standards and specifications were compared and analyzed from the aspects of welding procedure qualification procedure,specimen preparation,test procedure and evaluation basis.The sampling problems of butt joints for tensile,bend and impact test during the qualification were mainly discussed,and the similarities and differences of various standards and specifications were summarized.The results show that each standard or specification has its own requirements in terms of test content,sampling quantity and location,specimen size,etc.Special attentions should be paid during the actual qualification.%焊接工艺评定试验是为了验证所拟定的焊件焊接工艺的正确性而进行的试验过程及结果评价.目前国内外常用的焊接工艺评定标准和规范主要有GB 50661-2011,NB/T 47014-2011,EN ISO 15614-1:2004+A2:2012,ASME IX-2013,AWS D1.1/D1.1M-2015等.从焊接工艺评定程序、试样制备、试验过程、评定依据等方面对上述标准和规范进行了对比分析,重点探讨了对接接头焊接工艺评定中拉伸、弯曲、冲击的取样问题,并归纳了各标准和规范的异同点.结果表明:各标准和规范在检测内容、取样数量和位置、试样尺寸等方面都有各自的要求,在实际评定过程中要特别注意.【期刊名称】《理化检验-物理分册》【年(卷),期】2018(054)006【总页数】6页(P421-426)【关键词】焊接工艺评定;对接接头;拉伸;冲击;弯曲【作者】刘杨【作者单位】上海材料研究所检测中心,国家金属材料质量监督检验中心,上海200437【正文语种】中文【中图分类】TG406;T65焊接工艺评定的主要目的在于证明某一个焊接工艺是否能够获得符合要求的焊接接头,以判断该工艺的正确性、可行性,而不是评定焊接操作人员的技艺水平。
探伤检测标准

探伤检测标准探伤检测是指利用各种物理方法和设备对材料或构件进行内部和表面缺陷的检测和评定。
探伤检测标准是对探伤检测过程中所需遵循的规范和要求的总称,它的制定和实施对于保障产品质量、确保安全生产具有重要意义。
本文将就探伤检测标准进行详细介绍。
首先,探伤检测标准的制定是为了规范探伤检测的操作流程和技术要求,以确保检测结果的准确性和可靠性。
各种材料和构件在使用过程中都可能存在各种缺陷,如裂纹、气孔、夹杂等,这些缺陷如果不能及时发现和处理,将对产品的使用安全和性能造成严重影响。
因此,制定统一的探伤检测标准,对于提高产品质量和保障安全生产具有重要意义。
其次,探伤检测标准的内容主要包括了检测方法、设备要求、操作规程、人员资质等方面的规定。
在探伤检测过程中,需要根据具体的材料和构件特点选择合适的检测方法,如超声波检测、射线检测、涡流检测等,同时还需要配备相应的检测设备,并且严格按照操作规程进行操作,确保检测结果的准确性。
此外,参与探伤检测的人员也需要具备相应的资质和经验,才能够胜任这一工作。
再次,探伤检测标准的实施需要依靠相关部门和专业机构进行监督和检查。
在实际的探伤检测工作中,需要严格按照标准的要求进行操作,同时相关部门和专业机构也需要对探伤检测工作进行监督和检查,确保检测结果的准确性和可靠性。
只有通过严格的监督和检查,才能够提高探伤检测工作的质量和水平。
最后,探伤检测标准的不断完善和更新也是非常重要的。
随着科学技术的不断发展和进步,探伤检测方法和设备也在不断更新和改进,因此探伤检测标准也需要与时俱进,不断完善和更新,以适应新的技术和设备的应用。
只有不断完善和更新探伤检测标准,才能够更好地适应现代生产的需要,提高探伤检测工作的质量和效率。
总之,探伤检测标准的制定和实施对于保障产品质量、确保安全生产具有非常重要的意义。
只有严格按照标准的要求进行操作,才能够提高探伤检测工作的质量和水平,确保产品的使用安全和性能。
探伤工艺方案
探伤工艺方案一、引言探伤是一种非破坏性检测技术,用于检测材料中的缺陷、裂纹或其他潜在的问题。
在各种工业领域中,探伤工艺方案的设计和实施至关重要,可以帮助企业提高产品质量、降低生产成本,并确保安全和可靠性。
本文将探讨一种高效的探伤工艺方案,旨在为企业提供指导和建议。
二、材料准备在实施探伤工艺之前,首先需要准备一些基本的材料和装备。
这些包括探伤设备、探头、耦合剂、标记工具等。
探伤设备选用的原则是要适应被检材料的性质和尺寸,同时能够提供高分辨率和精确的检测结果。
探头的选用应根据被检材料的特点,如材料的厚度、导电性等进行选择。
耦合剂用于提供传导声波的介质,通常选择水、聚乙烯醇胶等。
标记工具用于记录探伤结果,可以是纸笔、电脑等。
三、探伤参数设置在进行探伤之前,根据被检材料的特性和检测目标,需要设置一些参数以确保探伤效果的准确性和可靠性。
其中包括探头的频率、脉宽、增益、滤波等。
频率的选择应根据被检材料的厚度和期望的探测深度来确定。
脉宽的选择应考虑探头的几何尺寸和被检材料的特性。
增益的调整可以用来增强信号的强度,使缺陷更加明显。
滤波可以使探头接收到的信号更加清晰和准确。
四、探伤操作步骤1. 准备工作:确保被检材料表面的清洁和平整,并涂抹耦合剂以提供声波的传导介质。
2. 设定探伤仪器的参数:根据探测目标和被检材料的特性,合理设定探头的频率、脉宽、增益和滤波。
3. 控制探头安放位置:将探头安放在被检材料的表面并保持合适的接触压力,以确保信号的传输和接收效果。
4. 水平和垂直扫描:通过控制探头在被检材料表面进行水平和垂直扫描,以覆盖整个检测区域。
5. 缺陷识别和记录:当接收到反射信号时,观察并记录可能存在的缺陷位置、大小和形状。
6. 数据分析和评估:将记录的缺陷数据进行分析和评估,判断其对材料性能和安全性的影响。
