良率提升思路,白点(异物)改善例子report
良率提升改善报告ppt

改善方向与重点
根据当前问题和瓶颈,确定 后续改善的重点和方向,并
制定相应的实施计划。
谢谢
汇报人:XXX
03
改善成果评估
改善成果数据展示
良率提升幅度
改善后产品良率提升了XX%,达到
了XX%。 01
质量合格率提升
改善后产品质量合格率提升了XX%,
减少了产品不良率。
03
生产效率提升
通过改善,生产线的生产效率提高了
XX%,降低了生产成本。 02
改善成果与预期目标的对比分析
改善成果评估
改善实施后,产品良率明显提升,达到预期目标。
影响良率的因素
设备老化
设备老化可能导致产品加工精度 下降,从而影响良率。
员工操作不当
员工操作不熟练或失误可质量不佳
原物料质量不符合标准可能导致 产品不良,从而影响良率。
良率问题的潜在风险
设备老化
设备老化可能导致生产过程中出现故障, 从而影响良率。
员工操作不规范
员工操作不规范可能导致生产出的产品不 符合标准,从而影响良率。
02
改善方案实施
制定改善方案
改善方案实施
针对良率低的问题,制定具体的改善方案,包括工艺改进、设备更新、员工培训等方面,确 保改善措施落地。
方案实施步 骤
01
方案准备
确认改善方案的目标和计 划,准备好所需的资源、 人员和物资。
02
方案实施
按照计划逐步实施改善方 案,确保每个步骤都得到 有效执行。
03
方案跟踪与调整
对改善方案的实施过程进 行跟踪,及时发现和解决 出现的问题,并根据实际 情况调整方案。
方案实施过程中的关键节点与责任人
良率提升改善报告ppt
培训员工:对员工进行技 能培训,提高生产效率和 质量意识
优化流程:对生产流程进 行优化,提高生产效率和 质量稳定性
实施监控:对生产过程进 行实时监控,及时发现和 解决问题
定期评估:定期对实施效 果进行评估,及时调整计 划和策略
持续改进:根据评估结果, 持续改进生产流程和员工 技能,提高良率
关键节点与里程碑
良率提升百分比:衡量良率提升的幅度 生产效率提升:衡量生产效率的提高程度 成本降低:衡量生产成本降低的程度 质量稳定性:衡量产品质量的稳定性和一致性 客户满意度:衡量客户对产品质量的满意度 员工满意度:衡量员工对生产环境和工作条件的满意度
评估方法与流程
添加标题
确定评估目标:明 确评估的目的和预 期效果
提升良率的挑战
技术瓶颈:现有技术无法满足生 产需求
市场竞争:竞争对手的良率提升 速度更快
添加标题
添加标题
添加标题
添加标题
成本压力:提高良率需要增加投 入
人员素质:员工技能和素质需要 提升
良率提升策略
第二章节
工艺流程优化
优化生产工艺,提高生产效率 引入自动化设备,减少人工操作误差 加强质量控制,提高产品合格率 优化供应链管理,降低原材料成本
设备故障问题:设备故障导 致生产过程不稳定,影响良
率
人员操作问题:员工操作不 当或技能不足,影响产品质
量
良率提升的必要性
提高产品质量: 良率提升可以减 少不良品,提高 产品质量
降低成本:良率 提升可以减少废 品率,降低生产 成本
提高生产效率: 良率提升可以减 少返工和维修时 间,提高生产效 率
增强市场竞争力 :良率提升可以 提高产品竞争力 ,增强企业在市 场中的地位
良率提升改善报告[优质PPT]
![良率提升改善报告[优质PPT]](https://img.taocdn.com/s3/m/65686175c850ad02df80410d.png)
白色颗粒可擦拭
3区
1区
导光板与扩散之间
白色胶状可擦拭
5区
3区
反射与导光板之间
白色胶状不可擦拭
4区
层次 导光板与扩散之间 导光板与扩散之间 反射与导光板之间 导光板与扩散之间 导光板与扩散之间 导光板与扩散之间 导光板与扩散之间 导光板与扩散之间 导光板与扩散之间 导光板与扩散之间
不良状态 白色颗粒可擦拭 白色颗粒可擦拭 白色胶状可擦拭 白色胶状可擦拭 白色胶状不可擦拭 白色胶状可擦拭 白色胶状可擦拭 白色颗粒可擦拭 白色胶状不可擦拭 白色胶状不可擦拭
1
23
4 56 789
1
1
SF0006良率提升改善报告
工程部:杨兴强
2
2
目录
1 不良分析 2 分析方向 3 改善方法1 4 改善方法2 5 改善方法3 6 改善方法4 7 改善方法5 8 改善方法6 9 改善方法7 10 改善数据对比 11 结束语
3
3
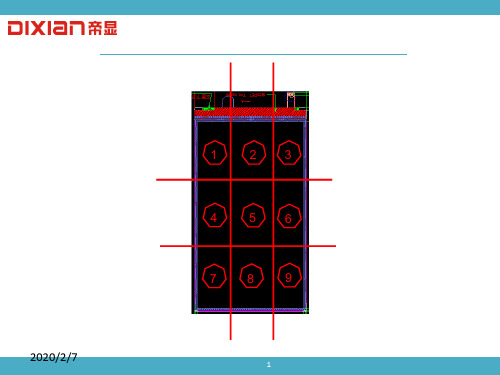
p 1.不良分析
拆解20pcs不良品白点分析数据
改善后
差异点:取消导光板和铁壳在组装过程中压覆灯条的动作,避开 与导光板的1区到3区的直接接触。
11
11
p 9改善方法
减小压榨在取料过程中,压块与半成品的接触面积
改善前
改善后
差异点:减小压榨工位在取料的过程中,压块与导光板的接触面 积。
12
12
p 10改善数据
白点改善前与改善后的对比图
日期 白点数量
OK,动态测试NG.
