滚镀锌工艺表
滚镀酸性镀锌工艺
30×5
458
352
50×5
763
587
80×10
1620
1246
125×10
2531
1947
15×3
199
153
30×8
548
421
50×6
813
624
100×6
1625
1250
140×8
2555
1965
15×5
229
176
30×10
608
467
50×8
913
702
100×8
1825
1404
滚镀酸性镀锌工艺一、工Fra bibliotek概略二、成本估算
以漳州螺丝件普通镀锌单价700-800元/吨(不含税)
人工成本:15%左右金属成本:10-15%化工原料成本:4-6%盐酸成本:5-10%添加剂成本:3-5%
综合成本350-400元/吨
三、效率计算
以每天18小时生产20吨计算,滚镀电镀时间一般为40-60min。
附:铜铝铁的导电性能
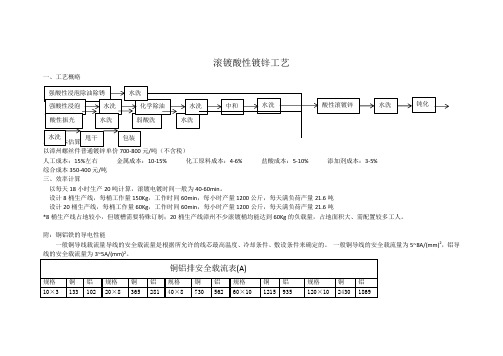
一般铜导线载流量导线的安全载流量是根据所允许的线芯最高温度、冷却条件、敷设条件来确定的。一般铜导线的安全载流量为5~8A/(mm)2,铝导线的安全载流量为3~5A/(mm)2。
铜铝排安全载流表(A)
规格
铜
铝
规格
铜
铝
规格
铜
铝
规格
铜
铝
规格
铜
铝
10×3
133
102
20×8
365
281
40×8
730
562
60×10
1215
935
镀锌、镀铬等8种电镀工艺原理与特点
镀锌、镀铬等8种电镀工艺原理与特点我们都知道如今电镀技术在现代应用非常广泛,电镀可以让产品增加硬度、防止磨耗、提高导电性、润滑性、耐热性、和表面美观等。
下面我们就来分享一下:镀锌、镀镉、镀铬、镀镍到底有什么不同以及8种电镀工艺原理与特点汇总。
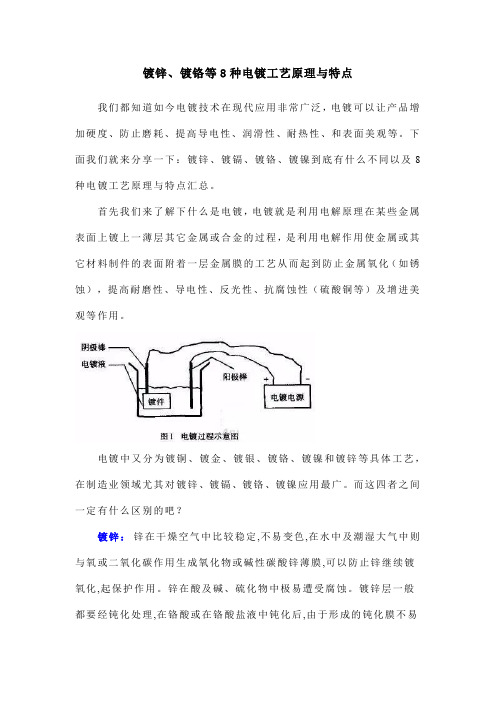
首先我们来了解下什么是电镀,电镀就是利用电解原理在某些金属表面上镀上一薄层其它金属或合金的过程,是利用电解作用使金属或其它材料制件的表面附着一层金属膜的工艺从而起到防止金属氧化(如锈蚀),提高耐磨性、导电性、反光性、抗腐蚀性(硫酸铜等)及增进美观等作用。
电镀中又分为镀铜、镀金、镀银、镀铬、镀镍和镀锌等具体工艺,在制造业领域尤其对镀锌、镀镉、镀铬、镀镍应用最广。
而这四者之间一定有什么区别的吧?镀锌:锌在干燥空气中比较稳定,不易变色,在水中及潮湿大气中则与氧或二氧化碳作用生成氧化物或碱性碳酸锌薄膜,可以防止锌继续镀氧化,起保护作用。
锌在酸及碱、硫化物中极易遭受腐蚀。
镀锌层一般都要经钝化处理,在铬酸或在铬酸盐液中钝化后,由于形成的钝化膜不易与潮湿空气作用,防腐能力大大加强。
对弹簧零件、薄壁零件(壁厚<0.5m)和要求机械强度较高的钢铁零件,必须进行除氢,铜及铜合金零件可不除氢。
镀锌成本低、加工方便、效果良好锌的标准电位较负,所以锌镀层对很多金属均为阳极性镀层。
应用:在大气条件和其他良好环境中使普遍使用镀锌。
但不宜作摩擦零件。
镀镉:与海洋性的大气或海水接触的零件及在70℃以上的热水中,镉镀层比较稳定,耐蚀性强,润滑性好,在稀盐酸中溶解很慢,但在硝酸里却极易溶解,不溶于碱,它的氧化物也不溶于水。
镉镀层比锌镀层质软,镀层的氢脆性小,附着力强,而且在一定电解条件下,所得到的镉镀层比锌镀层美观。
但镉在熔化时所产生的气体有毒,可溶性镉盐也有毒。
在一般条件下,镉对钢铁为阴极性镀层,在海洋性和高温大气中为阳极性镀层。
应用:它主要用来保护零件免受海水或类似的盐溶液以及饱和海水蒸气的大气腐蚀作用,航空、航海及电子工业零件、弹簧、螺纹零件很多都用镀镉。
滚镀锌镍合金ZNICKEL电镀工艺操作规程

滚镀锌镍合金ZNICKEL 990电镀工艺操作规程一.前处理工序可以分线下处理和线上两部分:1.线下:化学脱脂—热水洗(60-90度)—电解脱脂—热水洗(60-90度)—流动水洗—体积分数为50%盐酸洗除锈—流动水洗—流动水洗—稀碱液中和—流动水洗—电镀锌镍合金2.清洗----清洗---ZN T 70钝化--清洗---SLOTOFIN10封闭--烘干二.电镀钝化封闭操作条件三.分析控制:金属锌:9-11克/升,(小螺丝应该比大螺丝金属锌高0.5-1克/升)氢氧化钠:108-132克/升(保持金属锌和氢氧化钠=1:12-14)金属镍:0.8克/升开始生产,长期生产后维持在1.0-1.3克/升,当镀液老化后可以适当提高金属镍含量到1.3-1.5克/升。
温度25度,电流密度为0.8-1.2安培/平方分米。
小螺丝电流密度为0.4-0.6安培/平方分米。
三、遵照操作补充说明,镀层或钝化出现问题解决方法如下:1.分析镀液中锌,氢氧化钠,镍三种主要原料的含量,保持氢氧化钠/金属锌为12-14:1,镍含量保持SL-10彩色钝化获得鲜艳的钝化层即可保持锌镍合金镀层中镍含量在12-15%。
2.良好的电镀外观是非常重要的,镀层表面均匀白亮,无高区烧焦和低区发暗现象,镀层结晶细致,无粗糙。
(1).温度在操作范围情况下,控制氢氧化钠/金属锌为12-14:1,(2)加入994防止低区发暗和减少镀层表面的黄斑和黑点,提高镀层金属镍含量(3)992在滚镀锌镍合金中作用比较是络合锌,合理的含量可以获得均匀白亮的锌镍合金镀层;992和994主要是控制金属锌的。
991主要络合镍,将金属镍控制在10-15%,一般控制在较高状态。
含量高,镀层中金属镍低。
(4)检查是否缺少镍及其补充的数量,镍高三价铬透明钝化容易变棕色。
彩色钝化钝化膜无色或呈蓝黄色。
黑色钝化黑彩虹色钝化膜。
镍低彩色钝化黄色钝化膜可被擦掉。
黑色钝化时产生褐色色调。
滚镀工件外观表现情况一览表1.高的电流效率产生高的生产量。
滚镀锌工艺

滚镀锌工艺规程1 工艺流程上挂→除油除锈→水洗→中和→水洗→喷淋水洗→镀锌→回收→回收→水洗→喷淋水洗→出光→水洗→钝化(兰白、彩色、黑色)→水洗→喷淋水洗→热水洗→下挂2 主要工序工艺规范2.1除油除锈盐酸(比重1.16以上)400~600毫升/升酸性除油剂10~20克/升温度室温2.2镀锌氯化钾200~240克/升氯化锌50~80克/升硼酸25~30毫升/升柔软剂12~20毫升/升光亮剂0.5~1.0毫升/升PH 4.8~5.4温度10~50℃时间视镀层厚度而异阴极电流密度200~400安/桶阴阳极面积比1:1.5~2.02.3出光硝酸(比重1.6以上)10~30毫升/升温度常温时间5~10秒2.4钝化2.4.1兰白钝化三价铬兰白钝化剂80~100毫升/升PH值 1.8~2.0温度室温时间10~20秒2.4.2彩色钝化三价铬彩色钝化剂80~100毫升/升PH值 2.0~2.4温度室温时间30~60秒2.4.3黑色钝化三价铬黑色钝化剂A 100毫升/升三价铬黑色钝化剂B 100毫升/升PH值 1.8~2.2温度室温时间10~30秒2.5热水洗镀层封闭剂30~50毫升/升时间5~10秒温度≥60℃3 镀液配制步骤①在镀槽中注入50%水。