五、质量控制和安全注意事项在实施探伤工艺时,需要考虑质量控制和安全方面的因素,以确保工艺的可靠性和有效性。
焊缝探伤标准
焊缝探伤标准焊接是工程中常见的连接工艺,而焊缝作为焊接的核心部分,其质量直接关系到整个工件的使用性能和安全性。
因此,对焊缝的质量进行探伤成为了焊接工艺中不可或缺的一部分。
本文将介绍焊缝探伤的标准及相关内容。
首先,焊缝探伤的标准主要包括国家标准、行业标准和企业标准。
国家标准是由国家相关部门制定的,具有强制性和统一性,适用于全国范围内的焊接工艺。
行业标准是根据不同行业的特点和需求而制定的,具有一定的局部性和适用性。
而企业标准则是根据企业自身的生产实际情况和需求而制定的,具有一定的个性化和特定性。
在进行焊缝探伤时,需要根据具体情况选择相应的标准进行执行,以确保焊缝的质量符合要求。
其次,焊缝探伤的方法主要包括目视检查、渗透检测、超声波检测、射线检测等。
目视检查是最基本的检测方法,通过肉眼观察焊缝表面的形态和质量来判断其是否存在缺陷。
渗透检测则是利用渗透剂和显像剂来检测焊缝表面的裂纹和孔洞等缺陷。
而超声波检测和射线检测则是利用超声波和射线穿透物体,通过接收回波信号来判断焊缝内部是否存在缺陷。
在进行焊缝探伤时,需要根据具体情况选择合适的检测方法,以确保对焊缝的全面检测和评估。
另外,焊缝探伤的标准还包括了对焊接材料、焊接工艺和焊接人员的要求。
焊接材料需要符合相关的国家标准和行业标准,以确保其质量和性能符合要求。
焊接工艺需要符合相关的工艺规程和操作规范,以确保焊接过程中的质量和安全。
焊接人员需要具备相关的焊接技能和证书,以确保其具备进行焊接作业的能力和资质。
在进行焊缝探伤时,需要综合考虑以上因素,以确保焊缝的质量符合要求。
总之,焊缝探伤是焊接工艺中不可或缺的一部分,其标准和方法对焊缝的质量和安全起着至关重要的作用。
只有严格按照相关的标准和方法进行执行,才能确保焊缝的质量符合要求,从而保障工程的安全和可靠性。
希望本文所介绍的内容能够对广大焊接工作者有所帮助,提高他们对焊缝探伤的认识和理解,从而提升焊接工艺的质量和水平。
国内外铸钢件超声波探伤标准的对比分析[1]
![国内外铸钢件超声波探伤标准的对比分析[1]](https://img.taocdn.com/s3/m/2bd8ea6b0b1c59eef8c7b4f8.png)
材质要求 碳钢、低合金钢 合金、非合金铁素体钢 铁素体钢 碳钢、低合金钢、马氏体不锈钢
1. 中国第一重型机械 (集团) 有限公司技术质量部助理工程师,黑龙江 富拉尔基 161042
2009 年 第 1 期(总 127 期)
yz.js@
45
CFHI
一重技术
检查与测量
只是提到应符合有关标准的规定,说法比较模糊, 外 SA 标准中的底波法对仪器、试块、工件都作了
底波校验法验收质量等级涉及到了缺陷的类 型,即单个缺陷、密集缺陷、线状缺陷。线状缺 陷波幅超过记录线是不允许的 (见表 3、表 4)。 另外,当 2 个密集区的距离小于最大缺陷的最小 尺寸时必须返修。无论何种质量等级所有缺陷面 积均不得超过壁厚的 1/3,除此之外该标准对底波 降至 75%或 75%以下的区域 (由于缺陷造成) 其 面积超过相应的质量等级,但波幅未达到记录线 者均给予判废,如果提高增益,底波达到记录线 而缺陷波不超过记录线的除外,这与 EN 标准对底
量大小做了具体的要求 (见表 5)。
一种可能存在的缺陷几乎都可以找到相关的验收
在 EN 标准中,记录等级和验收等级是分开 依据,具有很高的可执行性,探伤人员可以根据
的,记录按表 5 规定要求执行。验收标准要求非 具体的范围来评定。
常详细,而且在 5 个等级中,每一个等级根据厚
表 5 记录等级
壁厚 (mm) <300
检查与测量
CFHI TECHNOLOGY
国内外铸钢件超声波探伤标准的对比分析
崔艳国 1,黄会婷 1,吴远建1
摘要:针对中国一重近年来合作项目大幅增加,产品在无损检测方面执行的标准复杂多样,着重介绍了我厂经 常使用的国内外铸钢件无损检测标准的相同与不同点,通过对比分析研究我国铸钢件无损检测与国外同行业的 差距,供无损检测人员参考。 关键词:检测方法;灵敏度;铸件 中图分类号:TG115.28+5 文献标识码:B 文章编号:1673-3355 (2009) 01-0018-03
国内外铸件无损检验标准对比分析

国内外铸件无损检验标准对比分析对于工件的无损检测,检验标准是最重要的工作依据。
从工件的检测方法选择、检测过程的注意事项到工件的最终评定、报告的参数出据,往往都需要遵循一定的、供需双方均认可的标准规范。
随着改革开放的不断深入,我们和国外的交流也日益广泛。
其中,涉及到产品质量验收时应该遵循何种标准、采取怎样的验收级别,往往是供需双方讨论的焦点之一。
因此,将国内铸钢、铸铁件无损检测标准和国外、国际标准进行一定的对比,分析其在日常生产中的应用,对于我们的工作是非常有好处的。
1国内、外铸件无损检测标准铸件的检验,一般是由铸件制造厂根据设计的图纸或订货方(需方)提供的图纸上的技术要求或技术合同进行。
对于铸件,通常的检验包括尺寸检查、形状和外观的表面质量目视检查。
而对于设计要求比较重要的铸件,或者需方认定的比较重要的铸件或局部,或者铸造工艺上容易产生问题的铸件,一般除了要做化学成分分析和力学性能试验外,还需要进行无损检测。
对于一般铸钢、铸铁件的无损检测,常用的方法有磁粉检测或渗透检测(主要用于表面或近表面缺陷的检测)、超声波检测或射线检测(主要用于内部缺陷的检测)。
下面给出国内、外常用的关于铸件的无损检测标准。
ASTME186厚壁铸钢件[2.0~4.5英寸(51~114mm)]射线检验标准底片ASTME192航空用熔模铸钢件射线检验标准底片ASTME280大厚度(4~12in,114~305mm)铸钢件参考射线照相底片ASTME4462英寸(51mm)以下铸钢件的射线检验标准底片ASTMA609/A609M铸造碳钢、低合金钢和马氏体不锈钢的超声检测方法ASTME689球墨铸铁件的射线检验标准底片ASTME802厚度4.5in(114mm)以内的灰铸铁参考射线照相底片ASTME1030金属铸件的射线透照检测方法ASTME1734铸件射线成像检测方法EN1369铸件磁粉检测EN1371铸件渗透检测GB/T5677铸钢件射线照相及底片等级分类方法GB/T7233铸钢件超声探伤及质量评级方法GB/T9443铸钢件渗透探伤及缺陷显示迹痕的评级方法GB/T9444铸钢件磁粉探伤及质量评级方法ISO4986铸钢件磁粉检测ISO4987铸钢件渗透检测ISO4992铸钢件超声波检测ISO4993铸钢件射线检测JB/T6440阀门受压铸钢件射线照相检验TB/T3105.1铸钢摇枕、侧架射线照相检验TB/T3105.2铸钢摇枕、侧架超声波检验JIS0581铸钢件射线照相检测方法2铸件磁粉检测(MT)标准对比分析EN1369、ISO4986与GB/T9444均为铸件磁粉检验的常用标准,而且欧盟标准系列中关于铸钢件的磁粉检验标准EN1369基本与ISO4986等效。
