高炉冷却壁
1280立米高炉冷却壁安装方案
徐州华宏特钢有限公司1#1380m3高炉冷却壁安装施工方案编制:审核:批准:河北冶金建设集团有限公司二0一三年六月目录1、工程概况 (1)2、编制依据 (1)3冷却壁的安装工艺 (1)3.1 炉体冷却壁安装 (1)3.2 炉喉钢砖安装 (2)4 质量保证措施 (3)5 安全保证措施 (3)1、工程概况本方案为徐州华宏1380m3高炉冷却壁安装方案,共有16段,38种规格,共507块。
最大重量为3973kg,最小重量为779kg。
部分冷却壁为镶砖冷却壁,重量总计约1210吨。
2、编制依据1、中钢设计院所发图纸。
2、《冶金机械设备安装工程——炼铁设备》GB208—85。
3、《冶金机械设备安装工程质量检验评定标准》YB9243—92。
3冷却壁的安装工艺3.1 炉体冷却壁安装1、安装前应对所有的冷却壁和冷却板进行水压试验及通球试验。
水压试验采用1.5 Mpa,保压20分钟,泄露率不得超过3%,用0.75千克钢锤敲击冷却壁各部分不得有“冒汗”现象。
通球试验采用Φ48mm直径的木球,用压缩空气将木球从冷却水管一头吹入,从另一头吹出,应畅通。
运输或安装过程中有碰撞则必须重新检验。
完毕后应封闭管口,防止杂物进入,并保护好管口螺纹。
下面为冷却壁分组试压示意图。
2、冷却壁依照图纸编号和水冷壁编号均匀分布安装。
每一层中各块冷却壁之间的间隙设计值为30毫米,偏差为±10mm,每层之间的间隙为30mm,偏差为±1 0mm。
安装标高以风口带为基准,各层之间的相对位置以冷却壁展开图中轴线为基准。
3、冷却设备吊装1)冷却设备进炉的方案:a、冷却壁安装按照从一层逐步向上进行安装。
b、在炉壁标高▽+5.070米处南侧开孔,在孔南侧制作进料平台,利用25T履带吊车将4块冷却壁吊至运输小车,通过运输小车将冷却壁运送至炉内操作平台。
c、先将第一块就位,可利用螺栓孔用倒链在炉外向炉皮拉到炉壳内表面,贴合就位并穿入方头螺栓进行固定,之后第二块,依次四块全部就位。
高炉冷却壁的破损机理及减少破损的措施
高炉冷却壁的破损机理及减少破损的措施摘要:高炉设计炉容为1580m3,于2011年2月开炉。
自2017年以来,发现炉基上涨速度加快,由2017年10月的31mm升高至2019年3月的86mm,高炉六至八段冷却壁破损严重,致使高炉被迫大修。
通过对高炉冷却壁的破损调查研究,得到如下结论:(1)球墨铸铁冷却壁破损的形式有开裂、烧损、熔化,并发现有水管的裸露和破损,其中8层冷却壁的受损数量最多。
冷却壁上出现最多的是纵向裂纹,对冷却壁的机械强度和力学性能有不利影响。
(2)对球墨铸铁冷却壁表面样进行元素及化合物分析,11-13层和15-17层的锌含量和碱金属含量较高。
锌和碱金属对冷却壁有化学侵蚀的危害,其生成的低熔点化合物对高炉顺行不利。
应当严格控制燃料和铁矿石的锌含量和碱金属含量,从源头上减少对冷却壁的化学侵蚀。
(3)由铸铁冷却壁试样的拉伸实验结果可知,冷却壁试样的抗拉强度(与没有经历生产的球墨铸铁相比)明显变小,且距离热面越近的试样,抗拉强度越小。
炉内的高温削弱了冷却壁的力学性能。
关键词:高炉;铸铁冷却壁;破损调查;破损机理分析1我国铜冷却壁的应用我国钢铁厂在2000年之前多采用铸铁冷却壁。
2002年,攀钢首次在高炉中安装了两段铜冷却壁[18]。
由于并无铜冷却壁的生产经验,攀钢只能自己摸索出合理的操作炉型和操作方法以维持炉况稳定。
经过十几年的研究、发展、改进,目前我国自主制造的部分铜冷却壁在各种技术数据上已达到甚至超过了国外产品的水准,但有些铜冷却壁仍然不能独立自主生产,依赖国外进口。
铜冷却壁在实际生产中的广泛应用为我国高炉冷却壁寿命的大幅延长做出了巨大贡献。
1.1铜冷却壁的优点及优势(1)导热性能好。
铸铁的导热系数仅有40×1.163W/(m∙℃)。
而铜的导热系数高达400W/(m∙℃)。
由此可见,铜的导热性能为铸铁的10倍左右。
所以,铜冷却壁热面与水管表面的温差很低,在实际生产中可控制在20℃以内。
高炉冷却壁配管优化设计

高炉冷却壁配管优化设计王璐① 崔新亮 王洪 季乐乐(1:北京中冶设备研究设计总院有限公司 北京100029;2:北京市钢铁冶金节能减排工程技术研究中心 北京100029)摘 要 针对高炉寿命及冷却壁优化设计问题,通过研究冷却壁的导热能力,如冷却壁冷却比表面积,提出了增加冷却壁配管数量,高炉冷却壁配管形式由传统的四进四出优化为五进五出。
五进五出式冷却壁提高了冷却比表面积,新型冷却壁比表面积为1 33,比传统冷却壁比表面积提高了37%。
特点是新型冷却壁使冷却水量加大了25%,降低了冷却壁的工作温度和高炉内炭砖冷面工作温度2℃~3℃,延长了冷却壁、炭砖、高炉的使用寿命,节约了生产成本,具有很高的实用价值。
关键词 高炉 冷却壁配管 比表面积中图法分类号 TF741.5 TF573 文献标识码 ADoi:10 3969/j issn 1001-1269 2023 Z1 007StudyonOptimalDesignofBlastFurnaceCoolingStavePipingWangLu CuiXinliang Wanghong JiLele(1:BeijingMetallurgicalEquipmentResearchDesignInstituteCo.,Ltd.,Beijing100029;2:BeijingIron&SteelMetallurgicalEngineeringTechnologyResearchCenterinEnergySaving&EmissionReduction,Beijing100029)ABSTRACT