②在不断搅拌下将计算量的氯化钾和氯化锌溶解。
③在另一容器中用10倍于计算量硼酸的热水(80℃以上)溶解硼酸,完全溶解后注入镀槽中和已溶解的氯化钾,氯化锌溶液混合均匀。
④加入1-2毫升/升双氧水(稀释3倍以上)充分搅拌。
⑤加入1-2毫升/升锌粉,充分搅拌2小时以上。
⑥用精密PH试纸测试镀液的PH值,将其调整到工艺规范的范围内。
如PH值偏高,用5%稀盐酸调低,如PH值偏低,用5%氢氧化钠溶液调低。
⑦阴极上挂瓦楞钢板用0.2-0.3安/分米²小电流电解数小时后观察镀锌层有无异常。
⑧镀层若无异常,即可加入所需光亮剂、柔软剂(用水稀释5倍以上),并搅拌均匀即可试镀。
镀锌钢管施工工艺

镀锌钢管施工工艺2、1施工工艺施工准备→材料检查验收→测量下料→套丝上管件→防腐处理→焊接(法兰)连接→试压冲洗→系统调试。
2、2施工淮备2.2.1材料要求1、镀锌钢管(或电线管)壁厚均匀,焊缝均匀,无劈裂、砂眼、棱刺与凹扁现象除镀锌管外其它管材需预先除锈刷防腐漆(埋入现浇混凝土时,可不刷防腐漆,但应除锈)镀锌管或刷过防腐漆得钢管外表层完整,无剥落现象,应具有产品材质单与合格证.2、管箍使用通丝管箍丝与清晰不乱扣,镀锌层完整无剥落,无劈裂,两端光滑无毛刺,并有产品合格证。
3、锁紧螺母(根母)外形完好无损,丝扣清晰,并有产品合格证4、护口有用于薄、厚管之区别,护口要完整无损,并有产品合格证5、圆钢、扁钢、角钢等材质应符合国家有关规范要求,镀锌层完整无损,并有产品合格证6、螺栓、螺丝、胀管螺栓、螺母、垫圈等应采用镀锌件2.2.2主要机具煨管器、液压煨管器、液压开孔器、压力案子、套丝机、套管机、切割机.2、3操作工艺1、预制加工根据设计图,加工好各种钢管、支架、吊架、抱箍等铁件以及各种弯管。
明配管弯曲半径一般不小于管外径6倍如有一个弯时,可不小于管外径得4倍加工方法可采用冷煨法与热煨法,支架、吊架应按设计图要求进行加工支架、吊架得规格设计无规定时,应不小于以下规定:扁铁支架30mm×3mm;角钢支架25mm×25mm×3mm;埋注支架应有燕尾,埋注深度应不小于120mm。
2、切割加工(1)钢管切割常用钢锯、割管器、无齿锯、砂轮切割机进行切管,将需要切断得管子长度量准确,放在钳口内卡牢固,断口处平齐不歪斜,管口刮铣光滑,无毛刺,管内铁屑除净将管子用台虎钳或龙门压架钳紧牢固,再把绞板套在管端,均匀用力不得过猛,随套随浇冷却液,丝扣不乱不过长,消除渣屑,丝扣干净清晰管径20mm及其以下时,应分二板套成;管径在25mm及其以上时,应分三板套成。
管子切断后,管口应磨光,打掉毛刺飞边。
氯化钾镀锌

氯化钾镀锌氯化钾镀锌2011年07月05日网易博客安全提醒:系统检测到您当前密码的安全性较低,为了您的账号安全,建议您适时修改密码立即修改 | 关闭氯化钾镀锌工艺比较成熟,它的优点是无毒,镀液成分简单,成本低,电流效率高,沉积速度快,可以获得结晶细致、光亮的镀锌层。
缺点是镀液对钢铁设备腐蚀性大,彩色钝化膜易变色,抗盐雾性能不如碱性镀锌。
1 氯化钾镀锌配方及工艺条件氯化钾镀锌配方及工艺条件见下表。
表氯化钾镀锌溶液配方及工艺条件镀液组成及工艺条件挂镀滚镀氯化锌(ZnCl2)(g/L) 60~80 40~50 氯化钾(KCl)(g/L) 180~220 180~220 硼酸(H3BO3)(g/L) 25~35 25~35 柔软剂(ml/L) 20~25 15~20 光亮剂(ml/L) 1~2 0.5~1 pH值 4.8~5.6 4.8~5.6 温度(℃) 10~50 10~50 电流密度(A/dm2) 1~5 0.5~0.8 2 氯化钾镀锌溶液的配制2.1 先在镀槽加入总体积二分之一容积的50~60℃热水,然后将计算量的氯化锌及氯化钾分别加入并搅拌溶解。
2.2 在另一容器用沸水溶解计算量的硼酸,然后加入槽中。
2.3 加水至规定体积,在搅拌下加入1~2ml/L双氧水,继续搅拌约30min,加入锌粉1~2g/L,并剧烈搅拌,静止沉淀2h后过滤。
2.4 测定镀液pH值,如不在工艺范围,可用稀盐酸或稀氢氧化钠溶液调节镀液pH值至5.5左右,加入计算量的添加剂,添加剂需要用水稀释5~10倍后加入。
2.5 用0.1~0.3A/dm2的阴极电流密度通电处理1~2h。
2.6 取镀液用赫尔槽做小样试验,根据试验结果调整镀液后即可生产。
氯化钾应选用精制的电镀级,不要用农用氯化钾,因农用氯化钾杂质太多(配槽时溶液带有赭红色的沉渣沉淀就是农用氯化钾)。
3 各成分及工艺条件的影响3.1 氯化锌氯化锌是主盐,也是一种导电盐,能增加镀液的导电性。
电镀锌原理与工艺
电镀锌的原理和工艺(一)概述与其他金属相比,锌是相对便宜而又易镀覆的一种金属,属低值防蚀电镀层.被广泛用于保护钢铁件,特别是防止大气腐蚀,并用于装饰.镀覆技术包括槽镀(或挂镀)、滚镀(适合小零件)、自动镀和连续镀(适合线材、带材).目前,国内按电镀溶液分类,可分为四大类:1.氰化物镀锌:由于(CN)属剧毒,所以环境保护对电镀锌中使用氰化物提出了严格限制,不断促进减少氰化物和取代氰化物电镀锌镀液体系的发展.要求使用低氰(微氰)电镀液.采用此工艺电镀后,产品质量好,特别是彩镀,经钝化后色彩保持好.2.锌酸盐镀锌:此工艺是由氰化物镀锌演化而来的.目前国内形成两大派系,分别为:a)武汉材保所的”DPE”系列b)广电所的”DE”系列.都属于碱性添加剂的锌酸盐镀锌。
PH值为12.5~13.采用此工艺,镀层晶格结构为柱状,耐腐蚀性好,适合彩色镀锌.典型配方:NaOH-------------110~120g/lZnO---------------11~12g/l94------------------5~7g/l94为产品代号是”DPE-Ⅱ”和乙醇胺的结合物.注意:产品出槽后—>水洗—>出光(硝酸+盐酸) —>水洗—>钝化—>水洗—>水洗—>烫干—>烘干—>老化处理(烘箱内80~90ºC).3.氯化物镀锌此工艺在电镀行业应用比较广泛,所占比例高达40%.钝化后(兰白)可以锌代铬(与镀铬相媲美),特别是在外加水溶性清漆后,外行人是很难辩认出是镀锌还是镀铬的.此工艺适合于白色钝化(兰白,银白).在客户无特殊要求时,最好是选择银白钝化(色泽保持较稳定).典型配方:KCl----------------------180~220g/lZnCl---------------------65~75g/lH3BO3-------------------25~30g/l(缓冲剂). PH值:5~5.5CI-87--------------------15~20g/l(光亮剂).4.硫酸盐镀锌此工艺适合于连续镀(线材、带材、简单、粗大型零、部件)。