到17s,风淋人数《2
员),可得出人员污染很大,需改进无尘服。
机
机台内部环境OK
?
?
清洁后的导光板上机后,机
提升测试良率专项改善报告
01
通过实施一系列改善措施,我们成功地将测试良率提高了20%,
显著降低了不良率和产品退货率。
生产效率得到优化
02
改进后的测试流程更加高效,缩短了生产周期,提高了整体生
产效率。
质量管理体系进一步完善
03
通过持续的质量改进,我们完善了质量管理体系,加强了过程
控制和数据分析。
对未来产品质量和生产的展望
持续优化产品质量
详细描述
通过对现有工艺流程进行全面分析,识别瓶颈和问题点,采取针对性措施进行优 化,包括简化流程、减少冗余环节、提高自动化程度等,以提高生产效率和测试 良率。
设备与工具升级
总结词
升级设备和工具是提高测试良率的有 效途径。
详细描述
根据工艺需求和测试要求,对现有设 备和工具进行评估和升级,引进先进 的测试设备和工具,提高测试精度和 可靠性,从而提升测试良率。
生产效率提高
改善过程提高了生产线自 动化水平,使得整体生产 效率提高了20%。
质量损失减少
通过减少不良品,质量损 失成本降低了30%。
客户反馈与市场表现
客户满意度提升
产品质量的提高使得客户满意度 大幅度提升,客户投诉率下降了 20%。
市场占有率扩大
由于产品质量的提升和客户满意 度的提高,产品在市场的占有率 扩大了5%。
报告范围和限制
范围
本报告主要针对测试良率低的问题,从分析原因、提出改善措施、实施改善计 划等方面展开论述。
限制
由于数据收集和调查的局限性,本报告主要基于现有数据和信息进行分析,可 能存在一定的局限性。同时,由于改善行动的实施需要一定时间,本报告的结 论和建议主要是基于当前情况和经验进行的推断。
02
良率提升改善报告PPT幻灯片
改善后
差异点:所以吸嘴避开导光板的1区到3区直接接触。
2020/2/7
9
9
7改善方法
取消灯条贴附时的缓冲距离
改善前
改善后
差异点:在灯条缓冲位置处增加0.5cm的厚度,同时压覆灯条气 缸下限距离上升0.5cm,避免在贴附灯条是导光板发生形变。
2020/2/7
10
Hale Waihona Puke 10 8改善方法取消导光板与铁壳组装过程中压附步骤
每半个小时清洁导光板工位清洁粘滚及导光板拖块 (用粘滚清洁)。
环
车间静态测试OK,机台内部 测试OK
ok
指标达成
2020/2/7
5
5
3改善方法
膜材清洁机粘滚高度调整
改善前
改善后
差异点:在粘滚的四个角增加0.5cm厚度,避免粘滚在清洁导 光板压的太紧造成白点。
2020/2/7
6
6
4改善方法
2020/2/7
1
23
4
56
789
1
1
SF0006良率提升改善报告
工程部:杨兴强
2020/2/7
2
2
2020/2/7
目录
1 不良分析 2 分析方向 3 改善方法1 4 改善方法2 5 改善方法3 6 改善方法4 7 改善方法5 8 改善方法6 9 改善方法7 10 改善数据对比 11 结束语
3
3
导光板拖块接触面改善
改善前
改善后
差异点:在拖块表面贴附一层铁氟龙,然后在上中下各自贴附 一条泡沫棉,缩小导光板与拖块的接触面积。
2020/2/7
7
7
5改善方法
导光板拖块位置改善
pdca质量良率提升案例
PDCA质量良率提升案例一、引言PDCA(Plan-Do-Check-Act)是一种常用于质量管理的循环过程,可用于不断提升产品或服务的质量水平。
在本文中,我们将探讨一个实际案例,说明通过PDCA循环不断提升质量良率的过程和效果。
二、背景公司A是一家制造业公司,生产一种复杂的机械产品。
由于制造工艺复杂,产品质量良率一直存在一定的问题,导致成本高、客户投诉多等问题。
三、问题分析通过对现有生产过程和质量控制措施的分析,我们确定了以下问题: 1. 生产过程中存在一些不可避免的人为误差,导致产品在生产过程中出现缺陷。
2. 质量检测工具和方法不够先进、准确,无法有效发现并及时排除产品缺陷。
3. 缺乏有效的反馈机制,无法从客户投诉中及时了解产品质量问题。
