基于MATLAB的偏心曲柄滑块机构的优化设计
基于MATLAB曲柄滑块机构的运动学分析
农 机 使 用 与 维 修
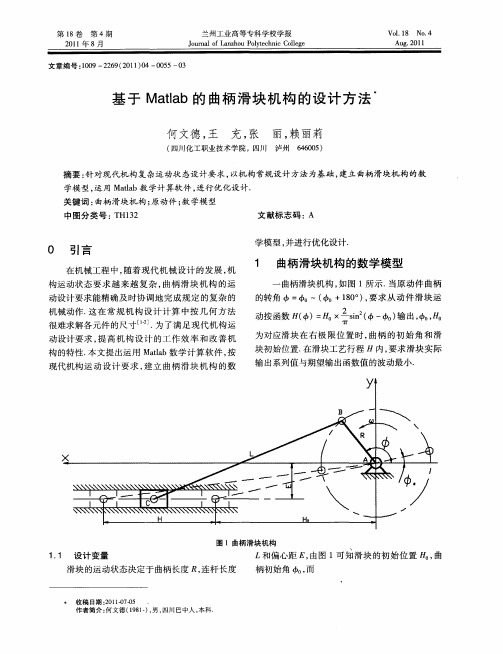
2 1 ] p L B曲柄 滑 块 机 构 的 TA 运 动 学 分 析
黑 龙江八一农垦大学工程学院 张欣悦 李连豪 王
摘 要
涛
MA L B运动仿真技术是借助计算机技术和 MA L B软件技 术平 台发展起 来的一种分析机 械运动 参数 TA TA
t r s c mp e t e u e i o lx,h n MATL r g a ln u g s e se o ma i u a e I hi a e ld r—c a k AB p o rm a g a e i a ir t n p l t . n t s p p ra si e rn me h ns a n e a l a ay e tb a s o c a im s a x mp e, n l s d i y me n fMAT LAB Moin S mu a in, r u h isv s lf n . to i l t o Th o g t iua u c to re o e p e s si e — r nk me h nim ̄ moi n p r me e si it r y in tid t x r s ld r— c a c a s to aa tr n a p cu e wa 。 Ke r s:MATL y wo d AB; l e si r—c a k; i e t s a ay i d r n k n ma i ; n l ss c
解答 。
过 曲柄 滑 块 机 构 这 一 理 论 模 型 的普 遍 性 角 度 去 研
究, 当然 这也 是本 文 的不 足之 处 , 而导 致 在解 决 实 从 际 问题 时 的具 体模 拟分 析时 出现偏 差 。
基于matlab的曲柄滑块机构设计与运动分析_陈长秀
变,从第 i+1 个功能块开始逐位交换。
(3)变异运算的改进
由于在每个功能块中,“1”的数目即是该题型试题的数目, 因此在变异过程中应保证整个种群所有功能块中“1”的数目不 变。可执行如下过程,首先,由变异概率决定某位取反;然后,检 查、修正字符串中“1”的数目,保证不发生变化。
(4)用全局最优解替换本次迭代的最差解 为保证好的字符串不至于流失,每次遗传操作前记录本次 迭代的最优解,若该解优于全局最优解则替换全局最优解,否 则全局最优解保持不变。此次遗传操作后,用全局最优解换本 代的最差解。
(上接第 29 页)
图 1 所示的偏置曲柄滑块机构。设 l1=50mm,l2=100mm, e=20mm,w1=2rad/s,设 φ1 的初始值为 0 , 则 φ1 变化时,杆 2 的角位移、角速度和角加速度以及滑块 3 的位移、速度和加速
>> plot(t,xc,t,vc,t,ac);
度的变化值可计算求得,曲柄转角 φ1 在 0- 360°之间变化时, 在 matlab 的计算窗口输入算式后,滑块 3 的位移、速度和加速
2012 年 1 月 第 1 期(总第 158 期)
轻工科技
LIGHT INDUSTRY SCIENCE AND TECHNOLOGY
机械与电气
基于 m a tla b 的曲柄滑块机构设计与运动分析
陈长秀
(陕西国防工业职业技术学院,陕西 西安 71 0302)
【摘 要】 建立了曲柄滑块机构的计算模型,并使用 matlab 对曲柄滑块机构进行了运动分析,提高了设计效率和设计精度。
图 1 偏置曲柄滑块机构 建立坐标系如图 1 所示,由曲柄滑快机构的矢量封闭图[1] 可得:
φl1 cosφ1+l2 cosφ2=xc
曲柄滑块机构的MATLAB优化设计与SolidWorks运动仿真
宝鸡文理学院学报(自然科学版)第39卷,第2期,第6366页,2019年6月Journal of Baoji University of Arts and Sciences(Natural Science)•Vol.39•No.2•pp.63-66•Jun.2019DOI:10.13467/旊i.jbuns.2019.02.002hup:///kcms/detail/61.1290.N.20190612.0952.002.html曲柄滑块机构的MATLAB优化设计与SolidWorks运动仿真"许海强,唐海平灣(宝鸡文理学院机械工程学院,陕西宝鸡721016)摘要:目的得到曲柄滑块机构的最优传力性能,验证其急回特性暎方法以机构运动学参数为设计变量,针对作业任务的要求,通过几何分析导出运动学参数必须满足的约束方程,提出量化机构力学性能的指标,建立机构的优化设计数学模型,给定滑块行程和行程速比系数,用MATLAB优化工具箱求解机构运动学参数的最优尺寸,用SolidWorks建模和运动学仿真暎结果得到了机构运动学参数的最优尺寸和运动学曲线,验证了偏置曲柄滑块机构的急回特性暎结论以MATLAB和SolidWorks 为设计平台进行机构设计与运动分析,具有简单可行和直观高效等优点,可以将其推广到工程实际中暎关键词:曲柄滑块机构;优化设计;M ATL AB;SolidWorks;运动分析中图分类号:TH111文献标志码:A文章编号:1007-1261(2019)02006304 MATLAB optimization design of crank-slider mechanism and SolidWorks motion simulationXU Hai-qiang,TANG Hai-ping灣(Inslilule of Mechanical Engineering•Baoji University of Arts and Sciences•Baoji721016•Shaanxi•China)Abstract:Purposes—To obtain the optimal force transfer performance of the crank-slider mechanism,and to verify its quick-return characteristics.Methods—According to the requirement,of job task,the constraint equation which kinematic parameters shall meet is deduced through geometric analysis with the kinematic parameters of the crank-slider mechanism as design variables,then the mechanic performance indicators of quantitative mechanisms is put forward,and a mathematical model of optimization design is established.When the slider stroke and travel speed ratio coefficient are given, MATLAB optimization toolbox is utilized to solve the optimal size of the kinematic parameters,and SolidWorks is used for modeling and kinematics simulation.Results—The optimal size and kinematic curves of kinematic parameters of the mechanism are obtained,and the quick-return characteristics of offset crank slider mechanism is verified.Conclusions—The mechanism design and motion analysis with MATLAB and SolidWorks as the design platform is simple,feasible,intuitive and efficient,so theycanbeextendedtoengineeringpractice.Key words:crank-slider mechanism;optimization design;MATLAB;SolidWorks;motion analysis曲柄滑块机构是一种平面连杆机构,通过曲柄的回转带动滑块做水平的往复移动,已广泛应用于空气压缩机、往复活塞式发动机等机械系统中暎偏置曲柄滑块机构具有急回特性,在设计机构时,为了保证传动系统的效率,必须对各构件的尺寸参数、位置参数等进行优化设计暎文献[1—收稿日期:2019-01-17,修回日期:2019-03-05,网络出版时间:201906-1209:52:52.作者简介:许海强(1994-),男,陕西宝鸡人,硕士研究生,研究方向:机电一体化技术.Email:xhq9425@ 通讯作者:唐海平C1976-),男,陕西宝鸡人,副教授,博士,硕士生导师,研究方向:材料物理化学.64宝鸡文理学院学报(自然科学版)2019年2]在给定行程速比系数K并且已知曲柄长度a,连杆长度S偏心距e中的任意一个量的情况下,通过解析法推导出其他任意2个未知量暎文献[3—5]通过辅助圆图解法设计了曲柄滑块机构暎但随着MATLAB等计算机优化软件的出现,这2种方法已经不再适用暎作为优化设计领域应用最广的软件之一,MATLAB不仅可以使用优化工具箱中的函数,还能通过算法编程实现相应的最优化设计[]暎偏置曲柄滑块机构的运动学分析是指在不考虑力的前提下,对机构的位移、速度、加速度随时间的变化进行仿真分析暎作为三维设计软件,SolidWorks不但能对机构进行三维建模,还可以使用Motion插件执行复杂机构的运动学和动力学仿真,通过动画、图表、曲线等反映机构的运动特性[]暎本文以曲柄滑块机构在作业任务中满足滑块行程H和行程速比系数K的前提下,以最小传动角Ymin作为目标函数,曲柄长度a,连杆长度b,偏心距e为设计变量暎首先用MATLAB软件进行优化设计,得到机构的最优尺寸参数,再用Solid-Works软件建立偏置曲柄滑块机构的三维模型,最后用Motion插件进行机构运动学仿真,并对仿真结果进行分析暎1优化设计的数学模型优化设计基于数学最优化理论,并使用计算机找到最优解暎在优化实际工程问题时,首先要建立数学模型,即确定设计变量、构造目标函数、选择约束条件;其次根据数学模型选择合适的最优化算法,最后编写程序上机电算择优[]暎1.1确定设计变量优化设计中需要调整和优选的参数称为设计变量。
