流化催化裂化装置旋风分离器的研究及分离效率的优化
催化裂化装置两器旋风分离器更换技术探讨
梁
卓
彭振亚
周旭东
构 景武
中国石油天然气第一建设公司 河南洛阳
4 7 1 0 1 2
摘
要
随着我 国炼油建设总体技术水平的发展 , 催化裂化装置两器 内旋风分离器 的更换施工技术有了长足发展。如何利 用施工企业现有机械设 备、 根据现场催化装置特点和施工条件 , 经济合理选择施 工方案成 了施工企业 日益关注的 问题。本 文通过对旋风分离器 内部组焊 、 侧壁开孔 、 顶部开 孔、 整体更换施工技术进行 比较分析 , 对 几种施工方法进
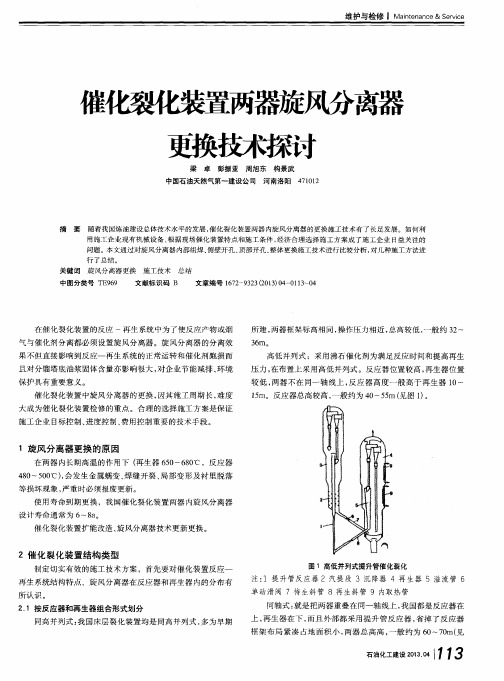
头 1 0 沉 降段 1 1提 升 管 l 2 汽提 段 1 3待 生立 管 l 4 二 段 密 相床 1 5再 生立 管 1 6再生塞阀
同样采用临时拉杆 固定后焊接 。焊接后对旋风分离器整体进行
复查。待所有安装料腿 、 拉杆及翼阀安 装完毕 , 检查合格后对所
有加固件进行拆除。
大成 为催 化裂化装置检修的重点 。合理 的选择施工方案是保证 施工企业 目标控 制、 进度控制 、 费 用控 制重要的技术 手段 。
1旋风 分 离器 更换 的原 因
在两器 内长期 高温的作用下 ( 再生器 6 5 0 ~6 8 0  ̄ C,反应器 4 8 0 ~5 0 0  ̄ C) , 会 发生 金属 蠕变、 焊缝 开裂 、 局部变形及 衬里脱 落
图 2同轴式提升管催化裂化
首先对旋 风分离本体安装就位后 ,采用临时拉杆与两器器壁进
行 相 焊 加 固 。焊 接 完 毕 经 复 查 合 格 , 然 后对 灰 斗 部分 进 行 组 对 ,
注: l空气分布管 2待 生塞 阀 3一段密相床 4 5旋风分 离器 6外部烟气集合 管 7旋风分 离系统 8快速分离设 施 9耐磨弯
流化催化裂化装置旋风分离器的研究及分离效率的优化
流 化催 化 裂化 ( F C C)装 置是 现 今 发展 相 当迅 速 的炼 油再 加. T 二 装置 之一 。在 F C C装置 中 , 催 化 剂
耗量 是 主要 技术 指标 之 一 。在大 量 的催 化剂 消耗 的
减少 F C C装 置催 化 剂损 耗 。
1 旋 风分离器 的流动形 态
Ab s t r a c t : Th e me c h a n i s m o f c y c l o n e s e p a r a t i o n o f c y c l o n e s e p a r a t o r wa s a n a l y z e d a s we l l a s f a c t o r s a fe c t i n g t h e
旋 风 分离 器 内主要 分 为气 固两项 ,而气 流作 为 流动 力 的主要 来 源 。 由于流体 两 相掺 杂 ,也 导致 了 比较 复 杂 的刘东 情况 。两相 气流 由切线 进人 ,形 成
H AO T i a n - g e , Y UJ i a o - y a n g , X I A Z h i - p e n g , Q i o n g
( HQ C L i a o n i n g C o mp a n y , L i a o n i n g S h e n y a n g 1 1 0 1 6 9 , C h i n a )
方 法 ,二 三 级旋风分离器的一些实际 问题 的解决方 法以及四级旋风分离器安装过程 中的一些注意事项 。
关 键
词 :流化催化裂化;旋风分离器;分离效率优化;三级旋风分 离器
文献标识码 : A 文章编 号 : 1 6 7 1 — 0 4 6 0( 2 0 1 7 )0 4 — 0 7 0 0 — 0 4
催化裂化第三级旋风分离器
是20世纪70年代设计、引进和建设投产的,以后由于多管式三旋
的引进并被我国当时确定为发展方向,因此没有再建造和引进布
埃尔式三旋和旋流式三旋。我国从20世纪70年代后期开始研究催
化裂化能量回收系统多管式第三级旋风分离器(以下简称“三
旋”)。从最初的引进吸收、消化国外技术为主,到后来的自主开
Hale Waihona Puke 发研制,从80年代的EPVC旋风管到现在的PDC、PSC、PST、VAS、
谢谢!
