LVDS线束加工流程图
线束生产工艺流程 ppt课件

图5, 不 合格压 接,绝缘 包筒刺 破线皮
9
端子外观检验
图4, 不合格压接,导体没有完全压 入导体包筒内
图5, 不合格,料带太 长
图6, 不合格, 料带不
可见,端子切伤
ppt课件
图7, 合 格, 热缩 套管完 全包住 导体
图8 不合 格 热缩 套管包的 太长
10
端子外观检验 合格
ppt课件
11
4.剥皮尺寸参考算法(如下图):
ppt课件
4
露出导体 导体铆压栅长度 可见导体和绝缘体
导体铆压栅长度
剥线长度
a 被覆铆压栅
可见导体 剥线长度
剥皮尺寸=导体铆压栅长度 +1/2a +0.5mm(线规: 0.3mm2 以下) 剥皮尺寸=导体铆压栅长度 +1mm (线规:0.3—1mm2 ) 剥皮尺寸=导体铆压栅长度 +2mm (最大线规:10mm2 )
开式端子
导体铆压栅 喇叭口 被覆铆压栅
嵌合部
卡口片
挤压沟
ppt课件
料带
8
端子外观检验
图1, 标准压接,外 皮处于导体包筒 和绝缘包筒之间
图2, 合格压接,外皮 刚好与导体包筒或 绝缘包筒平齐
图3, 不合格压接,外皮压入导体 包筒或绝缘包筒内
图4, 不 合格压 接,导 体伸入 到功能 区内
ppt课件
18
在铆压拉力和高度保证的前提下,理想的铆端状态:
1. 视窗 1 能看见导体又能看到绝缘体(外被)
2. 视窗 2 芯线(导体)露出长度0.5~1.5mm(具体依端子大小而定)
3. 嵌合部不可变形,卡口片不可变形
4. 芯线铆压栅、被覆固定栅中间沟槽不可有间隙,不可两边带毛刺
线束生产工艺流程

料带太长
料带不可见,
图7, 合格, 热缩 套管 完全 包 图8住 导 不体 合 格热 缩套 管包 的太 长
端子外观检验 合格
端子外观检验 不合格
端子高铆度端测量高度测量:作为确保正常压着性能的管 理方法,有必要进行铆端高度测定,设定高度虽然 是在铆端机方面设定的,但就其测定却是在铆端 之物上进行的,测试时使用铆端高度测定用仪器 ——千分尺,用其测定铆端体的“固定栅”和“ 挤压栅”的各中心部位,测试时需避开“挤压沟 ”,且确认用的线材应为生产使用之线材.
目视检测中拒绝接收的例举
四.组装胶壳
将铆压好之端子卡口片方向与塑壳卡同 向,再将端子平推入塑壳,当听到卡喀声后,再回 轻拉线材,以确定端子正确卡入塑壳,无脱落则 合格.注意依工程图要求组装,不可插错位.
卡片口卡于 卡位上
五.通电测试
测试目的:检测产品功能是否正常,以确定产品性 能是否符合客户要求.
在铆压拉力和高度保证的前提下,理想的铆端 状态: 1. 视窗 1 能看见导体又能看到绝缘体(外被) 2. 视窗 2 芯线(导体)露出长度0.5~1.5mm(具体 依端子大小而定) 3. 嵌合部不可变形,卡口片不可变形 4. 芯线铆压栅、被覆固定栅中间沟槽不可有
以下为在目视检测中拒绝接收的例举
目视检测中拒绝接收的例举
图1, 标准压 接,外皮处 于导体包筒 和绝缘包筒 之间
图2, 合格压 接,外皮刚好 与导体包筒 或 平绝齐缘图不包4合筒,
格压 接, 导体
图3, 不合格压接,外 皮压入导体包筒或 绝缘包筒内
图5, 不合 格压 接, 绝缘
端子外观检验
图4, 不合格压接,导体 没有完全压入导体包 筒内
图5, 不合格, 图6, 不合格,
线束生产工艺流程课件
学习交流PPT
24
谢谢!
学习交流PPT
25
学习交流PPT
15
用拉力计测试端子拉力将端子固定好后,将拉力计归零,再进行拉力测试, 当拉力达到规定值时,停止拉动,固定位置,保持 1 分钟,如端子没有脱落则 合格,每 1—2 小时抽测一次。
学习交流PPT
16
国标GB17196-1997
m㎡
N
Kgf
0.5
56
5.8
0.75
84
8.6
1
108
11
2.4.剥皮尺寸参考算法(如下图):
学习交流PPT
4
露出导体 导体铆压栅长度 可见导体和绝缘体
导体铆压栅长度
剥线长度
a 被覆铆压栅
可见导体 剥线长度
剥皮尺寸=导体铆压栅长度 +1/2a +0.5mm(线规: 0.3mm2 以下) 剥皮尺寸=导体铆压栅长度 +1mm (线规:0.3—1mm2 ) 剥皮尺寸=导体铆压栅长度 +2mm (最大线规:10mm2 )
将铆压好之端子卡口片方向与塑壳卡同向,再将端子平推入塑壳,当 听到卡喀声后,再回轻拉线材,以确定端子正确卡入塑壳,无脱落则合格. 注意依工程图要求组装,不可插错位.
学习交流PPT
卡片口卡于 卡位上
ቤተ መጻሕፍቲ ባይዱ23
五.通电测试
测试目的:检测产品功能是否正常,以确定产品性能是否符合客户要求.
六.包装入库
包装时注意不可有少装或多装,以及混装,标识、字迹模糊不清等不良.