电镀工艺流程(挂镀流程、滚镀流程)
除掉工件表面油脂.有有机溶剂除油,化学除油,电化学除油,擦拭除油,滚筒除油等 手段.
在工件表面得到所需镀层,是电镀加工的核心工序,此工序工艺的优劣直接影响到镀 层的各种性能.此工序中对镀层有重要影响的因素主要有以下几个方面: 添加剂包括光泽剂,稳定剂,柔软剂,润湿剂,低区走位剂等.光泽剂又分为主光泽剂,载 体光亮剂和辅助光泽剂等.使用不同厂商制作的添加剂,所得镀层在质量上有很大差 别.总体而言欧美和日本等发达国家的添加剂最好,台湾次之,大陆产的相对而言比前 两类都逊色.
不良现象 补救措施 备注,脏浯,溶剂搽试,如酒精,丙酮等易挥发而不残留的溶 剂 因脏浯而变质 重工 桔皮,发花,发雾,条纹,漏镀,起泡,起皮,结合力不 良等 重工较大面积的划伤或搽伤 返电或重工部分镀种如镀铜,镀铬理可打磨后返电 补镀,但是大部分镀种需彻底重工,即先剥掉镀层,然后再从第一道工序开始进行处 理
序號 1 2 3 4 5 6 7 8 9 10 11 12
13
14 15 16 17
18
19
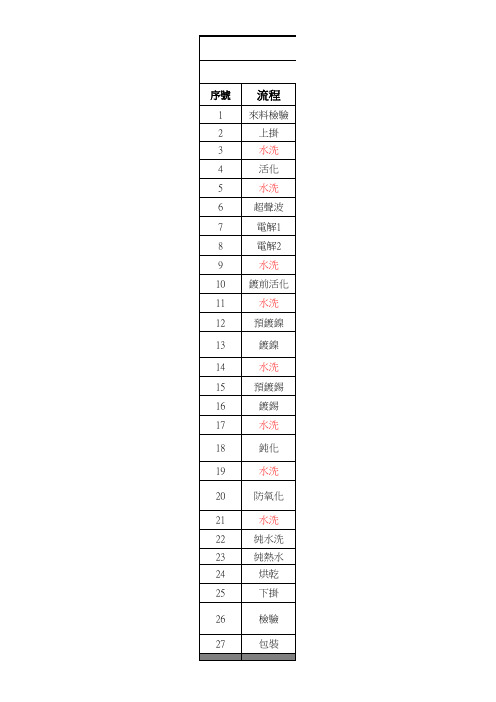
流程
來料檢驗 上掛 水洗 活化 水洗 超聲波 電解1 電解2 水洗
鍍前活化 水洗 預鍍鎳
鍍鎳
水洗 預鍍錫 鍍錫 水洗
鈍化
水洗
20防氧化21 Nhomakorabea水洗22
純水洗
23
純熱水
24
烘乾
25
下掛
26
檢驗
27
包裝
電鍍流程
掛鍍流程
电镀分为挂镀、滚镀、连续镀和刷镀等方式,主要与待镀件的尺寸和批量有关。挂镀 适用于一般尺寸的制品,如汽车的保险杠,自行车的车把等。滚镀适用于小件,如紧 固件、垫圈、销子等。
常用钢材表面处理工艺流程

常用钢材表面处理工艺流程SANY GROUP system office room 【SANYUA16H-常用钢材表面处理工艺流程(1)钢铁件电镀锌工艺流程┌酸性镀锌除油→除锈→│→纯化→干燥└碱性镀锌(2)钢铁件常温发黑工艺流程┌浸脱水防锈油││烘干除油→除锈→常温发黑→│浸肥皂液——→浸锭子油或机油││└浸封闭剂(3)钢铁件磷化工艺流程除油→除锈→表调→磷化→涂装(4)ABS/PC塑料电镀工艺流程除油→亲水→预粗化(PC≥50%)→粗化→中和→整面→活化→解胶→化学沉镍→镀焦铜→镀酸铜→镀半亮镍→镀高硫镍→镀亮镍→镀封→镀铬(5)PCB电镀工艺流程除油→粗化→预浸→活化→解胶→化学沉铜→镀铜→酸性除油→微蚀→镀低应力镍→镀亮镍→镀金→干燥(6)钢铁件多层电镀工艺流程除油→除锈→镀氰化铜→镀酸铜→镀半亮镍→镀高硫镍→镀亮镍→镍封→镀铬(7)钢铁件前处理(打磨件、非打磨件)工艺流程1、打磨件→除蜡→热浸除油→电解除油→酸蚀→非它电镀2、非打磨件→热浸除油→电解除油→酸蚀→其它电镀(8)锌合金件镀前处理工艺流程除蜡→热浸除油→电解除油→酸蚀→镀碱铜→镀酸铜或焦磷酸铜→其它电镀(9)铝及其合金镀前处理工艺流程除蜡→热浸除油→电解除油→酸蚀除垢→化学沉锌→浸酸→二次沉新→镀碱铜或镍→其它电镀除蜡→热浸除油→电解除油→酸蚀除垢→铝铬化→干燥→喷沫或喷粉→烘干或粗化→成品除蜡→热浸除油→电解除油→酸蚀除垢→阳极氧化→染色→封闭→干燥→成品(10)铁件镀铬工艺流程:除蜡→热浸除油→阴极→阳极→电解除油→弱酸浸蚀→预镀碱铜→酸性光亮铜(选择)→光亮镍→镀铬或其它除蜡→热浸除油→阴极→阳极→电解除油→弱酸浸蚀→半光亮镍→高硫镍→光亮镍→镍封(选择)→镀铬(11)锌合金镀铬工艺流程除蜡→热浸除油→阴极电解除油→浸酸→碱性光亮铜→焦磷酸铜(选择性)→酸性光亮铜(选择性)→光亮镍→镀铬(12)电叻架及染色工艺流程前处理或电镀→纯水洗(2-3次)→预浸→电叻架→回收→纯水洗(2-3次)→烘干→成品电镀锌的技术很多,提供一些专利技术的给你看看。
三价铬电镀工艺流程表

担当
关连标准
管理规格值
测定冶具
进料
仓库
锌板、氢氧化钠、
223无氰光亮剂
盐酸
硝酸
KB-051钝化剂
YB—5脱脂剂
材料不符
调换材料
按要求材质进料
每批次
送货单
仓管员
电镀材料
检验规程
◇
检验
仓库
同上
产地/型号不规程“三定”原则
每批次
送货单
检验员
电镀材料检验规程
材料出库
仓库
除去产品上的锈斑,黑膜
31%盐酸
150-350 ml/L
10分钟
有锈斑、过腐蚀
控制药液浓度
150-350 ml/L浓度5-11%
婆美计
2次/天
日常管理表
手4
水洗
电镀车间手动
工业水
流动水
清洗不干净
1天换水
目测
1
产品投入
自动滚镀
将产品倒入
滚桶内
35-45Kg /桶
数量太多或太少
按标准书
35-45Kg /桶
分析仪
测厚仪
温度计
2次/天
日常管理表
添加记录表
管理员
检验员
作业标准书
氢氧化钠
80—120
电流
0.8-1.0A/dm²
时间
60min
整流器
2000A
1200-1800A
223A无氰柔软剂
200-300ml/
1000A.H
223B无氰光亮剂
150-300ml/
1000A.H
5
水洗
自动滚镀
清洗产品表面
工业水
氯化钾镀锌
氯化钾镀锌氯化钾镀锌2011年07月05日网易博客安全提醒:系统检测到您当前密码的安全性较低,为了您的账号安全,建议您适时修改密码立即修改 | 关闭氯化钾镀锌工艺比较成熟,它的优点是无毒,镀液成分简单,成本低,电流效率高,沉积速度快,可以获得结晶细致、光亮的镀锌层。
缺点是镀液对钢铁设备腐蚀性大,彩色钝化膜易变色,抗盐雾性能不如碱性镀锌。
1 氯化钾镀锌配方及工艺条件氯化钾镀锌配方及工艺条件见下表。
表氯化钾镀锌溶液配方及工艺条件镀液组成及工艺条件挂镀滚镀氯化锌(ZnCl2)(g/L) 60~80 40~50 氯化钾(KCl)(g/L) 180~220 180~220 硼酸(H3BO3)(g/L) 25~35 25~35 柔软剂(ml/L) 20~25 15~20 光亮剂(ml/L) 1~2 0.5~1 pH值 4.8~5.6 4.8~5.6 温度(℃) 10~50 10~50 电流密度(A/dm2) 1~5 0.5~0.8 2 氯化钾镀锌溶液的配制2.1 先在镀槽加入总体积二分之一容积的50~60℃热水,然后将计算量的氯化锌及氯化钾分别加入并搅拌溶解。