目前我国多管式三旋运转中出现的主要问题
(1)各种类型单管在冷态试验时单根管的分离效率普遍很高(95%以上),但是实际 工业应用中单管不是单独使用,而是并联使用,并联后的整体效率高才是我 们追求的目标。在实际应用中单管组合后的整体效率并不理想。理论分析、 冷态试验和工业应用都证明:造成单管效率与组合效率相差较大的原因就在 于目前的单管抗返混能力差,组合后由于各单管压降不均匀或不一致,造成 部分单管不工作、失效、甚至返混,从而导致组合效率严重下降。造成各单 管压降不均匀或不一致的主要原因是由单管的加工、制造和安装精度产生的。 另一原因是由于安装单管的隔板太大,需现场拼焊,大隔板成型和加工精度 都较差,单管与隔板焊接变形,组装后单管的同轴度和其他精度很难达到要 求。而装置开工后,在高达700℃以上的操作温度下工作,装置运行一段时间 后,隔板的适量变形是无法避免的,而单管的强度和刚度根本无法抵抗由于 上述原因引起的自身变形。隔板的比较小的变形,将使单管产生很大的变形。 另外从操作方面讲,泄气量小,集尘室粉尘太多,排尘不畅,造成集尘室与 进气室压差太小,一部分单管在泄气率正常状态下工作,另一部分单管则在 偏小泄气率甚至不泄气或返混状态下工作。在长期连续工作中,压降小的单 管流量大、流速快、磨损严重,压降会变得更小。压降大的单管流量小、流 速慢、磨损小,或基本不磨损,单管压降基本不变,这就使各单管压降不均 匀性日趋严重,所以返混也越来越严重。
PV型旋风分离器的分离性能改进实验和分析(Ⅰ)——环形空间

和入 口气流在 入 口交 汇 处 的相互 作 用 , 口气 流 入
将部 分顶灰环 挤 向内侧 ( 图 3 。关 闭风机 或 阀 见 ) 门后 , 顶灰 环 的旋 转 速 度逐 渐 衰 减 , 度 逐 渐 减 浓 小, 最后部分 的旋转 灰呈螺旋 状脱落 而消失 。
s p r t rwih he d c v r e a ao t a o e
离器 环形 空 间存 在 的二 次 涡 流 剖及 其 产 生 的 顶
灰环 ’ 问题 。一般认 为顶 灰环 对旋 风分 离 器 的 m 分离 效率是 有 害 的 , 至今 尚缺乏 相 关 的实 验 和 但
分析 。对此 , 本研 究 从 实 验 和 流场 两 个 方 面揭 示
顶 部加帽
顶灰 环形成 的机 理 , 析 顶 灰 环对 气 固分 离 过 程 分
关键 词 :V 型 旋 风 分 离 器 P
分离性能
环形空间
顶灰 环
改进
P V型旋 风分 离器 是 目前我 国炼 油厂 催 化 裂 化装 置广 泛使用 的一 种 高效 气 固分 离设 备 , 时 同
也 在石油 化 工 , 化 工 等 领 域推 广 应 用 。 以往 的 煤
旋 风分离器 研究 主要关 注整 体 尺寸 匹配和 流场 分 析 ¨ J缺乏 对 各个 部 分 作具 体 的考 察 , 不 利 于 。, 这 旋风 分离器 局部 结构 的改进 。深 入 的实验 和流 场 分 析表 明 ,V型旋 风分 离器 还存在 一些 影 响气 固 P 分离 过程 的薄弱 环 节需 要 进 行 改 进 _ , 旋 风分 4 如 J
炼油催化装置旋风分离器问题分析及改进措施

.
.
...
..
..
.
..
:...L.........L. : . 。...:.. 。.......... . .. . . . . . ...-J . . . 。
\17\ 0
蕾\ 誊
维普资讯
交 流
3 原 因 分 析
( )三 旋 更 换 情 况 2 本 厂 二 催 化 装置 立 管 式 三旋 结 构 型 式 一 直 没有 改 动 ,
重 油 催 化 裂 化 装 置 是 炼 油 厂 重 质 油 品 深 度 加 工 ,提 高 轻 油 收 率 , 加 经 济 效 益 的 主 要 生 产 装 置 , 炼 油 厂 生 产 中 增 在 有 着 举 足 轻 重 的 地 位 。 其 中 烟 气 能 量 回 收 系 统 能 否 正 常 运 行 ,直接 影 响装 置 的能耗 和 经济 效 益 。某 厂 二催 化 装置 自 20 o 1年 1 0月 更 换 三 级 旋 风 分 离 器 后 , 于 新 更 换 的 三 级 旋 由 风 分 离 器 工 作 效 率 低 , 离 效 果 不 好 , 成 烟 机 入 口 粉 尘 浓 分 造 度 和 颗 粒 直 径 严 重 超 标 , 机 不 能 正 常 运 行 , 气 能 量 无 法 烟 烟 回 收 , 成 了 极 大 的 经 济 损 失 。 因 此 , 三 级 旋 风 分 离 器 应 造 对 用 情 况 进 行 具 体 分 析 与 研 究 ,解 决 三 级 旋 风 分 离 器 实 际 应 用 中存 在 的 问 题 , 保 烟 机 长 周 期 安 全 运 行 是 非 常 必 要 的 。 确
维普资讯
经 验
炼 油催 化 装 置旋 风 分 离器 问题 分 析及 改 进 措施
重油催化装置旋风分离器问题分析及改进措施

墨姜鲤
C l l i n a C h e m i c a l T r a d e
重油催化装置旋风分离器问题分析及改进措施
赵丽华
( 玉 门油 田 分 公 司 炼 油 化 工 总 厂 )
中 国化 工 贸 易
■ 盏
摘
要 :三级旋风分离器是决定流化催化 裂化炼油系统能量回收装置使 用寿命 的关键 三级分 离器是 用于炼油工业 中针对催化裂化程序的主要回
关 键 离器 问题 分 析 及 改 进 措施
重 油 在催 化裂化 过程 中会 造成严 重 的能量流 失 问题 ,大量 的能 量 随着 烟气 被放 空 ,如果 采取一 定的技 术措 施 ,采用再 生烟 气能 量 回收 技 术 ,那 么得 到的结 果会 是相 当可观 的 。提高 重油催 化裂 化能 量 回收 技 术是 非常重要 的 ,针对 能量 回收 ,研发 制定 合格 的旋风 分离 器是 至 关 重要 的。 三 级 旋 风 分 离 器 重油 催化 裂化 过程 中会产 生较 多的 具有高 温高压 的再 生烟 气 ,这 些 烟气有 很大 的位 能 ,炼 油过 程 中往 往 会通过 烟气轮 机 来回 收再生 烟