学习交流PPT
5
剥线正确图
学习交流PPT
6
剥线不正确图
剥离刀钝或刀之间距离不正确, 绝缘层切割不正确
全面解析线束加工流程 工程

全面解析线束加工流程工程全面解析线束加工流程线束生产主要包括以下流程:1、来料验收:利用ROHS仪器进行环保测试,测试所有线束所需来料是否符合ROHS标准,PBB)多溴二苯醚(PBDE)等有害物质。
2、送线设备:将所需加工线材放到中转送线架上。
所需设备:送线架。
工艺要求:注意切勿刮花擦伤电线外表。
3、送线:将线材放至送线器固定。
所需设备:送线器。
工艺要求:注意切勿刮花擦伤电线外表。
4、裁线:利用裁线机将线材裁剪要求长度。
所需设备:电脑裁线机。
工艺要求:不准切伤电线外表;不准切断铜丝;剥皮长短误差不准超过±1mm,5、电线剥皮:按SOP要求剥除接头处电线对应长度的绝缘外被。
所需设备:气动剥皮机。
工艺要求:不准压伤外表;剥皮长短误差不准超过±1mm。
6、扭线:对接头处导体进行、扭线。
所需设备:扭线机。
工艺要求:不准刮花擦伤电线外表;必须把铜丝扭紧,不准出现散丝。
7、铆接端子:将接头处导体和插头端子进行铆接。
所需设备:端子机。
工艺要求:端子不准变形;必须符合拉力,铆接高度,宽度的要求。
8、产品装配:组装塑胶插头外壳。
所需设备:电动螺丝批。
工艺要求:螺丝不准露出胶壳外表;必须到达产品要求的扭力。
9、导通测试:利用仪器进行线束的导通测试。
所需设备:导通测试仪。
工艺要求:不准出现短路,断路,误配线,接触不良,绝缘不良等现象。
10、包装封箱:利用胶袋封装线束成品,装入纸箱。
所需设备:封口机及打包机。
工艺要求:封口要平整;打包带要紧包纸箱,不准脱落。
线束制造的工艺流程
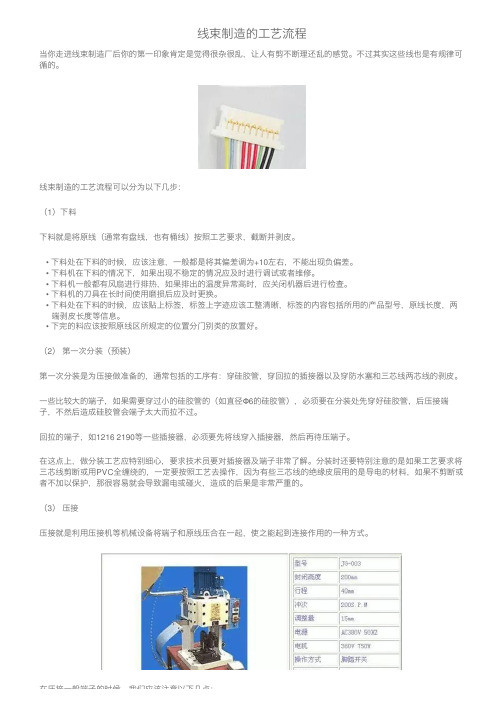
线束制造的⼯艺流程当你⾛进线束制造⼚后你的第⼀印象肯定是觉得很杂很乱,让⼈有剪不断理还乱的感觉。
不过其实这些线也是有规律可循的。
线束制造的⼯艺流程可以分为以下⼏步:(1)下料下料就是将原线(通常有盘线,也有桶线)按照⼯艺要求,截断并剥⽪。
•下料处在下料的时候,应该注意,⼀般都是将其偏差调为+10左右,不能出现负偏差。
•下料机在下料的情况下,如果出现不稳定的情况应及时进⾏调试或者维修。
•下料机⼀般都有风扇进⾏排热,如果排出的温度异常⾼时,应关闭机器后进⾏检查。
•下料机的⼑具在长时间使⽤磨损后应及时更换。
•下料处在下料的时候,应该贴上标签,标签上字迹应该⼯整清晰,标签的内容包括所⽤的产品型号,原线长度,两端剥⽪长度等信息。
•下完的料应该按照原线区所规定的位置分门别类的放置好。
(2)第⼀次分装(预装)第⼀次分装是为压接做准备的,通常包括的⼯序有:穿硅胶管,穿回拉的插接器以及穿防⽔塞和三芯线两芯线的剥⽪。
⼀些⽐较⼤的端⼦,如果需要穿过⼩的硅胶管的(如直径Φ6的硅胶管),必须要在分装处先穿好硅胶管,后压接端⼦,不然后造成硅胶管会端⼦太⼤⽽拉不过。
回拉的端⼦,如1216 2190等⼀些插接器,必须要先将线穿⼊插接器,然后再待压端⼦。
在这点上,做分装⼯艺应特别细⼼,要求技术员要对插接器及端⼦⾮常了解。
分装时还要特别注意的是如果⼯艺要求将三芯线剪断或⽤PVC全缠绕的,⼀定要按照⼯艺去操作,因为有些三芯线的绝缘⽪层⽤的是导电的材料,如果不剪断或者不加以保护,那很容易就会导致漏电或碰⽕,造成的后果是⾮常严重的。
(3)压接压接就是利⽤压接机等机械设备将端⼦和原线压合在⼀起,使之能起到连接作⽤的⼀种⽅式。
在压接⼀般端⼦的时候,我们应该注意以下⼏点:在压接⼀般端⼦的时候,我们应该注意以下⼏点:1)在⼯装⼈员调试完模具前,切不可随意操作。
2)压接时我们⼀定要先测试拉⼒和端⼦的⾼度。
这样我们可以根据测出的实际拉⼒值和⾼度值来作为产品是否达到要求的⼀个标准。
欧特精密电子有限公司(LVDS线束资料)
公司简介Company Profile欧特精密电子有限公司成立于2008年,专业致力于各种电子连接器的研发及生产,主要产品有各种规格的电子线、排线.并排线、屏蔽线.隔离线、铁氟龙线、硅胶线、同轴线缆、电源线以及各种特殊连接线材等等,均已通过UL、CSA、VDE、CE、SGS认证。
产品广泛应用于卫星接收器、计算机、按摩椅、税控机、等离子背投电视、仪器仪表、频普仪、高保真音响、马达、空调、冰箱、风扇、电磁炉、微波炉、汽车、搅拌机、电咖啡壶、数码相机等高新科技电器产品中。
我们有资深的行业精英和先进的设备为产品品质提供有力的保障;我们有严格的生产管理和严谨的工作态度确保高效率的出货服务。
我们可根据您的要求为您的产品量身订做各种内置连接线,从此为您解决连接之忧!公司本着:“诚信为本、客户为尊、专业为基、创新为魂”的经营理念,严格按照ISO9001-2000质量认证体系作业。
我们将一如继往地保持领先的研发、制造技术、超前的环保意识,不断提高产品质量、优化管理机制、完善售后服务,与各新老客户一道缔造更加辉煌的明天。
OTT Precision Electronics Co.,Ltd Founded in March2008,is mainly specialized on the kinds of electronic connector’s R&D and production.Our products have owned UL、CSA、VDE 、CE、SGS certificates,which includes electronic wires、side-by-side lines、shielding lines、insulation cables、Teflon cable、silica gel cable、coaxial cable、power-supply cable and other special connecting wires.Meanwhile,they are also widely applied to high-tech wiring products such as satellite receiver、computer、massage chair、tax-controller、plasma