基于MATLAB曲柄滑块机构运动仿真
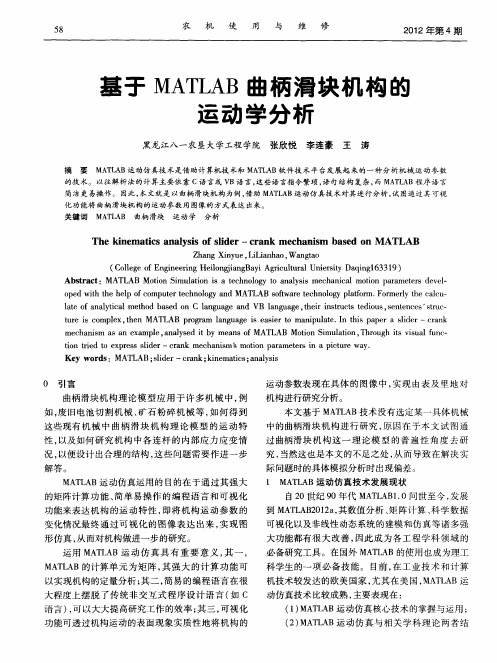
基于MATLAB曲柄滑块机构运动仿真1.题目描述题目:对如图1所示的曲柄滑块机构的运动过程进行仿真,并用动画的方式显示曲柄滑块机构的运动过程,位移曲线、速度曲线和加速度曲线。
图中,AB长R2,BC长R3mm,A点为坐标原点。
图1 曲柄滑块机构示意图2.实现方法利用GUI界面设计来对曲柄滑块机构的运动过程进行仿真,并用动画的方式显示曲柄滑块机构的运动过程。
3.界面设计1. Gui 设计1)新建GUI:菜单-新建-gui,并保存为test52)界面设计:拖拽左侧图标到绘图区,创建GUI界面拖拽左侧图标值绘图区设置如下的按钮最终的仿真界面如图所示3)代码添加:进入代码界面4.代码编程%模型求解a1=str2double(get(handles.edit1,'String'));a2=str2double(get(handles.edit2,'String'));a3=str2double(get(handles.edit3,'String'));a4=str2double(get(handles.edit4,'String'));a5=str2double(get(handles.edit5,'String'));a=a1*((1-cos(a4*a5))+0.25*(a1/a2)*(1-cos(2*a4*a5))); set(handles.edit6,'String',a);a0=(a4*a1)*(sin(a4*a5)+0.5*(a1/a2)*sin(2*a4*a5));set(handles.edit7,'String',a0);a6=(a4*a4*a1)*(cos(a4*a5)+(a1/a2)*cos(a4*a5));set(handles.edit8,'String',a6);%绘制位移、速度、加速度曲线axes(handles.axes3);r1=str2double(get(handles.edit1,'String'));r2=str2double(get(handles.edit2,'String'));omiga1=str2double(get(handles.edit4,'String'));x11=1:720;for i=1:720x1(i)=i*pi/180;%sin(x2(i)=r1/r2*sin(x1(i));x2(i)=asin(-r1/r2*sin(x1(i)));x22(i)=x2(i)*180/pi;r3(i)=r1*cos(x1(i))+r2*cos(x2(i));B=[-r1*omiga1*sin(x1(i));r1*omiga1*cos(x1(i))];A=[r2*sin(x2(i)) 1;-r2*cos(x2(i)) 0];X=inv(A)*B;omiga2(i)=X(1,1);v3(i)=X(2,1);endplot(x11/60,0.5*r1*sin(x1));xlabel('ʱ¼äÖá t/sec')ylabel('Á¬¸ËÖÊÐÄÔÚYÖáÉϵÄλÖÃ/mm')figure(2)plot(x11/60,r3);title('λÒÆÏßͼ')grid onhold off;xlabel('ʱ¼ät/sec')ylabel('»¬¿éλÒÆ r3/mm')figure(3)plot(x11/60,omiga2);title('Á¬¸Ë½ÇËÙ¶È')grid onhold off;xlabel('ʱ¼ä t/sec')ylabel('Á¬¸Ë½ÇËÙ¶È omiga2/rad/sec') figure(4)plot(x11/60,v3*pi/180);title('»¬¿éËÙ¶È')grid onhold off;xlabel('ʱ¼ä t/sec')ylabel('»¬¿éËÙ¶È v3/mm/sec')%绘制表格axes(handles.axes3);grid onaxes(handles.axes1);grid on%制作动画axes(handles.axes1);hf=figure('name','Çú±ú»¬¿é»ú¹¹'); set(hf,'color','r');hold onaxis([-6,6,-4,4]);grid onaxis('off');xa0=-5;%»îÈû×󶥵ã×ø±êxa1=-2.5;%»îÈûÓÒ¶¥µã×ø±êxb0=-2.5;%Á¬¸Ë×󶥵ã×ø±êxb1=2.2;%Á¬¸ËÓÒ¶¥µã×ø±êx3=3.5;%תÂÖ×ø±êy3=0;%תÂÖ×ø±êx4=xb1;%ÉèÖÃÁ¬¸ËÍ·µÄ³õʼλÖúá×ø±êy4=0;%ÉèÖÃÁ¬¸ËÍ·µÄ³õʼλÖÃ×Ý×ø±êx5=xa1;y5=0;x6=x3;%ÉèÖÃÁ¬Öá³õʼºá×ø±êy6=0;%ÉèÖÃÁ¬Öá³õʼ×Ý×ø±êa=0.7;b=0.7c=0.7a1=line([xa0;xa1],[0;0],'color','b','linestyle','-','linewidth',40); %ÉèÖûîÈûa3=line(x3,y3,'color',[0.5 0.60.3],'linestyle','.','markersize',300);%ÉèÖÃתÂÖa2=line([xb0;xb1],[0;0],'color','black','linewidth',10);%ÉèÖÃÁ¬¸Ëa5=line(x5,y5,'color','black','linestyle','.','markersize',40);%ÉèÖÃÁ¬¸Ë»îÈûÁ¬½ÓÍ·a4=line(x4,y4,'color','black','linestyle','.','markersize',50);%ÉèÖÃÁ¬¸ËÁ¬½ÓÍ·a6=line([xb1;x3],[0;0],'color','black','linestyle','-','linewidth',10 );a7=line(x3,0,'color','black','linestyle','.','markersize',50);%ÉèÖÃÔ˶¯ÖÐÐÄa8=line([-5.1;-0.2],[0.7;0.7],'color','y','linestyle','-','linewidth' ,5);%ÉèÖÃÆû¸×±Úa9=line([-5.1;-0.2],[-0.72;-0.72],'color','y','linestyle','-','linewi dth',5);%ÉèÖÃÆû¸×±Úa10=line([-5.1;-5.1],[-0.8;0.75],'color','y','linestyle','-','linewid th',5);%ÉèÖÃÆû¸×±Úa11=fill([-5,-5,-5,-5],[0.61,0.61,-0.61,-0.61],[a,b,c]);%ÉèÖÃÆû¸×ÆøÌålen1=4.8;%Á¬¸Ë³¤len2=2.5;%»îÈû³¤r=1.3;%Ô˶¯°ë¾¶dt=0.015*pi;t=0;while 1t=t+dt;if t>2*pit=0;endlena1=sqrt((len1)^2-(r*sin(t))^2);%Á¬¸ËÔÚÔ˶¯¹ý³ÌÖкáÖáÉϵÄÓÐЧ³¤¶Èrr1=r*cos(t);%°ë¾¶ÔÚÔ˶¯¹ý³ÌÖкáÖáÉϵÄÓÐЧ³¤¶Èxaa1=x3-sqrt(len1^2-(sin(t)*r)^2)-(r*cos(t));%»îÈûÔÚÔ˶¯¹ý³ÌÖеÄÓÒ¶¥µã×ø±êλÖÃxaa0=xaa1-2.5;%%»îÈûÔÚÔ˶¯¹ý³ÌÖеÄ×󶥵ã×ø±êλÖÃx55=x3-cos(t)*r;%Á¬¸ËÔÚÔ˶¯¹ý³ÌÖкá×ø±êλÖÃy55=y3-sin(t)*r;%Á¬¸ËÔÚÔ˶¯¹ý³ÌÖÐ×Ý×ø±êλÖÃset(a4,'xdata',x55,'ydata',y55);%ÉèÖÃÁ¬¸Ë¶¥µãÔ˶¯set(a1,'xdata',[xaa1-2.5;xaa1],'ydata',[0;0]);%ÉèÖûîÈûÔ˶¯set(a2,'xdata',[xaa1;x55],'ydata',[0;y55]);set(a5,'xdata',xaa1);%ÉèÖûîÈûÓëÁ¬¸ËÁ¬½ÓÍ·µÄÔ˶¯set(a6,'xdata',[x55;x3],'ydata',[y55;0]);set(a11,'xdata',[-5,xaa0,xaa0,-5]);%ÉèÖÃÆøÌåµÄÌî³äset(gcf,'doublebuffer','on');%Ïû³ýÕð¶¯drawnow;end5.结果(1)对它的结构参数进行设置,如下图所示。
基于某MATLAB曲柄滑块机构运动仿真报告材料
************************计算机仿真技术matlab报告************************曲柄滑块机构目录一、基于GUI的曲柄滑块机构运动仿真二、基于simulink的曲柄滑块机构运动仿真曲柄滑块机构1.题目描述题目:对如图1所示的曲柄滑块机构的运动过程进行仿真,并用动画的方式显示曲柄滑块机构的运动过程,位移曲线、速度曲线和加速度曲线。
图中,AB长R2,BC长R3mm,A点为坐标原点。
图1 曲柄滑块机构示意图2.实现方法利用GUI界面设计来对曲柄滑块机构的运动过程进行仿真,并用动画的方式显示曲柄滑块机构的运动过程。
