精益六西格玛黄带教材
合集下载
精益六西格玛黄带教材

的概念
36
实际的财务效果
Performance
BAD GOOD
Process性能的革新
Time
3 Sigma (CpK = 1) 6 Sigma (Cpk = 2)
37
第二章 定义阶段
第一节 项目选择 第二节 项目背景 第三节 问题陈述 第四节 项目范围 第五节 Y及缺陷定义 第六节 基线与目标 第七节 项目效果 第八节 项目团队 第九节 项目计划 第十节 项目注册
精益六西格玛黄带教材 (六西格玛部分)
1
课时安排
课时 8:30~9:30 9:40~10:40 10:50~11:50 13:30~14:30 14:40~15:40 15:50~16:50 17:00~18:00
第一天 概论
第二天
过程能力分析/鱼 骨图
流程图
第三天 防错法 控制计划/标准化
定义
因果矩阵
4
质量管理的发展与六西格玛的联系
质量检验阶段 20世纪初~40年代
统计质量控制阶段 20世纪40~50年代
全面质量管理阶段 20世纪60年代至今
质量00
1940 1950 1960
2000
1987
5
六西格玛的发展
1987 摩托罗拉全面推 行六西格玛 鲍勃.高尔文
PROCESS(流程)/SYSTEM(系统)
实际问题转换为统计性解决的 Key!!!
22
解决问题的工具
DMAIC:改进现有的流程或产品
定义
测量
分析
改进
控制
谁是客户? 他们最想要 的是什么?(NEEDS )
造成缺陷的最主要的 原因是什么? (X)
我们该如何保持 改善成果? (Y)
36
实际的财务效果
Performance
BAD GOOD
Process性能的革新
Time
3 Sigma (CpK = 1) 6 Sigma (Cpk = 2)
37
第二章 定义阶段
第一节 项目选择 第二节 项目背景 第三节 问题陈述 第四节 项目范围 第五节 Y及缺陷定义 第六节 基线与目标 第七节 项目效果 第八节 项目团队 第九节 项目计划 第十节 项目注册
精益六西格玛黄带教材 (六西格玛部分)
1
课时安排
课时 8:30~9:30 9:40~10:40 10:50~11:50 13:30~14:30 14:40~15:40 15:50~16:50 17:00~18:00
第一天 概论
第二天
过程能力分析/鱼 骨图
流程图
第三天 防错法 控制计划/标准化
定义
因果矩阵
4
质量管理的发展与六西格玛的联系
质量检验阶段 20世纪初~40年代
统计质量控制阶段 20世纪40~50年代
全面质量管理阶段 20世纪60年代至今
质量00
1940 1950 1960
2000
1987
5
六西格玛的发展
1987 摩托罗拉全面推 行六西格玛 鲍勃.高尔文
PROCESS(流程)/SYSTEM(系统)
实际问题转换为统计性解决的 Key!!!
22
解决问题的工具
DMAIC:改进现有的流程或产品
定义
测量
分析
改进
控制
谁是客户? 他们最想要 的是什么?(NEEDS )
造成缺陷的最主要的 原因是什么? (X)
我们该如何保持 改善成果? (Y)
六西格玛培训课件--流程图(黄带)

六西格玛流程分析练习
高阶流程图
条件准备 供应商:王兴华 输入: 包饺子
不够 判断 数量
足够 供应会餐
客户:会餐人员
输出: 需求:
六西格玛流程分析练习
பைடு நூலகம்
办公室包饺子活动
请绘制出该活动的详细流程图
如果仅关注单位时间饺子的供应量,流程图应 如何调整
如果仅关注饺子的口味,流程图应如何调整
绘图工具 Visio(商务流程图)
价值流程图练习
办公室包饺子活动
请根据本组的各环节的设计消耗时间及人员 配备,绘制价值流程图
价值流程图—发现并消除浪费
制造过程中的七种浪费
返工、纠正
搬运和移动 库存 非必要的工作 过量生产
非必要的动作
等待
中航625所 六西格玛黄带1期
价值流程图-精益生产
精益生产原则:按客户需求节拍生产、连 续生产、一次一件、站与站之间零库存、 全生产线无等待
阶段I试验
是否达到 目的? 是 阶段II试验
否
取消项目
是否达到 目的? 是 阶段III试验
否
取消项目
是否达到 目的? 是 完成
否
取消项目
逻辑变化练习
某项目要经过3个阶段的试验后完成,其中任 何一个阶段试验没有达到目的,将重做该阶 段试验
开始
逻辑变化练习
某项目要经过3个阶段 的试验后完成,其中任 何一个阶段试验没有 达到目的,将重做该 阶段试验
阶段I试验 否 是否达到 目的? 是 阶段II试验 否 是否达到 目的? 是 阶段III试验 否 是否达到 目的? 是 完成
逻辑变化练习
某项目要经过3个阶段的试验后完成,其中 任何一个阶段试验没有达到目的,经过研究 决定是要返回最初阶段试验还是取消项目
6-六西格玛黄带绿带黑带培训课件6
第一部分 15分钟
7
模块5: 数据收集与分析
数据收集的重要性
▪ 对样本数据进行统计分析,以预测总体。 ▪ 数据收集的目的是确保样本能代表整个总体。 • 一个“好的”样本保证我们的统计计算能用
于评估总体“参数”,没有误差。
数据收集流程
1
要回答的 问题
2
抽样策略
3
数据收 集计划
4
数据收集检 查表
一个好的数据收集过程是必需的。
编制有效的检查表的小技巧:
Date
Time Location A Location B Location C
1-Jun 8:00 a.m. 10:00 a.m. 12:00 p.m. 2:00 p.m. 4:00 p.m.