back-projection television、instrument、frequency equipment、HIFI speaker、motor、air-conditioner、refrigeratory、fan、electromagnetic stove、micro-wave oven、car、blender、electronic offeepot、digital cameral ect.On the bases of owing senior talents and advanced equipments,we offer strong guarantee to our quality.Strict production management and serious working attitude insure our highly efficient selling service.According to your request,we can have kinds of inner connecting wires made to order, which solve your connecting care herefrom!Our company’s management motto is“honesty is our basis,client is our God,speciality is our fundament and innovation is our soul”,we’ll always operate our company complying with ISO9001-2000Quality Certificate System.We will continually keep our R&D and production tech ahead,have good environmental protection consciousness,improve our products’quality, optimize the management system,perfect after-sale service and make more splendid achievement tomorrow with our new and old customers together.工 作 环 境Work environment仓库一角(Corner of the warehouse)铆端子组(Terminal Crimping Line)组装线一(Assembly Line one)组装线二(Assembly Line Two)生 产 设 备Production equipment 端子压着机Terminal Crimping Machine端子压着机Terminal Crimping Machine 气电剥皮机G as-electric Peeling Machine 全自动电脑裁线剥皮扭线机Automatic Computer Cutting Line Skinning Twisted MachineTEL:+86-0769-******** FAX:+86-0769-******** 欧特精密电子 OTT Precision Electronics电脑主机线束………………………第5页Fourth Page ………………………第3页NOTEBOOK CABLE Third Page 汽车线束………………………第9页CAR CABLE Ninth Page笔记本线束电源线束………………………第8页POWER SUPPLY CABLE Eighth Page 控制板线束………………………第4页CONTROLLER CABLE 显示器线束………………………第2页MONITOR CABLE Second Page 液晶电视线束LCD TV CABLE ………………………目 录INDEX第1页First Page HOST COMPUTER CABLE Fifth Page 测试线束………………………第6页TEST CABLE Sixth Page 数据传输线束………………………第7页DATA TRANSMISSION Seventh Page 0液晶电视线束欧特精密电子LCD TV CABLE OTT Precision Electronics线端接口:JAE:FI-RE51HL/JST:SH1.0-2x25P板端接口;JAE:FI-RE51S-HL/JST:BM50B-SRDS-G-TF 线端接口:JAE:FI-RE51HL/杜邦:DP2.0-2x15P 板端接口;JAE:FI-RE51S-HL/杜邦:DP2.0排针-2x15P 线端接口:JAE:FI-X30HL/HRS:DF14-30S-1.25C板端接口;JAE:FI-X30SS-HL/HRS:DF14A-30P-1.25H 线端接口:JAE:FI-X30HL/杜邦:DP2.0-2x15P 板端接口;JAE:FI-X30SS-HL/杜邦:DP2.0排针-2x15P 线端接口:HRS:FX15S-41P-C/杜邦:DP2.0-2x15P 板端接口;HRS:FX15S-41S-0.5SH/杜邦:DP2.0排针-2x15P显 示 器 线 束MONITOR CABLE欧特精密电子OTT Precision Electronics线端接口:JAE:FI-X30H/杜邦:DP2.0-2x15P 板端接口;JAE:FI-X30S-HF/杜邦:DP2.0排针-2x15P 线端接口:JAE:FI-X30H/HRS:DF13-40DS-1.25C 板端接口;JAE:FI-X30S-HF/HRS:DF13A-40DP-1.25V 线端接口:JAE:FI-X30HL/杜邦:DP2.0-2x15P板端接口;JAE:FI-X30SS-HL/杜邦:DP2.0排针-2x15P线端接口:JAE:FI-X30H/杜邦:DP2.0-2x15P防呆板端接口;JAE:FI-X30S-HF/杜邦:DP2.0针座-2x15P防呆笔 记 本 线 束NOTEBOOK CABLE 欧特精密电子OTT Precision