3.界面设计1. Gui 设计1)新建GUI:菜单-新建-gui,并保存为test52)界面设计:拖拽左侧图标到绘图区,创建GUI界面拖拽左侧图标值绘图区设置如下的按钮最终的仿真界面如图所示3)代码添加:进入代码界面4.代码编程%模型求解a1=str2double(get(handles.edit1,'String'));a2=str2double(get(handles.edit2,'String'));a3=str2double(get(handles.edit3,'String'));a4=str2double(get(handles.edit4,'String'));a5=str2double(get(handles.edit5,'String'));a=a1*((1-cos(a4*a5))+0.25*(a1/a2)*(1-cos(2*a4*a5))); set(handles.edit6,'String',a);a0=(a4*a1)*(sin(a4*a5)+0.5*(a1/a2)*sin(2*a4*a5));set(handles.edit7,'String',a0);a6=(a4*a4*a1)*(cos(a4*a5)+(a1/a2)*cos(a4*a5));set(handles.edit8,'String',a6);%绘制位移、速度、加速度曲线axes(handles.axes3);r1=str2double(get(handles.edit1,'String'));r2=str2double(get(handles.edit2,'String'));omiga1=str2double(get(handles.edit4,'String'));x11=1:720;for i=1:720x1(i)=i*pi/180;%sin(x2(i)=r1/r2*sin(x1(i));x2(i)=asin(-r1/r2*sin(x1(i)));x22(i)=x2(i)*180/pi;r3(i)=r1*cos(x1(i))+r2*cos(x2(i));B=[-r1*omiga1*sin(x1(i));r1*omiga1*cos(x1(i))]; A=[r2*sin(x2(i)) 1;-r2*cos(x2(i)) 0];X=inv(A)*B;omiga2(i)=X(1,1);v3(i)=X(2,1);endplot(x11/60,0.5*r1*sin(x1));xlabel('ʱ¼äÖá t/sec')ylabel('Á¬¸ËÖÊÐÄÔÚYÖáÉϵÄλÖÃ/mm') figure(2)plot(x11/60,r3);title('λÒÆÏßͼ')grid onhold off;xlabel('ʱ¼ät/sec')ylabel('»¬¿éλÒÆ r3/mm')figure(3)plot(x11/60,omiga2);title('Á¬¸Ë½ÇËÙ¶È')grid onhold off;xlabel('ʱ¼ä t/sec')ylabel('Á¬¸Ë½ÇËÙ¶È omiga2/rad/sec') figure(4)plot(x11/60,v3*pi/180);title('»¬¿éËÙ¶È')grid onhold off;xlabel('ʱ¼ä t/sec')ylabel('»¬¿éËÙ¶È v3/mm/sec')%绘制表格axes(handles.axes3);grid onaxes(handles.axes1);grid on%制作动画axes(handles.axes1);hf=figure('name','Çú±ú»¬¿é»ú¹¹');set(hf,'color','r');hold onaxis([-6,6,-4,4]);grid onaxis('off');xa0=-5;%»îÈû×󶥵ã×ø±êxa1=-2.5;%»îÈûÓÒ¶¥µã×ø±êxb0=-2.5;%Á¬¸Ë×󶥵ã×ø±êxb1=2.2;%Á¬¸ËÓÒ¶¥µã×ø±êx3=3.5;%תÂÖ×ø±êy3=0;%תÂÖ×ø±êx4=xb1;%ÉèÖÃÁ¬¸ËÍ·µÄ³õʼλÖúá×ø±êy4=0;%ÉèÖÃÁ¬¸ËÍ·µÄ³õʼλÖÃ×Ý×ø±êx5=xa1;y5=0;x6=x3;%ÉèÖÃÁ¬Öá³õʼºá×ø±êy6=0;%ÉèÖÃÁ¬Öá³õʼ×Ý×ø±êa=0.7;b=0.7c=0.7a1=line([xa0;xa1],[0;0],'color','b','linestyle','-','linewidth',40); %ÉèÖûîÈûa3=line(x3,y3,'color',[0.5 0.6 0.3],'linestyle','.','markersize',300);%ÉèÖÃתÂÖa2=line([xb0;xb1],[0;0],'color','black','linewidth',10);%ÉèÖÃÁ¬¸Ëa5=line(x5,y5,'color','black','linestyle','.','markersize',40);%ÉèÖÃÁ¬¸Ë»îÈûÁ¬½ÓÍ·a4=line(x4,y4,'color','black','linestyle','.','markersize',50);%ÉèÖÃÁ¬¸ËÁ¬½ÓÍ·a6=line([xb1;x3],[0;0],'color','black','linestyle','-','linewidth',10);a7=line(x3,0,'color','black','linestyle','.','markersize',50);%ÉèÖÃÔ˶¯ÖÐÐÄa8=line([-5.1;-0.2],[0.7;0.7],'color','y','linestyle','-','linewidth',5);%ÉèÖÃÆû¸×±Úa9=line([-5.1;-0.2],[-0.72;-0.72],'color','y','linestyle','-','linewidth',5);%ÉèÖÃÆû¸×±Úa10=line([-5.1;-5.1],[-0.8;0.75],'color','y','linestyle','-','linewidth',5);%ÉèÖÃÆû¸×±Úa11=fill([-5,-5,-5,-5],[0.61,0.61,-0.61,-0.61],[a,b,c]);%ÉèÖÃÆû¸×ÆøÌålen1=4.8;%Á¬¸Ë³¤len2=2.5;%»îÈû³¤r=1.3;%Ô˶¯°ë¾¶dt=0.015*pi;t=0;while 1t=t+dt;if t>2*pit=0;endlena1=sqrt((len1)^2-(r*sin(t))^2);%Á¬¸ËÔÚÔ˶¯¹ý³ÌÖкáÖáÉϵÄÓÐЧ³¤¶Èrr1=r*cos(t);%°ë¾¶ÔÚÔ˶¯¹ý³ÌÖкáÖáÉϵÄÓÐЧ³¤¶È xaa1=x3-sqrt(len1^2-(sin(t)*r)^2)-(r*cos(t));%»îÈûÔÚÔ˶¯¹ý³ÌÖеÄÓÒ¶¥µã×ø±êλÖÃxaa0=xaa1-2.5;%%»îÈûÔÚÔ˶¯¹ý³ÌÖеÄ×󶥵ã×ø±êλÖà x55=x3-cos(t)*r;%Á¬¸ËÔÚÔ˶¯¹ý³ÌÖкá×ø±êλÖÃy55=y3-sin(t)*r;%Á¬¸ËÔÚÔ˶¯¹ý³ÌÖÐ×Ý×ø±êλÖÃset(a4,'xdata',x55,'ydata',y55);%ÉèÖÃÁ¬¸Ë¶¥µãÔ˶¯set(a1,'xdata',[xaa1-2.5;xaa1],'ydata',[0;0]);%ÉèÖûîÈûÔ˶¯set(a2,'xdata',[xaa1;x55],'ydata',[0;y55]);set(a5,'xdata',xaa1);%ÉèÖûîÈûÓëÁ¬¸ËÁ¬½ÓÍ·µÄÔ˶¯set(a6,'xdata',[x55;x3],'ydata',[y55;0]);set(a11,'xdata',[-5,xaa0,xaa0,-5]);%ÉèÖÃÆøÌåµÄÌî³äset(gcf,'doublebuffer','on');%Ïû³ýÕð¶¯drawnow;end5.结果(1)对它的结构参数进行设置,如下图所示点击计算按钮动画,结果如下图所示点击表格对图形进行画表格处理点击绘图,即可得到位移、速度、加速度曲线,如下图所示二、基于simulink 的曲柄滑块机构运动仿真(1)运用矢量求解法求解(2)绘制速度接线图,如下图所示:运动仿真结果如下图:(3)绘制加速度接线图,如下图所示:运行结果如图所示:。
基于MATLAB的曲柄滑块机构运动仿真
AbstractSlider-crank mechanism plays a significant role in the mechanical manufacturing areas. The slider crank mechanism is a particular four-bar mechanism that exhibits both linear and rotational motion simultaneously. It is also called four-bar linkage configurations and the analysis of four bar linkage configuration is very important. In this paper four configurations are taken into account to synthesis, simulate and analyse the offset slider crank mechanism. Mathematical formulae are derived for determining the lengths of the crank and connecting rod; the kinematic and dynamic analyses of the positions, velocities and accelerations of the links of the offset slider crank and the forces acting on them leading to sparse matrix equation to be solved using MATLAB m-function derived from the analysis; the simulation of the model in Simulink and finally, the simulation results analysis. This program solves for all the unknown parameters and displays those results in graphical forms.曲柄滑块机构在机械制造领域发挥着重要的作用。