Aimingattheproblemofblastfurnacelifeandcoolingwalloptimizationdesign,bystudyingthethermalconductivityofthecoolingwall,suchasthecoolingspecificsurfaceareaofthecoolingwall,itisproposedtoincreasethenumberofcoolingwallpiping,andoptimizethecommonlyusedfour in,four outcoolingwallpipingformtofive in,five outcoolingwallpipingform.Thefive in,five outcoolingwallincreasesthespecificsurfaceareaofcooling.Thepipingmethodisfive in,five out,andthespecificsurfaceareaofthecoolingwallofthecoolingwaterpipeis1 33,whichis37%higherthanthatofthetraditionalcoolingwall.Althoughthenewcoolingwallincreasestheamountofcoolingwater,itreducestheworkingtemperatureofthecoolingwall,reducestheworkingtemperatureofthecoldsurfaceofthecarbonbrickintheblastfurnace,prolongstheservicelifeofthecoolingwallandblastfurnace,savesproductioncosts,andhashighpracticalvalue.KEYWORDS Blastfurnace Coolingwallpiping Specificsurfacearea1 前言高炉冷却设备是保证高炉在高温条件下抵御热流侵袭和机械磨损的关键设备。
1080m3高炉冷却壁安装及吊盘使用方案
唐山xxxx钢铁有限公司3#高炉大修工程冷却壁安装及吊盘使用施工方案中国二十二冶集团市政工程公司xxxx项目部xxxx/2/26工程简介:1.1工程名称:唐山xxxx钢铁有限公司3#高炉大修工程1.2工程地点:唐山市丰润区1.3建设单位:唐山xxxx钢铁有限公司1.4设计单位:唐山钢铁设计研究院有限公司1.5监理单位:唐山三环工程建设监理有限公司1.6工程主要内容:1.6.1高炉冷却壁:冷却壁共有15段,该设计无炉喉缸砖,总计513块。
单块最小重量为1725Kg,最大重量为6281Kg,总重量1323.316t。
该冷却壁与常规冷却壁安装方式不同,1-4带光板冷却壁采用外部螺栓连接,冷却壁上为车制螺孔直接用于螺栓连接;5-12带镶砖冷却壁为无螺栓连接,采用冷却水管套管与炉壳外壁焊接连接;13-15带镶砖冷却壁,连接方式与1-4带相同。
冷却壁底标高为5.145米,顶标高为33.500米。
2、施工机具一览表2.施工前准备工作2.1进行技术交底,下达施工工艺、质量要求、进度计划、安全措施等。
2.2准备吊装机械、运输车辆、吊装索具和其它机具2.3待开始安装冷却壁时先将吊盘挂好。
2.4校对炉皮开孔与冷却壁的尺寸:用经纬仪在炉壳内分出十字线,(0°、90°、180°、270°)并对开孔的几何尺寸和角度进行校对。
2.5冷却壁的打压和通球试验均在厂家出厂前进行,现场检查合格证和厂家打压通球试验记录,合格后方可接收。
2.6冷却壁安装前在现场进行试压和通球,试验合格经甲方、监理签字后才可以安装3.吊盘的制作及使用吊盘作为安装冷却设备最重要的工具,其安全性和实用性是最主要的功能。
本吊盘主要用于高炉冷却壁的安装,在炉壳开始安装时,也可用于炉壳内焊缝的焊接和风口的安装、校验。
当冷却壁安装完毕即降至炉底拆除。
3.1.吊盘的制作吊盘采用措施料在现场制作。
因吊盘是高炉安装的重要部件,关系到施工人员的生命安全,特本着安全第一的原则,参照以往施工经验,加大安全系数制作。
火积理论在高炉冷却壁性能评价中的应用
火积理论在高炉冷却壁性能评价中的应用随着电厂规模的不断扩大,高炉冷却壁的正确设计和性能评价变得至关重要。
这将直接影响绝热系统的效率和火焰性能。
为了解决这个问题,工程师们开发了一种新的理论火积理论。
本文将探讨火积理论在高炉冷却壁性能评价中的应用。
火积理论可以帮助工程师们更好地评估高炉冷却壁的性能。
它的基本原理是在高炉冷却壁表面累积的火焰温度,随着时间的推移,火焰温度会逐渐下降,表面温度也会相应降低。
火积理论可以用来评估在高炉冷却壁上累积的火焰温度对冷却壁性能的影响。
除了火积理论,工程师们还可以使用数值模拟技术来评估冷却壁的性能。
数值模拟技术可以精确地模拟高炉冷却壁的表面温度场和火焰温度场。
它可以准确地预测在每个时间段内冷却壁表面累积的火焰温度,从而评估冷却壁的性能。
此外,工程师还可以利用可靠性分析技术来评估冷却壁性能。
可靠性分析技术可以通过模拟冷却壁表面的温度变化和耐久性来评估冷却壁的可靠性。
综上所述,火积理论在高炉冷却壁性能评价中具有重要作用。
它可以帮助工程师们更好地评估冷却壁的表面温度场和火焰温度场,从而更好地模拟冷却壁的性能和耐久性。
此外,火积理论还可以与数值模拟技术和可靠性分析技术相结合,实现冷却壁性能的全面评估。
因此,火积理论在高炉冷却壁性能评价中发挥着重要作用,工程师们应该充分利用它,以便更好地提高高炉冷却壁的性能,提高发电
厂的效率。
高炉中的冷却壁技术和维护
高炉中的冷却壁技术和维护随着钢铁工业的不断发展,高炉的冶炼能力也在不断提高。
高炉冷却壁是保证高炉正常运行和生产的重要设备,其质量直接关系到高炉冶炼过程和经济效益。
因此,高炉中的冷却壁技术和维护显得尤为重要。