2-Jun 8:00 a.m. 10:00 a.m. 12:00 p.m. 2:00 p.m. 4:00 p.m.
2
抽样策略
随机抽样 确保总体里的每个成员有平等的机会作为样 本被抽中。
分层抽样(类型抽样) 先将总体分为属总体(分层),再在每层内 随机抽样。
系统抽样(等距抽样,机械抽样) 在指定的时间点抽样。
总体 (所有数据)
样本数据是总体 的子集
根据样本进行预测,其准确性取决于样本数据的质量。
10
模块5: 数据收集与分析
▪ 检查您的抽样策略和计划细节。确保检查表上记录了所有的点。
▪ 数据收集的准确性是项目成功的关键。编制检查表,易于输入,最小化错误。
▪ 短期内测试检查表保证它的精确性。
记住:数据准确性是项目成功的关键
13
模块5: 数据收集与分析
数据收集检查表和Minitab 注意: ▪ 最后,为了进行分析,所有数据将从数据检查表中转到Minitab中。 ▪ Minitab需要数据按列来组织,虽然这在数据收集时总是不方便。 ▪ 设计数据收集检查表和把数据最终转入Minitab ,都要小心练习。
7
模块5: 数据收集与分析
数据收集的重要性
▪ 对样本数据进行统计分析,以预测总体。 ▪ 数据收集的目的是确保样本能代表整个总体。 • 一个“好的”样本保证我们的统计计算能用
于评估总体“参数”,没有误差。
数据收集流程
1
要回答的 问题
2
抽样策略
3
数据收 集计划
4
数据收集检 查表
一个好的数据收集过程是必需的。
编制有效的检查表的小技巧:
Date
Time Location A Location B Location C
1-Jun 8:00 a.m. 10:00 a.m. 12:00 p.m. 2:00 p.m. 4:00 p.m.
2-Jun 8:00 a.m. 10:00 a.m. 12:00 p.m. 2:00 p.m. 4:00 p.m.
2
抽样策略
随机抽样 确保总体里的每个成员有平等的机会作为样 本被抽中。
分层抽样(类型抽样) 先将总体分为属总体(分层),再在每层内 随机抽样。
系统抽样(等距抽样,机械抽样) 在指定的时间点抽样。
总体 (所有数据)
样本数据是总体 的子集
根据样本进行预测,其准确性取决于样本数据的质量。
10
模块5: 数据收集与分析
▪ 检查您的抽样策略和计划细节。确保检查表上记录了所有的点。
▪ 数据收集的准确性是项目成功的关键。编制检查表,易于输入,最小化错误。
▪ 短期内测试检查表保证它的精确性。
记住:数据准确性是项目成功的关键
13
模块5: 数据收集与分析
数据收集检查表和Minitab 注意: ▪ 最后,为了进行分析,所有数据将从数据检查表中转到Minitab中。 ▪ Minitab需要数据按列来组织,虽然这在数据收集时总是不方便。 ▪ 设计数据收集检查表和把数据最终转入Minitab ,都要小心练习。
2-六西格玛黄带绿带黑带培训课件2

▪ 后来被质量专家朱兰 (Joseph Juran)引用, 表 示80%的事件是由20%的原 因引起的。
Number
200
180 180
这两个柱表明80%的频 率
160 135
140
120
100
80
63
60
56
40 27 23
20
14 9
0
Machine Defective Breakdown Production
Maintenance
No Labor
帕雷托将少数重要问题与多数细小问题分开
13
模块二: 认知改进机会 帕雷托评估 1. 领导通过帕雷托分析工厂内部或业务中哪些是必须改进的 2. 黑带和绿带使用帕雷托:
✓ 发现问题的主要原因 ✓ 发现问题属于的类别
帕雷托可用来解答
▪ 在我们团队和业务中最重要的问题? ▪ 哪些20% 的原因解决 80% 的问题? ▪ 我们应该在哪里努力去获得成就?