2.2 在另一容器用沸水溶解计算量的硼酸,然后加入槽中。
2.3 加水至规定体积,在搅拌下加入1~2ml/L双氧水,继续搅拌约30min,加入锌粉1~2g/L,并剧烈搅拌,静止沉淀2h后过滤。
2.4 测定镀液pH值,如不在工艺范围,可用稀盐酸或稀氢氧化钠溶液调节镀液pH值至5.5左右,加入计算量的添加剂,添加剂需要用水稀释5~10倍后加入。
2.5 用0.1~0.3A/dm2的阴极电流密度通电处理1~2h。
2.6 取镀液用赫尔槽做小样试验,根据试验结果调整镀液后即可生产。
氯化钾应选用精制的电镀级,不要用农用氯化钾,因农用氯化钾杂质太多(配槽时溶液带有赭红色的沉渣沉淀就是农用氯化钾)。
3 各成分及工艺条件的影响3.1 氯化锌氯化锌是主盐,也是一种导电盐,能增加镀液的导电性。
合金电镀工艺要求
合金电镀工艺3.1 高耐蚀锌合金电镀工艺锌合金是指以锌为主要成分并含有少量其它金属的合金。
目前已用于生产的二元锌合金有:Zn-Ni,Zn-Co,Zn-Fe,Sn-Zn。
Zn-Ti,Zn-Cr,Zn-P,Zn-Mn等还在开发研制试应用中,锌合金具有良好的防护性能,故常称之为高耐蚀合金镀层,其中研究的比较多,且应用比较广泛的主要是锌和铁族金属形成的合金,即锌-镍、锌-钴和锌-铁。
铁族金属的原子结构和性质相近,它们与锌形成合金的共沉积特性也很相似。
从电极电位来看,铁族金属的电位比锌正的多,但在共沉积时,锌比铁族金属容易沉积而优先沉积,这种沉积称为异常共沉积。
其原因是当锌与铁族金属在阴极表面共沉积时,随着阴极表面H2的析出,使表面pH升高,在阴极表面生成了氢氧化锌胶体薄膜,致使铁族金属离子在阴极表面受到抑制而难以沉积,于是锌在阴极表面优先析出。
3.1.1 电镀锌-铁合金工艺及钝化处理已获得工业应用的锌-铁合金有两种:一种是含铁量高的(10%~25%或更高)合金,该镀层不易钝化,易磷化处理,对油漆有良好的结合力,多用于钢板和钢带的表面处理,作为电泳漆的底层;另一种是含微量铁的锌-铁合金,镀层易钝化,耐蚀性能优良,特别经过黑色钝化,其耐蚀性有很大提高。
锌-铁合金工艺也可分为酸性和碱性两种类型,合金镀层含铁量一般在0.2%~0.7%之间,镀液中三价铁离子不能含量过高,否则会降低阴极电流效率,结晶粗大。
以下仅介绍低铁含量电镀工艺。
氯 化 钾 型工 艺 条 件12124~5 15~38 1~53.5~4.5 5~40Zn : Fe=10 : 1 氯化锌(g/L ) 硫酸亚铁(g/L ) 氯化钾(g/L ) 聚乙二醇(g/L) 稳定剂(g/L ) 光亮剂(mL/L ) 添加剂(mL/L ) 硫脲(g/L )抗坏血酸(g/L )80~100 8~12 200~220 1~1.5 7~8 14~1880~100 8~12 210~230 1.58~10 0.5~1.01.1~1.5pH 值 T(℃) D k (A/dm 2)阳极W Fe (%)0.3~0.5 0.4~0.6碱性电镀锌-铁合金工艺碱性锌酸盐型工艺条件1*2 3123氧化锌(g/L ) 硫酸亚铁(g/L ) 氯化亚铁(g/L ) 氯化铁(g/L )氢氧化钠(g/L ) 开缸剂(mL/L ) 补给剂(mL/L ) 光亮剂(mL/L )12~14120~140 20 10 2~410~150.2~0.5 120~1804~6 3~5 131~2120 8~126~10T (℃) D k (A/dm 2)S k : S A 阳极Zn : Fe W Fe (%)15~30 1~2.5 1 : 10.2~0.710~40 1~4 1 : 2 1 : 5 0.12~0.515~30 1~30.4~0.8锌-铁合金钝化工艺黑钝彩钝1*212铬酐(g/L ) 冰醋酸(mL/L ) 硫酸铜(g/L ) 黑钝A (g/L ) 黑钝B (g/L ) 黑钝C (g/L ) 硝酸银(g/L ) 硫酸(mL/L ) 硝酸(mL/L ) 醋酸钠(g/L ) pH 值 T (℃) T (min )200mL/L 100mL/L 100mL/L1.5左右 20~30 10~15515~20 45~5040~450.4~0.515~20 2~3 室温0.5~1.0150~25010~25 15~201~2 室温10~1镀锌(s )5~103~5 3~5室温30~40(s )*广州市二轻研究所工艺锌-铁合金在铬酸中黑色钝化时,镀层中微量铁的存在和微量银盐具有相同的作用,酸性电镀锌-铁合金工艺能使钝化膜呈黑色。
滚镀锌工艺流程及原理
滚镀锌工艺流程及原理英文回答:Galvanizing is a process of applying a protective zinc coating to steel or iron to prevent corrosion. It is commonly used in various industries, such as construction, automotive, and manufacturing. The galvanizing process involves several steps and follows a specific set of principles.The first step in the galvanizing process is surface preparation. The steel or iron is cleaned to remove any dirt, oil, or rust that may be present on the surface. This is usually done through a process called degreasing, where the metal is immersed in a hot alkaline solution. After degreasing, the metal is rinsed and then pickled in an acidic solution to remove any scale or oxides.Once the surface is clean and free