曲柄滑块机构的优化设计及运动仿真学位论文
曲柄滑块机构的优化设计及运动仿真学位论文曲柄滑块机构的优化设计及运动仿真目录目录...............................................................1 摘要............................................................... 第1章绪论........................................................ 选题的目的及意义............................................. 优化设计方法的概述........................................... 国内外的研究现状............................................ 主要研究内容............................................ 第2章曲柄滑块机构的受力分析......................................曲柄滑块机构的分类...........................................曲柄滑块机构的动力学特性.....................................曲柄滑块机构中运动学特性..................................... 第3章偏置式曲柄滑块机构的优化设计................................ 优化软件的介绍.............................................. MATLAB的发展历程和影响...................................MATLAB 在机构设计中的应用................................. 机构优化设计实例分析........................................ 设计目标的建立...........................................根据设计要求,确定约束条件................................利用MATLAB进行优化设计.................................... 编制优化程序.............................................. 程序运行结果及处理........................................ 对优化结果进行验证和分析................................. 第4章偏置曲柄滑块机构的运动学建模与仿真.......................... 偏置曲柄滑块机构运动特性建模................................ 仿真环境简介............................................. 机构的运动学建模........................................ 运动学仿真的实现.......................................... 函数的编制及初始参数的设定............................... 构建Simulink仿真框图.................................... 对仿真结果进行分析...................................... 总结...............................................................〔Toolboxs〕组成虽然该软件的初衷并不是为控制系统设计的,但它提供了强大的矩阵处理和绘图功能,可靠灵活且方便,非常适合现代控制理论的计算机辅助设计。
基于MATLAB的曲柄滑块机构运动的仿真
基于MATLAB 的曲柄滑块机构运动的仿真摘要:本文在曲柄滑块机构运动简图的基础上,对其数学运动模型进行分析,用解析法计算曲柄的转角和角速度,及滑块的位移和速度,并用MATLAB软件进行仿真。
1引言在机械传动系统中,曲柄滑块机构是一种常用的机械机构,它将曲柄的转动转化为滑块在直线上的往复运动,是压气机、冲床、活塞式水泵等机械的主机构。
这里用解析法,并用MATLAB对其进行仿真。
2曲柄滑块机构的解析法求解曲柄滑块机构的运动简图如图1所示,在图1中,L i、L2和e分别为曲柄滑块的曲柄、连杆和偏差,‘、2分别为曲柄和连杆的转角,「:、「:分别为曲柄和连杆的角速度,S为滑块的位移。
(1)块的位移S 和速度S2.1位移分析按图1中四边形ABCD 的矢量方向有:AB =CD将上式转化成幅值乘以角度的形式,得到如下等式:L :e 闻十=S + ie分别取上式的虚部和实部,并在 e 前面乘N , N 取值1或—1,用以表示滑 块在x 轴的上方或者下方,得到下面两式:,以及滑L cos 1 L 2cos 2 = S (2) L sin 1 L 2sin 2 = Nb(3)整理上面两个公式得到S 和:2的计算公式:S 二 L i cos 1 L 2 cos 22.2速度分析将(1)式两边对时间求导得(6)式L i -'i ie i 1- L 2 \ ie i 2= S(6)取(6)式的实部和虚部,整理得 S 和:2的计算公式:■L 1 ;*1cos12 ■L 2 COS ®2根据(7)式和(8)式即可得到滑块的速度及连杆的角速度。
2.3实例分析及其MATLAB 仿真 2.3.1实例分析下面对图2所示的曲柄滑块机构做具体分析。
图2曲柄滑块机构简图*二 arcs inNe - L 1 sin 打L2(5)S 「:L i sin (—2)cos :2yx例中:几=36mm,r2=140mm,^60d /sec,求'2,2,S 和S。
matlab曲柄滑块机构课程设计
matlab曲柄滑块机构课程设计一、课程目标知识目标:1. 理解并掌握曲柄滑块机构的基本原理与运动特性;2. 学会使用MATLAB软件进行曲柄滑块机构的运动仿真;3. 掌握运用MATLAB分析曲柄滑块机构的运动数据及性能参数。
技能目标:1. 能够运用所学知识,设计简单的曲柄滑块机构;2. 熟练操作MATLAB软件,进行曲柄滑块机构的运动分析与仿真;3. 能够通过MATLAB处理数据,优化曲柄滑块机构的设计。
情感态度价值观目标:1. 培养学生的团队协作精神,提高沟通与表达能力;2. 激发学生探索科学、技术问题的兴趣,培养创新意识和实践能力;3. 增强学生对机械工程领域的认识和热爱,提高专业认同感。
课程性质:本课程为机械工程专业课程设计,旨在通过实践操作,使学生掌握曲柄滑块机构的设计与分析方法。
学生特点:学生已具备一定的机械原理、力学和MATLAB基础,具有较强的动手能力和学习兴趣。
教学要求:结合实际工程案例,以实践为主,注重培养学生的实际操作能力、分析问题和解决问题的能力。
通过课程学习,使学生能够独立完成曲柄滑块机构的设计与分析任务。
二、教学内容1. 曲柄滑块机构原理及运动特性分析:- 曲柄滑块机构基本组成与工作原理- 曲柄滑块机构的运动学分析- 运动方程的建立及求解2. MATLAB软件在曲柄滑块机构中的应用:- MATLAB软件的基本操作与常用函数- MATLAB曲线拟合、数值计算等功能在曲柄滑块机构分析中的应用- MATLAB/Simulink环境下曲柄滑块机构的运动仿真3. 曲柄滑块机构设计及优化:- 设计原则与步骤- 参数化设计方法- 基于MATLAB的曲柄滑块机构设计优化4. 实践操作与案例分析:- 实际工程案例介绍与分析- 曲柄滑块机构设计及运动分析的实践操作- 数据处理与结果分析教学内容安排与进度:1. 第一周:曲柄滑块机构原理及运动特性分析2. 第二周:MATLAB软件在曲柄滑块机构中的应用3. 第三周:曲柄滑块机构设计及优化4. 第四周:实践操作与案例分析教材章节:1. 《机械原理》中曲柄滑块机构相关章节2. 《MATLAB基础与应用》中相关章节3. 《机械设计》中机构设计及优化相关章节教学内容注重理论与实践相结合,通过系统性的教学,使学生掌握曲柄滑块机构的设计与分析方法,并能够运用MATLAB软件进行实际操作。
基于Matlab的曲柄滑块机构的设计方法
。 8。 ] m 1( -n 一 一 (-) 构原动件 曲柄转角范围 [ =咖。~( +10 ) 划 i ×s( s 咖一 n 耋 盯2 2 i , r r
( z Rs (T )+E 2 L 一( i 1 一 n ) )/ +风 ) )/. 1 2
分 10等 份. 0 () 5
将机 构原 动 件 曲柄转 角 范 围 [ =q b o~( 。+
10 ) 划 分 Ⅳ等 分 , 建立 目标 函数 关 系式 : 8。 ] 则 mi ( n 、= f
mi( 兰日( ) ( ) ) : 1 ( )一 ) ) i ( ( 一 ) 2 n 日 ( ) t
基 于 Malb的 曲柄 滑 块 机 构 的 设计 方 法 t a
何 文德 , 王 充 , 张 丽 , 赖丽莉
( 四川化工职业技术 学院 ,四川 泸州 6 60 ) 4 0 5
摘 要 : 对 现代机 构 复 杂运动 状 态设计要 求 , 针 以机 构 常规设 计 方法 为基础 , 立 曲柄 滑块 机 构 的数 建 学模 型 , 用 Maa 学计算 软件 , 运 tb数 l 进行 优化 设计 .