Electronics线束一(Cable One)线束五(Cable Five)线束六(Cable Six)控 制 板 线 束欧特精密电子CONTROLLER CABLEOTT Precision Electronics线束一(Cable One)线束二(Cable Two)线束三(Cable Three)线束四(Cable Four)线束六(Cable Six)电脑主机线束欧特精密电子HOST COMPUTER CABLEOTT Precision Electronics线束一(Cable One)线束二(Cable Two)线束三(Cable Three)线束四(Cable Four)线束五(Cable Five)数据传输线束欧特精密电子DATA TRANSMISSION CABLEOTT Precision ElectronicsHDMI TO DVI CABLEUSB TO MINI 5PIN CABLEAV CABLEIPHONE CABLE线束二(Cable Two)线束三(Cable Three)线束四(Cable Four)线束二(Cable Two)。
线束加工的工艺流程
线束加工的工艺流程线束加工一般涉及以下工艺:裁(下)线→开线口(剥线头,大多数情况下与裁线是同步进行)→扭(捻)线→压接线端子→产品装配→导通测试→包装。
线束工艺还包括编制材料消耗定额明细表、工时测算、工人培训等。
1.来料验收(1)导线的验收。
利用环保认证仪器进行环保测试,测试所有线束所需来料是否符合国家及行业标准。
所需设备:环保认证测试设备。
工艺要求:来料不准含有铅、汞、镉、溴联苯、多溴二苯醚等有害物质。
(2)接线端子的验收。
接线端子的材质、形状及几何尺寸符合相关技术标准。
2.通过预装编制出下线尺寸明细表3.送线将线材放至送线器固定。
4.裁线(开线)将所需加工线材放到中转送线架上固定,利用裁线机将线材裁剪成要求长度。
在进行开线工艺之前,必须仔细研究线束图纸,根据图纸的要求,合理确定导线的开线尺寸、剥头尺寸,接着制作开线操作说明书,制作流程跟踪卡。
5.电线剥皮按标准要求剥除接头处电线对应长度的绝缘外皮。
6.扭线对接头处导体进行整理、扭线。
7.套线端标号管制作线端标号管,然后将标号管套入导线端头。
8.铆接端子铆接端子又称压接工艺或打端子。
根据图纸要求的端子类型确定压接参数,编写压接操作说明书,对于有特殊要求的需要在工艺文件上注明并培训操作工。
比如,有的导线需要先穿过护套后才可压接,它需要先预装导线然后从预装工位返回再压接;还有刺破式压接用到专用的压接工具,这种压接方式具有良好的电接触性能。
用端子压接机将接头处导体和插头端子进行铆接。
9.线束制作利用线卡子,根据《电气接线图》将相关联的导线制作成线束成品。
10.检验检验的目的是为了进行有效的质量控制,由工序检验和成品检验两个部分构成。
检验内容主要包括外观检查和利用导通测试仪进行线束的导通测试。
LVDS 线材加工介绍
a2、电线印字的识别
E119932 AWM 2464 80℃ 300V 22AWG VW-1 LL84201 CSA I/II A/B 80℃ 300V 22AWG FT1 COPARTNER E119932:供应商UL认证书档案号。 :UL公司mark
AWM:电线类别。 AWM :聚氯乙烯绝缘同轴电缆 C M: 通讯用线 M P: 多用途电线 2464:UL标准类别号 80℃:额定温度 300V:额定电压 22AWG:导体规格 VW-1: UL 耐燃等级。(Vertical-Wire Flame Test) LL84201: 供应商CSA认证书档案号。 I/II:AWM等级(CLASS I:内部用线,CLASS II:外部用线) A/B:AWM类别(GROUP A:电子用线;GROUP II:电机电气用 线) FT1:CSA耐燃等级。(还有FT2,FT3,FT4,FT5,FT6等) COPARTNER:公司名称
左:锡点过大 右:铜丝叉出
NG NG 左:锡点过尖 NG
右:头部连接
NG
左:线皮有锡渣 右:线皮烫伤
NG
NG
左:锡点过尖 右:铜丝未镀到
NG NG
b5、穿Housing的手法
左手拿Housing,右手拿线,平行垂直的插入.
穿Housing的常见不良现象
P架上翘
端子翘起变形
端子未穿到位
端子穿反
C1、屏蔽层工艺
将编织通开后将 线束穿入其中
将Cable的 多屏蔽修除
D1、套管工艺
穿热缩套管
烘靠套管
绝缘套管的不良现象
套管破损
套管破损露 铜丝
套管未覆 盖到屏蔽
d2、包醋酸胶布
胶布未包紧,有开口现象
线束加工流程图

扭线机
1.不准刮花擦伤电线表面 2.必须把铜丝扭紧,不准出现 散丝
7
铆接 端子
将接头处导体 和插头端子进行
铆接
端子机
1.端子不准变形 2.必须符合拉力,铆接高度,宽 度的要求
8
产品 装配
组装塑胶插头外 壳
电动螺丝批
1.螺丝不准露出胶壳表面 2.必须达到产品要求的扭力
9
导通 测试
利用仪器进行 导通测试
导通测试仪
不准出现短路,断路,误配线, 接触不良,绝缘不良等现象
10
包装 封箱
利用胶袋封装成 封口机 1.封口要平整 品,装入纸箱 及打包机 2.打包带要紧包纸箱,不准脱落
序号
1
2
工序
来料
送线
电线装配流程图
工序内容 所需设备
工艺要求
利用ROHS仪器进
来料不准含有铅(Pb),汞
行环保测试, ROHS测试仪 (Hg),镉(Cd),多溴联苯
测试所有来料是 设备 (PBB)多溴二苯醚(PBDE)等
否符合ROHS标准
有害物质
将所需线材放到 中转送线架上
送线架
注意切勿刮花擦伤电线表面
3
送线
将线材放至 送线器固定
送线器 注意切勿刮花擦伤电线表面
利用裁线机将线
1.不准切伤电线表面
4
裁线
材
电脑裁线机 2.不准切断铜丝
裁剪要求长度
3.剥皮长短误差不准超过±1mm
按SOP要求剥
5
电线 剥皮
除接头处电线对面 2.剥皮长短误差不准超过±1mm
被
6
扭线
对接头处导体 进行整理、扭线
线束开发流程

回路、切断明细表的制作
Байду номын сангаас