循环流化床锅炉旋风分离器气流温度性能研究

循环流化床锅炉旋风分离器气流温度性能研究摘要:本文在对江苏某电厂循环流化床旋风分离器数值研究的基础上,结合生产现场实践,对分离器气流温度的性能特性进行研究分析,研究结果表明:随着入口温度的升高,旋风分离器内部轴向速度升高,切向速度减小,压力损失与分离效率减小,但是幅度均不明显。
因而在保证锅炉稳定燃烧基础上的实际运行中,提高入口处温度不能够达到提高旋风分离器分离效率的目的,同时还会出现分离器内壁形成结渣等状况,对旋风分离器的运行安全造成影响。
关键词:循环流化床旋风分离器性能研究旋风分离器是循环流化床锅炉的主要部件之一,其性能对循环流化床锅炉的燃烧及效率有着十分重要的影响。
而旋风分离器作为一种重要的分离设备,虽其结构简单,但内部三维湍流流场十分复杂,对此,本文选用FLUENT流体分析软件,采用计算流体力学方法,从计算模型入手,同时以电厂75 t/h循环流化床锅炉的旋风分离器实际运行参数为基础,分析研究在额定工况下温度变化对旋风分离器性能的影响,并通过飞灰含碳量的测定数据对其性能影响进行了分析验证。
1 旋风分离器数值模拟1.1 数值模拟理论基础本文对江苏徐州大屯某电厂75 t/h循环流化床锅炉锅炉额定负荷的实际数据进行了计算,为旋风分离器进行数值模拟提供了理论基础。
1.2 湍流模型本文选取连续性方程、动量方程以及能量方程等对控制流体运动的方程进行描述,并采用SIMPLEC算法求解控制方程。
一般的,对于旋风分离器气相流场多使用标准模型,模型以及RSM模型进行模拟。
但标准模型与模型都主要基于各项同性的模型,对此,本文选用了更适合强旋流场模拟的雷诺应力模型(RSM)。
1.3 计算模型与网格划分1.3.1 几何模型与网格划分本文选用的是现场实际的直切式旋风分离器为模型,其模型和结构尺寸如图1所示。
同时针对其筒体与进气管连接处形状尖锐等结构特点,采用了分块生成网格的办法。
对于分离特性比较明显的区域如旋风分离器内部、圆筒体以及圆锥体,本文选取了Y=3 m和Y=9 m两个曲线对旋风分离器的性能进行研究,并将坐标轴的横坐标定为曲线长度,具体曲线起点至终点的长度如图1所示。
催化裂化装置旋风分离器料腿翼阀系统排料流态的实验分析
催化裂化装置旋风分离器料腿翼阀系统排料流态的实验分析魏志刚;刘人锋;李晓曼;严超宇;魏耀东【摘要】针对催化裂化装置旋风分离器料腿翼阀系统的排料过程,在φ150 mm ×5000 mm料腿冷模实验装置中悬空安装翼阀,在颗粒质量流率0~50 kg/(m2・s)、负压差0~11 kPa范围内进行系统的排料实验,考察负压差和颗粒质量流率对排料过程的影响。
结果表明,料腿翼阀系统的排料流态有连续式滴流状排料和间歇周期性节涌状排料2种形式。
负压差小、颗粒质量流率大,排料流态趋于连续式滴流排料;负压差大、颗粒质量流率小,排料流态趋于间歇式周期性排料。
2种排料流态随负压差和颗粒质量流率的变化可以互相转换。
根据实验数据还提出了旋风分离器料腿翼阀系统的排料相图。
%An experiment was conducted on a φ150 mm × 5000 mm dipleg experiment al apparatus to study the discharge process of dipleg‐trickle valve system of cyclone in the fluid catalytic cracking unit (FCCU) .The dipleg exit was arranged so that the trickle valve could suspend in the hopper . T he experiment focuses on the effects of negative pressure drop (0 -11 kPa ) and solid flux rate (0-50kg/(m2 ・s)) on the discharge pattern .The experimental results showed that there were two discharge patterns in the dipleg‐trickle valve .The one is continuous trickling discharge at low negative pressure drop and high solid flux rate . The other one is intermittent periodic dumping discharge at high negative pressure drop and low solid flux rate .The two discharge patterns can transform each other as the negative pressure drop or solid flux rate varying .The discharge regime map was proposed according tothe experimental data ,which related to the negative pressure drop and solid flux rate .【期刊名称】《石油学报(石油加工)》【年(卷),期】2016(032)002【总页数】7页(P237-243)【关键词】催化裂化装置;旋风分离器;料腿;翼阀;排料;相图【作者】魏志刚;刘人锋;李晓曼;严超宇;魏耀东【作者单位】中国石油大学重质油国家重点实验室,北京,102249; 中国石油抚顺石化公司,辽宁抚顺,113008;中国石油大学重质油国家重点实验室,北京,102249;中国石油大学重质油国家重点实验室,北京,102249;中国石油大学重质油国家重点实验室,北京,102249;中国石油大学重质油国家重点实验室,北京,102249【正文语种】中文【中图分类】TQ051.8催化裂化装置(FCCU)中再生器和沉降器内的旋风分离器是重要的气-固分离设备。