第1 8卷
第 4期
兰州工业高等专科学 校学 报
J u a fL n h u P ltc ncColg o r lo a z o oye h i n l e e
Vo .1 No 4 1 8 . Au . 01 g2 1
21 0 1年 8月
文 章 编 号 :0 9— 2 9 2 1 )4— 0 5— 3 10 2 6 (0 1 0 0 5 0
动 按 函数 H( )= ×"s 一 ) 出 , , 0 i ( 输 / n t
I l
动设 计要 求 , 高 机 构 设 计 的工 作 效 率 和 改 善 机 提 构 的特 性 . 本文 提 出运 用 Maa 学 计算 软 件 , tb数 l 按 现代 机构 运 动 设 计 要 求 , 立 曲柄 滑 块 机 构 的数 建
基于MATLAB_Simulink的偏置式曲柄滑块机构运动学仿真
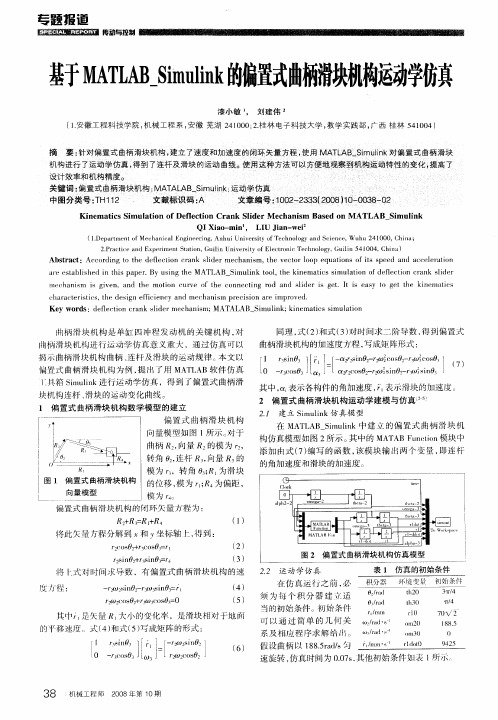
偏置 式 曲柄 滑块 机 构 为例 , 提 了用 MA L T AB软 件仿 真
『 ri0 I I『 厂i 22jo0 r jo&] 、 1 3n3] s 】 一 2s r cs2 3 cs , 2n 一 ∞ -( o
f柄 滑 块 机 构是 单 缸 四 冲程 发 动机 的关 键 机 构 , } f 1 对
同理 , ( ) 式 ( ) 时 间求 二 阶导 数 , 到偏 置式 式 2和 3对 得
曲柄 滑块 机构 的加速 度方 程 , 成矩 阵形式 : 写
l柄滑块机构进行运动学仿真意义重大 ,通过仿真可以 } n
摘
要: 针对偏置式曲柄滑块机构, 建立7速度和加速度的闭环矢量 方程, 使用 MA L B S l TA i mu ( 对偏置式曲柄滑块
裘孳籀 雾 | |
机 进 了 动 仿 ,到 连 及 块 运 线 使 这 方 可 方 地 察 机 运 特I 变 高 构 行 运 学 真 得 了 杆 滑 的 动曲 。 用 种 法 以 便 观 到 构 动 化 提 了 生 的
a e e t b i h d i h sp p r y u i g t e MATL i l k t o , h i e t ssmu a i n o e e t n c a k si e r sa l e n t i a e .B sn h s AB S mu i o l t e k n ma i i l t fd f c i r n l r n c o l o d
2. a tc I1Ex ei n tto . ii ie st fE e to cT c n lg ,Guln 5 0 4. i a) Prciea1 p rme tS ain Guln Un v riyo l crni e h oo y ( ii 41 0 Ch n
基于Matlab/Simulink的曲柄滑块机构运动学分析及仿真

关键 词 : 曲柄 滑 块机 构 ; t b Sm i ; 动 仿 真 Maa/ i u n 运 l l k
中图分类号 :H13 . T 2 1
文献标识码 : A
文章编号:0 7 4 1 ( 02 0 — 0 2 0 10 — 4 4 2 1 )4 0 6 — 2
Ki e a i a a a y i d i ul to f si r r c e ha im s d o ATLA B/Si ul n m tc n l ssan sm a i n o lde —c a k m c n s ba e n M m i nk Z o L hu i
ห้องสมุดไป่ตู้
式 中 : 为曲柄 A 0 B的转角 ; 为连杆 B C的转角 。
2 2 速度分 析 .