《回路、切断明细表》的项目有:图号、图纸最新 状态、线束型号、日期、页数、编号、护套代号及 孔位、端子型号、附件标记、连接号、回路型号、 共端号、电线型号、线径、线色、线长、装配号、 线口长、C/H、I/H压着机等等,封面上有制作人、 批准人、版本。 编号栏,填入量产图中的线号。 塑壳代号及孔位栏,填入某根导线的某一端,与其 相连接塑壳的编号(非塑壳的型号)及此塑壳的孔 位。 附件标记栏,是导线某一端的端在打钉前要先穿防 水栓时在此栏写上防水栓的型号。 备注栏可填写其它一些在前工程所用的部品。
组立图的制作
还要考虑治具的半径尺寸。各主干线、分枝线、 扣钩等尺寸的公差要求可参照JAH/WI 9.262《桑车寸法公差标准》和JAH/WI 9.163《丰田汽车线束寸法公差要领》。 各类部品和各种包扎要求是用图形结合颜色一 起来表示,详细内容见《组立图明细表》。某 些重点部位和重要要求都要在图是有所说明或 附上图片。 《组立图》的制作使用电脑中CAD软件来完成, 也可以手工画出来,但目前本公司此项工作都 由电脑完成。
胶管切断一览表、胶管卡的制作
A、《胶管切断一览表》的项目有:胶管型号、长度、 零件号、卡号、套用量、使用工程、版本等。 将量产图中所用胶管的型号、数量(套用量)、长 度,分别填入《胶管切断一览表》中的对应栏目里。 卡号是为以后制作《胶管卡》所用,可以预先在此 表中确定下来。使用工程栏,填入某根胶管应在哪 个工序装配(如:打钉、前装配等)。具体安排在 哪个工序装配,要根据实际情况,比如胶管的直径 较小,打完端子后穿不过,这就要求在打钉前先穿 胶管,这种情况就将此胶管的使用工程归属打钉。 B、《胶管卡》的项目有:品番、卡号、胶管名称、 长度、使用岗位、套用量、数量、版本等。 《胶管卡》是将《胶管一览表》汇总的数据,进行 分解,一根胶管做成一张卡,发放至车间指导胶管 班作业。
LVDS-线材加工介绍PPT课件
E119932 AWM 2464 80℃ 300V 22AWG VW-1 LL84201 CSA I/II A/B 80℃ 300V 22AWG FT1 COPARTNER
E119932:供应商UL认证书档案号。 :UL公司mark
15
AWM:电线类别。 AWM :聚氯乙烯绝缘同轴电缆 C M: 通讯用线 M P: 多用途电线
DF19 FI-RE51HL FI-X30HL DF14 20
DF13
DP2.0 PHC2.0 PHD2.0
连接器介绍
21
b2、端子铆压
• 首先,了解端子具有三个主要部分:插接区、过渡区和压 接区 (图A),这有助于我们理解。顾名思义,插接区是端子 与另一半连接端子插接的部分。该部分由连接器设计师设 计为与对接端子接合,并以一定的方式工作。如果压接过 程中接合部变形,将会降低连接器的性能。
良好的压接效果
24
常见的14种铆压不良现象
常见的铆压不良现象1:导体铆压高度过小
25
常见的铆压不良现象2:导体铆压高度过大
26
常见的铆压不良现象3:绝缘层铆压高度过大
27
常见的铆压不良现象4:绝缘层铆压高度过小
28
常见的铆压不良现象5:芯线松散
29
常见的铆压不良现象6:芯线露出过少
30
0.254
0.241
0.16
0.146
0.127
0.125
0.32
0.304
0.254
0.253
0.203
0.184
0.163
0.157
0.127
0.125
0.404
0.382
0.254
线束加工管控流程图

线束加工管控流程图流程失效问题异常缺陷管控要求管控方式发料/领料物料规格、数量错误1.仓管员备料错误 2.上线前未核对物料 1.仓库进出账必须保证账、物、卡一致,在物料备好后对在库数量与卡上数量再次核对正确性2.物料员必须参照领料单逐一进行核对料号、数量1.仓库主管随机抽盘各仓位物料2.物料上线前品管进行首件确认 裁线/铆端子线材物料用错1.未做好物料标识2.上线未确认物料3.规格确认错误4.SOP物料错误1.生产前做好5S,物料明确标示2.生产前比对物料的正确性.3.作业前确认物料与SOP,图纸一致4.制作SOP时核对物料,需与BOM表一致.1.首件确认检查2.IPQC每2个小时抽检3.更换物料时IPQC对上线物料进行核对裁线尺寸编长/偏短1.产品裁线卡,SOP参数错误2.裁线机参数设置错误3.裁线机故障 1.依照制样流程进行表需描述尺寸进行确认.2.技术员在调式参数时需参照SOP/裁线卡上正确的参照进行调试,试裁5PCS确认长度是否符合要求 3.生产作业员进行自检测量,如发现异常机械异常及时知会技术人员进行修理.1.作业员进行测量检查;2.首件确认 3.IPQC每2H进行抽检;4.机器参数确认 .料带过长1.端子送料调机不当2.料带切刀磨损1.生技人员调试端子模座时进行送料确认.2.刀片进行寿命管控,当使用寿命达到要求时,立即进行更换1.首件确认2.IPQC每2H抽检3.员工100%自检端子包胶1.剥皮尺寸调试错误2.端子规格用错3.端子剥皮尺寸档板调试错误1.生技人员参照sop描述剥皮尺寸对端子机进行调试,由IPQC进行确认.2.IPQC对上线前对物料进行核对3.调试端子机后制作5PCS首件由IPQC进行确认1.首件确认2.IPQC每2H进行抽检;3.员工进行自检作业端子离皮1.剥皮尺寸调试错误2.端子规格用错3.端子剥皮尺寸档板调试错误1.生技人员参照sop描述剥皮尺寸对端子机进行调试,由IPQC进行确认.2.IPQC对上线前对物料进行核对3.调试端子机后制作5PCS首件由IPQC进行确认1.首件确认2.IPQC每2H进行抽检;3.员工进行自检作业端子拉力不足1.端子机铆压高度调试错误.2.铆压刀片磨损3.刀片规格使用错误1.生技人员需参照端子压着工艺规范上铆压参照对端子机进行调试.2.生产作业员每次记录刀片使用寿命,达到使用寿命申请报废.3.生技人员定时检查铆压刀模使用状况及使用寿命并定时更换.4.IPQC对上线使用的刀片规格及编号进行确认5.品保作SPC(统计过程控制)进行管控1.首件确认.2.IPQC每2H进行抽检;3.对使用刀片进行寿命管控 端子检查未全检到位1.作业员未按SO要求作业2.作业员作业疏忽1.生产培训作业人员,作业员必需有特殊岗位上岗证方可上岗作业.2.作业人员参照SOP要作业1..IPQC每2H进行抽检漏检1.