催化裂化装置三旋的问题分析及技改措施

旋 在运 行 过 程 中 效 率 一 般 在 5 % ~ 0 0 6 %之 间 , 率 较 低 , 旋 出 效 三 口烟气 含粉 尘 大 于 2 0 g L 且 l t 以上 的颗 粒 大 于 1 % 。 烟 0m/ Om x 0 气 中含 粉 尘 浓 度 高 、 度 大 , 烟 机 安 全 运 行 危 害 极 大 。 为 此 , 粒 对 本 文 对 三旋 进 行 分 析 论 证 , 出 了 三 旋 效 率 低 的 原 因 并 进 行 了 找
表 2 三旋 出 口 细粉 粒 度
90 2 8×1 , 6 内吊简直径 q3 6 , b 7 0 总压降不 大于 1 k a 内设 V S— 3P , A I 型 分 离单 管 3 I 2根 , 管 处 理 量 为 2 0 单 90~30 m / 。其 技 术 指 10 h 标为: 当三旋进 口烟气含催化剂浓度在 4 0~ 2 g m 之 问 , 5 70/ 其粒 度 分 布 中位 粒 径 为 1 1 左 右 时 , 出 口浓 度 ( 准 状 态 下 ) 2m x ① 标 在
Ab ta t s r c :Th o efce c ft e t r e — l v lc c o s p r tr wa n l z d a d t e c u ain wa 0 d o . e l w fi in y o h h e e e y lne e a a o s a ay e n h a s to s fun ut Th o u in wa r p s d t mpr v h f ce c ft e t r e l v lc co e s p r tra d t e ln e m p r to ft e e s l t sp o o e oi o o e t e e i n y o h h e _ e e y l n e a a o n h o g tr o e ain o i h
催化裂化装置中三级旋风分离器结构设计进展

3 结束语 通过国内外先进三级旋风分离器技术可以看 环保 出, 三旋结构设计随着重油催化装置的扩能 、 排放标准的提高在不断地改进 。今后三级旋风分 离器结构设计发展方向体现在 4 个方面。 (1 )立管式与卧管式三级旋风分离器并存, 且 立管式结构仍占主导地位。 (2 )大直径旋风管、 大处理量旋风管的设计日 益受到重视。 (3 )直流式结构设计, 分离效率高 (出口浓度 3 , 压降小于 10 kPa。 小于 50 mg/m ) (4 )采用陶瓷内衬旋风管设计, 保证使用寿命 大于 10 a 的长周期运行。
厚度可以减小。 这对于大处理量 FCC 装置、 大直径 三旋无疑是 1 种正确的设计方案 。国内有几家炼 油厂已经使用。 大庆石油化工机械厂开发高耐磨性能的旋风 单管, 已经应用于广州石化公司 2 000 kt/a 重油催 化装置, 它采用高温耐磨材料作为旋管内衬 , 具有 处理量大 、 整体压降较小 、 分离效率高 、 使用寿命 长等特点。国内首次采用分离筒体侧向排尘技术, 克服分离粉尘再次返混等问题 。使用寿命延长到 10 a 以上。净化后烟气含尘量小于 50 mg/m3, 三旋 出口粒度<10 μm, 旋风单管的结构见图 2。
2009 年 第 1 期
李乃生.催化裂化装置中三级旋风分离器结构设计进展
35
Buell 提出采用大管径卷轴蜗壳入口旋风分离 管, 旋风管的直径最大可达 Φ1 300 mm, 旋风管中 部为锥体, 在底部有 1 个灰斗。气体通过旋风管顶 部卷轴蜗壳切向旋入旋风管,固体颗粒经过离心 分离下旋入灰斗, 通过料腿进入集尘室, 有时还需 在旋风管的料腿上安装 1 个排放阀。 Buell 公司通过 3 种分离器大量的对比实验, 3 种旋风分离器的分离 得出在正常的操作条件下, 效率, 见表 1。
PV型旋风分离器在催化裂化旋分式三旋中应用验证
PV型旋风分离器在催化裂化旋分式三旋中应用验证摘要:本试验通过改变旋风分离器入口流量、颗粒的入口浓度以及颗粒物性参数对PV型旋风分离器的分离性能的影响规律进行了试验研究,为今后的PV型旋风分离器直接用于BSX型三旋奠定基础。
关键词:旋风分离器催化裂化应用实验第三级旋风分离器(以下简称三旋)是炼油厂催化裂化装置烟气能量回收系统的关键设备。
我国目前主要使用的是立管式多管三旋和卧管式多管三旋,但随着装置的大型化、原料掺渣比的增大、再生温度的提高,多管式三旋逐渐体现出其不足:(1)单管效率高,但组合后整体效率不高;(2)单管粉碎催化剂,使三旋出口细粉增多,影响烟机运行;(3)单管磨损严重;(4)膨胀节、隔板易变形受损,导致三旋失效;(5)结构复杂,不便检修;(6)单管处理气量小,使三旋的占地面积及材料费用增加。
针对上述问题,中国石化工程建设公司开发了BSX型三旋,也称旋分式三旋,采用直径介于三旋单管和再生器一、二级旋分器之间的旋分器作为分离元件。
1实验装置与实验方法实验装置如图1所示,主要包括引风机、通风管道、分离器本体、测量装置和加尘装置等。
分离器为PV型旋风分离器,由壁厚为3mm的钢板制成,其中:排气管直径为200mm,插入深度为220mm;筒体直径为400mm,高度为560mm;锥体下端直径为200mm,高度780mm;灰斗段筒体直径300mm,高度650mm;分离器入口为120(宽)×230(高)mm的矩形。
整个装置在负压下操作。
本试验主要是对PV型旋风分离器的分离性能进行试验研究。
旋风分离器的入口流量由引风机上的闸板调节并由毕托管测量,总压降为大气压和排气管中静压之差。