一、高炉冷却壁的种类高炉冷却壁按材料可分为铸铁板冷却壁和铜板冷却壁。
铸铁板冷却壁是一种传统的冷却壁材料,其主要优点是成本低、使用寿命长;缺点是散热性能不好。
铜板冷却壁具有散热性能好、结构简单、维护方便等优点,成本相对较高。
铜板冷却壁从中空铜板和碳素化合物片层堆积铜板两方面逐渐发展。
二、高炉冷却壁的设计和施工高炉冷却壁的设计和施工是确保冷却壁正常运行的必要条件。
其主要任务是使冷却壁与高温炉料正常接触、达到冷却效果。
在设计中,要根据高炉规定的生产能力、炉缸径、炉缸壁厚度等参数,综合考虑炉缸结构形式、炉壳后侧结构、炉壳的过热程度和炉壳与冷却壁之间的间隙等因素。
在施工中,应注意冷却壁温度、热应力、膨胀等因素。
在铸铁板冷却壁的安装中,需要保证板式活振动卡进螺杆后,牢固不松动。
铜板冷却壁的安装要注意板子的厚度,不能超过规定范围,不得出现裂纹和变形。
三、高炉冷却壁的维护为了保证高炉冷却壁的正常运行,需要进行定期维护工作。
高炉冷却壁的定期维护包括日常检查、防止渗漏、补救维修等。
具体包括:1.日常检查:对高炉冷却壁内的冷却水、冷却水量和温度进行检查,以发现问题解决问题。
2.防止渗漏:定期检查铜板冷却壁的密封性,及时发现并修复问题;设计时应注意冷却水管的接头,保证不渗漏。
3.补救维修:冷却壁表面的耐火材料受到侵蚀或者受到冲击等动力作用会引起表面破损,导致外渗,此时需要用耐火材料堵漏,尽快修复,避免影响正常生产。
四、高炉冷却壁技术的发展高炉冷却壁技术的发展主要集中在两个方面:增强冷却壁散热能力和提高其使用寿命。
目前已有多种技术被应用于高炉中,如内部/外部增强冷却、强制通液、二级冷却、高温陶瓷材料等,并形成一定的规模。
浅析高炉铜冷却壁磨损与氢脆关系
浅析高炉铜冷却壁磨损与氢脆关系铜冷却壁分为轧制铜冷却壁和铸铜冷却壁,本文只讨论轧制铜冷却壁。
1999年12月首钢2高炉炉腰(B2段)进行工业性试验,安装2块铜冷却壁,试验取得初步成功。
2021年10月中冶赛迪设计的本钢5高炉投产,这是在国内高炉设计中率先正式采用铜冷却壁实现薄壁高炉,该铜冷却壁为芬兰Outokumpu Group供货,采用连铸铜坯铸孔后焊接铜管。
铜冷却壁大面积使用目前在中国使用尚不足16年,本钢5高炉铜冷却壁在使用11年后的2021年已全部更换,但该高炉至今仍未进行过大修,炉缸运行良好。
因此,目前铜冷却壁尚未达到一代炉役,尚未实现采用铜冷却壁替换铸铁冷却壁的初衷。
对铜冷却壁破损机理的认识在逐渐深入中,这些认识将有助于今后铜冷却壁的设计、制造、安装和使用。
1 氢氧定量分析和测定近年来不少高炉出现铜冷却壁异常破损,尤其是异常磨损,铜冷却壁的“氢脆”问题被广大炼铁工作者提出,为此,有大量相关报道和分析文章。
鞍钢3高炉破损调查并于2021年发表数篇文章,利用RH600氢分析仪测定氢元素含量从0.0001%增加到0.0042%,利用TC600氮氧分析仪测定氧元素含量从不超过0.003%增加到0.0038%,据此认为铜冷却壁在服役过程中,杂质元素尤其是氢向铜冷却壁基体渗透,并认为氢含量过高导致Cu2O在晶界破裂产生氢脆,利用SEM扫描电镜中EDS能谱分析测定裂纹处杂质氧含量,渣铁相进入裂纹[2-4]。
2 铜冷却壁材质的选择正因可能存在“氢脆”风险,国内主要设计单位和铜冷却壁制造商均要求铜冷却壁本体氧含量不超过0.003%,以尽量降低“氢脆”风险。
最新GB/T*****-2014《铜冷却壁》关于铜冷却壁成分中氧含量亦是不超过0.003%,该氧含量与GB/T5231-2012《加工铜及铜合金化学成分和产品形状规定》,中无氧铜TU2一致。
铜冷却壁材质无氧铜TU2,一般认为无氧铜中氧和杂质的含量极低,无“氢脆”或极少“氢脆”,特别适合应用于可能产生氢脆的领域。
高炉铜冷却壁破损的原因分析与防治
高炉铜冷却壁破损的原因分析与防治1. 引言1.1 破损问题的严重性高炉铜冷却壁在高炉生产中起着至关重要的作用,其破损问题的严重性不容忽视。
铜冷却壁是高炉内部冷却系统的重要组成部分,其破损会导致冷却效果下降,进而影响高炉的正常运行。
破损问题可能导致铜冷却壁漏水,不仅浪费了水资源,还可能造成设备损坏,增加了维修成本。
破损部位的温度升高,会导致高炉内部温度失控,甚至有可能引发火灾等严重事故。
加强对铜冷却壁破损问题的研究和防治措施的探讨,对保障高炉的安全运行和延长设备的使用寿命具有重要意义。
【200】1.2 破损问题的成因铜冷却壁在高炉中起着关键的冷却作用,但是由于工作环境的恶劣和长期使用,铜冷却壁容易出现破损问题。
导致铜冷却壁破损的主要原因包括以下几点:1. 热应力:高炉工作过程中,铜冷却壁受到严重的热应力,从而导致材料的热膨胀和收缩。
长期以来,热应力的积累会导致铜冷却壁出现开裂、变形等问题,最终引发破损。
2. 冷却水质量:铜冷却壁需要通过循环的冷却水来维持合适的温度,在一定程度上降低冷却壁的温度。
如果冷却水质量不达标,或者存在腐蚀性成分,会加速铜冷却壁的腐蚀速度,导致破损。
3. 金属疲劳:高炉运行中,铜冷却壁频繁经历温度变化和负载变化,会导致金属的疲劳破坏。
长期以来,金属疲劳会使铜冷却壁出现裂纹、脱落等现象,最终导致破损。
铜冷却壁破损的成因是多方面的,需要从热应力、冷却水质量、金属疲劳等方面进行全面分析和防范,以保证高炉的安全稳定运行。
【字数:263】1.3 本文的研究意义本文的研究意义在于深入探讨高炉铜冷却壁破损问题,分析其根本原因,为解决该问题提供可靠的理论依据。
高炉铜冷却壁作为高炉内部重要的冷却设备,其破损会直接影响高炉的正常运行和生产效率。
通过研究破损问题的严重性和成因,可以有效地制定防治措施和维修方法,提高冷却设备的使用寿命和稳定性。
本文还将介绍常见的破损修复材料和新型防护材料的研究进展,为高炉冷却设备的更新换代提供参考。
高炉冷却壁破损原因及采取的措施