of impurities, the metal is ready for the galvanizing bath. The galvanizingbath consists of molten zinc, which is heated to a temperature of around 450°C (840°F). The metal is immersed in the bath and held there for a specific periodof time, typically between 3 to 5 minutes. During this time, the zinc reacts with the iron or steel to form a series of intermetallic layers, creating a bond between the zinc and the metal substrate.After the metal has been galvanized, it is removed from the bath and allowed to cool. The zinc coating on the surface of the metal solidifies and forms a protective barrier against corrosion. The thickness of the zinccoating can vary depending on the application and the desired level of protection. In general, the thicker the coating, the longer the lifespan of the galvanized metal.Galvanizing can be done using different methods, suchas hot-dip galvanizing and electro-galvanizing. Hot-dip galvanizing is the most common method and involves immersing the metal in a bath of molten zinc. Electro-galvanizing, on the other hand, uses an electric current to deposit a thin layer of zinc onto the surface of the metal.In conclusion, the galvanizing process involves surface preparation, immersion in a molten zinc bath, and the formation of a protective zinc coating on the metal surface. This process helps to prevent corrosion and extend the lifespan of the steel or iron. Galvanizing is a widely used and effective method of protecting metal from the elements.中文回答:镀锌是一种在钢铁表面涂覆一层防腐的锌涂层,以防止腐蚀。
电镀基本工艺流程

电镀基本工艺流程一、基本工序(磨光→抛光)→上挂→脱脂除油→水洗→(电解抛光或化学抛光)→酸洗活化→(预镀)→电镀→水洗→(后处理)→水洗→干燥→下挂→检验包装二、各工序的作用1、前处理﹕施镀前的所有工序称为前处理﹐其目的是修整工件表面﹐除掉工件表面的油脂﹐锈皮﹐氧化膜等﹐为后续镀层的沉积提供所需的电镀表面。
前处理主要影响到外观,结合力﹐据统计﹐60%的电镀不良品是由前处理不良造成﹐所以前处理在电镀工艺中占有相当重要的地位。
在电镀技朮发达的国家﹐非常重视前处理工序﹐前处理工序占整个电镀工艺的一半或以上﹐因而能得到表面状况很好的镀层和极大地降低不良率。
喷砂﹕除去零件表面的锈蚀﹐焊渣﹐积碳﹐旧油漆层﹐和其它干燥的油污﹔除去铸件﹐锻件或热处理后零件表面的型砂和氧化皮﹔除去零件表面的毛刺和和方向性磨痕﹔降低零件表明的粗糙度﹐以提高油漆和其它涂层的附着力﹔使零件呈漫反射的消光状态磨光﹕除掉零件表明的毛刺﹐锈蚀﹐划痕﹐焊缝﹐焊瘤﹐砂眼﹐氧化皮等各种宏观缺陷﹐以提高零件的平整度和电镀质量。
抛光﹕抛光的目的是进一步降低零件表面的粗糙度﹐获得光亮的外观。
有机械抛光﹐化学抛光﹐电化学抛光等方式。
脱脂除油﹕除掉工件表面油脂。
有有机溶剂除油﹐化学除油﹐电化学除油﹐擦拭除油﹐滚筒除油等手段。
酸洗﹕除掉工件表面锈和氧化膜。
有化学酸洗和电化学酸洗。
2、电镀在工件表面得到所需镀层﹐是电镀加工的核心工序﹐此工序工艺的优劣直接影响到镀层的各种性能。
此工序中对镀层有重要影响的因素主要有以下几个方面﹕①主盐体系每一镀种都会发展出多种主盐体系及与之相配套的添加剂体系。
如镀锌有氰化镀锌﹐锌酸盐镀锌﹐氯化物镀锌(或称为钾盐镀锌)﹐氨盐镀锌﹐硫酸盐镀锌等体系。
每一体系都有自己的优缺点﹐如氰化镀锌液分散能力和深度能力好﹐镀层结晶细致﹐与基体结合力好﹐耐蚀性好﹐工艺范围宽﹐镀液稳定易操作对杂质不太敏感等优点。
但是剧毒﹐严重污染环境。
氯化物镀锌液是不含络合剂的单盐镀液﹐废水极易处理﹔镀层的光亮性和整平性优于其它体系﹔电流效率高﹐沉积速度快﹔氢过电位低的钢材如高碳钢﹐铸件﹐锻件等容易施镀。
碱性滚镀镀锌工艺流程
碱性滚镀镀锌工艺流程下载温馨提示:该文档是我店铺精心编制而成,希望大家下载以后,能够帮助大家解决实际的问题。