作业员未按SO要求作业2.作业员作业疏忽1.生产培训作业人员,作业员必需有特殊岗位上岗证方可上岗作业.3.作业人员参照SOP要作业1..IPQC每2H进行抽检裁玻纤管物料规格使用错误1.上使前物料未进行确认2.使用的物料未进行分开放置3.未进行首件确认1.上线时更换物料或使用物料时IPQC对物料进行确认2.使用的物料进行分开放置,并进行标示.3.生产前制作工序首件,IPQC进行确认.1.首件确认2.IPQC每2H进行抽检;3.生产人员进行自检、互检裁剪尺寸过长/短1.自动裁切机尺寸调试错误2.机器故障,送料异常1.生技人员调试裁切机时依照SOP定义参数要求.2.机器调试完成后进行尺寸测量,并制作首件,IPQC进行确认.3.生技人员定时对机器进行保养,并填写机器保养记录.1.首件确认2.IPQC每2H进行抽检; 3.对使用刀片进行寿命管控4.生产人员进行作业自检测量裁剪切口不平整1.裁切机刀片高度不符2.裁切机刀片磨损,无法切断1.生产人员调试机器后进行检查产品外观.2.调试机器完成后,生产制作首件IPQC进行确认.3.刀片使用寿命进行管控,并及时填写刀片使用寿命记录表,达到寿命时及时更换.1.首件确认2.IPQC每2H进行抽检;3.对使用刀片进行寿命管控4.生产人员进行作业自检打/裁印字套管印字模糊1.套管打印机损坏2.套管上粘有腐蚀性化学物3.碳带损坏1.生技人员定时对机器进行保养,并填写机器保养记录.2.套管放置区分不可放置化学物品3.定时检查印字表面,如有异常及时更换碳带1.首件确认2.IPQC每2H进行抽检;3.生产人员进行自检、互检印字错误 1.机器调试错误1.生技人员调试裁切机时依照SOP定义印字要求.2.机器调试完成后进行尺寸测量,并制作首件,IPQC进行确认.1.首件确认2.IPQC每2H进行抽检;3.生产人员进行自检、互检裁剪尺寸过长1.自动裁切机尺寸调试错误2.机器故障,送料异常1.生技人员调试裁切机时依照SOP定义参数要求.2.机器调试完成后进行尺寸测量,并制作首件,IPQC进行确认3.生技人员定时对机器进行保养,并填写机器保养记录.1.首件确认.2.IPQC每2H进行抽检;3.对使用刀片进行寿命管控4.生产人员进行作业自检测量裁剪尺寸过短1.自动裁切机尺寸调试错误2.机器故障,送料异常1.生技人员调试裁切机时依照SOP定义参数要求.2.机器调试完成后进行尺寸测量,并制作首件,IPQC进行确认3.生技人员定时对机器进行保养,并填写机器保养记录.1.首件确认2.IPQC每2H进行抽检;3.对使用刀片进行寿命管控4.生产人员进行作业自检测量裁剪切口不平整1.裁切机刀片高度不符2.裁切机刀片磨损,无法切断1.生产人员调试机器后进行检查产品外观.2.调试机器完成后,生产制作首件IPQC进行确认.3.刀片使用寿命进行管控,并及时填写刀片使用寿命记录表,达到寿命时及时更换.1.首件确认2.IPQC每2H进行抽检;3.对使用刀片进行寿命管控4.生产人员进行作业自检裁双壁套管物料规格使用错误1.上使前物料未进行确认2.使用的物料未进行分开放置3.未进行首件确认1.上线时更换物料或使用物料时IPQC对物料进行确认2.使用的物料进行分开放置,并进行标示.3.生产前制作工序首件,IPQC进行确认.1.首件确认2.IPQC每2H进行抽检;3.生产人员进行自检、互检裁剪尺寸过长1.自动裁切机尺寸调试错误2.机器故障,送料异常1.生技人员调试裁切机时依照SOP定义参数要求.2.机器调试完成后进行尺寸测量,并制作首件,IPQC进行确认3.生技人员定时对机器进行保养,并填写机器保养记录.1.首件确认2.IPQC每2H进行抽检;3.对使用刀片进行寿命管控4.生产人员进行作业自检测量裁剪尺寸过短1.自动裁切机尺寸调试错误2.机器故障,送料异常1.生技人员调试裁切机时依照SOP定义参数要求.2.机器调试完成后进行尺寸测量,并制作首件,IPQC进行确认.3.生技人员定时对机器进行保养,并填写机器保养记录.1.首件确认2.IPQC每2H进行抽检;3.对使用刀片进行寿命管控4.生产人员进行作业自检测量裁剪切口不平整1.裁切机刀片高度不符2.裁切机刀片磨损,无法切断1.生产人员调试机器后进行检查产品外观.2.调试机器完成后,生产制作首件IPQC进行确认.3.刀片使用寿命进行管控,并及时填写刀片使用寿命记录表,达到寿命时及时更换.1.首件确认2.IPQC每2H进行抽检;3.对使用刀片进行寿命管控4.生产人员进行作业自检穿印字管漏穿印字套管管1.作业人员作业疏忽2.上线前未制作首件确认,1.生产对作业人员进行培训,必须持有上岗证后方可进行上岗作业2.上线前必须制作首件,由IPQC确认OK后方可进行生产.1.首件确认2.IPQC每2H进行抽检;3.生产人员进行自检、互检多穿印字套管1.作业人员作业疏忽2.上线前未制作首件确认,1.生产对作业人员进行培训,必须持有上岗证后方可进行上岗作业2.上线前必须制作首件,由IPQC确认OK后方可进行生产.1.首件确认2.IPQC每2H进行抽检;3.生产人员进行自检、互检印字套管规格使用错误1.使用的物料未标示2.上工单物料未清理干净1.生产现场对5S进行整改,使用的物料进行标示.2.上工单使用的物料必须清理完后方可使用该物料盘1.首件确认2.IPQC每2H进行抽检;3.生产人员进行自检、互检印字套管内容与线材不匹配1.线材长度未标示,作业时拿错线材2.作业人员未经确认,私自使用物料错误3.作业前未制作首件确认,即开始生产,无人员确认,使用错误1.裁线完成后,使用吊卡对线材长度进行标示.2.作业时使用的物料必须经过IPQC确认后方可生产.3.作业前必须制作工序首件,由IPQC确认后方可生产.1.首件确认.2.IPQC每2H进行抽检;3.生产人员进行自检、互检烤印字套管烤伤芯线1.热风枪温度调试过高.2.烤套管时间过长3.产品距热风枪高度偏低1.上线前IPQC对热风枪温度进行测量,并记录于测量记录表.2.SOP定义烤管时间,生产作业人员按标准执行.3.修改热风枪,增加热风枪高度可调设置.1.首件确认.2.IPQC每2H进行抽检;3.生产人员进行自检、互检套管未烤紧1.热风枪温度调试过高2.烤套管时间过长3.产品距热风枪高度偏低1.