Injection #14
Grinder 021
11
Other
BBP 表格:加班 从搜集的数据来看,帕累托告诉我们:
1. 生产中断的原因 大多数情况:设备故障
12. 不同的设备停机
加班 RPPM 保证
令人不满意的业务指标 (水坑)有时候是找到需 要改进的流程的起始点.
安全事件
成本$$$
JD Power
业务指标引出改进机会.
10
模块二: 认知改进机会 从水坑到水管
▪ 查找水坑形成的主要原因可以确认需要改进的关键过程
例:
▪ 从水坑积水“工场加班” ▪ 哪一个过程是最重要的
因素?
左侧轴: 频率
Number
Number
200
180 180
这两个柱表明80%的频 率
160 135
140
120
100
80
63
60
56
40 27 23
20
14 9
0
Machine Defective Breakdown Production
Maintenance
No Labor
帕雷托将少数重要问题与多数细小问题分开
13
模块二: 认知改进机会 帕雷托评估 1. 领导通过帕雷托分析工厂内部或业务中哪些是必须改进的 2. 黑带和绿带使用帕雷托:
✓ 发现问题的主要原因 ✓ 发现问题属于的类别
帕雷托可用来解答
▪ 在我们团队和业务中最重要的问题? ▪ 哪些20% 的原因解决 80% 的问题? ▪ 我们应该在哪里努力去获得成就?
Injection #14
Grinder 021
11
Other
BBP 表格:加班 从搜集的数据来看,帕累托告诉我们:
1. 生产中断的原因 大多数情况:设备故障
12. 不同的设备停机
加班 RPPM 保证
令人不满意的业务指标 (水坑)有时候是找到需 要改进的流程的起始点.
安全事件
成本$$$
JD Power
业务指标引出改进机会.
10
模块二: 认知改进机会 从水坑到水管
▪ 查找水坑形成的主要原因可以确认需要改进的关键过程
例:
▪ 从水坑积水“工场加班” ▪ 哪一个过程是最重要的
因素?
左侧轴: 频率
Number
精益管理黄带培训-中华讲师网

精益六西格玛DMAIC项目改善路径
客户的问题是什么? 如何测量和控制改善成果?
评估改善措施与实施计划的有效性 保持改善效果得以长期维持 实施有效的监控系统 项目成果、经验等文档化并共享 确定项目目标和范围 收集与项目相关的过程和客户的背景信息 完成项目章程及建立项目团队 VOC-CTQ,完成SIPOC
6s
为什么是精益管理?
通过达到和超越客户需求,提升我们的竞争力。
客户的需求 速度 质量 成本 我们的利益 更快 更好 更低 可靠
一致性
实施精益管理的企业决策使企业实现持续的改善:
为客户提升价值!
26
精益管理对企业的定位…
持续改善的理 念
DMAIC的 思维路径
以数据说话 的工作方式
27
DMAIC-定义阶段概述
品增加价值
95% 非增值活动
历史上,改善活动聚焦于这5%的增值活动上...
5% 增 值
这会给我们提供竞争的利刃吗?
9
八大浪费
7. 缺陷 8. 创造力 / 智力闲置 1. 动作
6. 过度加工
2. 搬运
八大浪费
Z
5. 等待
Z
Z
Z
4. 库存
3. 过量生产
更辛苦地工作与更聪明地工作
更多的 工作 浪费 工作内容 价值 浪费 工作内容 浪费 工作内容
定义阶段概述
在 定义(Define)阶段结束时,你将能 够回答: “客户的问题是什么?” 定义阶段常用方法及工具: D-1 SIPOC D-2 客户之声(VOC)收集
D-3 KANO分析
D-4 关键质量特性(CTQ)提取
29
DMAIC-定义
项目章程
SS-045六西格玛黄带培训教材
为什么实行Six Sigma
提高顾客满意程度
业务每天都在被它的顾客度量评估
顾客满意度来自选购前对产品和服务所公开要求的特色 有重大改进或优秀的感觉。
专注在对顾客有决定性的流程是达成客户满意程度的唯 一途径
你不太可能通过被动性的改正问题来改善顾客的满意度
为什么实行Six Sigma
提高生产率
六西格玛给我们提供了一个完善,灵活的系统,并在此系 统上实现,保证并最大化我们的业务,而且提供一个更具 预见性的前景
六西格玛保证我们关注客户需要而不是我们主观臆断为客 户提供产品及服务
六西格玛为我们提供更有效的决策来减少运营成本及提高质量
什么是六西格玛
六西格玛体系和其他质量系统的区别
质量系统
- 有里而外的思考模式 - 主要关注于产品缺陷 - 由质量小组倡导开展工作 - 参与成员为兼职的 - 应用各式各样的工具
什么是六西格玛
六西格玛是要求严格执行的程序
着重于开发和提供近乎完美的产品及服务
西格玛是测量我们提供产品质量与客户要求之 间的差距
什么是六西格玛
结果,结果,还是结果
➢ 真正关注客户需求 ➢ 减少运营成本 ➢ 提高运营效率 ➢ 高净回报 ➢ 简化流程-无处不可简化
什么是六西格玛
六西格是一个系统
Six Sigma发展沿革
Westinghouse - 1996 Siemens (manufacturing only) - 1997 Nokia - 1997 Sony - 1997 Citibank - 1997
为什么实行六西格玛?