将式 ( ) 3 对时 间 t 求一 次导 数得 :
ls n 2i
2 曲柄滑块机构数学模型 的建立…
为 了对 机构进 行运 动分 析 , 立如 图 1 建 所示 的直 角 坐标 系 。其 中 A B为 曲柄 Z,C为连杆 f,C为滑 B A
:。 。
i0 n 2
口 :
:
『W1fn0l1 li 10 ∞ 【一 s Z l J
( 5 )
解上式 即可 求得角 加速 度 0 和线加 速 度 a 。 / : 。
图 1 曲柄 滑 块 机 构
3 曲柄 滑块 机 构 运 动 学 的建 模 与仿 真
1 前
言
根据机构 所构 成 的封 闭 图形 A C 可 写 出封 闭 B A,
随着现 代机 械设计 的发 展 , 运动状 态要 求越 机构 来 越复 杂 , 因此对 机 构 进行 运 动 分析 十 分 必要 , 而且 它 也是评 价 机械 产 品 性 能指标 的方 法 之 一 。传 统 的
Matlab在偏置曲柄滑块机构运动分析中的应用

由柄转角奄, I . 图 2 连杆和滑块 的位移 曲线
[i 三+l 。 一。 ] Lc o1 1s [ (o 2 ]on t 缈. I 7 2 2s P s c n  ̄ : ̄ v , , :2 s O ¥  ̄ ! ]
置 曲柄 滑 块 机 构 的滑 块 和连 杆 的运动 特 性进 行
图 1偏置 曲柄滑块机构
以曲柄 固定 铰链 中心 。 为坐 标 原点 ,建立 直 角坐标 系 ,取 封 闭环 OA C B O,矢量 方程 为 :
+, ,= +E ( ) 1
了 分析 ,进而 更加 生动 、清晰 地表 示 出各构 件 的 位移 、速 度和 加速 度 与 曲柄转 角之 间的 关系 , 使
电大 理 工 21 0 2年 6月
SI y f cec n n i eigaR VU td S i e dE gn r t T . l o n a e n
第 2期
总第 2 1 5 期
Mta a lb在偏置 曲柄滑块机构运动分析 中的应用
苗君 明
辽宁装备制造职业技术学院 ( 沈阳 106 ) 11 1
搞
要 偏 置曲柄滑块机构具有急回特性 ,广泛的应 用的机械传动领域 ,以迭到提供 工作效率 的 目
的. 由于滑块 的运动速度 不是 匀速运少振动 冲击奠定理论基础 . 关键词 偏置 曲柄滑块机构 运动分析 MA L B TA
图4 连杆和滑块 的加速度 图
3 结论 通 过构 建 偏 置 曲柄 滑 块机 构 合 理 的 数 学模
型 ,运用 Mal t b语言对 其运 动进 行 分析 ,十 分 a 简 洁地 得 到 了各 个 构件 的运 动 曲线 以及 滑块 的
基于MATLAB的曲柄滑块机构模拟与仿真
2.2设计内容和任务…………………………………………………………..12
2.3实现技术路线……………………………………………………………..12
2.4关键问题和难点分析……………………………………………………..12
2.5设计结果和应用…………………………………………………………….13第三章、程序设计与实现……………………………………………………………14
1.3 用软件进行机构运动学分析的现状和趋势…………………………………9
1.4使用MATLAB/SIMLINK的优势………………………………………………9
1.5 MATLAB/SIMULINK 的特点………………………………………………10
第二章、设计任务分析…………………………………………………………….11
图7曲柄滑块机构运动简图………………………………………………………14
图8Simulink界面展示图…………………………………………………………14
图9曲柄滑块机构运动简图………………………………………………………15
图10new mode…………………………………………………………………15
图11SimMechanics………………………………………………………………15
This design MATLAB GUI design tools and M program combination, the movement of planar four-bar linkage analysis, through the GUI realize interface design, through the M program complete programming and commissioning, and through the interface implementation the slider mechanism analysis and simulation of movement, interface operation mechanism type and judge the pole, the slider shows the driven the instantaneous angular velocity, instantaneous Angle acceleration, extreme position Angle, minimum transmission Angle and anyway, the stroke ratio coefficient.
曲柄滑块机构的优化设计及运动仿真
学士学位论文系别:机电工程系学科专业:机械设计制造及自动化2011年5 月曲柄滑块机构的优化设计及运动仿真系别:机电工程系学科专业:机械设计制造及自动化XX:指导教师:2011年5月曲柄滑块机构的优化设计及运动仿真摘要本论文主要针对目前国外采用图解法对曲柄滑块机构的设计研究,普遍存在着机构的设计效率、设计精度以及设计质量低的诸多不足,从而导致了机构的运动潜能没有得到充分的发挥,还会使得机构的运动性能不良、运动不顺畅,不能实现预期的运动要求。
而运用MATLAB对曲柄滑块机构进行优化设计与运动仿真,可以达到设计的目的。
通过设计的要求,先建立起优化目标的数学模型,然后对设计目标确定约束条件,再运用MATLAB中的优化工具箱编程求解最优方案。
其次根据所求得的优化尺寸,运用仿真工具箱进行运动仿真,最后再对仿真结果运动分析。
为此,利用功能强大的MATLAB软件设计曲柄滑块机构,及其中的Simulink模块,可以方便的实现机构的优化设计和运动仿真,提高了机构的设计效率、设计精度以及降低了开发的成本。
关键词:曲柄滑块机构,优化设计,运动仿真,MATLAB,运动规律OPTIMAL DESIGN OF SLIDER-CRANK MECHANISM AND SIMULATIONABSTRACTIn this paper, using graphic method for the current domestic and international organizations on the design of the slider crank, the prevalence of body design efficiency, design accuracy, and design the disadvantages of low quality, leading to the institution's athletic talent is not given full play, but also will make the poor kinematic performance, movement is not smooth, the movement can not achieve the desired requirements. Crank slider mechanism on the use of MATLAB to optimize the design and motion simulation to achieve the design objectives. Requirements through the design, first built a mathematical model of optimizationobjectives, and then determine the constraints on the design goals, and then use the optimization toolbox in MATLAB programming to solve the optimal solution. Second, the optimization according to the size obtained using the simulation toolbox for simulation, and finally motion analysis. To this end, the use of the powerful MATLAB software slider-crank mechanism, and the Simulink module, you can easily achieve organizational optimization and motion simulation, improved the design efficiency of institutions, design accuracy and reduce the development costs.Key words:Slider-Crank mechanisms; Optimization; Motion Simulation; MATLAB; Law of motion目录目录 (1)摘要...............................................................................................................................第1章绪论.................................................................................................................1.1选题的目的及意义...........................................................................................1.2优化设计方法的概述.......................................................................................1.3 国外的研究现状..............................................................................................1.4 本文主要研究容..............................................................................................第2章曲柄滑块机构的受力分析.............................................................................2.1曲柄滑块机构的分类.......................................................................................2.2曲柄滑块机构的动力学特性...........................................................................2.3曲柄滑块机构中运动学特性...........................................................................第3章偏置式曲柄滑块机构的优化设计.................................................................3.1 优化软件的介绍..............................................................................................3.1.1 MATLAB的发展历程和影响 .......................................................................3.1.2 MATLAB在机构设计中的应用 ...................................................................3.2 机构优化设计实例分析..................................................................................3.2.1 设计目标的建立.........................................................................................3.2.2根据设计要求,确定约束条件..................................................................3.3 利用MATLAB进行优化设计 ........................................................................3.3.1编制优化程序..............................................................................................3.3.2程序运行结果及处理..................................................................................3.3.3 对优化结果进行验证和分析.....................................................................第4章偏置曲柄滑块机构的运动学建模与仿真.....................................................4.1偏置曲柄滑块机构运动特性建模.................................................................4.1.1仿真环境简介............................................................................................4.1.2机构的运动学建模...................................................................................4.2 运动学仿真的实现......................................................................................4.2.1函数的编制及初始参数的设定................................................................4.2.2构建Simulink仿真框图 ............................................................................4.2.3 对仿真结果进行分析...............................................................................总结...............................................................................................................................参考文献....................................................................................................................... 致...................................................................................................................................第一章绪论1.1选题的目的及意义曲柄滑块机构由于可以实现旋转运动与直线运动之间的变换,并可以实现急回运动,所以在机械设备中得到广泛的应用,如冲压机械、惯性筛、自动送料机构、冲床、剪床和往复活塞式发动机等。
基于MATLAB的曲柄摇杆机构的机械优化设计
基于MATLAB的曲柄摇杆机构的机械优化设计以曲柄摇杆机构为例,建立了运动分析数学模型。
以曲柄摇杆机构对应位置实际输出值与期望函数值的平方偏差之和的最小值作为实际目标进行优化。
应用MATLAB软件进行了优化设计和仿真分析,为机构优化设计提供了一种高效、直观的仿真手段,提高了对平面四连杆机构的分析设计能力。
标签:MATLAB;曲柄摇杆机构;优化设计前言平面四连杆机构虽然结构简单,但能有效地实现给定的运动规律或运动轨迹,很好地完成预定的动作,因而在工程实践中得到了广泛应用[1]。
传统的设计方法主要是图解法或分析法,对连杆机构设计,无论设计精度还是设计效率都相对低下,不能满足现代机械高速高精度的要求。
随着计算机技术的不断发展,为机构运用运动仿真实现优化设计提供了有效的手段。
MATLAB是一套功能强大的科学计算软件[2],被广泛应用于工程计算、控制设计、信号处理与通讯、图像处理、信号检测、金融建模设计与分析等领域。
其具有强大的数值计算能力和高效的工具箱函数,高效求解复杂庞大的实际工程问题,并可以根据需要,实现计算结果的可视化效果。
首先构建四连杆机构的数学模型,再利用MATLAB 软件强大的数值计算能力和高效的工具箱函数,以某规定期望函数的平面四连杆机构(机构运动简图如图1 所示)为例进行优化设计并进行了仿真计算,实现了机构运动仿真的可视化。
1 曲柄摇杆机构的数学模型1.1 设计变量机构的基本变量为各杆杆长及曲柄转角,根据曲柄摇杆机构各杆长度间的关系,独立的杆长变量有三个,分别为L2,L3,L4取杆长L1=1。
故曲柄摇杆机构的设计变量可以表示为:1.2 目标函数1.3 约束条件该机构的约束条件有两个方面:一是最小传动角约束条件[3];二是保证四杆机构满足曲柄存在的条件。
(1)最小传动角约束或对应的约束函数为:(2)曲柄存在的条件按曲柄存在条件,由机械原理可知:2 结果比较文章的算例是四连杆机构的一个经典案例,常被研究四连杆机构的学者进行引用,但是很多人研究的都是已知曲柄和机架的参数优化设计,而把机架也作为未知量求解的程序较少,也就是研究的多是两参数的问题,一般把曲柄设置为1,机架设置为5,然后编程进行优化,结果如表1。
基于MATLAB的偏心曲柄滑块机构的优化设计
基于MATLAB的偏心曲柄滑块机构的优化设计
罗绥辉
【期刊名称】《中国机械》
【年(卷),期】2014(000)016
【摘要】曲柄滑块机构作为机械装置的基本机构之一具有广泛而重要的用途,但
在其工作的整个寿命过程中受到多种不可测因素的干扰,如制造误差、装配误差、使用中的磨损导致的误差等。
所以如果在设计阶段充分考虑到各种不可测因素的影响,从而使机械装置在整个使用寿命阶段的性能达到最优,对机械系统有非常重要。
稳健设计方法的出现成为解决此类问题的有效手段。
%Search formation kinds
of cuts a core of the reasons, through practical test and analysis to find the key reason, and the level of core kinds of cuts made effective control.