文档下载后可定制随意修改,请根据实际需要进行相应的调整和使用,谢谢!并且,本店铺为大家提供各种各样类型的实用资料,如教育随笔、日记赏析、句子摘抄、古诗大全、经典美文、话题作文、工作总结、词语解析、文案摘录、其他资料等等,如想了解不同资料格式和写法,敬请关注!Download tips: This document is carefully compiled by theeditor.I hope that after you download them,they can help yousolve practical problems. The document can be customized andmodified after downloading,please adjust and use it according toactual needs, thank you!In addition, our shop provides you with various types ofpractical materials,such as educational essays, diaryappreciation,sentence excerpts,ancient poems,classic articles,topic composition,work summary,word parsing,copy excerpts,other materials and so on,want to know different data formats andwriting methods,please pay attention!深入解析:碱性滚镀镀锌工艺流程在金属加工行业中,滚镀镀锌是一种常见的表面处理技术,主要用于防止金属腐蚀,增强其耐磨损性和外观。
滚镀锌工艺流程及原理
滚镀锌工艺流程及原理英文回答:Galvanization is a process of coating steel or iron with a layer of zinc to protect it from corrosion. It involves several steps that ensure the effective adhesion of zinc to the metal surface.The first step in the galvanization process is surface preparation. The steel or iron is cleaned to remove any dirt, rust, or oil that may be present on the surface. This is usually done by using a degreasing agent and an acid-based solution to etch the metal surface. The goal is to create a clean and rough surface that allows the zinc to adhere properly.After surface preparation, the metal is dipped into a bath of molten zinc. The zinc bath is usually heated to a temperature of around 450°C (842°F). The metal is immersed in the bath for a specific period of time,allowing the zinc to bond with the surface. The duration of immersion depends on the thickness of the coating desired.Once the metal is removed from the zinc bath, it undergoes a process called quenching. Quenching involves cooling the metal rapidly to solidify the zinc coating.This is typically done by using a water bath or air cooling.The final step in the galvanization process isinspection and testing. The coated metal is visually inspected for any defects or irregularities in the zinc coating. Various tests, such as thickness measurement and adhesion testing, are also conducted to ensure the qualityof the galvanized coating.Galvanization provides excellent corrosion protectionto steel and iron. The zinc coating acts as a sacrificial anode, meaning that it corrodes preferentially to the base metal. This sacrificial behavior ensures that theunderlying metal remains protected even if the zinc coating is damaged.In addition to corrosion protection, galvanized steel also offers other benefits. It has a long lifespan, requires minimal maintenance, and can withstand harsh environmental conditions. These properties make galvanized steel a popular choice in various industries, including construction, automotive, and manufacturing.中文回答:热镀锌是一种将钢铁表面涂覆一层锌以防止腐蚀的工艺。
电镀工艺一览表分析
电镀工艺一览表什么是电镀: 就是利用电解原理在某些金属表面上镀上一薄层其它金属或合金的过程。
电镀时,镀层金属做阳极,被氧化成阳离子进入电镀液; 待镀的金属制品做阴极,镀层金属的阳离子在金属表面被还原形成镀层。
为排除其它阳离子的干扰,且使镀层均匀、牢固,需用含镀层金属阳离子的溶液做电镀液,以保持镀层金属阳离子的浓度不变。