最高指示 …
惠亚集团决定在全球推广六西格玛,我们相信它不但 会提高我们的收益和客户满意度,而且会使得我们在
六西格玛 黄带 培训教程
18 | Presentation title, March 2, 2011
长期Sigma水准和短期Sigma水准间有1.5的差异
Sigma水准 : 表现规格满足程度的指标 Sigma 越高缺陷(不良) 越高缺陷(不良)发生可能性越低。
7.5 σ
为 么 1.5 ? 经验数据, 球公认. 经验数据 球公认
6 Sigma history
6 sigma在Motorola 在 • 6sigma源于Motorala • “摩托罗拉须导入6sigma,因为我们在市场中不 断被外国公司击败,这些外国公司能够以更低的 成本生产出质量更好的产品!”
-----摩托罗拉总裁,Bob Galvin
12s
意味着 USL和LSL 之间的距离是 12 σ 。 ( σ 的 12倍 ) 和 倍 脱离规格概率是 0.02ppm
22 | Presentation title, March 2, 2011
为什么Six Sigma是 3.4ppm 为什么Six Sigma是 3.4ppm ?
10 | Presentation title, March 2, 2011
6 sigma在世界级公司 在世界级公司
★
★
CREDIT
11 | Presentation title, March 2, 2011
6sigma在中国 在中国
• 6sigma管理的风暴已经挂到中国 • 中国企业家正在如饥似渴的了解6sigma • 6sigma管理的理念在中国正在建立 • 中国只有少数企业展开了6sigma管理的尝试 • 中国必将有更多优秀企业实施6sigma管理战略
2、畏惧的态度--“听说六西格玛要运用到很多 、畏惧的态度--“ -- 统计学的知识,还有很多数据呀,分析呀, 统计学的知识,还有很多数据呀,分析呀,我的 基础很差,肯定是听天书,难呀…” 基础很差,肯定是听天书,难呀
精益六西格玛黄带
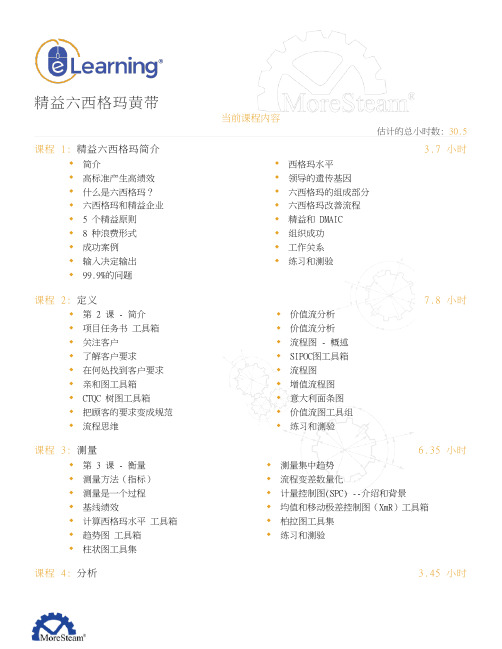
简介 因果图 工具箱 5 个为什么、1 个怎么样
课程 5: 改进 第 5 课 - 简介 集体讨论 基准比较 失效模式与效应分析(FMEA)工具箱 连续流优化工具组 快速换模工具集
课程 6: 控制 第 6 课 - 简介 控制图再现 5-S 方法 可视化控制 流程控制计划
散点图工具箱 相关和回归分析 练习和测验
3.7 小时
价值流分析 价值流分析 流程图 - 概述 SIPOC图工具箱 流程图 增值流程图 意大利面条图 价值流图工具组 练习和测验
7.8 小时
6.35 小时 测量集中趋势 流程变差数量化 计量控制图(SPC) --介绍和背景 均值和移动极差控制图(XmR)工具箱 柏拉图工具集 练习和测验
3.45 小时
课程 3: 测量 第 3 课 - 衡量 测量方法(指标) 测量是一个过程 基线绩效 计算西格玛水平 工具箱 趋势图 工具箱 柱状图工具集
课程 4: 分析
当前课程内容
估计的总小时数: 30.5
西格玛水平 领导的遗传基因 六西格玛的组成部分 六西格玛改善流程 精益和 DMAIC 组织成功 工作关系 练习和测验
精益六西格玛黄带
课程 1: 精益六西格玛简介 简介 高标准产生高绩效 什么是六西格玛? 六西格玛和精益企业 5 个精益原则 8 种浪费形式 成功案例 输入决定输出 99.9%的问题
课程 2: 定义 第 2 课 - 简介 项目任务书 工具箱 关注客户 了解客户要求 在何处找到客户要求 亲和图工具箱 CTQC 树图工具箱 把顾客的要求变成规范 流程思维
拉动计划 无错误 选择一个解决方案 “A3”单页报表 试行解决方案 练习和测验
TPM 目标与好处 流程变更文档
安氏亚太第十一讲六西格玛黄带

移交
预备工作
重复项目的程序
提供数据加速项目进度
如有需要,回馈及更新
用数据事实作支持
10步
1
目光向客人打招呼
2
步
3
向客问侯
4
六西格玛不只是品质管理 整合人与系统的六西格玛管理哲学和方法
5
餐厅具多种头盘供选择
什么是品质?顾客需要的是什么?