论述国内外焊接工艺评定标准对比
论述国内外焊接工艺评定标准对比引言钢结构以其质轻高强、安装周期短等特点在核电建设中得到了广泛的应用,焊接作为钢结构最为常用的一种连接方式,在核电钢结构制作安装中起着非常重要的作用。
因不同技术路线核电建设标准不同,导致了核电钢结构焊接工艺评定标准各异。
本文通过对目前国内在建核电钢结构用焊接工艺评定标准进行对比分析认为,我国的钢结构焊接工艺评定标准与美国以及欧洲标准有很大的兼容性,在实施核电钢结构焊接工艺评定时应根据不同的标准特点选择正确的评定程序,从而为核电钢结构焊接质量提供保证。
1、对比焊接工艺评定标准简介我国目前引进的三代核电主要是法国阿海珐集团的EPR以及美国西屋公司的AP1000堆型,其钢结构焊接工艺评定标准分别是EN288、AWSD1.1/D1.1M,因此本文主要介绍我国的钢结构焊接工艺评定标准JGJ81与EN288、AWSD1.1/D1.1M的差异性。
三种焊接工艺评定标准的名称以及颁布机构如下:JGJ81为建筑行业标准,包括总则、基本规定、材料、焊接节点构造、焊接工艺评定、焊接工艺、焊接质量检查、焊接补强与加固、焊工考试9部分内容,在编写、修订时参考了有关的国际标准。
AWSD1.1/D1.1M是由美国焊接协会(AWS)编制的美国国家标准,包括通用要求、焊接连接的设计、WPS的免除评定、评定、制作、检验、螺柱焊、现有结构的补强与修理、附录9部分内容,是一部被广泛应用的国际性经典典范。
EN288是由欧洲标准化委员会(CEN)颁布的欧洲标准,包括熔焊总则、电弧焊的焊接程序技术规范、钢材电弧焊的焊接程序试验、铝和铝合金电弧焊的焊接程序试验、利用认可的焊接耗材进行电弧焊鉴定、与经验有关的鉴定、利用电弧焊的标准焊接程序进行鉴定、利用生产前的焊接试验进行鉴定8部分内容。
2、使用特点JGJ81中明确规定施工企业具有同等条件焊接工艺评定资料时,可不必重新进行相应项目的焊接工艺评定,即同一个施工企业的焊接工艺评定可在本企业承担的不同项目间进行应用,但若是在国内首次应用的钢材或焊材应重新进行焊接工艺评定。
探伤方法与应用及工艺的编制与优化
探伤方法与应用及工艺的编制与优化一、引言探伤是在工业领域中非常重要的一项技术,它可以帮助检测材料中的缺陷和损伤,从而确保产品的质量和安全。
随着科技的进步,探伤方法和应用也在不断发展和改进。
本文将介绍几种常见的探伤方法,探讨它们的应用范围,并讨论如何优化相关的工艺流程。
二、常见的探伤方法1. 超声波探伤超声波探伤是一种常用的无损检测方法,它利用超声波在物体中的传播和反射来检测缺陷。
超声波探伤可以检测到各种类型的缺陷,如裂纹、气孔和夹杂物等。
它常被应用于金属材料、塑料和复合材料等领域。
2. 磁粉探伤磁粉探伤是一种利用磁场和磁粉来检测材料表面和近表面缺陷的方法。
它适用于有磁性材料,如铁、镍和钢等。
磁粉探伤可以检测到裂纹、疲劳和焊缝等缺陷。
3. 射线探伤射线探伤利用射线的穿透性来检测目标材料中的缺陷和异物。
常用的射线包括X射线和γ射线。
射线探伤可以应用于金属、陶瓷和复合材料等领域,用于检测裂纹、气孔和缺陷等。
4. 红外热像探测红外热像探测是一种利用红外辐射检测目标材料温度变化的方法。
它可以检测物体的局部热量分布,发现热量异常和隐藏的缺陷。
红外热像探测在电力、建筑和消防等领域有广泛的应用。
三、探伤方法的应用1. 超声波探伤的应用超声波探伤在航空航天、汽车制造和铁路交通等领域有广泛的应用。
它可以用于检测飞机结构中的裂纹、汽车发动机中的内部缺陷以及铁路轨道的裂纹等。
2. 磁粉探伤的应用磁粉探伤在焊接、压力容器和管道检测等领域有重要的应用。
它可以检测焊缝中的裂纹、压力容器壁的腐蚀和管道中的疲劳裂纹等。
3. 射线探伤的应用射线探伤广泛应用于核工业、船舶制造和管道检测等领域。
它可以检测核电站中的管道裂纹、船舶结构的疲劳和重要设备的腐蚀等。
4. 红外热像探测的应用红外热像探测在电力设备、建筑和消防安全等领域有着重要的应用。
它可以检测电力设备中的热点、建筑物的能量损失和火灾隐患等。
四、探伤工艺的编制与优化1. 工艺的编制探伤工艺的编制首先需要确定探伤方法和设备,然后制定具体的操作规程和工艺流程。
探伤工艺方案

4.持续培训探伤人员,提升其专业能力。
七、探伤周期与评估
1.探伤周期:根据设备运行条件、安全风险等级和行业标准,合理确定探伤周期。
2.评估标准:探伤结果应符合国家和行业相关标准,确保设备安全运行。
八、安全与环保
1.严格遵守安全操作规程,确保探伤过程安全无事故。
4.渗透探伤:适用于检测非铁磁性材料的表面裂纹。
四、探伤工艺流程
1.探伤前准备:
a)查阅设备图纸、技术资料,了解设备结构、材质和探伤要求。
b)编制探伤工艺规程,明确探伤方法、参数、标准等。
c)准备探伤仪器、设备、试剂及辅助工具。
d)探伤人员培训,确保具备相应的探伤技能和资质。
2.探伤操作:
a)根据探伤工艺规程,对设备进行分区、分段、分层探伤。
四、探伤方法选择
根据设备的特性,以下探伤方法将被采用:
1.超声波探伤(UT):适用于检测厚度较大、材质多样化的设备,能有效发现内部缺陷。
2.磁粉探伤(MT):针对铁磁性材料,主要用于检测表面和近表面的裂纹。
3.涡流探伤(ET):适用于导电材料的表面缺陷检测,特别是对薄壁材料的探伤。
4.渗透探伤(PT):用于非铁磁性材料的表面开口缺陷检测,具有操作简便的特点。
2.探伤要求:在探伤周期内,确保设备安全性能满足运行要求,探伤结果符合国家标准。
七、探伤安全管理
1.建立健全探伤安全管理制度,明确探伤人员的安全责任。
2.加强探伤现场安全管理,严格执行安全操作规程。
3.配备必要的劳动保护用品,确保探伤人员的人身安全。
4.对探伤过程中发现的安全隐患及时整改,防止事故发生。