上线前IPQC对热风枪温度进行测量,并记录于测量记录表.2.SOP定义烤管时间,生产作业人员按标准执行.3.修改热风枪,增加热风枪高度可调设置.1.首件确认.2.IPQC每2H进行抽检;3.生产人员进行自检、互检印字未烤于端子正面1.烤套管的时套管印字未摆正2.热风枪出风口,风力过大,印字方向移动1.生产对作业人员进行培训,要求作业人员按要求摆正后再进行烘烤.2.修改热风枪出风力度,确保印字套管不会被吹动.1.首件确认2.IPQC每2H进行抽检;3.生产人员进行自检、互检穿双壁套管漏穿双壁套管管1.作业人员作业疏忽2.上线前未制作首件确认,1.生产对作业人员进行培训,必须持有上岗证后方可进行上岗作业2.上线前必须制作首件,由IPQC确认OK后方可进行生产.1.首件确认.2.IPQC每2H进行抽检;3.生产人员进行自检、互检多穿双壁套管1.作业人员作业疏忽2.上线前未制作首件确认,1.生产对作业人员进行培训,必须持有上岗证后方可进行上岗作业2.上线前必须制作首件,由IPQC确认OK后方可进行生产.1.首件确认.2.IPQC每2H进行抽检;3.生产人员进行自检、互检双壁套管规格使用错误1.使用的物料未标示2.上工单物料未清理干净1.生产现场对5S进行整改,使用的物料进行标示.2.上工单使用的物料必须清理完后方可使用该物料盘1.首件确认.2.IPQC每2H进行抽检;3.生产人员进行自检、互检双壁套管穿入与线材不符1.线材长度未标示,作业时拿错线材2.作业人员未经确认,私自使用物料错误3.作业前未制作首件确认,即开始生产,无人员确认,使用错误1.裁线完成后,使用吊卡对线材长度进行标示.2.作业时使用的物料必须经过IPQC确认后方可生产.3.作业前必须制作工序首件,由IPQC确认后方可生产.1.首件确认.2.IPQC每2H进行抽检; 3.生产人员进行自检、互检铆接端线端子料带过长1.端子送料调机不当2.料带切刀磨损1.生技人员调试端子模座时进行送料确认.2.刀片进行寿命管控,当使用寿命达到要求时,立即进行更换1.首件确认2.IPQC5pcs/2H抽检3.员工100%自检端子包胶1.剥皮尺寸调试错误2.端子规格用错3.端子剥皮尺寸档板调试错误1.生技人员参照sop描述剥皮尺寸对端子机进行调试,由IPQC进行确认.2.IPQC对上线前对物料进行核对3.调试端子机后制作5PCS首件由IPQC进行确认1.首件确认.2.IPQC每2H进行抽检;3.员工进行自检作业端子拉力不足1.端子机铆压高度调试错误.2.铆压刀片磨损3.刀片规格使用错误1.生技人员需参照端子压着工艺规范上铆压参照对端子机进行调试.2.生产作业员每次记录刀片使用寿命,达到使用寿命申请报废.3.生技人员定时检查铆压刀模使用状况及使用寿命并定时更换.4.IPQC对上线使用的刀片规格及编号进行确认1.首件确认2.IPQC每2H进行抽检3.生产人员进行自检 端子检查未全检到位1.作业员未按SO要求作业2.作业员作业疏忽1.生产培训作业人员,作业员必需有特殊岗位上岗证方可上岗作业.2.作业人员参照SOP要作业1.首件确认.2.IPQC每2H进行抽检漏检1.作业员未按SO要求作业2.作业员作业疏忽1.生产培训作业人员,作业员必需有特殊岗位上岗证方可上岗作业.2.作业人员参照SOP要作业1.首件确认.2.IPQC每2H进行抽检烤双壁套管烤伤芯线1.热风枪温度调试过高.2.烤套管时间过长3.产品距热风枪高度偏低1.上线前IPQC对热风枪温度进行测量,并记录于测量记录表.2.SOP定义烤管时间,生产作业人员按标准执行.3.修改热风枪,增加热风枪高度可调设置.1.首件确认2.IPQC每2H进行抽检3.生产人员进行自检 套管未烤紧1.热风枪温度调试过高.2.烤套管时间过长3.产品距热风枪高度偏低1.上线前IPQC对热风枪温度进行测量,并记录于测量记录表.2.SOP定义烤管时间,生产作业人员按标准执行.3.修改热风枪,增加热风枪高度可调设置.1.首件确认2.IPQC每2H进行抽检3.生产人员进行自检 穿胶壳端子印字穿入错误1.使用的物料规格上线前未进行确认2.作业人员对穿入的顺序未进行区分3.未对使用的物料进行标示1.上线前IPQC对使用的物料进行核对,并制作首件确认2.增加线槽,使用线槽对进行放置,并标标穿线顺序.3.对上线使用的物料进行标示.1.首件确认2.IPQC每2H进行抽检3.生产人员进行自检 端子退PIN作业时未对端子进行回拉动作生产对作业人员进行培训宣导,要求作业人员按SOP要求作业,进行回拉动作.1.首件确认2.IPQC每2H进行抽检3.生产人员进行自检 胶壳用错1.使用的物料规格上线前未进行确认2.未对使用的物料进行标示1.上线前IPQC对使用的物料进行核对,并制作首件确认2.对上线使用的物料进行标示.1.首件确认2.IPQC每2H进行抽检3.生产人员进行自检 端子侧插作业时端子未按正确的方向插入生产对作业人员进行培训宣导,要求作业人员按SOP要求作业,按正确的方向插入1.首件确认2.IPQC每2H进行抽检3.生产人员进行自检 胶布包裹尺寸错误1.固定板上所定位的包裹尺寸错误2.作业人员未按照固定板尺寸作业1.上线前,ME工程使用样品对上线的治具进行确认.2.生产对作业人员进行培训,要求作业人员上按固定板尺寸作业1.首件确认2.IPQC每2H进行抽检3.生产人员进行自检 包胶布胶布开口、露线1.包裹圈数过少,粘合力过少.2.胶布切口拉伸过长,胶布粘合力下降1.定义胶布包裹圈数,加大线材固定力度.2.培训作业人员切胶手法,防止拉伸过长,粘力下降1.首件确认2.IPQC每2H进行抽检3.生产人员进行自检 胶布颜色使用错误1.上使前物料未进行确认2.使用的物料未进行分开放置,及标示3.未进行首件确认1.上线前IPQC对使用的物料进行核对,并制作首件确认2.对上线使用的物料进行标示.3.上线前制作首件,由IPQC确认OK后方可进行生产.1.首件确认2.IPQC每2H进行抽检3.生产人员进行自检 缠绝缘胶布胶布包裹尺寸错误1.固定板上所定位的包裹尺寸错误2.作业人员未按照固定板尺寸作业1.上线前,ME工程使用样品对上线的治具进行确认.2.生产对作业人员进行培训,要求作业人员上按固定板尺寸作业1.