试验入口流量控制在1500~2100m3/h,分别对滑石粉和催化剂两种不同物性物料的分离性能进行了对比。
另外还对滑石粉在入口浓度为5、3、0.5g/m3下的分离性能进行了对比试验。
试验中每组取4个流量进行测量,每个流量下测量3次。
催化裂化装置中卧管式第三级旋风分离器的结构分析

1 前 言
_-
J t 期 气 l u
一
立 管式 多管 三旋 ,已推广应 用 于各炼 油厂 多 年 ,但 随着 重油催 化 裂化技 术 的发展 以及 装置 处
驾
进_ 含 - _ -
气 量量
I —
理 量 的增大 ,立 管式 多管 三旋 在设计 和使 用 中都
下 两排 旋风单 管 的排尘 口及 排 气 口均 相互 错 开 , 以减少 相互 间 的干 扰 , 分 多 排 沿 圆周 方 向均 匀 且 分布。
锥 角 为 3 。 4 。 在 靠 近 锥 顶 板 处 开 有 2个 O~ O,
级 旋风 分离器 的隔板发 生 了严重 变形 ,甚 至拉 裂
了升气 管上 的膨 胀 节 ,造 成 三旋 效 率 大 幅 降低 。
为 了解 决这 一 问题 ,设 计人 员 只好加 大隔 板 的厚
图 1 卧 管 式 多 管 三 旋 不 意
2 卧 管式 多管三 旋的 结构 分析 2 1 旋风 单管 的结构 特点 . 卧 管式 多管 三旋 的核 心 是 旋 风单 管 , 提 高 要
单管 的两个 拱 形隔 板直 径加 大 ,承受较 大 的重力 载荷 、外 压力 及热 膨胀 推力 ,隔 板 的受 力情 况恶 化 。 同时 ,因重油催 化 裂化 的再 生温度 一般 都在
7 0 ~7 0 ,甚 至更 高些 ,这样 隔板 的强度 降 0℃ 2℃ 得很 低 。所 以国 内许 多 炼油 厂催 化裂化 装 置第 三
度 ,这 不仅 使不 锈钢 材料 耗量加 大 ,而且 也 给加
工 成形 带来 了许 多 困难 。
当装置操 作 不正 常或 再生器 短 时跑损 大量 催
化 剂 时 ,立 管式 三旋 出 口的烟气 中催 化剂 粉尘 浓 度 增 大 ,加 剧 了对能 量 回收系统 中的烟气 轮机 动 叶片 的磨损 。 针 对立 管式 三旋 出现 的 问题 ,将 旋风 单 管卧
循环流化床旋风分离器防磨措施
循环流化床旋风分离器是一种常用于固体颗粒分离的设备,但由于颗粒的高速旋转和碰撞,容易导致设备磨损。
为了防止磨损,可以采取以下措施:
1. 选择耐磨材料:选择耐磨性能好的材料作为旋风分离器的内部衬板和叶片材料,例如高铬合金钢、陶瓷等。
2. 衬板保护:在旋风分离器的内部衬板上安装耐磨保护层,如橡胶衬板、陶瓷涂层等,以增加其耐磨性能。
3. 减少颗粒速度:通过调节气体流速和分离器的结构参数,减少颗粒的速度,降低颗粒对设备的冲击力,从而减少磨损。
4. 增加分离效率:提高旋风分离器的分离效率,减少颗粒在设备内的停留时间,降低颗粒对设备的磨损。
5. 定期维护:定期对旋风分离器进行检查和维护,及时清理堵塞的颗粒,修复磨损的部件,保持设备的正常运行状态。
6. 控制颗粒粒径:通过控制颗粒的粒径分布,减少大颗粒对设备的冲击力,降低磨损。
7. 加装过滤器:在旋风分离器的出口处加装过滤器,可以进一步过滤颗粒,减少颗粒对设备的磨损。
总之,通过选择合适的材料、加装保护层、调节流速和结构参数、定期维护等措施,可以有效地防止循环流化床旋风分离器的磨损。
催化裂化装置旋风分离器设计的有关问题
收稿 日期 :2006一O8一O2。 作者简介 :教授级高级工程师 .1964年毕业于北京 石油学 院 (现中国石油大学 )行油机械系 ,长 期从事炼油设备设计及技 术管理工作 。曾任 中国石 油集 团华东设计 院总工程 师和副 院长 。
摘要 :论述了影响催化裂化装置旋风分离器性 能的主要 因索 ,分析 了旋 风分离器各 相关结 构、尺寸 与效率 、压 力降 的关系 ;着重介绍了设计 高效旋风分离器的优化方法 ,以及延长旋风分离器使用寿命 的措施 。
关键词 :催化裂化装置 旋风分离器 性能 优化 设计
旋风分离器 (下简称旋分 器)是炼油厂催化 裂化装置的重要设备之一 ,它的性能好坏 ,直接关 系到装 置运 转周 期和 经济效 益 。影 响旋 分器 性能 的因素很多 ,除操作条件、制造安装等因素外 ,通 常就旋分器本体来看 ,影响其分离效率 的因素有 三:一是分离器顶部 的“二次 流”引起的顶灰环 ; 二是排气管下端处的“短路流”;三是排尘 FI附近 的返混。这三个部位往往使旋分器的效率 降低 。 要提高回收效率 ,就要设法消除这三处 的影 响程 度 ,其途径有二 :一是研究新 的结构 ,二是优化旋 分器各部分相关尺寸 ,通常是两者并用。
n 2
一
积之 比,即 k = 。另外就是排气 管在器内的
叶 【‘U
伸人 长度 。
2.2 工业 用旋 分器 相关 尺寸 比例 关 系 (见 表 2)
表 2 工业上 已采用的旋分器 的相关 尺寸比例
Table 2 Dimensions of some com mercial cyclones
催化裂化装置第三级旋风分离器的技术改造
旋 , 三 旋 入 口含 尘 浓 度 不 大 于 10 0mg m3 情 在 0 / 的 况 下 , 旋 出 口含 尘 浓 度 不 大 于 1 0mg m 大 都 在 三 0 / , 7 / 0mg m 以下 。即 使 在 催 化 装 置 一级 、 级 旋 风 分 二 离 器 工 作 不 太 稳 定 的情 况 下 ,也 能 保 证 在 1 0mg 5 /
必 须 采 取 高 效 形 式 。 石炼 化 股 份 有 限公 司第 二 套 催
化 裂 化 装 置 原 设 计 采 用 的是 E VC一 Ⅱ型 立 管 式 多 P
高 效 的 导 叶 式 旋 风 管 是 开 发 高效 立 管三 旋 的关 键 。