2.评估设备的安全性能,为设备维修、保养和更换提供依据。
探伤工艺的编制课件
探伤方法的选择
根据材料、厚度、缺陷类型和检测要求选择合适的探伤方法,如射线探
伤、超声波探伤、磁粉探伤等。
02
探伤设备的校准和维护
确保探伤设备在有效期内使用,并定期进行校准和维护,以保证其准确
性和稳定性。
03
探伤剂的选用与保管
根据探伤方法选择合适的探伤剂,并严格按照说明书使用,同时注意探
伤剂的保管,防止污染和变质。
探伤工艺的要点与注意事项 了解探伤工艺的要点和注意事项,如灵敏度调整、 背景噪声抑制、伪像识别等,以确保探伤结果的 准确性和可靠性。
探伤工艺的质量控制 掌握探伤工艺的质量控制方法,包括过程监控、 结果评估和异常处理等,以确保探伤工艺的稳定 性和可靠性。
探伤工艺的质量控制
探伤质量的控制标准与要求
01
探伤质量的检验与评估
探伤过程的监控 对探伤过程进行实时监控,确保每一步操作符合规范和要 求。
探伤结果的记录与分析 对探伤结果进行详细记录,并对结果进行分析,确定是否 存在缺陷及缺陷的性质和等级。
不合格品的处理 对不合格的探伤结果进行处理,如重新探伤、返修或报废 等。
探伤质量问题的分析与改进
01
02
THANKS
性和可靠性。
探伤工艺的审核与批准
01
审核探伤工艺文件
02
批准探伤工艺文件
03
执行探伤工艺
由相关部门或专业人员进行审核, 以确保探伤工艺文件完整、准确、 可行。
经过审核后,由相关部门或领导 进行批准,以确保探伤工艺文件 符合要求并具有可操作性。
按照批准的探伤工艺文件执行探 伤操作,并对探伤结果进行记录 和分析。
探伤工艺的重要性与应用
探伤工艺的重要性
国内外铸件无损检验标准对比分析完整版

国内外铸件无损检验标准对比分析HUA system office room 【HUA16H-TTMS2A-HUAS8Q8-HUAH1688】国内外铸件无损检验标准对比分析对于工件的无损检测,检验标准是最重要的工作依据。
从工件的检测方法选择、检测过程的注意事项到工件的最终评定、报告的参数出据,往往都需要遵循一定的、供需双方均认可的标准规范。
随着改革开放的不断深入,我们和国外的交流也日益广泛。
其中,涉及到产品质量验收时应该遵循何种标准、采取怎样的验收级别,往往是供需双方讨论的焦点之一。
因此,将国内铸钢、铸铁件无损检测标准和国外、国际标准进行一定的对比,分析其在日常生产中的应用,对于我们的工作是非常有好处的。
1国内、外铸件无损检测标准铸件的检验,一般是由铸件制造厂根据设计的图纸或订货方(需方)提供的图纸上的技术要求或技术合同进行。
对于铸件,通常的检验包括尺寸检查、形状和外观的表面质量目视检查。
而对于设计要求比较重要的铸件,或者需方认定的比较重要的铸件或局部,或者铸造工艺上容易产生问题的铸件,一般除了要做化学成分分析和力学性能试验外,还需要进行无损检测。
对于一般铸钢、铸铁件的无损检测,常用的方法有磁粉检测或渗透检测(主要用于表面或近表面缺陷的检测)、超声波检测或射线检测(主要用于内部缺陷的检测)。
下面给出国内、外常用的关于铸件的无损检测标准。
ASTME186厚壁铸钢件[2.0~4.5英寸(51~114mm)]射线检验标准底片ASTME192航空用熔模铸钢件射线检验标准底片ASTME280大厚度(4~12in,114~305mm)铸钢件参考射线照相底片ASTME4462英寸(51mm)以下铸钢件的射线检验标准底片ASTMA609/A609M铸造碳钢、低合金钢和马氏体不锈钢的超声检测方法ASTME689球墨铸铁件的射线检验标准底片ASTME802厚度4.5in(114mm)以内的灰铸铁参考射线照相底片ASTME1030金属铸件的射线透照检测方法ASTME1734铸件射线成像检测方法EN1369铸件磁粉检测EN1371铸件渗透检测GB/T5677铸钢件射线照相及底片等级分类方法GB/T7233铸钢件超声探伤及质量评级方法GB/T9443铸钢件渗透探伤及缺陷显示迹痕的评级方法GB/T9444铸钢件磁粉探伤及质量评级方法ISO4986铸钢件磁粉检测ISO4987铸钢件渗透检测ISO4992铸钢件超声波检测ISO4993铸钢件射线检测JB/T6440阀门受压铸钢件射线照相检验TB/T3105.1铸钢摇枕、侧架射线照相检验TB/T3105.2铸钢摇枕、侧架超声波检验JIS0581铸钢件射线照相检测方法2铸件磁粉检测(MT)标准对比分析EN1369、ISO4986与GB/T9444均为铸件磁粉检验的常用标准,而且欧盟标准系列中关于铸钢件的磁粉检验标准EN1369基本与ISO4986等效。
探伤工艺
探伤工艺一、无损检测工艺规程无损检测工艺规程包括通用工艺规程和工艺卡(一)超声检测通用工艺规程1、定义:无损检测通用艺规程应根据相关法规、安全技术规范、产品标准、有关的技术文件和JB/T4730.3-2005等标准的要求,并针对检测机构的特点和检测能力进行编制的技术文件。
超声波检测通用工艺规程应涵盖本单位(制造、安装或检验检测单位)产品(或检测对象)的检测范围。
2、特点:超声检测通用工艺规程一般以文字说明为主,检测对象一般为某类工件,它应具有一定的覆盖性和通用性。
3、无损检测通用工艺规程应包括以下内容:(1)适用范围:指明该通用工艺规程适用于哪类工件或哪种产品的焊缝及焊缝类型。
(2)引用标准、法规、技术文件引用的法规、安全技术规范、技术标准等。
(3)检测人员资格对检测人员的资格要求。
(4)检测设备、器材和材料超声检测用的仪器、探头、试块和耦合剂等。
主要性能指标有:检测设备规格型号、探头类型、晶片尺寸和频率;标准试块及对比试块型号名称;耦合剂型号名称。
(5)检测表面制备对检测工件表面的准备方法及要求等。
(6)检测时机指不同材料的被检工件超声检测的时间安排等。
(7)检测工艺和检测技术指明进行超声检测时可选择的检测技术等级、检测方法、检测方向、扫查方式、检测部位范围、仪器时基线比例和灵敏度调整、测定缺陷位置、当量和指示长度的方法等。
(8)检测结果的评定和质量等级分类指明检测结果评定所依据的验收标准或技术标准以及验收合格级别等。
(9)检测记录、报告和资料存档规定检测原始记录、报告内容及格式要求,资料、档案管理要求,安全管理规定等。
(10)编制(级别)、审核(级别)和批准人、制定日期超声检测通用工艺规程的编制、审核及批准应符合相关法规或标准的规定。