⾼炉冷却壁破损原因及采取的措施⾼炉冷却壁破损原因及采取的措施1 概述⾼炉三代炉役⾃年⽉⽇开炉,炉容m3。
本着长寿的原则,要求⼀代炉役⼯作⼗年以上,总结同级别⾼炉长寿实践经验基础上,采⽤了成熟的长寿技术:炉底、炉缸采⽤了微孔炭砖+陶瓷杯内衬,炉腰、炉腹采⽤了双层⽔冷管镶砖冷却壁,炉⾝采⽤了板壁结合的冷却结构,炉体内衬采⽤了耐压强度、抗折强度、导热性等各项指标都⽐较⾼的半⽯墨炭-β碳化硅砖(赛隆结合的碳化硅砖)。
但是在开炉后短短的三个多⽉内,5段冷却壁先后有四块损坏。
表1所⽰冷却壁损坏的情况。
本⽂简要分析⼀下原因及采取的措施。
2 炉体的冷却⽅式2.1冷却系统采⽤的是⼯业⽔开路循环。
实践证明,对于中、⼩⾼炉,普通⼯业⽔开路循环只要维护合理,也能满⾜⾼炉长寿的要求。
风、渣⼝⼩套采⽤⾼压⽔冷却,以加强冷却效果,延长风渣⼝的使⽤寿命。
2.2 冷却设备炉底采⽤埋管⽔冷⽅式,即在炉底密封板以下埋设⽔冷管的⽅式。
炉底、炉缸采⽤冷却壁形式,共设4段光⾯冷却壁,材质为灰⼝铸铁。
在铁⼝四周安装了四块铜冷却壁。
炉腰、炉腹处采⽤了3段双层⽔冷管镶砖冷却壁,材质为球墨铸铁。
这种双层⽔冷管内部有2根蛇形管,冷⾯、热⾯各⼀根。
采⽤双层⽔管是为了加强冷却强度,使冷却更均匀。
炉⾝采⽤棋格式布置的板壁结合的冷却结构。
这种结构有利于保护砖衬,有利于形成渣⽪。
采⽤的是⼩块冷却壁与冷却板结合的结构,冷却板呈“品”字形布置。
共设有13段冷却壁,12层冷却板,冷却板材质为钢板焊制。
其中第20段冷却壁为带凸台的冷却壁,起⽀撑砖衬作⽤。
3 冷却壁损坏的原因五段冷却壁处在炉腹部位,此部位正处在软融带的根部,⼯作条件最为恶劣,长期受渣、铁冲刷,当炉况、炉温波动时,软融带也发⽣变化,导致此处温度变化极⼤。
β碳化硅砖的导热系数⾼,较以前的⾼铝砖⾼许多,冷却壁的材质、制造、安装质量也有⼀定的缺陷。
综合各⽅⾯的因素,认为冷却壁损坏主要有以下⼏个原因:(1)冷却壁的材质、制造与安装质量冷却壁材质结构不合理,抗热变能⼒差,由于长期处于⾼温作⽤下,其机械性能恶化,从⽽出现冷却壁龟裂、裂纹等,最终导致冷却壁损坏。
高炉铜冷却壁破损的原因分析与防治
高炉铜冷却壁破损的原因分析与防治【摘要】高炉铜冷却壁是高炉系统中至关重要的组件,其破损问题严重影响了高炉的正常运行。
本文从破损问题的严重性、常见表现和对高炉生产的影响入手,深入分析了高炉铜冷却壁破损的原因。
针对这一问题,提出了加强检查与维护、优化冷却系统设计、使用高品质的冷却壁材料和定期更换老化严重的冷却壁等破损防治措施。
文章指出解决破损问题的重要性,并提出未来研究方向。
通过本文的分析与建议,可以有效预防和解决高炉铜冷却壁破损问题,为高炉的稳定生产提供保障。
【关键词】高炉、铜冷却壁、破损、原因分析、防治、检查、维护、冷却系统设计、冷却壁材料、老化、更换、解决、研究方向、总结1. 引言1.1 破损问题的严重性高炉铜冷却壁破损问题的严重性在整个高炉生产过程中具有重要的意义。
铜冷却壁是高炉内部冷却系统的重要组成部分,其正常运行直接关系到高炉的高效稳定生产。
破损问题一旦出现,将给高炉生产带来严重的影响。
铜冷却壁的破损会导致冷却效果下降,影响高炉内部温度的控制。
高炉内部温度过高会影响炉料的熔化和还原反应的进行,从而降低高炉的生产效率。
破损的铜冷却壁会导致高炉内部的冷却水泄漏,增加了维修和换装的成本,同时也会增加高炉停机的次数,影响生产的连续性和稳定性。
高炉铜冷却壁破损问题的严重性不仅表现在生产效率和成本上的影响,更属性于对整个高炉生产过程的稳定性和安全性的影响。
及时有效地对破损问题进行分析和防治显得尤为重要。
1.2 破损现象的常见表现高炉铜冷却壁破损的常见表现主要包括以下几点:首先是表面腐蚀和磨损,这是由于高炉操作过程中铜冷却壁受到高温、腐蚀性气体和熔融铁水的长期作用所导致的。
其次是冷却壁出现裂缝和断裂,这可能是由于冷却壁材料内部的应力超过承受能力造成的,也有可能是因为设计不合理或者使用寿命已过导致的。
另外还有冷却壁变形和变色的情况,这可能是由于冷却系统设计不当或者冷却水质量问题所引起的。
破损导致的冷却效果下降也是常见表现之一,这会影响高炉的正常运行和生产效率。
高炉炉体冷却壁综述
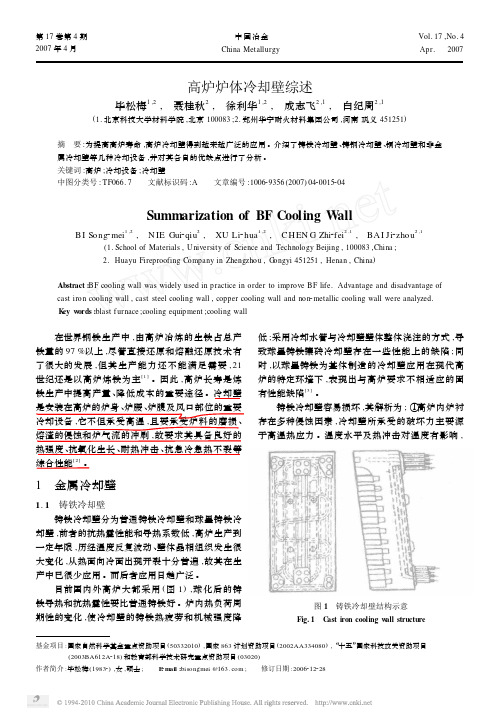
第17卷第4期2007年4月 中国冶金 China Metallurgy Vol.17,No.4 Apr.2007基金项目:国家自然科学基金重点资助项目(50332010),国家863计划资助项目(2002AA334080),“十五”国家科技攻关资助项目(2003BA612A 218)和教育部科学技术研究重点资助项目(03020)作者简介:毕松梅(19832),女,硕士; E 2m ail :bisongmei @ ; 修订日期:2006212228高炉炉体冷却壁综述毕松梅1,2, 聂桂秋2, 徐利华1,2, 成志飞2,1, 白纪周2,1(1.北京科技大学材料学院,北京100083;2.郑州华宇耐火材料集团公司,河南巩义451251)摘 要:为提高高炉寿命,高炉冷却壁得到越来越广泛的应用。
介绍了铸铁冷却壁、铸钢冷却壁、铜冷却壁和非金属冷却壁等几种冷却设备,并对其各自的优缺点进行了分析。