电镀的目的是在基材上镀上金属镀层(deposit), 改变基材表面性质或尺寸. 电镀能增强金属的抗腐蚀性(镀层金属多采用耐腐蚀的金属)、增加硬度、防止磨耗、提高导电性、润滑性、耐热性、和表面美观。
电镀工艺一览表1、不烘烤防爆热镀锌2、彩色镀铬3、长金属管内孔表面化学镀镍磷工艺4、超声快速热浸镀5、瓷砖表面镀覆贵金属的方法6、大面积一次性精确刷镀技术7、单槽法镀多层镍工艺8、低浓度常温镀(微孔)铬添加剂及其应用工艺9、低碳钢丝快速酸性光亮镀铜工艺10、低温镀铁加离子轰击扩渗强化技术11、电镀锡铋合金镀液及其制备方法12、电解活化助镀剂法热镀铝锌合金工艺13、电炉锌粉机械镀锌工艺14、电刷镀法刷镀铅—锡—铜减磨耐磨层的镀液15、电刷镀阳极16、镀铬废槽液浓缩熔融除杂回收法17、镀铬废水废渣提铬除毒法18、镀铬废水中铬的回收方法19、镀铝薄膜的常温快速阳极氧化技术20、镀镍溶液及镀镍方法21、镀镍溶液杂质专用处理剂22、镀铜合金及其生产方法23、镀铜添加剂及其制备方法和在焊丝镀铜中的应用24、镀锌钢件表面附着有色镀层的方法25、镀锌光亮剂主剂及用其组成的光亮剂26、镀锌基合金的钢板的铬酸盐处理方法27、镀锌件表面化学着黑剂28、镀锌喷塑双层卷焊管的生产工艺、设备及产品29、镀锌三价铬白色钝化液30、镀锌添加剂的合成与应用工艺31、镀银浴及使用该镀银浴的镀银方法32、钝化法热浸镀铝及铝合金工艺33、多层镍铁合金复合涂镀工艺34、多稀土系列镀铬添加剂及制造工艺35、防治镀铬电解液雾化的方法36、非金属流液镀铜法37、粉镀(渗)锌方法及装置38、复合机械镀铝锌工艺39、复合渗镀方法40、干湿法热镀铝锌合金工艺41、钢材和铸铁件的热浸镀铝新工艺42、钢材热浸镀铝工艺43、钢材热浸镀锌铝系合金用水溶性助镀剂44、钢材热浸镀用稀土铝合金45、钢管外表面连续热镀铝方法46、钢丝的高耐蚀性的双浸热镀工艺47、钢铁件光亮酸性镀铜前的预镀工艺48、钢铁件光亮酸性镀铜前的预镀工艺249、钢铁热浸镀铝锌合金工艺50、钢铁制品表面粉镀锌剂51、钢制品镀膜前净洗工艺52、高堆积镍刷镀溶液53、高堆积镍刷镀溶液及其刷镀工艺54、高能级磁控溅射离子镀技术55、高效刷镀耐磨铬溶液56、高致密度和高耐蚀性的化学镍磷镀膜工艺57、工件刷镀表面活化方法58、工作时无排水电镀工艺59、工作物热浸镀锡的加工方法60、钴-镍-磷非晶合金镀液和镀层61、光敏剂诱导的化学镀镍方法及其所用镀液62、焊丝镀铜高防锈处理工艺63、合金镀液及其制法64、化学镀镍铬磷非晶态合金的溶液及其镀覆方法65、化学镀镍-磷合金镀液及化学镀工艺66、化学镀铜及其镀浴67、化学喷镀镍专用浓缩液的配制及其使用方法68、化学性质不稳定金属工件表面化学镀镍工艺69、环保型高深镀能力镀锌液70、灰口铸铁件铸造-热镀锌同步工艺71、回收镀金属废水,制造水处理剂的方法72、活塞环表面复合镀工艺73、机械镀锌快速活化工艺74、冀形管热镀锌工艺和装置75、碱性镀液电镀锌-镍合金工艺76、碱性锌镍镀浴77、碱性元素电解镀铜液78、胶体膏状复合刷镀液79、金刚石镀钛工艺80、金属表面镀覆光亮和高耐蚀性合金层的镀液和方法81、金属表面高温超声浸镀方法82、金属材料表面化学镀镍方法83、金属材料表面化学镀镍再套镀硬铬的方法84、金属长管内表面化学镀的方法85、金属镀液及其制造方法86、金属工件表面镀渗金刚石工艺87、金属结构的假牙电刷镀工艺88、金属熔融镀槽中辊轴的表面处理方法89、聚氯乙烯塑料硬片镀铝方法90、绝缘瓷套低温自催化镀镍镀铜工艺91、快速镀镍光亮剂、制造及其应用92、快速滚镀镍铁合金的电镀液及方法93、宽温低铬酐镀铬添加剂94、矿山液压支柱镀锌镍合金纯化工艺95、离子镀膜前工件处理工艺及除油、去污清洗剂96、连续热镀锌机组沉没辊及稳定辊退锌溶液97、量具的一种快速精确镀铬修复法98、铝的粉末法可控渗镀99、铝及铝合金的镀前处理方法100、铝型材镀钛金工艺101、氯化钾镀锌液添加剂的制造方法102、内画镀银工艺品及制作方法103、纳米烘镀锌及制作方法104、钠盐镀锌极低铬二次钝化配方及工艺105、难焊金属的预刷镀钎焊法106、尼丝纺镀铝方法107、镍基合金粉的表面化学镀镍方法108、屏蔽法局部镀银109、普通玻璃真空镀铜合金制茶镜工艺110、气缸套筒内腔镀铬工艺111、青铜镀液及其制备工艺112、清除镀锌体表面锈斑的方法113、氰化镀银溶液无氰转化方法114、热镀锌碳化硅槽及附属设备115、热镀锌锌渣的再生新工艺116、热镀锌中间合金复合添加剂117、热镀锌助镀剂118、热浸镀铝用水溶性助镀剂119、热浸镀铝用药品后处理剂120、热侵镀锌合金及其制造方法121、上加热镀锌法122、深孔定尺寸镀铬装置及工艺方法123、刷镀铁基组合镀层的镀液124、塑料表面镀铜提高与树脂和金属粘接强度的方法125、缩二脲无氰碱性镀铜方法126、碳纤维均匀镀铜工艺127、提高电刷镀构件疲劳寿命的方法128、铁基置换法镀铜施镀助剂129、铁锰合金镀液及施镀工件的方法130、铁氧体音频磁头光亮镀镍工艺131、铜或铜合金非电镀镀锡的方法132、铜或铜合金室温镀锡工艺133、铜线镀锡工艺134、无电解镀液的再生方法135、无电流沉积金的含水镀液配套液及其应用136、无刻蚀低温铁、镍、锰、钛合金镀电解液137、无刻蚀低温铁锰合金镀电解液138、无刻蚀镀铁镀液的配制及维护方法139、无刻蚀镀铁工艺镀液长期稳定的条件140、无氰镀金液和笔内电源镀金笔的生产方法141、无氰镀铜锡合金电解液142、无氰镀铜液及无氰镀铜方法143、无氰连续镀铜生产技术144、稀铬酸溶液在电解退镀中的应用145、稀土低温镀镍催化剂146、锡-铋合金镀浴及使用该镀浴的电镀方法147、锡镍合金退镀液148、锡退镀液的制备及应用149、锌锡合金镀液及其制备工艺150、新型反光装饰材料镀膜技术151、新型热浸镀用复合稀土盐助镀溶剂152、新型稀土锌铝合金镀层材料及其热浸镀工艺153、一种超大型水泥表面镀铜的方法154、一种超微氰镀锌光亮剂及其制作方法155、一种低温铁合金电镀方法及其镀液156、一种镀铬件保护剂的制造方法157、一种镀铬老化液再生的方法158、一种镀铬添加剂及其应用工艺159、一种镀纳米氧化锌膜层的玻璃160、一种镀三价铬镀液161、一种镀通孔的无甲醛电解厚铜制造方法162、一种镀氧化锌膜层的玻璃163、一种镀液添加剂及其在锡-铅合金镀中的应用164、一种多功能碱性镀锌光亮剂及其制备方法165、一种粉末镀银镀料及其配制工艺166