(二)超声波检测工艺卡1、定义:特种设备超声波检测工艺卡是具体产品检测作业的指导性文件。
2、特点:超声波检测工艺卡一般用表、卡的形式。
它是针对特种设备某一具体产品或产品上某一部件,依据超声检测通用工艺规程、被检工件的技术要求和JB/T4730.3-2005等标准而专门制定的有关检测技术细节和具体参数的工艺文件。
钢结构探伤标准

钢结构探伤标准
钢结构探伤的标准包括以下几个方面:
1. 国家标准:国家标准是指由国家相关部门发布的钢结构探伤技术标准,包括钢结构探伤的方法、设备、操作规程等内容。
2. 行业标准:行业标准是由具体行业协会或组织发布的钢结构探伤技术标准,适用于特定行业的钢结构探伤需求,例如航空航天、汽车制造等。
3. 国际标准:国际标准是由国际标准化组织(ISO)发布的钢结构探伤技术标准,适用于国际范围内的钢结构探伤需求。
4. 企业标准:企业标准是指企业自行制定的钢结构探伤技术标准,根据企业自身需求和实际情况制定,通常包括特定的探伤方法和要求。
这些标准中都包含了钢结构探伤的基本要求、探伤方法选择、设备使用、操作规程、数据分析和评价等方面的内容,旨在确保钢结构的安全性和可靠性。
同时,根据具体需求和应用场景,还有一些特殊的标准,如航空航天领域的探伤标准等。
探伤标准_精品文档

探伤标准前言探伤是一种用来检测材料内部缺陷、裂纹以及其他不可见缺陷的无损检测方法。
为了确保探伤结果的准确性和可靠性,需要制定一套探伤标准。
探伤标准是对探伤方法、设备、操作、判据以及评定缺陷程度等方面的详细规定,是进行探伤工作的依据和参考。
作用和意义制定探伤标准有以下几个重要作用和意义:1.确保检测结果准确性:探伤标准对于探伤方法、设备的选择和使用,操作要求等方面进行规定,可以保证探伤结果的准确性。
2.提高工作效率:探伤标准对于探伤操作流程和程序进行规范,从而使得探伤工作更加高效、有序。
3.便于交流和合作:探伤标准作为一个统一的参考标准,便于不同人员之间的沟通和合作,减少误解和差异。
4.降低操作风险:探伤标准规定了设备操作、安全措施等要求,可以减少操作风险,保障工作人员的安全。
制定过程探伤标准的制定过程一般经历以下几个步骤:1.研究和分析需求:通过调研和分析,了解市场需求和行业规范,确定探伤标准的制定必要性。
2.制定工作组:选派专业人员组成工作组,包括探伤专家、技术人员等,制定探伤标准的责任和任务。
3.制定草案:工作组根据需求和相关资料,制定探伤标准的草案,包括标准的内容、操作要求、判据等。
4.内部审查:将草案提交给内部专业人员进行审查,针对不合理或有争议的地方进行修改和完善。
5.外部评审:邀请行业内外专家对标准草案进行评审,接收其反馈意见和建议,并进行适当的修改和调整。
6.审定发布:在经过内外部的反复审查和修订后,审定并正式发布探伤标准。
控制要点探伤标准的制定需要考虑以下几个控制要点:1.方法选择:根据不同材料的特点和探伤目的,选择合适的探伤方法,并说明使用该方法的理由和适用范围。
2.设备要求:对于探伤设备的性能、检测能力、校准和维护等方面进行规定,保证设备的稳定性和可靠性。
3.操作流程:以清晰的步骤和程序规定探伤操作流程,包括设备准备、标记样品、操作记录等。
4.缺陷判定标准:制定缺陷判定的评定准则,包括缺陷尺寸、类型、分布等综合考虑来判断缺陷的程度。
焊接探伤标准

焊接探伤标准焊接是一种常见的金属加工技术,用于连接金属构件,广泛应用于汽车制造、船舶建造、建筑工程等领域。
然而,焊接过程中可能会产生一些缺陷,如气孔、裂纹、夹杂等,这些缺陷会对焊接接头的质量和性能产生不利影响。
因此,对焊接接头进行探伤检测,是保证焊接质量的重要手段之一。
本文将介绍焊接探伤的标准和方法。
首先,焊接探伤的标准主要包括国家标准、行业标准和企业标准。
国家标准是由国家相关部门制定和发布的,具有法律效力,适用于全国范围内的焊接工程。
行业标准是由行业协会或组织制定的,适用于特定行业的焊接工程。
企业标准是由企业根据自身实际情况制定的,适用于企业内部的焊接工程。
这些标准包括了焊接材料、焊接工艺、焊接设备、焊接人员资质等方面的要求,以及焊接接头的探伤方法和标准。
其次,焊接探伤的方法主要包括目视检测、渗透检测、超声波检测、射线检测等。
目视检测是最简单直观的方法,通过肉眼观察焊接接头的外观,检查有无裂纹、气孔、夹杂等缺陷。
渗透检测是利用吸附性液体渗透到焊接接头表面的缺陷中,再用显色剂显现出来,以便观察和评定缺陷的方法。
超声波检测是利用超声波在材料内部传播的特性,检测焊接接头内部的缺陷。
射线检测是利用X射线或γ射线穿透材料,对焊接接头进行成像检测,以发现内部缺陷。
最后,焊接探伤的标准和方法的选择应根据具体的焊接工程和要求来确定。
在进行焊接探伤前,应充分了解焊接材料、焊接工艺、焊接设备的要求,确定合适的探伤标准和方法。
在进行焊接探伤时,应严格按照标准和方法的要求进行操作,保证检测结果的准确性和可靠性。
同时,对于发现的缺陷,应根据标准和方法的要求进行评定和处理,确保焊接接头的质量和性能符合要求。
综上所述,焊接探伤是保证焊接质量的重要手段,其标准和方法的选择及操作应严格按照要求进行。
只有确保焊接接头的质量和性能符合标准要求,才能保证焊接工程的安全可靠,提高焊接产品的质量和竞争力。
第八章探伤工艺的编制与国内外标准比较
第八章探伤工艺的编制与国内外标准比较本章先介绍了编制超声波探伤工艺规程的目的、依据、要求及一般程序,后介绍了国内外超声探伤标准的基本情况和特点,并对这些国家的焊缝超声波探伤标准进行了比较。
第一节超声波探伤工艺规程的编制在超声波探伤中,一般被检工件是由委托单位委托检验单位来进行检验的。
委托单位将对被检工件的检验要求写在委托书中,提交给检验单位。
检验单位根据委托书的要求编写探伤工艺规程,检验人员根据探伤工艺规程对工件进行具体检验,最后将检验结果填入检验报告,交给委托单位。
探伤工艺规程分为检验规程和工艺卡两种,下面分别加以介绍。
一、检验规程检验规程是检验单位根据委托书的要求结合工件的结构特点及有关法规、标准等而编制的。
检验规程对委托书中的要求要一一明确解答,对于委托书中不够明确的地方和疑点,应向委托单位询问清楚,最后应征得委托单位的认可。
检验规程包括一下内容:(1)总则:该规程的适用范围,所用法规、标准的名称代号,对于检验人员的要求等。
(2)仪器、探头、试块和耦合剂、探伤仪规格型号名称。
主要性能指标;探头类型、晶片尺寸,频率;标准试块及对比试块型号名称;耦合剂型号名称。