设备破烂
健身室及其它设施
送来的食物己冷
24小时房间服务
餐厅服务慢
高层领导重视
高层管理有明确的远景、 价值及目标。
升降机讲话
1
2
成功的第一个项目
第二部份 完 谢谢!!
感谢观看
Bye 202X
六西格玛之烤制面包
第十步…..验证Xs的测量系统
如何进行?
校正温度仪的最佳准确性 需要标准仪器以备比较 租用其它高级设备 比较结果
验证测量仪器是准确的
六西格玛之烤制面包
第十一步……明确关键变量Xs的控制能力
如何实施?
检查所有焗炉温度 实时监控温度 关注过程能力 查找波动的温度
04
优秀的 面包公司 六西格玛之烤制面包 Βιβλιοθήκη 5六西格玛之烤制面包
第二步…..对CTQs 或 Y定义绩效标准
如何测量口味(Y)?
品尝小组 从1到10划分等级 目标:平均为8级 期望:不要低于7,即低于7级为缺陷
但是…..这个测量系统正确吗?????
最坏
最好
缺陷
目标
六西格玛之烤制面包
次数 温度 品牌 1 325 A 2 325 B 3 325 C 4 350 A 5 350 B 6 350 C 7 375 A 8 375 B 9 375 C
预备工作
重复项目的程序
提供数据加速项目进度
如有需要,回馈及更新
用数据事实作支持
10步
1
目光向客人打招呼
2
步
3
向客问侯
4
六西格玛不只是品质管理 整合人与系统的六西格玛管理哲学和方法
5
餐厅具多种头盘供选择
什么是品质?顾客需要的是什么?
设备破烂
健身室及其它设施
送来的食物己冷
24小时房间服务
餐厅服务慢
高层领导重视
高层管理有明确的远景、 价值及目标。
升降机讲话
1
2
成功的第一个项目
第二部份 完 谢谢!!
感谢观看
Bye 202X
六西格玛之烤制面包
第十步…..验证Xs的测量系统
如何进行?
校正温度仪的最佳准确性 需要标准仪器以备比较 租用其它高级设备 比较结果
验证测量仪器是准确的
六西格玛之烤制面包
第十一步……明确关键变量Xs的控制能力
如何实施?
检查所有焗炉温度 实时监控温度 关注过程能力 查找波动的温度
04
优秀的 面包公司 六西格玛之烤制面包 Βιβλιοθήκη 5六西格玛之烤制面包
第二步…..对CTQs 或 Y定义绩效标准
如何测量口味(Y)?
品尝小组 从1到10划分等级 目标:平均为8级 期望:不要低于7,即低于7级为缺陷
但是…..这个测量系统正确吗?????