【总页数】2页(P72-73)
【作者】罗绥辉
【作者单位】610039西华大学机械工程与自动化学院四川成都
【正文语种】中文
【相关文献】
1.基于最佳传动性能的偏心曲柄滑块机构设计
2.基于MATLAB的曲柄滑块机构动
力分析3.基于MATLAB的叉车曲柄滑块式转向机构的优化设计4.基于MATLAB
曲柄滑块机构运动学和动力学分析5.基于MATLAB和ADAMS的叉车曲柄滑块式转向机构优化分析
因版权原因,仅展示原文概要,查看原文内容请购买。
基于MATLAB的曲柄摇杆机构优化设计
课程作业曲柄摇杆优化设计姓名:XX学号:XXXXX班级:XXXXXXX大学机械与动力学院目录1摘要2问题研究2.1问题重述2.2问题分析3数学模型的建立3.1设计变量的确定3.2目标函数的建立3.3约束条件的确定3.4标准数学模型4使用MATLAB编程求解4.1调用功能函数4.2首先编写目标函数M 文件4.3编写非线性约束函数 M 文件4.4编写非线性约束函数 M 文件confun.m4.5运行结果5结果分析6结论推广7过程反思8个人小结9参考文献1摘要: ab 确,22.10(32πψψ+=式中0ϕ和0ψ得小于4=≥][min γγ另外,2.2 要求摇杆的输出角最优地实现一个给定的运动规律()f ϕ。
这里假设要求:()()20023E f φϕφϕϕπ==+- (1)图1 曲柄摇杆机构简图对于这样的设计问题,可以取机构的期望输出角()E f φϕ=和实际输出角()F φϕ=的平方误差之和作为目标函数,使得它的值达到最小。
在图 1 所示的曲柄摇杆机构中,1l 、2l 、3l 、 4l 分别是曲柄AB 、连杆BC 、摇杆CD 和机架AD 的长度。
这里规定0ϕ为摇杆在右极限位置0φ时的曲柄起始位置角,它们由1l 、2l 、3l 和4l 确定。
3数学模型的建立 3.1 设计变量的确定决定机构尺寸的各杆长度1l 、2l 、3l 和4l ,以及当摇杆按已知运动规律开始运行时,曲柄所处的位置角0ϕ应列为设计变量,所有设计变量有:[][]1234512340T Tx x x x x x l l l l ϕ== (2)考虑到机构的杆长按比例变化时,不会改变其运动规律,通常设定曲柄长度1l =1.0,在这里可给定4l =5.0,其他杆长则按比例取为1l 的倍数。
若取曲柄的初始位置角为极位角,则ϕ及相应的摇杆l 位置角φ均为杆长的函数,其关系式为:()()()()2222212432301242125arccos 2101l l l l l l l l l l ϕ⎡⎤⎡⎤++-+-+==⎢⎥⎢⎥++⎢⎥⎢⎥⎣⎦⎣⎦ (3)()()222221243230343125arccos 210l l l l l l l l l φ⎡⎤⎡⎤+--+--==⎢⎥⎢⎥⎢⎥⎢⎥⎣⎦⎣⎦(4)因此,只有2l 、3l 为独立变量,则设计变量为[][]1223T Tx x x l l ==。
MATLAB的曲柄滑块和四杆机构的综合设计解析
KUNMING UNIVERSITY OF SCIENCE AND TECHNOLOGY《计算机仿真技术》课程设计报告冯叶/ 浦合旳201410302544/ 201410302547刘孝保2015年6月姓名: 学号: 专业班级: 指导教师:机械卓目录©区肌理乂殳申KUMWBG sngn OF SCIENCE MO TCCWlOGr目录1 •仿真问题描述.........................................................................2•仿真问题数学模型......................................................................3. Mat lab实现方法 .....................................................................4・Mat lab代码..........................................................................5•仿真结论..............................................................................6.遇到的问题和解决的方式.................................................................7 •课程学习意见与建议...................................................................《计算机仿真技术》课程设计报告 艮咽疗N 乂孝 ItnVH ; WmJSTY :f SCOtCE MP TOCtXCCf 1 •仿真问题描述已知机架AD 长为L1,曲柄AB 长为L2,连杆BC 长L3,另一机架长CD 长为L4,与AB 杆相 连的是一滑块E 。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
图1
平整卷芯擦伤原因分析图
(3)严格控制原料质量。对带头厚度超差 严重、板形不良、有打折硌印缺陷的钢卷,在 准备站进行切头处理, 保证带钢头部质量良好。 发现有缺陷的带头要进行分切。 (4)加强操作技能。穿带的过程中,要保 证带钢的平直,不能有跑偏现象,其他各操作 工序也要严格按照操作规程去执行。 4. 结语 上述生产过程中实施后,精整 R2 横切机组 的成材率提高了 1-2 个百分点,产品质量指标 有明显的提高。在针对平整机组本身产生的擦 伤缺陷,今后要做以下的工作: (1)对设备不足的地方进行相应的改造, 加强对设备的维护与点检。 (2)在备件使用方面,作好周期安排。 (3)加强职工的操作技能,作好交流工作。
s2 =
s = s1 + s2 s1 = a cos θ
b 2 − ( e + a sin θ )
2
1300 )
35 5.结论
s (600 )
25
min f
0.060
其 中 ε (θ ) 为极限位置下的曲柄实际所达位置与期望所达
= ε (θ ) a cos θ + b 2 − (e+ asin θ ) 2 − d (θ )
3. 平整生产厚料卷芯擦伤的产生原因与分析 3.1 原因分析 运用鱼骨图分析影响厚料卷芯擦伤的产生 原因 , 见图 1
的部位,容易产生不同程度的偏差,如皮带助 卷器极限挡块,从而造成皮带助卷器包角位置 变化,使轧制时卷取内圈松动,在带头位置产 生层与层间的擦伤。在后序机组发现有擦伤缺 陷时,及时反馈,并做以相应的调整。同时定 期检查标定。 (2)卷取套筒定期更换。设备长时间的运 行,卷取套筒表面网纹磨损,表面粗糙度减小, 同时套筒的外径减小,间接导致皮带助卷器抱 臂包角变化,使带钢产生擦伤。在备件使用上 应严格按照其使用周期进行更换 . 随筒的磨损, 对皮带助卷器的极限位置做相应的调整。
平整厚料卷芯擦伤的产生原因及解决 措施
117000 本溪钢铁集团公司 辽宁本溪 - 高一铭
关键词
擦伤 / 张力 / 擦伤缺陷
摘要: 查找平整厚料卷芯擦伤产生的原因,通过实际的验证分析找到关键原因,并对平整厚料卷芯擦伤的缺陷进行了有效的控制。
Abstract: Search formation kinds of cuts a core of the reasons, through practical test and analysis to find the key reason, and the level of core kinds of cuts made effective control. Key words: Scratch ,tension , cuts defects 1. 引言 在冷轧带钢的生产过程中,平整机组是一 个重要的生产工序, 不但决定产品的机械性能, 而且也决定带钢的板形质量与表面质量。平整 即小变形量(通常为 0.3%-3%)进行轧制,平整 的目的 : ①消除明显的屈服平台,改善钢的综 合性能。②改善带钢的平直度。③使带钢达到 一定值的粗糙度。 在平整的过程中不但要保证良好机械性能 和带钢的平整度,同时也要减少表面缺陷的产 生,来提高产品的实物质量与成材率。 2. 平整机组现状 本钢冷轧平整机组采用单机架四辊平整机, 平整方式是干平整,2003 年进行平整改造,增 设了前后 S 辊,主要目的是增加张力 . 来防止 带钢在轧制的过程中跑偏并保证带钢的平直 . 随 着生产节奏的加快 , 在现有设备的情况下 , 平 整机组在生产厚规格产品时容易在卷芯的位置 产生横向的条状或点状的擦伤 , 不但影响了产 品质量也影响了产品的成材率 . 下面根据现场 实际生产情况 , 来探讨平整厚料卷芯擦伤的产 生原因与解决措施 .