(3)被检工件:工件材质、形状、尺寸、热处理状况、表面状况等。
(4)检验方法:检验时机、检测方法、探测方向、扫查方式、检验部位范围、抽检率,仪器时基线比例和探伤灵敏度调整等。
(5)缺陷的测定与评价:测定缺陷位置、当量和指示长度的方法,工件质量级别评定,工件是否合格,返修方法等。
下面举例说明之。
XX建设工程焊缝超声波检验规程1.总则1.1 适用范围:本规程适用于XX建设工程焊缝超声波检验。
1.2 依据:编制本规程的依据如下:1.2.1 委托书及有关工程设计图。
1.2.2 JB4730-94压力容器无损检测标准第三篇超声检测。
1.3协商事项:委托书中未明确或需要变更的地方应与委托单位进行协商,得到承认后再之星,并将协商的意见记录成文。
1.4检验人员:应是取得锅炉鸭梨容器无损检测人员资格考核委员会颁发的超声II级及II级以上人员,对检查对象焊缝特性有足够认识。
超声波探伤方法与探伤工艺[严选内容]
![超声波探伤方法与探伤工艺[严选内容]](https://img.taocdn.com/s3/m/a5692b8f76c66137ef06191f.png)
内容优选
11
2. 探头频率选择
超声波检测灵敏度一般是指检测最小缺陷的 能力,从统计规律发现当缺陷大小为
2
时,可稳定地发现缺陷波,对钢工件用 2.5~5MHZ,λ为:纵波2.36~1.18,横波 1.29~0.65,则纵波可稳定检测缺陷最小值为: 0.6~1.2mm之间,横波可稳定检测缺陷最小 值为:0.3~0.6之间。
触时,透射率一半时的曲率半径
为声耦合临界曲率半径R0。
内容优选
29
图4-2
内容优选
30
则:R0=0.45fD2Zt/C0Z0(1+Zt/Zm)
f——频率,D——晶片直径,Zt——保护膜 或斜透声楔声阻抗,
Z0——耦合剂声阻抗,Zm——工件声阻抗, C0——耦合剂声速。
内容优选
31
水银耦合效果最好,声阻抗为:19.8×106kg/m2与 钢接近,但有毒、很贵,故不推荐。
内容优选
20
对耦合剂的要求: ①对工件表面和探头表面有足够浸润性,并
既有流动性,又有附着力强,且易清洗。 ②声阻抗大,应尽量和被检工件接近。 ③对人体无害,对工件无腐蚀作用。 ④来源广,价格低廉。 ⑤性能稳定。
利用底波反射横波耦合损耗测试实例:
内容优选
35
用两个相同规格斜探头,作一发一收方式先 在试块上相对探测,分别测得两探头相距一 跨距和二跨距时底面回波高H1和H2,在示波 屏上作出H1和H2连线。再将两探头在工件上 相对探测,同样分别测得两探头相距一跨距 和二跨距时底面回波
内容优选
36
高h1和h2,在示波屏上作出h1和h2连线。则 H1和H2连线位于h1和h2连线上方,这是因 为工件表面粗糙耦合差引起的结果,则此两 线高度差即为表面耦补偿差dB值。
钢焊缝超声波探伤中国和德国标准对比分析
钢焊缝超声波探伤中国和德国标准对比分析齐跃【期刊名称】《水泥技术》【年(卷),期】2013(000)001【总页数】5页(P38-41,45)【作者】齐跃【作者单位】北京凯胜建材工程有限公司,北京100024【正文语种】中文【中图分类】TG441.71 引言在对外水泥工程EPC项目中,外方业主对水泥设备提出质量要求时,往往对设备制造和检验标准特别重视,特别是对超声波探伤检验(UT),如对大型铸件内部缩孔、夹渣等缺陷的UT检验,对重要焊接件焊缝内部裂纹、未焊透等缺陷UT检验,经常提出一些国际标准及验收等级要求执行。
虽然我国早在上世纪70年代加入ISO组织,制定技术法规和标准主要以国际标准作为基础,但确有一些标准未与国际标准接轨,甚至存在很大差别。
如钢焊接焊缝的超声波探伤标准,我国标准是GB/T11345—1989(验收等级Ⅰ~Ⅳ级),国际标准常用德国(欧洲)标准(DIN EN标准应该是德国标准采用欧标)DIN EN1712:2002(仅适用于验收等级2级、3级)。
我国标准GB/T11345《钢焊缝手工超声波探伤方法和探伤结果分级》涵盖了德标(欧标)DIN EN1712《焊缝无损检测焊接接头超声波检测验收等级》、DINEN1713《焊缝无损检测超声波检测焊缝中的缺陷的特征》和DIN EN1714《焊缝无损检测焊接接头的超声波检测》的全部内容。
但国标分级方法和验收等级与德标(欧标)不同,我国一些装备制造企业多年习惯采用GB/T11345-1989标准及其验收等级,对德国(欧洲)标准并不熟悉,在执行标准和质量验收过程中经常与业主出现分歧。
因此,为适应EPC项目水泥装备出口检验需要,就有必要了解德标(欧标)标准及其质量分级,并通过与我国现行标准的对比,合理地执行德标(欧标)。
本文旨在通过对钢焊缝超声波探伤的中国和德国标准对比分析,使读者更加清楚其中的不同点,便于对设备超声波探伤检验过程中正确执行标准,保证设备出口质量既满足外方业主提出的质量检验要求,又不低于我国现行标准(国标是最低要求),避免由于标准不同可能产生的贸易分歧,最终达到用户(业主)满意的目的。
焊缝检测的国内外标准对比分析

焊缝检测的国内外标准对比分析0 概述对于日常工件的无损检测而言,标准是最重要的工作依据。
从工件的检测方法选择、检测过程的注意事项,到工件的最终评定、报告的参数出具,往往都需要遵循一定的、供需双方均认可的标准规范。
随着国际合作的不断加强,我们和国外的交流也日益广泛。
其中,涉及到产品质量验收时,应该遵循何种标准、采取怎样的验收级别,这往往是供需双方讨论的焦点之一。
因此,将国内焊接构件焊缝无损检测标准和国外、国际标准进行一定的对比,分析其在日常生活中的应用,对于我们的工作,也是非常有好处的。
1. 国内、外焊缝无损检测标准钢结构焊缝的无损检测在国内已有成熟标准,以锅炉压力容器部门运用最为广泛,如GB/T 11345、NB/T 47013、GB/T 3323和TB/T 1558等。
近来铝合金轻量化材料的使用,使铝合金焊接结构的探伤检验也变得越来越重要,由于国内起步较晚,实用标准还不是很多。
随着航空航天和高铁技术的发展,铝合金焊接结构件越来越多。
如高速动车组全部采用铝合金车体,大量使用预制型材、板材以焊接方式连接,如法国阿尔斯通的全铝焊接车体,德国克诺尔的铝合金焊接风缸等,由于国内尚无成熟检验标准,不得不按外方要求采用国际标准进行检验,因此关于铝合金焊接结构件的无损检测标准的研究正在开展之中。