关键词:高炉;冷却设备;冷却壁中图分类号:TF066.7 文献标识码:A 文章编号:100629356(2007)0420015204Summ arization of BF Cooling W allB I Song 2mei 1,2, N IE Gui 2qiu 2, XU Li 2hua 1,2,C H EN G Zhi 2fei 2,1, BA I Ji 2zhou 2,1(1.School of Materials ,University of Science and Technology Beijing ,100083,China ;2.Huayu Fireproofing Company in Zhengzhou ,G ongyi 451251,Henan ,China )Abstract :BF cooling wall was widely used in practice in order to improve BF life.Advantage and disadvantage of cast iron cooling wall ,cast steel cooling wall ,copper cooling wall and non 2metallic cooling wall were analyzed.K ey w ords :blast f urnace ;cooling equipment ;cooling wall 在世界钢铁生产中,由高炉冶炼的生铁占总产铁量的97%以上,尽管直接还原和熔融还原技术有了很大的发展,但其生产能力还不能满足需要,21世纪还是以高炉炼铁为主[1]。
1280立米高炉冷却壁安装方案
1、工程概况陕西龙钢1280m³高炉冷却壁共11带324块,其中单块最重为4.521t,冷却壁总重637.809t。
1~6带冷却壁可以与炉壳及炉身框架同步施工,7~11带冷却壁是与炉底砌筑及外部结构施工同步进行的,因此该设备安装时交叉作业多,必须做好安全措施;冷却壁的安装主要通过DBQ1500型塔式起重机进行吊装。
2、编制依据2.1包钢设计院所发图纸。
2.2《冶金机械设备安装工程——炼铁设备》GB208—85。
2.3《冶金机械设备安装工程质量检验评定标准》YB9243—92。
3冷却壁的安装工艺3.1冷却壁安装准备3.1.1冷却壁的外观检查及通球、试压冷却壁设备到场后先对其进行外观检查,检查内容:外部是否有裂纹,外部几何尺寸是否符合图纸设计要求,冷却壁进出水管是否加出厂封闭帽,冷却水管的保护管根部与冷却壁铸体接触是否严密,冷却壁与炉壳接触部位是否平整,冷却壁进出水管的左右间距、上下间距是否符合设计要求,同时检查进出水管内有无明显的异物。
冷却壁的通球试验选用0.6m³空压机与直径为冷却壁进出水管的直径75%的木球进行,通过压缩空气吹动木球顺利通过则为合格。
冷却壁的水压试验主要采用手动或电动打压泵分组进行,按照设计要求试压,保证试压时冷却壁的耐压时间。
下面为冷却壁分组试压示意图。
3.2冷却壁的样板制作与放样根据冷却壁图纸的尺寸,用油毡纸放出其实样,并在炉壳内表面标出水管孔及螺栓孔测温孔的位置。
样板制作尺寸为冷却壁贴近炉壳内壁侧的尺寸;放样时必须为冷却壁的实长,样板制作完毕后必须将样板贴到冷却壁上复核,确认无误后方可使用。
冷却壁样板制作完毕后,将每带炉壳沿圆周方向四等分,将样板贴在炉壳内壁上划出各类孔的位置和冷却壁的边线;同时在炉壳内壁的1/4范围内将冷却壁均匀分布,保证其质量要求,但在第1块放样时必须确定其起始位置,然后再往下排版。
冷却壁样板制作示意图。
3.3炉壳开孔冷却壁在放样完毕后,用水焊切割开孔,开孔的直径说明详见炉壳结构图。
冷却壁的施工
1.1高炉冷却壁的安装
1.1.1 冷却壁在施工现场安装前,必须进行通球、水压试验。
通球试验采用0.6倍水管内径的木球或尼绒球,由压缩空气为动力球从一头进另一头出,不能有堵塞现象。
冷却壁通球试验合格后,再进行1MPa水压试验,以0.75Kg手锤敲击,检查后无漏水和冒汗现象,保压15分钟压力降不大于3%者为合格。
1.1.2 安装冷却壁前必须在铁口框,风口大法兰,渣口大套,进风弯管拉杆座等设备支座全部安装完后,再进行安装。
1.1.3 安装冷却壁前先用样板在炉壳上确定冷却壁边框,进出水管,螺栓孔,探瘤孔的位置,标示清楚,再进行开孔,冷却壁进出水管炉皮开孔尺寸为水管外径的1.3~1.5倍,螺栓孔的炉皮开孔尺寸为螺栓直径的1.2~1.5倍。
1.1.4 每层冷却壁中有一块合门冷却壁应最后安装。
1.1.5 固定冷却壁的螺栓安装时要拧紧,然后对螺栓头方孔空洞处用耐火材料填实,此后对螺栓再拧紧,待烘炉完后对螺栓检查是否松动,之后:
(1) 螺栓孔的螺母与螺栓焊接,垫板不焊,螺栓孔封罩与炉皮焊接。
(2) 膨胀节一端与炉皮,一端与水管焊接。
1.1.6 冷却壁安装完毕与高炉冷却系统进行整体试压,试压合格后方可进行下一步配管工作。
1.1.7 高炉冷却系统试压完毕后才能对冷却壁与冷却壁之间,冷
却壁与铁口框、风、渣口大套、探瘤孔之间的缝隙,填充所规定的填料。
1.1.8 冷却壁的吊耳仅作为冷却壁就位调整时使用,因此冷却壁搬运过程中,吊耳原则上不允许使用,在炉内安装时,则禁止使用吊耳吊送。
高炉冷却壁安装方案
目录一、冷却壁安装概述 (1)二、施工工艺流程及操作要点 (1)三、施工材料与设备 (10)四、质量控制 (10)五、安全措施 (10)六、环保措施 (11)一、冷却壁安装概述1.1概述新3#高炉是钢铁节能技术减排改造项目,本工程工程量大、技术要求高、牵涉专业多、施工难度大、质量标准高、施工工期紧,其中冷却壁设备安装数量多、吨位大、工序复杂,为尽量缩短施工工期,安全优质按时完成该项施工任务,特制订本《冷却壁安装施工方案》。
本座高炉炉身第1~5段采用灰铸铁〔HT200〕冷却壁。
其中第1段43块;第2段42块;第3段42块;第4段42块;第5段26块。
第6~8段采用铜冷却壁,每段各42块。
第9~15段采用球墨铸铁〔QT400-20〕冷却壁。
其中第9段40块;第10段38块;第11段36块;第12段34块;第13段32块;第14段30块;第15段为“C”型冷却壁,共36块。