、一种钢铁表面离子镀固体润滑膜的方法167、一种高镍基合金钢镀厚银工艺168、一种光亮镀锡-锌合金电镀溶液169、一种环保型金属合金镀液170、一种环保型微晶合金镀液171、一种机械镀锌工艺172、一种加厚镀铬工艺173、一种碱性镀锌光亮剂的制备方法174、一种金属线材光亮镀锌工艺175、一种可锻铸铁管件的镀锌方法及其专用设备176、一种内覆不锈钢的镀锌水管的制造方法177、一种纳米复合镀浆料及其制备和电镀方法178、一种镍磷合金非晶镀方法179、一种强化镀铬的工艺方法180、一种氰化镀银光亮剂181、一种氰化镀银光亮剂2182、一种氰化镀银光亮剂3183、一种酸性镀锡的方法184、一种酸性化学镀镍溶液及其施镀的方法185、一种提高酸性镀锌件钝化膜结合力的新工艺186、一种无刻蚀镀铁合金工艺187、一种锌锡合金特镀液及其制作方法188、一种用于镀铬工艺中铅锡阳极的清洗剂189、一种用于硫酸盐镀锌的光亮剂190、一种在玻璃钢制品上烤漆或真空镀膜的方法191、一种在金工刀具上镀铬的方法和有铬层的金工刀具192、一种织物镀金属的方法193、一种织物直接镀铝的方法194、乙二醇镀青铜和黄铜195、乙二醇镀铜196、用刷镀使非金属制品表面金属化的方法197、用无色玻璃镀制茶色镜的方法198、用无色玻璃镀制多种色镜的方法199、用于从硫酸盐体系电沉积低铁含量光亮锌铁合金的镀液200、有图案的镀膜玻璃的制作工艺201、在不导电材料上刷镀金属的方法202、在非金属材料上淋浴镀金属方法203、真空镀铝茶叶包装方法204、织物镀金属的方法的改进、所获产品及其应用205、自催化镍-锡-磷合金镀液及其镀层206、自行车表面镀钛金工艺。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
表面处理工艺程序需求资料
槽体
工艺槽要求 材料尺寸mm
外封
长
宽
高
溶液量L
溢流 口
底 阀
加温
设备要求
自
冷却
动 温
控
液
溶
位 阴极 空气 液
控 移动 搅拌 搅
制
拌
喷 淋
过 滤
供 城 市 水
供 纯 水
逆流
局部 排风
废水 排放
备注
3mmSUS304 GF+PP 15mmPP 12mmPP 15mmPP 12mmPP 12mmPP 15mmPP 15mmPP 12mmPP 12mmPP 12mmPP 12mmPP 15mmPP 15mmPP 15mmPP 12mmPP 12mmPP 12mmPP 12mmPP 12mmPP 15mmPP 12mmPP 12mmPP 15mmPP 12mmPP 12mmPP 15mmPP 12mmPP 12mmPP 15mmPP
1000 714 ○ ○
1450
1200
1000 714
○
1200 800 1000 816
TI
○○
1200
1000 714 ○ ○
1450
1200
1000 714
○
1200 800 1000 816
TI
○○
1200
1000 714 ○ ○
1450
1200
1000 714
○
1200 800 1000 714 ○ ○ SUS304
○○
1200 800 1000 714 ○ ○ SUS304
○○
1200 700 1000 714 ○ ○
1200 700 1000 714
1200
1000 714 ○ ○
1450
1200
1000 714
○
1200 3600 1000 3672 ○ ○ SUS304
○○
1200 3600 1000 3672 ○ ○ SUS304
1200 3400 1000 3366 ○ ○ SUS304
○○
1200 800 1000 714 ○ ○ SUS304
○○
1200 700 1000 714 ○ ○
1200 3400 1000 3468
1200
1000 714 ○ ○
1450
1200
1000 714
○
1200 900 1000 816 ○ ○ SUS304
○○
1200 3600 1000 3672 ○ ○ SUS304
○○
1200 700 1000 714 ○ ○
1200
1000 714 ○ ○
1450
1200
1000 714
○
1200 700 1000 714
1200 700 1000 714 ○ ○
1200 800 1000 816
TI
○○
1200
9 阳 极 电 解 1 1 50-60 15
5
500A/15V
3 热 水 洗1
50-60 15
4水
洗1
室温
12 活
化1
室温
0.5-1
6水
洗1
室温
7水
洗1
室温
13 碱 性 镀 锌 1 4 20-28 15
500A/15V*4台
14 碱 性 镀 锌
4 20-28 15
60-90 500A/15V*4台
15 碱 性 镀 锌
4 20-28 15
500A/15V*4台
16 横 移 水 洗 1
室温
6水
洗1
室温
7水
洗1
室温
23 硝 酸 出 光 1 1 室 温
24 水
洗1
室温
26 钝 化 1
30-60 15
20s-1
27 水
洗
室温
28 水
洗
室温
26 钝 化 2
30-60 15
20s-1
27 水
洗
室温
28 水
洗
室温
26 钝 化 3
○○
电动葫芦处理下料后的工序
瓦斯加热炉一套,部分产品可以不入烤箱
○ ○ ○
○ ○ ○ ○ ○ ○ ○
○ ○ ○ ○
○ ○ ○ ○ ○
○ ○○ ○○ ○○
○
○ ○ ○
○
○ ○
○ ○
○ ○
○ ○ 油水分离 ○ ○
○ ○ ○
○ ○ ○
○ ○
水循环冷却
○ ○ ○ ○ ○
○ ○
○ ○
○ ○ ○
30-60 15
20s-1
27 水
洗
室温
28 水
洗
室温
3 热 水 洗1
50-60 15
39 下
件1
38 脱 水 烘 干 机 1 2 80-90
6-10min
设备设计单位:太仓亚贝克工业设备有限公司(苏州铭欣泉)
备注:本工艺仅供参考,
1.以上工艺流程及工艺配置和设备配置情况详见报价单;
2. 滚桶规格为: 内对角直径(400mm),桶身长度(900mm),装载量: 80-100kg;
设备定购单位:
工程名称: 紧固件酸镀锌自动生产线
工艺条件
槽位号
工序名称
工位 滚筒 数数
温度0C
电加热 电流密度 功率KW A/dm2
时间min
整流器A/V
1上
件1 1
2 热 脱 脂 1 4 50-60 60
20
3 热 水 洗1
50-60 15
4水
洗1
室温
5酸
洗1 4室 温
20
6水
洗1
室温
7水
洗1
室温