最坏
最好
缺陷
目标
六西格玛之烤制面包
次数 温度 品牌 1 325 A 2 325 B 3 325 C 4 350 A 5 350 B 6 350 C 7 375 A 8 375 B 9 375 C
六西格玛黄带讲义_MINITAB 介绍
R Ch a rt b y O P
1 2 3 U CL= 2 .6 6 0 240
R e sp o n se b y O P
Sa m ple M e a n
230
_ _ U CL= 2 3 2 .3 2 X = 2 3 1 .2 7 LCL= 2 3 0 .2 1
A v e r a ge
(%SV) 10.66 10.15 3.25 3.25 99.43 100.00
15
Stat 統計分析列
Regression:
— 用以找出輸入因子與輸出因子之 數學關係式(ex. 線性方程式、二 次方程式、三次方程式等)
— Y(輸出)為連續型數據 — X(輸入)為連續型數據
F itte d L ine P lo t
y1 = 1 .8 6 5 - 1 .1 3 4 x1 + 1 .1 3 3 x1 * * 2 70 60 50 40
— 將資料作編碼 (Numeric, Date/Time, Text)
Change Data Type:
— 改變資料格式 (Numeric, Date/Time, Text)
Concatenate:
— 合併文字資料 (如:A,B→AB)
12
Calc 進階資料運算列
Calculator:
Gage R&R %Contribution Source VarComp (of VarComp) Total Gage R&R 0.3868 1.14 Repeatability 0.3507 1.03 Reproducibility 0.0361 0.11 OP 0.0361 0.11 Part-To-Part 33.6817 98.86 Total Variation 34.0685 100.00 Study?Var %Study?Var Source StdDev (SD) (6?*?SD) Total Gage R&R 0.62193 3.7316 Repeatability 0.59221 3.5533 Reproducibility 0.18997 1.1398 OP 0.18997 1.1398 Part-To-Part 5.80360 34.8216 Total Variation 5.83683 35.0210 Number of Distinct Categories = 13
六西格玛黄带教材
整合
各部门目标
业务设计
业务改善
6Sigma范围
部门 战略 开发 设计 技术 生产 销售 流通 服务
业务成果
26
经营策略
六西格玛还是
系统的工具与方法 改进的架构和方法论 持续改进的系统 追求卓越的战略
27
工作哲学
缺陷是可以避免的 我要努力减少失误 Do it Right the first time----力争开始就做对 Working Harder (努力做事)不如 Working Smarter (聪明做事) 变革无处不在,要成功就要引领变革 工作中的任何问题都可以按六西格玛的思路 来考虑……
产品或服务的要求标准。(如交付准时,最小周期,准确等) 缺陷机会(Opportunity):任何导致无法满足CTQ所要求标准范围的可能事件 缺陷(Defect) :任何造成无法达到CTQ所要求标准范围的事件 DPMO(Defect Per Million Opportunities):一百万个缺陷机会中实际的缺陷数 Z值(Z Value):用来表征西格玛水平的指数,是对缺陷概率的描述,用标准差的个
下限
目标
下限
12
影响质量的两个方面
更经常发生的 – 不精确也不准确
1 2 34
5
mean and standard deviation
issues ! 均值与标准偏差问题
同时存在!
下限
目标
上限
13
西格玛水平的定义
质量和西格玛水平
规格限制
1
目标
2
规格限制
3
①和②相对于③西格玛水平更低一些!!! 我们用西格玛水平来衡量某一变量符合要求的程度,它是质量水平的另一种 表达形式! 因此,西格玛水平和良品率有着一一对应的关系!
六西格玛黄带课程-基础知识

知识回顾
什么是安全? 什么是发动机? 什么是5S?它有什么作用? 什么是质量? 什么是技术?
经历回顾
你是否知道能力如何或处于什么水平? 你的梦想或想要的是什么? 如何实现或实现的路径是什么?
课程内容
一、六西格玛在江淮汽车 二、六西格玛管理的作用 三、六西格玛管理的发展史 四、什么是六西格玛? 五、为什么要推行六西格玛? 六、六西格玛的基本方法(DMAIC路径)
• 每年有 200,000次配错药
• 每年有 68 次配错药
• 每月有 7 小时停电
• 每 34 年有 1 小时停电
为什么需要关注西格玛
无 处 不 在 的 偏 差
4
1
2
3
为什么需要关注西格玛
质量改进工程师发布:他们处理员工反馈问题的平均时间是30分钟 员工真正感受到的实际时间是什么?