二、施工工艺流程及操作要点〔见工艺流程图2.1-1图〕工艺流程图铜冷却壁的主要安装流程:吊装前旋入定位销、套入水管护套密封胶圈→铜冷却壁安装就位→旋入固定螺栓〔第7段的固定螺栓可在吊装前预装〕→套入固定螺栓斜垫片、平垫片、预紧螺母→调整铜冷却壁正确位置→扭紧螺母→固定螺栓与螺母、螺母与垫片、垫片与炉壳焊接→套入定位销焊接板—定位销与焊接板、焊接板与炉壳焊接→旋入测温管、套入焊接板、测温管与焊接板、焊接板与炉壳焊接→堵塞铜冷却壁之间的纵向和周向间隙→炉壳与铜冷却壁之间空隙灌浆→检查并清除外炉壳浆液溢出料→焊接螺栓密封罩→焊接波纹补偿器。
铸铁冷却壁安装应遵循以下要求1、冷却壁运到现场安装前,应将冷却壁分类摆放,进行外观检查,并按设计文件要求对冷却壁逐块进行通球试压检验,符合要求后才能开始制作样板。
2、用经纬仪在炉壳内分出十字线〔0°、90°、180°、270°〕,先保证冷却壁在炉壳内1/4范围匀布,再扩展到一周匀布,同时用样板在炉壳上预安装,并做好编号,要求与冷却壁相对应。
铸态高韧性球铁冷却壁的生产工艺
铸态高韧性球铁壁的生产工艺摘要:为了稳定获得铸态高韧性球铁高炉冷却壁,结合车间实际生产现状,通过冷却壁化学成分的选择,原材料及熔炼的控制,球化剂的选择,孕育剂及孕育方式的选择等关键技术的不断试调整和改进,使高炉冷却壁质量可靠,性能优良,产品合格率达98%以上。
关键词:高炉冷却壁;铸态高韧性球铁;厚大端面球铁件高韧性球铁冷却壁是现代化大型高炉的主要冷却部件,与灰铸铁冷却壁相比他具有抗热振性好、机械强度高、伸长率高、使用寿命长等优点,被称为“长寿冷却壁”。
目前,国内外1000m3级以上高炉大都采用此钟材质的冷却壁。
本文就如何生产高质量的球铁冷却壁结合实际情况总结如下。
1 冷却壁化学成分的选择1.1碳当量碳是石墨化元素,有减少白口的作用,碳过高容易产生石墨漂浮,过低不于于石墨自补缩能力的发挥,铸件易产生缩孔缩松等缺陷;又由于球化剂元素镁使共晶点右移,从保证铸造性能考虑,碳当量选择在共晶成分左右,铁液流动性最好。
硅也是石墨化元素,能减少白口,提高石墨球的圆整度,以孕育方式添加效果更显著。
对于铸态球铁,硅有两重作用:一方面使渗碳体、珠光体、三元磷共晶减少,铁素体增加,改善塑性,降低强度和硬度;另一方面硅固溶强化铁素体,使屈服点和硬度提高,脆性作用明显。
对于大断面冷却壁,硅应严格控制,硅量过高易产生碎块状异型石墨,提高低温脆性,降低球铁强度和伸长率,且随硅量增加,球铁导热系数降低。
综合考虑:选择碳当量4.2-4.5%,C:3.4-3.8%,Si:1.8%-2.4%。
1.2锰锰是反球墨化元素且易在共晶团边界上产生偏析。
对于铸态高韧性球铁,增加锰量会恶化力学性能,尤其是韧性降低。
对于厚大冷却壁,锰的恶化影响更严重。
因此,要求锰量越低越好。
选择锰量小于0.30%。
1.3磷磷易产生偏析引起铸件的脆性,降低韧性。
当磷大于0.05%时,容易偏析于共晶团边界形成二元或三元磷共晶,恶化力学性能。
对于厚大断面球铁冷却壁,选择磷小于0.10%。
高炉五段冷却壁质量分析与应用
件冷 却壁 ,1 4棵冷 却管— — 作者 注 ) 0 9年 4 。2 0 4月 至 2 1 0 1年 3月 问 .是 五段冷 却 管损坏 最 频 繁的 时期 。2 0 0 9年 5月 多达 六棵 。
Ecag f xeec 经验交流 I xhne prneI oE i
机 械 工
业
成该部位 炉皮发 红 、变形 、开裂 后向外 喷火甚至 烧 穿 的 事故 。 2 0 0 9年 8月 1 0日 ,五 段 水 管 出 水 E部 位左 侧 ( 向炉皮 )上 方 出现炉 壳烧 穿 , l 面
持续 发展 。
( 稿 日期 :2 1 - 3 2 ) 收 02 0 - 7
术 中心 作 为企 业 技术 创 新 体 系 的 核心 .紧 紧 围
绕 产 业 技 术 升 级 与产 业结 构 调 整 .不 断开 发 能
够 可持 续 发 展 的关键 性 与前 瞻 性 技术 。从 而 切
3 7
标
准 化
原 有铸铁 冷 却壁全
与
质
部 熔损。 ( )更换铜冷却壁 前特护 工作 2 五段冷 却水 管 出现损 坏后 ,采取 的特护 措施 是:
量
踩
0
1 )利用 休风检 修 在损 坏冷 却管位 置 钻孔 安 装铜冷 却棒 从 20 0 9年 2月份 开 始
,Leabharlann 寸 ( o 持 在 31 ( .) 左 右 ,甚 至 高 达 33/m3 , .t m3 / d .t ( . d)
超 过 设计 最 高 水 平 .冷 却 壁承 受 的热 流强 度 上 升 ,炉腹 B1 段 ( :以下 称五段 )铸铁 冷 却壁 注 内部 水 管 破 损速 度 加 快 2 0 0 6年 4月 3 0日在 炉腹 五段 铸铁 冷 却壁 出现冷 却 管损 坏 .到 2 1 0 1 年 6月 2 8日停 炉 检 修 时 。五 段 已 损 坏 6 2棵 。
高炉生产末期冷却壁的管理与维护
高炉生产末期冷却壁的管理与维护[说明]:采用工业半开式循环冷却形式的高炉,水垢的形成是降低冷却设备能力的主要因素,因此,及时、准确地对冷却设备进行维护是延长高炉使用寿命的有效中图分类号:td63+2.9 文献标识码:td 文章编号:1009-914x(2012)32- 0396-011、前言高炉能够在高温条件下稳定的工作,主要是由于冷却设备能够不断地排除其体内积热,从而达到保护炉衬和炉壳的目的。
高炉从投产到中后期,随着炉衬不断地被侵蚀,最终导致冷却壁直接暴露在炉内,直接受到高温气流和炉料的冲刷、侵蚀,直至损坏,因此,在炉衬被侵蚀严重时,保护冷却壁是延长高炉使用寿命的主要手段。
2、保护冷却壁的方法高炉生产中后期保护冷却壁必须从炉内控制与冷却两个方面相结合。
从炉内讲,控制边缘气流,以减少高温气流对冷却壁的冲刷;从冷却方面看,必须充分发挥冷却设备的能力,保证足够的冷却强度。
只有二者兼备,才能促进渣皮的形成,从而达到保护冷却壁,延长高炉寿命的目的。
3、影响冷却强度的因素3.1水质:包括悬浮物和硬度(1)悬浮物:主要是细小的泥沙。