2
2
以上式即为优化设计的目标函数。
g1 = e − (b − a) ≤ 0 g 2 = (e+ a) − bsin 450 ≤ 0 s.t 1 ≤ a ≤ 200 1 ≤ b ≤ 200 1 ≤ e ≤ 200
遗传算法优化
转动设备现场动平衡技术与应用
545005 东风柳州汽车有限公司 广西 柳州 - 韦玉明
求。曲柄杆长
a ,连杆杆长 b ,偏移距离 e 是
由于曲柄滑块属于四连杆机构的一种,获 得相应的约束条件:在设计中取 x = [ a b e] ,设 计的初值取为 [ 4 8 1] 带入 Matlab 中在其优化设 计工具箱中用 GA 优化进行优化,设定种群数量 为 20. 得到输出结果如下: x =11.3349 25.2966 6.4985 fval=3.5922e-004 计算中得到的为其优化结果,整理如下
基于 MATLAB 的偏心曲柄滑块机构 的优化设计
610039 西华大学机械工程与自动化学院 四川 成都 - 罗绥辉
关键词
稳健设计 / 曲柄滑块 / 优化设计
摘要: 曲柄滑块机构作为机械装置的基本机构之一具有广泛而重要的用途,但在其工作的整个寿命过程中受到多种不可测因素的干扰,如制造误 差、装配误差、使用中的磨损导致的误差等。所以如果在设计阶段充分考虑到各种不可测因素的影响,从而使机械装置在整个使用寿命阶段的 性能达到最优,对机械系统有非常重要。稳健设计方法的出现成为解决此类问题的有效手段。
1. 引言 在机械工程中, 随着现代机械设计的发展, 72 机构运动状态要求越来越复杂,曲柄滑块机构 的运动设计要求能精确及时协调地完成规定的 复杂的机械动作。曲柄滑块机构作为机械装置 的基本机构之一具有广泛而重要的用途,但在
16.indd
72
2014/9/4
16:20:13
其工作的整个寿命过程中受到多种不可测因素 的干扰,如制造误差、装配误差、使用中的磨 损导致的误差等,这些如果处理不当,将会造 成严重的机械故障,更为甚者将会造成严重的 安全事故。所以如果在设计阶段充分考虑到各 种不可测因素的影响,从而使机械装置在整个 使用寿命阶段的性能达到最优,对机械系统有 非常重要。稳健设计方法的出现成为解决此类 问题的有效手段。 2. 优化设计 优化设计是以数学模型为其理论基础进行 设计的。在具体设计中我们一般关注其如下一 些基本术语的内容 , 如设计变量、目标函数、 约束条件等。机械优化设计是构造具体机械结 构的数学模型,并转化为方便求解的数学问题 进行分析,并形成一种数学规划的办法,来求 解规划的内容。最终使其已起最优的方式来满 足设计要求,进而得到最优的设计方案。优化 设计改变了传统的设计方式。传统设计方法是 被动地重复分析产品的性能 , 而不是主动设计 产品的参数。 作为一项设计不仅要求方案可行、 合理 , 而且应该是某些指标达到最优的理想方 案。并从大量的可行设计方案中找出—种最优 化的设计方案 , 从而实现最优化的设计。优化 设计可以满足多方面的性能要求,而这些利用 传统方法是无法解决的。实践证明 , 最优化设 计是一种非常有效的方法,它可以保证产品具 有优良的性能 , 减轻自重或体积 , 降低工程造 价等。 曲柄滑块机构建模 本节的设计目标是设计如图所示曲柄滑块 距离应该满足 s 应该满足从 35mm 到 25mm 的要 机构,其曲柄的转角 θ 是从 100 到 600 ,滑块
设计的目标变量。设计中认为杆长变量 a 和 b 由于加工制造以及装配误差导致其尺寸发生变 化,这种变化一般服从正态分布规律。对于变 量 e ,是根据不同的安装位置确定的,其分布 一般是要满足一定的区间误差,这里给定 e 的 平均值为 e 。目标函数的分析与建立:
a (mm)
b(mm)
e(mm)
由上图可得 和则有下式
位置的偏差,由设计题目要求,可以将设计问 题转换为在两个极限位置的实际位置与要求位 置偏差最小,及转换为两个目标的多目标优化 问题。由设计要求得
本文通过对曲柄滑块的几何构型进行分析, 得出了其优化设计数学模型,并通过 Matlab 使 用遗传算法,得到了优化结果,结果显示可以 较好的避开局部最优的情况发生。 参考文献: [1] 李泳鲜 , 孟庆国 , 姬振豫 . 机械稳健设 计的研究概况与趋势 , 工程设计学报 , 1999. [2]Otto K N, Antonsson E K. Extensions to the Taguchi Method of Product Design. Journal of Mechanical Design, 1991, 115(1): 5-13. [3] 胡笛川 . 机械优化设计 . 内蒙古科技与 经济,2006.
ε = (100 ) a cos100 + b 2 − (e+ asin100 ) 2 − 35
ε = (600 ) a cos 600 + b 2 − (e+ asin 600 ) 2 − 25
即使得如下式达到最小
min f= ε=
ε (100 ) + ε (600 )
引言 一直以来汽车加工都处于制造业的前沿领 域,这也使得汽车加工承载了很多新型技术。 作为汽车最为主要的构件之一车身质量的把握 对于汽车的整体质量而言无疑是重要的,在汽 车技术不断发展的过程中汽车也朝着多功能化 方向迈进,另外人们对汽车的安全性要求也越 来越高,这也使得汽车车身材料也越来越受到 关注。如今承载式车身已经是目前汽车行业的 主流, 其最显著特点便是底盘与车厢的一体化, 这也让车身材料得到了更大的发展空间。 1. 汽车车身材料现状分析 1.1 金属材料 金属材料是汽车车身构成当中最常见的材 料,最为普遍的即为黑色金属,也就是钢材料。 在承载式车身前提下其主要加工工艺为冲压成 型,在加工过程中采取挤压的方式让平整化钢 板成型。在这个过程中若材料强度高则会对其 可塑性带来较大的影响;而低强度材料尽管易 于加工,但是易出现变形的情况,换句话说材 料强度与可塑性两者间事实上存在着明显的矛 盾,然而随着 UISAB 项目 (Ultra Light Steel Auto Body) 的 出 现 给 钢 材 料 带 来 了 新 的 契 机 [1],加速了新型高强度钢的研发。新型高强度 钢主要包括以下类型: (1)烘烤硬化钢。这种钢既具有强度又具 有较高的可成形性,通过加工过程中的加工硬 化和烤漆过程中的时效现象,使得材料的屈服 强度提升、抗凹性能提高。烘烤硬化钢广泛应 用于汽车外板上,如车门外板、发动机盖外板 和行李箱外板等。 (2)相变诱发塑性钢(TRIP 钢)。相变诱 发塑性钢是由钢组织中逐步进行的马氏体相变 73