我 国从 1 8 9 0年 就 开 始 对 这 种 导 叶式 旋 风 管 进 行 研 究 , 导 向 叶片 、 气 与 排 尘结 构 这 三 方 面作 了重 大 从 排 改 进 ,形 成 了我 国特 有 的专 利 化 E PVC 型 和 P DC 型 系 列 旋 风 管 。P DC 型 高 效 旋 风 管 是 石 油 大 学 9 0
【 摘
要 】 过 核算装 置 现有条 件 , 用 P C型 旋风 管技 术改造 现有 的第三 级旋风 分 离器 , 第 三级旋 风分 离器 除尘效率 通 应 S 使
大 幅 度 提 高 , 足 了烟 气 轮 机 长 周 期 运 行 的 要 求 , 得 了 巨 大 的 经 济 效 益 。 满 取
【 键 词 】 化 裂 化 装 置 ; 风 分 离 器 ; 尘 关 催 旋 除 【 图分 类号 】 中 TQ 5 . 0 18 【 献 标 识 码 】B 文 【 章 编 号 】0 3 0 5 2 0 ) 4 0 6 3 文 1 0 —5 9 ( 0 2 0 —0 4 —0
新型旋风分离器的试验研究与流场分析
新型旋风分离器的试验研究与流场分析作者:董瑞倩韩亚楠刘云飞王虎来源:《硅谷》2014年第17期摘要文章针对高温高压的条件对传统旋风分离器入口结构进行改进,提出了圆柱形径向插入、端面加导流板结构的新型旋风分离器结构。
由冷态模型下对超细滑石粉和FCC催化剂颗粒的分离效率-压降对比试验结果表明,新型旋风分离器入口结构强度性能优良,虽然对超细粉料分离性能略有不足,但对大颗粒粉料的分离性能接近传统直切入口旋风分离器,可以满足要求。
并且数值流场模拟结果表明,分离器压降与实验结果相一致。
关键词旋风分离器;结构强度;分离性能;高温高压中图分类号:TQ051 文献标识码:A 文章编号:1671-7597(2014)17-0011-01旋风分离器由于其结构简单、无运动部件、成本低、效率高且阻力适中等优点,已在全国石油催化裂化装置中广泛应用。
传统的旋风分离器一般为切向矩形进口的异形结构,不能承受较高的压力与温度,使用的气体操作压力一般小于0.2 MPa。
若将旋风分离器推广应用于粉煤流化床气化、石油化工等过程中更高压力的气体净化处理,为保证分离器的设备强度,尚须对现有的旋风分离器结构再作一些修改,以适应高温、高压工况对设备强度的要求。
目前常用的处理方法是在角接处进行局部加强,如采用加强筋保护角焊缝,然而这种角焊缝加强的效果难以进行计算,工程上只能凭经验进行设计。
这样,矩形入口结构在高温高压条件下存在制造成本高,投资大的问题。
对于催化反应过程中所用旋风分离器的性能与设计,国内外许多研究者已经进行了大量的研究,已趋成熟。
但对煤气化、煤燃烧所用高温加压旋风分离器的运行性能研究仅停留在常温常压理论和少数实验的水平。
1 新型旋风分离器的结构特征工业上常用的旋风分离器一般为矩形切向入口,为了加强旋风分离器的结构性能,本文提出了一种新型的旋风分离器结构。
由圆形入口代替矩形入口,将入口切向进气改为径向进气,并在端部设一导流板,具体为入口采用径向圆柱形式,将入口圆柱形管路伸入筒体部分沿轴线竖直方向切去一半在端部设置一导流板,使进入的含尘气体沿旋风分离器筒壁旋转,以实现气固分离。
催化裂化装置三旋运行问题分析与对策

催化裂化装置三旋运行问题分析与对策金 松1,宋 阳1,韩 笑1,李晓光1 ,张瀚文1,张志华1,刘 昕2(1.中国石油抚顺石化公司石油二厂,辽宁省抚顺市113004;2.中国石油抚顺石化公司石油三厂,辽宁省抚顺市113001)摘要:介绍了中国石油抚顺石化公司石油二厂催化裂化装置再生器第三级旋风分离器(三旋)出现的单管堵塞、筒锥过渡处磨损、同心度偏差、导流锥损坏问题和停工抢修措施。
从原油金属含量、平衡剂金属含量、催化剂物性、操作参数、三旋本体进行了原因分析。
微量金属元素、催化剂细粉、操作波动、三旋设计安装问题,导致了三旋的结垢和效率下降。
针对性地提出了预防措施,为三旋的安全平稳运行提供保障。
关键词:催化裂化 三旋 催化剂 再生器 催化裂化是最重要的重油轻质化工艺过程之一,在汽油、柴油等轻质油生产中占有重要地位[1]。
在催化裂化装置再生器内需要将完成烧焦反应的固体再生催化剂和高温烟气分离,旋风分离器在气 固分离中应用最广泛[2]。
第三级旋风分离器(三旋)是催化裂化装置能量回收系统的关键设备,其运行效率直接影响烟气轮机的使用[3 5]。
中国石油抚顺石化公司石油二厂催化裂化装置三旋系统在运行过程中出现单管结垢和效率降低等情况,影响下游设备烟机的正常运行,无法实现装置的长周期运行。
1 三旋简介催化裂化装置的三旋系统为中石化洛阳工程有限公司设计,营口庆营石化设备总厂制造的多管立式三旋。
分离管64根,型号为PST 250,左旋、右旋各32根,布置分3层:外层30根、中间层20根、内层14根。
2 三旋运行出现问题和抢修措施2.1 部分三旋单管堵塞和抢修清理催化裂化装置反应 再生系统主风机组和烟气轮机共4个检测点振值达到自保联锁值,机组自保启动迫使主风机停机,导致催化裂化装置紧急停工。
停工后进入装置三旋系统抢修,发现64根三旋单管中,34根单管被催化剂粉末堵塞,13根严重结垢,17根畅通。
催化剂粉末堵塞和抢修清理后的三旋单管见图1。
费托反应器旋风分离器改造及运行优化

进入后系统油气空冷器。
因空冷器出口温度为45℃,重质油在空冷器中冷凝,堵塞翅片管。
造成空冷器出口温度高,运行负荷增大,夏季高温天气冷后温度高,高温油气无法冷却,系统压力高,无法高负荷运行。
另一方面高温油气易带液,造成循环气压缩机入口分液罐液相大,影响压缩机稳定运行。
高温油气经油气空冷器冷却后进入轻质油分离器,轻质油分离器为波动板分离内件,轻质油中夹带的重质油、催化剂在波纹板上冷凝,造成内件堵塞,导致压缩机做功增大。
图1 循环换热分离器内件堵塞催化剂照片1.2 系统整体压差增大因高温油气携带费托催化剂,随着装置运行时间的增长,循环换热分离器、油气空冷器、轻质油分离器、压缩机入口分液罐堵塞越来越严重。
尤其是循环换热分离器,热侧压差逐渐增大,最高可达到310kPa ,远大于设计值。