在其它条件相同的情况下,沉淀的多少取决于悬浮物的含量。
(2)硬度:指水中ca2+、mg2+的含量,它是导致生成水垢的主要因素,因水垢的热导率很低,所以所用冷却水的硬度应尽量控制的越低越好。
3.2水速:保证足够的水速可以防止悬浮物的沉淀,并可预防局部沸腾现象的产生。
3.3水温:工业用水的稳定温度在50℃~60℃。
4、高炉冷却壁破损分析通过近几年外出考察学习,结合我公司具体情况,在损坏的冷却壁中大多数为烧损,并且多数在炉身中、下部。
在高炉边缘气流过分发展的情况下,由于炉皮受热不均而产生应力,致使炉皮变形、开裂,以至无法进行正常的生产。
因此说,保护炉身的冷却壁是延长高炉寿命的关键。
(1)炉身内型是一个锥形,上细下粗,因此,上升的高温气流在此处流速增加,这样也就加剧了气流对炉衬或冷却壁的侵蚀,使砖过早的被侵蚀掉甚至烧坏冷却壁。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
高炉冷却壁发布: 2016-01-05 15:43 来源: 网络专业资料。
高炉冷却壁高炉冷却壁摘要:冷却壁是高炉重要的冷却设备,直接影响高炉炉体的使用寿命。
本文综述了国内外冷却壁的制备技术...高炉冷却壁摘要:冷却壁是高炉重要的冷却设备,直接影响高炉炉体的使用寿命。
本文综述了国内外冷却壁的制备技术、应用及其发展概况,分析了铸铁冷却壁、钢冷却壁和铜冷却壁的特点,并探讨了高炉冷却壁的未来发展趋势。
1. 前言高炉冷却壁是高炉内衬的重要水冷件,安装在高炉的炉身、炉腰、炉腹、炉缸等部位,不但承受高温,还承受炉料的磨损、熔渣的侵蚀和煤气流的冲刷,必须具备良好的热强度、耐热冲击、抗急冷急热性等综合性能。
冷却壁能有效地防止炉壳受热和烧红,高炉内衬砖被烧蚀后主要靠渣皮保护冷却壁本身,并维持高炉的安全生产。
因此,冷却壁的材质及性能好坏决定其工作寿命乃至高炉炉身的寿命。
国内外钢铁企业的生产情况证明,高炉长寿的关键之一是实现冷却壁的长寿[1,2]。
因而提高冷却壁的质量和使用寿命是高炉长寿的1个重要研究课题。
从20世纪70年代开始,西方一些发达国家对高炉冷却壁进行了大量的研究及材质的更新。
目前国外先进高炉的寿命可达15年以上,有的达20年以上,最近大修的部分高炉已将长寿目标定为30年[3]。
我国对冷却壁的制造、应用技术研究始于20世纪80年代中期,20多年来我国高炉冷却壁技术取得了长足的进展,但高炉冷却壁的设计研究和制作工艺与高炉长寿的目标还有一定的差距。
目前我国很多高炉一代炉役无中修寿命低于10年,仅少数高炉可实现10~15年。
高炉寿命的总体水平与国外先进水平相差较大[4]。
本文旨在总结国内外高炉冷却壁的制备技术和应用现状,分析各类冷却壁的特点,探讨未来高炉冷却壁今后的发展趋势。
2. 高炉冷却壁的种类、特点及其制备技术冷却壁是高炉的关键部件,在高温状态下工作,工作条件恶劣。
其破坏形式是在高温交变热应力作用下引起开裂漏水,使高炉被迫停炉大中修。
要延长冷却壁使用寿命,必须选择合理的材质。
下面以高炉冷却壁的材质为主线,概述其种类、特点和制备技术。
高炉冷却壁的种类及特点根据制造材质,高炉冷却壁有铸铁冷却壁、钢冷却壁和铜冷却壁3大类。
铸铁冷却壁20世纪50年代初,我国高炉采用的是原苏联设计的冷却壁,冷却壁本体是一般铸铁,如HT150,HT200,内铸蛇形冷却水管,镶砖为粘土砖。
20世纪70年代,我国的第二代冷却壁本体材质为低铬铸铁…引,冷却水管的进水管在下,水流垂直向上,排水管在上方,冷却壁镶砖为粘土砖。
武钢、鞍钢、首钢的高炉在此期间均有应用。
20世纪80年代,我国的第三代冷却壁本体采用铸态高韧性铁素体球墨铸铁,典型材质为QT400—18和QT400—20,冷却水管与第二代基本相同,镶砖采用嵌砌的方式。
欧洲、日本高炉的冷却壁技术均由原苏联引进。
经过改进,日本研制了FCD—40高韧性铁素体球墨铸铁冷却壁。
1992年,宝钢引进了新日铁的球铁冷却壁制备技术和设备。
经过消化移植,生产的冷却壁质量达到新日铁产品的同等水平,至1994年,宝钢已向宝钢3号高炉、鞍钢10号高炉和日本君津2号高炉提供了高炉冷却壁,其一代寿命可达7~10年。
资料介绍了1种渗铝铸铁冷却壁。
也有资料中提到了VTiCr半球半蠕铁素体型铸铁材质。
但均未见其应用报道。
钢冷却壁钢冷却壁材质为低合金钢,分为钻孔型钢冷却壁和铸造型钢冷却壁。
钢冷却壁已在我国鞍钢、济钢、南钢、首钢等企业的高炉上应用,并取得了一定效果。
铸造型钢冷却壁简称铸钢冷却壁。
作为换代高炉冷却壁,它与球墨铸铁冷却壁相比有着本质上的性能提升。
铸钢冷却壁研制的重点是设法改善铸件基体的导热性能,促进基体与冷却水管之间的熔合,消除基体与冷却水管间的气隙层,从而从根本上提高冷却壁的整体导热效果。
铸钢冷却壁可取代球墨铸铁冷却壁,并有望使高炉一代炉龄由现在的7~10年提高到15年以上。
铸钢熔点高,延伸率高,抗拉强度高,抗热冲击性能好,更适应高炉炉内的工况。
铸钢冷却壁基体含碳量低,没有铸铁冷却壁因石墨氧化而生成的孔洞或裂缝。
铸钢无铸铁的高温不可逆的相变生长现象,特别是低碳钢具有较好的屈服强度,伸长率随着温度的升高而增加,它可使局部的高应力重新分布,使应力集中得以释放u。
,I司时微合金化可进一步增强钢的抗热疲劳性、抗氧化性。
因而大大减缓各种应力的破坏作用。
铜冷却壁铜冷却壁是更新的一种冷却设备,其导热性好,冷却能力强,不易破损,国外已较普遍推广。
与以上冷却设备相比,铜冷却壁冷却强度大,能满足高炉最大热负荷的需要。
其特点如下:(1)铜冷却壁导热性好、冷却强度大。
铜的导热系数几乎为铸铁的10倍。
冷却壁工作时内外温差小,其最大温差不足1000℃,不会产生很大的热应力,且是在900℃以下的低温状态工作,因此不会产生裂纹。