国内外关于焊接结构件的无损检测主要有下列所示标准:GB/T 14693 焊缝无损检测符号GB/T 3323 金属熔化焊焊接接头射线照相GB/T 12605 钢管环缝熔化焊对接接头射线透照工艺和质量分级GB/T 11345 钢焊缝手工超声波探伤方法和探伤结果的分级GB/T 15830 钢制管道对接环焊缝超声波探伤方法和检验结果的分级JB/T 9212 常压钢质油罐焊缝超声波探伤JB/T 6061 焊缝磁粉检验方法和缺陷磁痕的分级JB/T 6062 焊缝渗透检验方法和缺陷磁痕的分级NB/T 47103 承压设备无损检测TB/T 1558 对接焊缝超声波探伤ISO 5817 焊缝钢、镍、钛及各自合金熔化焊接头(除波束焊外)不完整性质量分级ISO 10042 焊缝铝及其合金弧焊接头不完整性质量分级ISO 17636-1 焊缝无损检测射线检测X和伽马射线胶片技术ISO 17636-2 焊缝无损检测射线检测X和伽马射线电子成像技术ISO 10675-1 焊缝的无损检测第1部分钢、镍、钛及其合金制品射线检测的评价可接受水平ISO 10675-2 焊缝的无损检测第2部分铝合金制品射线检测的评价可接受水平ISO 17640 焊缝无损检测超声波检测检测技术、验收等级和结果评估ISO 11666 焊缝无损检测焊接接头超声波检测验收等级ISO 17638 焊接无损检测焊接接头磁粉检测ISO 23278 焊缝的无损检测焊接接头磁粉检测验收等级ISO 3452 无损检测渗透检测ISO 23277 焊缝无损检测焊缝渗透检测验收等级JIS Z3105 铝焊缝的射线照相检验方法和底片评级方法JIS Z3080 铝焊缝超声波斜角探伤方法及检验结果的等级分类方法JIS Z3081 铝管焊缝超声波斜角探伤方法及检验结果的等级分类方法ASTM E1032 焊接件的射线透照检测方法ASTM E390 钢熔化焊射线检验标准底片ASTM E1648 用于铝熔焊检验的射线照相参考底片2. 国内、外焊缝检验标准对比分析由于ASTM标准中关于焊缝检验需要采用相应的图谱进行比对,这种方式对于要求较高的焊缝而言,相对难以评判,因此国内若无特殊需求一般很少采用。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
第八章探伤工艺的编制与国内外标准比较本章先介绍了编制超声波探伤工艺规程的目的、依据、要求及一般程序,后介绍了国内外超声探伤标准的基本情况和特点,并对这些国家的焊缝超声波探伤标准进行了比较。
第一节超声波探伤工艺规程的编制在超声波探伤中,一般被检工件是由委托单位委托检验单位来进行检验的。
委托单位将对被检工件的检验要求写在委托书中,提交给检验单位。
检验单位根据委托书的要求编写探伤工艺规程,检验人员根据探伤工艺规程对工件进行具体检验,最后将检验结果填入检验报告,交给委托单位。
探伤工艺规程分为检验规程和工艺卡两种,下面分别加以介绍。
一、检验规程检验规程是检验单位根据委托书的要求结合工件的结构特点及有关法规、标准等而编制的。
检验规程对委托书中的要求要一一明确解答,对于委托书中不够明确的地方和疑点,应向委托单位询问清楚,最后应征得委托单位的认可。
检验规程包括一下内容:(1)总则:该规程的适用范围,所用法规、标准的名称代号,对于检验人员的要求等。
(2)仪器、探头、试块和耦合剂、探伤仪规格型号名称。
主要性能指标;探头类型、晶片尺寸,频率;标准试块及对比试块型号名称;耦合剂型号名称。
(3)被检工件:工件材质、形状、尺寸、热处理状况、表面状况等。
(4)检验方法:检验时机、检测方法、探测方向、扫查方式、检验部位范围、抽检率,仪器时基线比例和探伤灵敏度调整等。
(5)缺陷的测定与评价:测定缺陷位置、当量和指示长度的方法,工件质量级别评定,工件是否合格,返修方法等。
下面举例说明之。
XX建设工程焊缝超声波检验规程1.总则1.1 适用范围:本规程适用于XX建设工程焊缝超声波检验。
1.2 依据:编制本规程的依据如下:1.2.1 委托书及有关工程设计图。
1.2.2 JB4730-94压力容器无损检测标准第三篇超声检测。
1.3协商事项:委托书中未明确或需要变更的地方应与委托单位进行协商,得到承认后再之星,并将协商的意见记录成文。
1.4检验人员:应是取得锅炉鸭梨容器无损检测人员资格考核委员会颁发的超声II级及II级以上人员,对检查对象焊缝特性有足够认识。
2.仪器、探头、试块与耦合剂2.1所用探伤仪器必须满足JB430-94标准中7.3条关于仪器的要求。
2.2所用探头必须满足JB4730-94标准7.3条中关于探头的要求。
2.3所用试块为JB4730-94标准9.1.2条中CSK-IIA试块。
2.4耦合剂为机油或浆糊。
3.探伤3.1距离-波幅曲线:利用CSK-IIA试块测试距离-波幅曲线,评定线、定量线和判废线满足JB4730-94标准中9.1.4.2条的要求。
3.2探伤灵敏度:不低于评定线,扫查灵敏度在基准灵敏度的基础上提高6dB。
3.3探伤时机:探测面经打磨外观检查合格后进行探伤。
3.4探测方式与扫查方式:在焊缝单面双侧利用一、二次波探测,扫查方式有锯齿形扫查。
和前后、左右、环绕、转角扫查等几种方式。
3.5检查部位与抽检率:检查全部焊缝,抽检率100%4.缺陷的测定扫查探测中发现缺陷时要根据缺陷反射波高度,测定缺陷当量大小,根据探头的位置、声程测定缺陷的位置,根据探头移动距离测定缺陷的指示长度。
具体方法见JB4730-94标准中9.1.6条。
5.焊缝质量评级根据JB4730-94标准中9.1.7.9.1.8条对焊缝质量进行评级。
6.合格判定根据委托书和工程设计图要求判定焊缝质量是否合格,这里规定焊缝质量级别不低于I级为合格。
7.返修探伤中发现超过规定的缺陷时,要分析缺陷产生的原因,制定切实可行的返修方案进行返修。
补焊前,缺陷必须彻底清除干净。
补焊后,24小时后应重新进行超声波检查,要求焊后热处理的工件,补焊后要进行热处理。
热处理后24小时才探伤,避免延迟裂纹的漏检。
同一位置返修次数不超过三次。
8.探伤报告工件经探伤后,要如实认真天蝎探伤报告提交给委托单位二、探伤工艺卡工艺卡是知道操作人员对具体工件进行生产的工艺文件。
工厂中有多种工艺卡。
例如,焊工根据焊接工艺卡进行焊接,机械加工的工人根据机械加工工艺卡按步骤对工件进行加工。
超声波探伤也有相应的探伤工艺卡,用于知道探伤人员对工件进行探伤。
不同的工件有不同的工艺卡,要求做到一卡一物,对号入座。
探伤人员根据探伤工艺卡所规定的内容实施探伤,来保证产品质量。