压差增大造成内件超压运行,存在内件破损的隐患。
系统总压差原设计0.45MPa ,运行过程中最高达到0.85MPa 。
系统整体压差增大,造成压缩机做功大,气体循环量降低,装置无法高负荷运行,能耗高等问题。
1.3循环换热分离器无液位因循环换热分离器内件堵塞,高温油气从未堵塞的部分流动,换热效率降低。
一方面换热后油气温度高,重质油无法冷凝,直接被带入后系统油气空冷器。
另一方面堵塞后气体流速过高,将冷凝后的重油吹起带走。
同时循环换热分离器内件压差增大,存在部分包边破损,内件损坏的情况, 尤其是换热内件出口集合板,存在整板脱落的情况。
大量油气未进行分离直接进入后系统,造成循环换热分离器无液位。
原设计重油在循环换热分离器中进行分离,分离的重油直接进入汽提塔。
因循环换热分离器无液位,全部进入轻质油分离器,最后进入油水分离器。
造成轻质油与重质油混合在一起,轻质油量增大,轻质0 引言我国是一个富煤、贫油、少气的国家,随着全球经济的发展,我国对能源的需求不断增加。
当前我国石油对外依存度已超过60%,发展煤制油产业可有效缓解因富煤缺油给我国能源安全带来的挑战。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
流化催化裂化装置旋风分离器的研究及分离效率的优化郝天歌;于姣洋;夏志鹏;吴琼【摘要】The mechanism of cyclone separation of cyclone separator was analyzed as well as factors affecting the separation efficiency,how to improve the separation efficiency of cyclone separator wasdiscussed.Finally,some suggestions on efficiency optimization of the two-stage cyclone separator in reactor-regenerator device in FCC were presented as well as some practical solution to the problems of third-stage cyclone,the precautions during the forth-level cyclone installment process.%首先从旋风分离器的分离原理及影响分离效率的诸多因素人手,对提高旋风分离器分离效率进行了研究和探讨,最后提出了在FCC装置设计过程中,反再两器中的两级旋风分离器分离效率优化的一些建议和方法,三级旋风分离器的一些实际问题的解决方法以及四级旋风分离器安装过程中的一些注意事项.【期刊名称】《当代化工》【年(卷),期】2017(046)004【总页数】4页(P700-703)【关键词】流化催化裂化;旋风分离器;分离效率优化;三级旋风分离器【作者】郝天歌;于姣洋;夏志鹏;吴琼【作者单位】中国寰球工程公司辽宁分公司,辽宁沈阳110169;中国寰球工程公司辽宁分公司,辽宁沈阳110169;中国寰球工程公司辽宁分公司,辽宁沈阳110169;中国寰球工程公司辽宁分公司,辽宁沈阳110169【正文语种】中文【中图分类】TE624流化催化裂化(FCC)装置是现今发展相当迅速的炼油再加工装置之一。
在FCC装置中,催化剂耗量是主要技术指标之一。
在大量的催化剂消耗的同时,衍生出来的是催化剂跑损问题。
过多的催化剂跑损,会造成催化剂粉尘大气污染,无法达到国家控制指标。
而且,催化剂跑损后会夹杂在油气或烟气中,导致催化分馏塔下部油质量下降,余热锅炉也会受到相应影响。
而旋风分离器正是解决这一问题最简单直接而又价格低廉的手段,从而被广泛应用于炼化等领域[1]。
因此,它也成为FCC装置中现有回收催化剂的主要手段。
由于催化剂的颗粒十分细小(平均粒径60 μm),并且催化裂化的反应温度大多在650 ℃(沉降器)750 ℃(再生器)。
高温微小颗粒的快速冲蚀导致旋风分离器的操作条件十分苛刻。
如一套120万t/a 处理量的FCC装置,再生器中由床层带入旋风分离器的催化剂量达1000 t/h以上,如果旋分器的效率降低万分之一,就会每天跑失催化剂 2.4 t[2]。
因此,有必要对旋风分离器的各项参数指标、流体动力学及优化方法进行研究,以提高旋风分离器的催化剂回收效率。
从而减少FCC装置催化剂损耗。
1.1 旋风分离器内流体的流速和压力分布旋风分离器内主要分为气固两项,而气流作为流动力的主要来源。
由于流体两相掺杂,也导致了比较复杂的刘东情况。
两相气流由切线进入,形成两个漩涡状流动。
外漩涡沿着器壁从上到下进入灰斗;内漩涡则上升至管口,颗粒在离心力的作用下与器壁碰撞,并由外漩涡气流带向灰斗。
接近旋风分离器器壁的区域基本为外漩涡,内部则为内漩涡。
详见图 1,达到了气固分离的目的。
但实际上的气流情况要复杂得多。
由于径向和轴向的压力以及速度分布,在旋风分离器内会形成一个或者两个旋涡。
如果出现两个旋涡,一个在上一个在下,如图2所示。
两个旋涡实际上形成了两个灰尘环。
早期的设计是在入口的下方加一个旁路,如果无旁路设计,上灰尘环中的颗粒积累到一定程度即会由出口气流带出。
在增设旁路的情况下,上灰尘环中的固体颗粒经旁路出口出来又进入向下旋转的气流中。
但这种旁路旋风分离器,衬里制作困难,磨损后修补困难。
现代已采用分离效率高于带旁路设计的旋风分离器,这种设计不出现径向流动,不产生上部灰尘环。
现已用于现代的工业化装置。
其原理是[3]:一个含尘气流流经一段矩形弯管的时候,靠近弯管内壁的气流比靠近弯管外壁的气流经历的距离短,因而在垂直于气流的方向产生垂直流。
旋风分离器的入口也可以看做是一个矩形弯管,产生的垂直流妨碍颗粒向外壁移动。
并将细粒带往旋风分离器顶,这就形成了上灰尘环。
通过研究发现,将弯管进行特殊设计的时候可以避免垂直流。