铜冷却壁冷却强度大,生成的炉渣立即在冷却壁表面形成渣皮,起到保护铜冷却壁自身的作用。
为了能让渣皮牢牢地镶嵌在冷却壁上,冷却壁的工作面设计成凹凸槽状口。
(2)铜冷却壁冷却均匀,在炉内易形成光滑的炉型,可减轻煤气流的冲刷和炉料的磨损。
形成渣皮后,炉料、煤气流和熔融的渣铁不能直接接触铜冷却壁,有的铜冷却壁在一代炉龄(9年)后最大的磨损量仅为3mm,完全可以多代炉役使用。
(3)虽然用不同的方法制造的铜冷却壁的冷却效果不尽相同,但各种方法制作的铜冷却壁均可达到高炉长寿的要求。
高炉冷却壁制造技术生产高炉冷却壁必须具有足够的设备条件,确保辅助材料的供应和掌握高炉冷却壁制造的关键技术。
各种冷却壁的制造技术有一些相似之处,更有一些独特的要求和关键点。
铸铁冷却壁,材质无论是灰铁还是球铁,均以埋管铸造法进行制造。
为了解决铸铁冷却壁生产过程中出现的问题,必须从埋设的通冷却水钢管的预处理、铸型条件、铁液质量及铸造工艺等多方面采取相应措施。
在球铁熔炼过程中必须控制好化学成分,残余镁和残余稀土量,并进行强化孕育处理。
生产中应考虑本体中的钢管在浇注时有激冷作用,浇注温度不能太低,浇注速度不能过慢;引入的铁水要防止冲击管壁,避免钢管变形和表面增碳;因冷却壁最厚和最薄尺寸相差很大,要防止厚部过热;球铁弹性模数大,易造成过大的内应力,使铸件产生冷裂,因此从工艺上要采取相应措施。
在冷却壁的铸造到出模期间,钢质冷却水管经历了从高温到低温的过程,与大气相通的内表面会发生氧化及脱碳,与铸铁接触的外表面会因为其含碳量低于铸铁而发生渗碳。
对于冷却水管的氧化及脱碳,关键是截断冷却水管与氧的接触。
可以在冷却壁的铸造过程中,用氮气对冷却水管内表面进行全程保护。
这种方法造价低廉,可控性较好。
对于冷却水管外表面渗碳问题,关键是钢与铸铁之间的碳势差和接触程度引起的。
可以对钢管实施热喷涂、热喷涂铝后表面刷涂料和表面刷防渗碳涂料的处理方法。
文献[17]探讨了一种既能防渗碳又能防变形的,无需采用粘结剂,且涂层全部进行热喷涂的钢管处理新工艺。
密性较差,所以其导热系数较钻孔铜冷却壁低。
这种冷却壁表面易出现折皱,影响表面质量。
铸铜冷却壁是将冷却水管铸入铸铜冷却壁本体中。
这种方法可以降低制造成本,其导热性比前两种方法要差,但能满足生产要求。
目前我国在铜冷却壁制造方面有两种新的工艺正在研究开发阶段。
第一种方法是使用芯棒,在类似连铸机的设备上铸出带孔的铜冷却壁主体,芯棒断面设计成椭圆形,以利于提高铜冷却壁的传热性能,这种工艺若能开发成功,将大大降低铜冷却壁的制造难度,从而大大降低铜冷却壁的制造成本;第二种方法是采用压铸的方法在铸铜件内直接铸铜管或铸铜镍管。
采用压铸工艺主要是想提高铸铜件的密度,缩小铸铜与轧制铜之间的材质差别。
国外对铜冷却壁的研究已经相对成熟,日本已研制出使用普通的铸造方法,按照铸铁冷却壁的基本工艺,制造出冷却水管为钢管的新型铸铜冷却壁12川。
其关键技术就是要保证铸铜本体和钢管的冶金结合,有效的消除二者之间的气隙层。
3. 高炉冷却壁的应用现状目前,传统的灰铸铁材质的高炉冷却壁正在逐步淘汰,现多为球墨铸铁材质。
随着高炉强化熔炼水平的提高,球墨铸铁冷却壁越来越难以满足要求。
铸钢冷却壁作为新一代高炉冷却壁,由于材质与冷却水管材质相近,与球墨铸铁冷却壁相比,具有伸长率高、抗拉强度大、熔点高、抗热冲击性强及整体导热性能好等优点,应用范围逐步扩大。
高导热性的紫铜冷却壁的国产化及应用也得到很快的发展。
国外早在1982年就开始对铸钢冷却壁进行了研究和开发。
国内武钢设计院,钢铁研究总院等单位在“八五”、“九五”期间对钢冷却壁进行了大量的研究开发工作。
现在国内有部分钢铁企业使用钢冷却壁,如济钢、南钢和鞍钢等,效果较好。
但由于钢液温度高,在浇注、凝固过程中,冷却水管很容易发生变形和熔化穿透,这一难题一直没有得到有效解决,使铸钢冷却壁工业规模化生产应用受到一定的影响近年来尽管国内有不少单位在冷却壁的结构、材质、制造方法及提高冷却效果上作了不少有益的探索。
但囿于原有的认识基础和制造条件,还没有形成一整套有效的生产长寿型冷却壁的设计及制造技术。
国外高炉冷却壁的设计及制造技术发展较快,尤其以日本新日铁为代表在引进前苏联冷却壁制造技术的基础上,经过不断完善和开发,已把高炉一代炉役寿命提高到15年以上。
铜冷却壁自开发至今20余年,已经在多达40余座高炉上使用,这说明此项新技术在生产中已经得到了充分的考验,已经被大家所认同。
在高炉上试用成功使人们对铜冷却壁有了新的认识,在高炉上的使用也从开始时的一段逐步扩大到3段、5段,甚至更多,从炉身下部扩大到炉腹、炉腰。
根据有关资料介绍:不莱梅钢铁厂2号高炉(3550m³),在大修时使用了8段铜冷却壁,除了炉腹、炉腰、炉身各两段外,炉缸还用了两段。
其中部分铜冷却壁为上一代使用过的旧铜冷却壁,磨损仅为1mm,经清洗后重新使用。
这些情况说明了铜冷却壁已进入普遍推广阶段,使用范围也在扩大,更令人们振奋的是它可以用到第2代炉役上,是一种长寿的冷却设备。
2005年,武钢机制公司生产的铸铜冷却壁已经用于武钢7号高炉,并计划在4号、2号、5号高炉的新建或大修中使用。
由于铜冷却壁的成本太高,与中小企业现有的承受能力不相适应,推广应用铸钢冷却壁,将会取得了较好的效果。
铜冷却壁不仅具有性能优势,而且在实际应用过程中,可以显著降低炼铁成本,呈现出极强的应用后劲。
随着铜冷却壁的国产化进程的加快,成本的不断降低和技术的不断成熟,可以预见,铜冷却壁在我国的使用,特别是在大型高炉上的使用将会不断加快。
4. 高炉冷却壁的发展趋势铸铁是制造高炉冷却壁的传统材质。
由于初期的制造成本的优势,及制造工艺技术的成熟,高强度高韧性球铁冷却壁目前依然有一定的市场。
但铸铁和通水钢管的线膨胀系数相差较大,二者之间需要保持一定的间隙,这一气隙层将极大影响冷却壁的导热性能,而且实践证明,其使用寿命也较短。