探伤工艺卡主要内容包括工件情况,仪器、探头、试块和耦合剂情况,探测条件,检验方法,探测实际,时基线比例、灵敏度要求,探测比例,验收标准,对检验人员级别的要求等,最后注明编制、审核、批准单位负责人签字日期。
探伤工艺卡与检验规程的主要区别是:检验规程是根据委托书要求编写的。
内容多为一些原则性的条款,不一定很具体,需得到委托单位的同意,检验对象可以是具体的某一工件,也可以是某类工件。
探伤工艺卡是根据检验规程结合有关标准真对某一具体工件编写的。
用于指导探伤人员对工件进行探伤,要求内容具体,一物一卡。
此外检验规程以文字说明为主,探伤工艺卡多为图表形式。
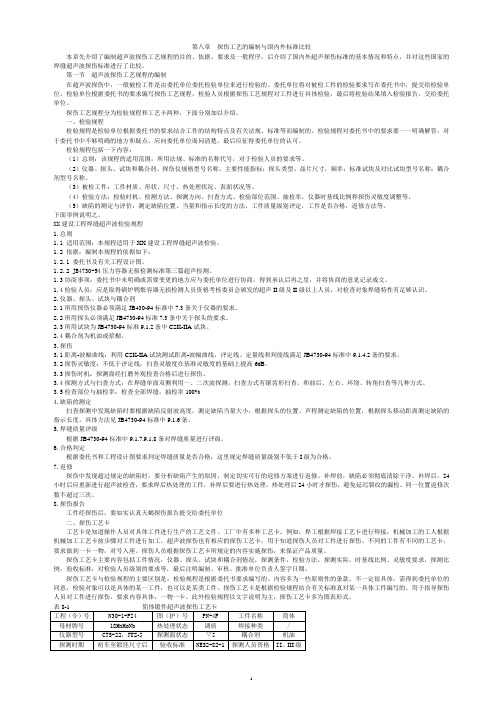
表8-1 简体锻件超声波探伤工艺卡序号 1 2 3 4 5 6 探头种类直探头双直探头K1 K1探测频率(MHz) 2.5 2.5 2.5 2.5晶片尺寸(mm)Φ20 8x10 14x16 14X16参考反射体Bc ΦΦ3 Φ3反射体深度(mm)148 50 90 90调节(dB)34 22 Φ3-4 Φ3-4参考波高(mm)40 40 40 40表面补偿(dB)0 2 2 2探测(dB)0 20 0 0探测面外圆外圆端面外圆外圆探测方向、深度1个3个、50 轴向周向探测比例(%)100 100 200 200探测条件序号定量线评定线判废线判废长度(mm)纵向横向纵向横向纵向横向纵向横向1 Φ2 Φ2-6dB Φ42 Φ2 Φ2-6dB Φ43 Φ+4dB Φ3-2dB Φ3-10dB4 Φ+4dB Φ3-2dB Φ3-10dB部门:XXX 编制:XXX 校对:XXX 批准:XXX 日期:XXX下面举例说明之。
1.筒类锻件探伤工艺卡筒类锻件超声波探伤工艺卡见表8.1.先对探伤工艺卡做如下说明。
(1)筒体工件的材料规格:筒体外径为Φ2388mm,内径为Φ2092mm,长为2940mm,材料为18MnMoNb。
(2)探伤时机:在筒体调质处理并经初车至锻坯尺寸后进行探伤。
(3)探测条件:该筒体工件共用三种探头进行探测:2.5MHzΦ20mm直探头、2.5MHz8X10mm²双晶直探头,2.5MHz14X16mm²K1单斜探头。
①用直探头探测时,以工件内壁曲底面为参考反射体(BC)调整探伤灵敏度,探测灵敏度为Φ2平底孔(声称为148mm),探测面为筒体外圆。
②用双晶直探头探测时,用阶梯Φ2平底孔试块来调整灵敏度,探测面为筒体外圆与两端面。
外圆探测时要补偿2dB。
③用K1斜探头探测时,用参考试块90mm深的Φ3mm长横孔调整灵敏度,灵敏度为Φ3-4dB。
探测面为简体外圆,耦合补偿2dB,探测方向为周向和轴向正反两个方向,弓4个探测方向。
周向探测时,按工艺卡中曲面定位修正表8.2对缺陷进行定位。
表8.2中d、L、H、I、h含义见第四章第五节。
探伤工艺卡最后列出了各种探测方式的评定线、定量线,判废线及记录线,探伤人员据此进行探伤,对产品质量作出评价。
表8.2曲面定位修正表(K1)d 10 20 30 40 50 60 70 80 90 100 110 120 130 140 150 160L 10 20 31 41 52 63 74 85 97 109 120 132 145 157 170 183H 10 20 30 39 49 49 68 77 86 95 104 113 122 131 139 148dlh2.焊缝超声波探伤工艺卡筒体对焊焊缝超声波探伤工艺卡见表8.3.现对焊缝探伤工艺卡作如下说明。
(1)工件情况:筒体对焊接缝的结垢尺寸见工艺卡中示意图,材料为18MnMoNb。
简体焊接工艺是外壁自动焊,内壁调焊根后再用手工焊。
焊后焊缝加强高磨平。
(2)探测时机:焊后24小时进行超声波探伤。
(3)探测放心:共用三种探头探测:2.5MHzΦ20mm直探头、2.5MHz14×16mm²K1斜探头、2.5MHz14×16mm²K2斜探头。
探测方向20个:①直探头内外壁探测,计两个探测放心。
②K1斜探头双面两侧用一次波探测纵向缺陷,计四个探测方向。
③K2斜探头双面两侧用一次波探测纵向缺陷,计四个探测方向。
④K1斜探头在磨平的焊缝内外表面用一次波探测横向缺陷,计四个探测方向。
表8.3 简体主焊缝超声波探伤工艺卡工程(令)号N30-1-PZ6 图(护)号PN2、PZ3 工件名称主焊缝母材牌号18MnMoNb 热处理状态/ 焊接种类内手工焊、外自动焊仪器型号CTS-22,JTS-5探测面状态抛磨平滑耦合剂机油探测时期焊后24小时后验收标准NES2-82-II 探测人员资格II级序号 1 2 3 4 5 6探头种类直探头K1 K2 K1 K2 两K2探测频率(MHz) 2.5 2.5 2.5 2.5 2.5 2.5晶片尺寸(mm)Φ20 14x16 14x16 14X16 14x16 14x16参考反射体Bc ΦΦ3 Φ3 Φ3 B反射体深度(mm)148 90 90 90 90 140调节(dB)34 36 22 18 26 24 24 20 32参考波高(mm)40 40 40 40 40 40表面补偿(dB)0 2 2 4 4 0探测(dB)0 0 0 0 0 0探测面外圆内圆内、外圆内、外圆外圆内圆外圆内圆外圆探测方向、深度2、140 4、140 4、90 2D1502d1402d1102D802、140探测比例(%)100 100 100 100 100 100探测条件序号定量线评定线判废线判废长度(mm)纵向横向纵向横向纵向横向纵向横向1 Φ4 Φ2 Φ52 Φ3-10dBΦ3-16dBΦ3 ≥153 Φ3-10dBΦ3-16dBΦ3 ≥154 Φ3-10dBΦ3-16dBΦ3 ≥155 Φ3-10dBΦ3-16dBΦ3 ≥156部门:XXX 编制:XXX 校对:XXX 批准:XXX 日期:XXX⑤K2斜探头在磨平的磨平的焊缝内外表面用一次波探测横向缺陷,计两个探测方向。
⑥用两只K1斜探头在筒体外壁两侧进行串列式探测,计两个探测方向。
周向探测缺陷时,按曲面定位修正表8.4对缺陷定位。
(4)探测灵敏度、补偿与判废:直探头及串列式探测时灵敏度为φ2平底孔,K1,K2斜探头探测灵敏度为φ3-16dB。
直探头及串列式探测在工件上调整灵敏度,不需要补偿,其他情况按2~4dB补偿。
直探头及串列式探伤时,判废灵敏度为φ5平底孔,其它情况判废灵敏度为φ3长横孔。