我接受服务的 时间为40分
发展趋势 质量管理将整合质量技术和质量系统向前发展
专业
质 量
技术 管
理
经营 管理
微观 (大质量)
6 SIGMA
质量技术 质量系统
质量工程
信息
TS 16949
卓越绩效模式
宏观 (大质量)
文化 战略
两个高端质量方法的整合推进
质量管理八项原则
以顾客为中心
互利的供方关系
双赢
承诺
领导作用
资源
基于事实 的决策方法
20 Minutes ……
课程内容
一、六西格玛在江淮汽车 二、六西格玛管理的作用 三、六西格玛管理的发展史 四、什么是六西格玛? 五、为什么要推行六西格玛? 六、六西格玛的基本方法(DMAIC路径)
质量的概念
ISO 9001:2008定义
01-黄带教材-质量管理的发展历程

3)了解6Sigma发展战略和公司 6Sigma组织架构。
课程目录
一. 质量管理的发展历程
二. 六西格玛的兴起;精益生产的
起源与发展;精益六西格玛发展战略 P
D
三. 基本统计知识
四. 精益生产和六西格玛基本概念
五. DMAIC方法论
六. 基本工具介绍
A
C
七. 六西格玛管理组织架构
一. 质量管理的发展历程
任何使用资源将输入转化为输出的活动或一组活动可视为一个过程。系统地识别和管 理组织所应用的过程,特别是这些过程之间的相互作用,称为“过程方法”。许多组 织通过过程方法对运行进行管理。
由于PDCA可以应用于所有的过程,因此这两种方式可以看作是兼容的。
5S:
起源于日本。 5S是指在生产现场对人员、机
• 起源于美国的PM,经过日本人的扩展及创新,于81年形成了全公司的 TPM,并在日本取得巨大成功,九十年代在日本工厂盛行,随之在世 界各地实施开来。
• TPM是一种全员参与的生产维修方式,其主要点就在生产维修和全员 参与上。特点就是三个全:全效率、全系统和全员参加。目标是四个 零,即:停机为零、废品为零、事故为零、速度损失为零。
本节概要
内 容:
1、简述质量管理的发展历史,导入质量大师的现代质量管理理念; 2、简介其它现代质量管理方法:ISO9000、TS16949、5S、TPM、IE、卓越绩
效模式等。一些已导入实施,一些在六西格玛管理和精益生产中可见其身影;
3、简介六西格玛管理的特点与优点,六西格玛与其它现代质量管理方法的区别 与联系。
但是ISO9000没有强调流程的优化, 缺乏与企业的绩效紧密相连 的机制,而且通常由外部机构来评定,没有控制的机制,关键是没有 形成一个组织内部的行为准则、学习与不断改善的文化,因此,企 业需要一个更加先进和强大的管理系统来不断提升企业运作能力。
6Sigma黄带基础讲解

30
6 Sigma 角 色
绿 带
兼 职 (20% 的时间) 从 事 项 目
把 6 Sigma 方 法 论 融 入 日 常 工 作 中
6 Sigma 角 色
黄 带
全 体 员 工 普及 培 训 持 续 改 进 的 贡 献 者 适 当 的 项 目 小 组 兼 职 成 员
Who Deploys
18
创 建 过 程 : DMEDI
确 定 机 遇 D 测 量 客 户 需 求 M 探 索 设 计 方 案 E 开 发 具 体 设 计 D 实 施 具 体 设 计 I
19
6 Sigma 有何不同?
“正 确 的 项 目”
– 倡 导 者 和 黑 带 共 同 配 合 来 选 择 最 有影 响 的 项 目( 给 用 户 提 供 最 有 价 值 的 回 报 , 向 公 司 策 略 / 目 标 看 齐 , 影响 底 线 效 益 等 )
对 业务案例 ¨ 我们为什么要这样做? ¨公 司 从 中 能 获 得 什 么? ¨ 战 略排序情况如何 ?
程
– 对 业务案例 : 目 的
– 机 遇 阐 述: 业务所受影 响 –目 标 阐 述 : 成 功 标 准 –项 目 范 围 : 边 界 –项 目 计 划 : 活 动 – 小 组 选 择 : 谁参与和干什 么
–其 他 公 司 在 交 易 领 域 内 已 获 得 高 达 75% 的
收 益
清晰 …
一 致
…
承 诺…
13
基 本 的 原 则
领 导 层 应 (3C)
- 清 晰
- 一 致
- 承 诺
当年 收 益 超 过 投 资 –全 职 的 实 施 倡导 者 –无 可 替 代 的 全 职 黑 带
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
美国监狱监禁率
10
6σ
Japan TV
酒后安全
1
0
1
2
3
4
5
6
Sigma
7
CHENLI
六西格玛成功的数据
➢ 六西格玛在GE
六西格玛培训计划是GE下一个世纪领导层得以产生繁衍的园地。
六西格玛是我们曾尝试过的最重要的管理培训方法,它胜过到哈佛工商学 院就读,也胜过到克顿维尔进修。它教会你一种完全与众不同的思维方式。
———杰克·韦尔奇
1999年4月
6σ
25 20 15 10
CHENLI
精益六西格玛黄带教材 (六西格玛部分)
1
课时安排
CHENLI
课时 8:30~9:30 9:40~10:40 10:50~11:50 13:30~14:30 14:40~15:40 15:50~16:50 17:00~18:00
第一天 概论
第二天
过程能力分析/鱼 骨图
流程图
第三天 防错法 控制计划/标准化
质量管理的发展与六西格玛的联系 六西格玛的发展 六西格玛成功的数据
4
CHENLI
质量管理的发展与六西格玛的联系
质量检验阶段 20世纪初~40年代
统计质量控制阶段 20世纪40~50年代
全面质量管理阶段 20世纪60年代至今
质量策划 质量改进 质量控制
六西格玛管理
1900
1940 1950 1960
六西格玛成功的数据
➢ 六西格玛在摩托罗拉
摩托罗拉的绝对目标——产品质量达到六西格玛标准 摩托罗拉的相对目标——每两年提高(改进)10倍,
每年改进68% 从实施六西格玛方法的1987年到1997年,取得了以下
变化: ✓ 销售额增长5倍,利润每年增加20% ✓ 实施6方法带来的节约额累计达140亿美元 ✓ 股票价格平均每年上涨21.3%
standard deviation
issues !