首件确认.2.IPQC每2H进行抽检3.生产人员进行自检 胶布开口、露线1.包裹圈数过少,粘合力过少.2.胶布切口拉伸过长,胶布粘合力下降1.定义胶布包裹圈数,加大线材固定力度.2.培训作业人员切胶手法,防止拉伸过长,粘力下降1.首件确认2.IPQC每2H进行抽检3.生产人员进行自检 胶布颜色使用错误1.上使前物料未进行确认2.使用的物料未进行分开放置,及标示3.未进行首件确认1.上线前IPQC对使用的物料进行核对,并制作首件确认2.对上线使用的物料进行标示.3.上线前制作首件,由IPQC确认OK后方可进行生产.1.首件确认2.IPQC每2H进行抽检3.生产人员进行自检 漏线绝缘胶布的覆盖率不符不合标准要求.制定绝缘胶布缠绕标准,并对作业人员进行培训后方可上岗作业1.首件确认.2.IPQC每2H进行抽检3.生产人员进行自检 测试漏测1.操作员操作失误.2.待测试与测试OK未做标示,未区分1.培训操作员必须按照正常操作顺序操作.2.规定已测试品摆放区和未测品摆放区.3.作业后在产品上做标示1.测试与未测试标示2.良品与不良品分区分置测试手法错误作业员测试时将连接水平插放,水平拔出.1.生产培训测试人员作业手法,作业员必需有特殊岗位上岗证.2.生产作业时参照SOP要求进行测试.1.首件确认.2.IPQC每2H进行抽检3.生产人员进行自检 测试参数错误1.IPQC调试测试机时参数设置错误2.测试项目未勾选 1.IPQC调试测试机参数时需核对相关资料,确认无误后进行调试.2.参照SOP要求勾选测试项目,并进行确认. 1.测试参数的确认2.IPQC 2H对测试机进行检点贴标签标签方向错误1.作业时标签方向取反2.线材放置方向错误SOP增加标签放置及线材方向放置说明.生产作业依SOP说明作业步骤进行操作.1.首件的确认2.生产作业人员进行自检3.IPQC每2H进行抽检标签使用错误1.上线前物料未进行确认2.使用的物料未标示1.上线前 IPQC对使用的物料进行确认,生产制作工序首件2.对使用的物料进行标示1.首件的确认2.生产作业人员进行自检3.IPQC每2H进行抽检标签尺寸错误1.作业人员作业疏忽2.上线前未制作首件确认,1.生产组长对作业人员进行培训2.生产制作首件IPQC进行确认.1.首件的确认2.生产作业人员进行自检3.IPQC每2H进行抽检全检漏检生产作业人员作业疏忽生产培训作业人员1.首件的确认2.生产作业人员进行自检3.IPQC每2H进行抽检未全检到位生产作业人员作业疏忽生产培训作业人员1.首件的确认2.生产作业人员进行自检3.IPQC每2H进行抽检不良未标示1.生产作业人员作业疏忽2.生产人员未按SOP要求作业1.生产培训作业人员2.生产按SOP要求作业1.首件的确认2.生产作业人员进行自检3.IPQC每2H进行抽检包装包装混料1.作业人员作业疏忽2.不同规格的产品未进行区分1.生产培训作业人员2.对不同规格的产品进行区分放置1.首件的确认2.生产作业人员进行自检3.IPQC每2H进行抽检包装数量过多/过少作业人员作业疏忽生产培训作业人员点数称重1.作业人员进行自检2.IPQC每2H进行抽检。
lvds线束的标准和要求
lvds线束的标准和要求LVDS(低电压差分信号)线束是一种用于高速数据传输的电气接口标准。
LVDS线束通常用于连接显示器、摄像头、传感器等设备,以实现高速数据传输和抗干扰能力。
LVDS线束的标准和要求涉及到多个方面,我将从以下几个方面进行详细解释:1. 标准,LVDS线束的标准主要包括电气特性、传输速率、连接器类型等方面。
电气特性方面,LVDS线束通常要求工作电压低(一般为 3.3V)、差分信号传输、高抗干扰能力等。
传输速率方面,LVDS线束通常支持高达数百兆至数千兆的数据传输速率,以满足高速数据传输的需求。
连接器类型方面,LVDS线束通常采用特定的连接器标准,如Molex、JST等,以确保连接的稳定性和可靠性。
2. 要求,LVDS线束在设计和制造过程中需要满足一系列要求,包括信号完整性、传输距离、EMI(电磁干扰)等方面的要求。
信号完整性要求线束在高速传输过程中保持信号的稳定性和准确性,避免信号失真和抖动。
传输距离要求线束能够在一定距离内保持数据传输的可靠性和稳定性。
EMI要求线束在传输过程中能够有效抑制电磁干扰,确保数据传输的稳定性和可靠性。
3. 制造和测试,在制造LVDS线束时,需要严格控制线束的布线、绝缘、屏蔽等工艺要求,以确保线束的质量和可靠性。
同时,对于制造出的线束需要进行严格的测试,包括传输速率测试、信号完整性测试、抗干扰能力测试等,以确保线束符合设计要求和标准。
总的来说,LVDS线束的标准和要求涉及到多个方面,包括电气特性、连接器类型、制造工艺、测试要求等,这些方面都对线束的质量和性能起着重要作用。
制造和应用LVDS线束时,需要严格遵循相关标准和要求,以确保线束的可靠性和稳定性。
LVDS 线材加工介绍PPT课件
b5、穿Housing的手法
左手拿Housing,右手拿线,平行垂直的插入.
.
46
穿Housing的常见不良现象
P架上翘
端子翘起变形
.
47
端子未穿到位
端子穿反
.
48
C1、屏蔽层工艺
将编织通开后将 线束穿入其中
.
49
将Cable的 多屏蔽修除
.
50
D1、套管工艺
穿热缩套管
烘靠套管
.
51
绝缘套管的不良现象
.
16
单芯线 (电子线)
加强型单芯线 (电子线)
多芯屏蔽线 (Cable线)
.
17
单芯隔离线
多芯屏蔽线
排线
.
18
UL标准线规(美标)
Awg
根数
构造(mm) Nmin(avg.) Awg
32
7
0.08
0.076
22
19
0.05
0.046
30
7
0.102
0.095
19
0.062
0.058
20
28
7
LVDS屏线加工基础 知识讲演
课程目的:了解线束的应用及制造中注意事项
.
1
一、什么是线束 二、线束有什么作用 三、线束的种类及应用的领域 四、线束图纸的识别 五、生产线束原物料及重点工艺
.
2
一、什么是线束?
• 中文名称:
线束
• 英文名称:
harness
• 定义:
一组金属线和电缆绑在一起,运载设备之间来往的信号 和电源的连接。
NG
焊锡部位有锡渣,影响产品电气性能