即弯管横截面上任一点的半径乘高度等于同一截面上任一点半径与高度乘积时,就可以避免垂直流。
此种方法已经得到了广泛的应用。
1.2 旋风分离器的操作条件对分离效率的影响旋风分离器的流体流动被称为三维流场,是非常复杂的两相流运动,为了达到优化的流动条件以提高分离效率的目的。
研究人员进行了深入研究。
一般方法有三种:理论分析法、、实验分析法、模型计算法。
理论分析一般实践性稍差,而实验分析方法和模型计算方法[4]成为现在研究旋风分离器流场的主要方法。
谭天佑等[5]通过对旋分器中流动场的测量得到了流行图。
Su[6]等则主要采用了实验的方式,主要研究了方形旋分器中两相流的湍动。
陈建义[7]首先给旋分器增加了高温条件,并测得了此时的平均速度情况。
并进行了常温比对测量,从而得出了旋分器一个最大切向速度与温度及入口气速的经验关系式。
崔茂林等[8]通过实验,不断改变旋风分离器高度和入口气速。
实验结果表明,随着入口速度的增加,效率会逐渐增加,但是会有一个转折点,使分离效率随着气速增加而急剧下降。
即存在一个最大效率气速。
董栋栋等[9]在温度673 K,催化剂浓度2~60 g/m3的条件下,得出了,入口气速相同的条件下,分离效率和压降与浓度成正比,而浓度高到一定程度的时候,则不再出现明显提高。
在浓度保持不变的条件下,入口气速和分离效率成正比,但当浓度过高时,分离效率则不明显随入口气速变化。
刘书贤等[10],通过对FCC装置的粗旋做冷态试验发现,入口气速的提高减少了料腿泄气率、提高了粗旋分离效率、细颗粒分离尤为有效。
粗旋风分离器压降与固体颗粒浓度成反比,而分离效率和料腿泄气率则成正比。
黄兴华等[11],使用Fluent软件对切向进口的旋分器内气相流场和颗粒分离效率进行了三维数值化的研究。
发现,气-固流体进口位置对旋风分离器的分离效率具有一定的影响。
研究采用进口位置分别在进口界面中心线的中点,偏上部和偏下部分三个位置,最后发现,在进口截面中点处的分离效率最高。
而根据方剑藻在350 Wt/a的汉达斯坦燃料润滑油炼厂FCC装置旋风分离器的固-气分离操作评价中指出,分离的催化剂粒子密度对旋风分离器的分离效率的影响却是很微小的。
但是催化剂的粒度分布却对旋风分离器分离的临界粒子粒径有直接影响。
但是在大负荷的工况中,小的催化剂粒子由于受到大粒子冲击而导致旋风分离器的分离效率并没有下降反而有提高。
由此可以看出,为了保证FCC装置中旋风分离器的高效及低压降的要求,需要较高但不超过一定值的入口线速以及适当高的催化剂浓度。
在FCC装置中,现在经常使用的旋风分离器,可分为粗旋风分离器、高效旋风分离器和三级旋风分离器。
实际应用中有多种形式,也可在三级旋风分离器后加设四级旋风分离器以达到粉尘排放指标。
反应器和再生器设备中,一般采用二级串联方式。
-也有的装置中,反应器内同时采取了快分与单级旋分两种形式。
如图3所示,双提升管FCC装置旋分器设置的一种典型情况。
2.1 两器中旋风分离器的优化旋风分离器的入口线速主要取决于两器内气体流量以及采用旋风分离器的组数和入口截面积。
如式(1)所示。
从图3可以看出,沉降器中,含有催化剂的油气由提升管进入粗旋。
油气从粗旋出口排出后由于顶旋入口处与粗旋出口处的压差,而被吸入顶旋。
再生器中烟气分离原理相同。
一般FCC装置顶旋入口线速需保持在20 m/s左右而流体中催化剂的浓度一般在10 kg/m3左右方能保证很高的分离效率。
在实际操作中,可适当调节主风量和预提升蒸汽量。
反再两器中,旋分器的组数和摆放位置也会影响旋分器的分离效率。
黄兴华等[11],使用Fluent软件进行的三维数值研究发现:气-固流体进口位置对旋风分离器的分离效率具有一定的影响。
研究采用进口位置分别在进口界面中心线的中点,偏上部和偏下部分三个位置,最后发现,在进口截面中点处的分离效率最高。
因此,在FCC装置中,粗旋或一级旋分的安装位置应尽量保证气体出口正对着顶旋或二级旋分的入口处,必要的时候,可以制作从粗旋出口到顶旋入口的连接管。
2.2 三级旋风分离器的一些实际问题三级旋风分离器是为了满足烟气排放中粉尘含量的环境保护指标需要而增设的旋风分离器。
目前广泛使用的有四种结构形式的三旋[12]: 多管卧式三旋、多管立式三旋,旋流式三旋和布埃尔三旋。
根据抚顺石化二厂南催化停工检修报告,采用的多管式立式三旋(单管PST-250 64根),在主风量10 000 Nm3/h的条件下,多次堵塞。
停工检修。
鉴于此类情况,考虑影响三旋的原因主要分为以下几个方面[13]:(1)在制造、安装和使用时,各种原因导致三旋单管的内外管过高的同轴度,降低了单管的分离效率。
(2)三旋长期在超负荷工况下运作,加剧了单管的结垢和磨损。
(3)临界喷嘴的设计与现在工况下运行的三旋不匹配,造成三旋泄气量不足。
(4)三旋系统后路不畅,引起分离下来的催化剂反混。
根据分析,抚顺石油二厂三旋单管堵塞的原因有可能与(1)、(2)有关。
考虑解决办法是将PST-250 64根单管换为PST-300 40根。
或将多管立式三旋改为非多管样式的三旋的布埃尔三旋或旋流式三旋。
这也是国内FCC装置常有的问题和解决办法。
2.3 四级旋风分离器的安装优化四级旋风分离器是近年来提高环保指标而在三级旋风分离器下部增设的设备。
四级旋风分离器一般体积较小,下部直接连接催化剂细分收集罐及储罐。
因此是装置回收废催化剂的尾声部分。
再生器产生的烟气可超过700 ℃,其进入三旋后再进入四旋。
高温及含有固体粉尘使此段管道的材质及应力成为配管人员关注的问题。
再生器烟气出口的管道一般防止高温固体颗粒的冲刷,内部皆有耐热耐磨衬里。
但是从三旋到四旋的部分管道,一般管径在200~300 mm之间,无法加设衬里。
因此,需提高管道材质。
采用15CrMo钢或304钢等不锈钢材质。
在配管时,为了便于含催化剂颗粒的烟气流动顺畅及高温下的应力要求,所有高温管道处的拐弯处需采用延缓的角度。