均值与标准偏差问题 同时存在!
下限
目标
上限
13
西格玛水平的定义
➢ 质量和西格玛水平
1 2
规格限制
CHENLI
目标
规格限制
3
①和②相对于③西格玛水平更低一些!!! 我们用西格玛水平来衡量某一变量符合要求的程度,它是质量水平的另一种 表达形式! 因此,西格玛水平和良品率有着一一对应的关系!
精确,但不准确
1 2 34
5
mean issue !
均值的问题!
下限
目标
上限
11
影响质量的两个方面
准确但不精确
CHENLI
1 2 34
5
standard deviation issue !
标准偏差问题!
下限
目标
下限
12
影响质量的两个方面
更经常发生的 – 不精确也不准确
CHENLI
1 2 34
5
mean and
19
CHENLI
统计尺度
➢ 不同的公司和业务都可以用sigma水平来表征和比较!
DPMO
1,000,000
传送信息
IRS 财务咨询
营业困难
100,000
GE 1995
4σ
10,000
Motorola 1988
饭店结算书 地下水处理
1,000
E Drawings
防散产品
D = 1,826x
100
American TV
Z值(Z Value):用来表征西格玛水平的指数,是对缺陷概率的描述,用标准差的个数 表示
MBB(Master Black Belt ):黑带大师(主黑带) BB(Black Belt):黑带 GB(Green Belt):绿带
18
CHENLI
第三节 对六西格玛的多种理解
统计尺度 解决问题的工具 经营策略 工作哲学
定义
因果矩阵
SPC
Minitab软件基础
FMEA
项目总结
统计基础 现状的图形分析
分析阶段 制定改进计划
试验设计
复习 考试
2
CHENLI
第一章 六西格玛概述
第一节 六西格玛的起源与发展 第二节 六西格玛是什么 第三节 对六西格玛的多种理解 第四节 六西格玛管理的特点
3
CHENLI
第一节 六西格玛的起源与发展
2000
1987
5
六西格玛的发展
1987 摩托罗拉全面推 行六西格玛 鲍勃.高尔文
CHENLI
1995 GE导入六西格玛 杰克.韦尔奇
全面质量管理
时代(TQM)
80
90
00
1988 摩托罗拉 被授予波多里奇 国家质量奖
1992 联合信号导入 六西格玛 博西迪
2004 六西格玛 传播至全球
6
CHENLI
5 0
1996
单位:亿美元
投入 收益
1997
1998
1999
2000
8
CHENLI
第二节 六西格玛是什么?
西格玛的基本含义 影响质量的两个方面 西格玛水平的定义 常用术语
9
CHENLI
西格玛的基本含义
“6 Sigma”是什么?
希腊文字 标准偏差 代表能力的指标
10
CHENLI
影响质量的两个方面
233
6
3.4
文字说明
一本书每张中 1.5个错误
一本书 30页中 1个错误
一本字典中1个错误
一个小型图书馆所有图书有一 个错误
16
西格玛水平的定义
➢ 优秀(3.8sigma)与卓越(6sigma)的差距
CHENLI
99% 良品率 (3.8 Sigma水平) 99.99966% 良品率 (6 Sigma水平)
17
常用术语
CHENLI
VOC(Voice of customer):顾客之声
关键性质量要素(CTQ,Critical To Quality):这是个非常重要的概念。它指客户对产品 或服务的要求标准。(如交付准时,最小周期,准确等)
缺陷机会(Opportunity):任何导致无法满足CTQ所要求标准范围的可能事件 缺陷(Defect) :任何造成无法达到CTQ所要求标准范围的事件 DPMO(Defect Per Million Opportunities):一百万个缺陷机会中实际的缺陷数
•单位时间 20,000件信分错 •大约每天喝 15分钟脏水 •每周 5000件手术事故 •每天 2~3次航空事故 •每年 20,000件药方错误 •每月 7小时停电发生
•单位时间 7件信分错 •7个月有 1分钟喝脏水 •每周 1.7件手术事故 •5年一次航空事故 •1年中 6.8件药方错误 •34年有2小时停电发生
14
西格玛水平的定义
➢ Sigma水平和良品率
σ水平 2 3 4 5 6
CHENLI
良品率(%) 69.1% 93.32%
99.379% 99.9767% 99.99966%
15
CHENLI
西格玛水平的定义
➢ Sigma水平的现实意义--追求卓越!
Sigma 3
DPMO
66,807
4
6,210
5