四、PDCA循环实施过程4.1 计划(Plan)1.成立质量改进小组,由各部门的代表组成,制定改进目标和计划。
2.通过对现有生产过程的分析和评估,确定优化生产流程的方案,减少人为误差的发生。
3.研究引进先进的质量检测设备,提高产品缺陷的检测准确率。
4.设立客户投诉管理系统,建立快速反馈机制。
4.2 执行(Do)1.在生产过程中,通过培训和指导,提高员工的技能水平和操作规范性,减少人为误差的发生。
2.引进先进的质量检测设备,提高产品缺陷的检测准确率。
3.执行客户投诉管理系统,及时收集、整理和反馈客户投诉信息。
4.3 检查(Check)1.定期评估生产过程中是否存在新的问题,并及时进行改进。
2.定期检查质量检测设备的工作状态和准确性,确保其正常运行。
3.对客户投诉信息进行分析,找出质量问题的根本原因,并采取相应措施进行改进。
4.4 行动(Act)1.根据检查过程中发现的问题,及时采取纠正措施,确保生产过程的稳定性和一致性。
2.对质量检测设备进行维护和校准,保证其准确性和稳定性。
3.针对客户投诉中发现的主要问题,制定改进措施,并进行实施。
五、效果评估实施PDCA循环后,公司A的质量良率得到了明显提升。
白点不良分析改善报告1.doc
序号
工序
Action
备注
1
组合
组合站5S整顿
拟定成专案进行改善
2
组合
人员专业教育训练
3
组合
无尘室教育训练
4
组合
组合治工具制作
5
切割
切割后PC板清洁及传送方式
白点不良主要表现在轻微的点状白点
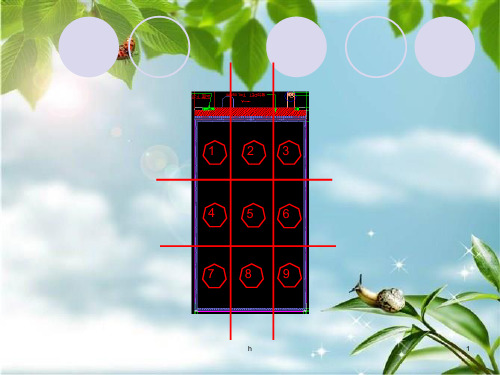
3.针对EH-372型号白点不良品的分布状况我们统计得出:
A.白点部位九宫图:
3PCS
7PCS
3PCS
4PCS
0PCS
1PCS
4PCS
4PCS
3PCS
由以上可知道:白点主要均匀分布在产品四周边缘
3、 真因探讨
1、主题:
分析产品白点不良,找出造成产品白点不良的主要原因,并进行改善。
2、现况描述:
1、目前(3/5-3/13日)产品的白点不良率约为6.50% 。
由以上图形可得:现产线白点良率不稳定
以上资料来源于《终检每日良率报表》
2、针对EH-372型号刮伤不良品的部位、程度、形状我们统计得出
A、白点所在部位
CTP_良率提升专案报告-好东西

三、CG贴合毛屑脏污黑白点改善:不良推移
1、导入CG检查与CG贴 合串线,2、产品以插架 中转代替托盘 3、工艺全程盯线作业
导入机台清洁 后强光灯点检 方式
导入首件管 制,每台机 20pcs不可有 1pcs不良
小结:透过CG检查与CG贴合串线作业,以及CG贴合机清洁点检方式的改善、首件 确认重点需辅导的人员,CG贴合不良由4、5月的3~4%降低到目前1~2%左右,后 续将实验CG贴合机台隔离确认进一步改善空间
一、触控模组良率改善计划:五月不良率分布
8% 7% 6% 83.66% 5% 4% 3% 2% 1.15% 1% 0% 可视区气泡 功能不良 黑点 毛屑 CG刮伤 脏污 白点 其他 1.13% 50.04% 1.98% 63.25% 78.40% 70.90% 88.40% 90.30% 80% 7.52% 120% 100% 100%
中国触摸屏网 —— 无“触”不在
中国触摸屏网(
)
您下载的该触摸屏技术文档来自于中国触摸屏网( / ) What you are downloading are from China Touchscreen Site: ( / ) 中国触摸屏网四大版块: • • • • 触摸屏论坛: / 触摸屏供求商机: / 招聘/找工作求职: /forum-12-1.html 触摸屏行业杂志: /emag/
二、气泡不良对策一:OCA胶材合理化,OCA变更前、后气 泡不良如下
OCA:厂商:3M 型号:8187 厚度:175um 胶性:硬胶 气泡不良率:8.2% OCA:厂商:王子 型号: 厚度:175um 胶性:软胶 气泡不良率:1.12% OCA:厂商:3M 型号:8188 或 厚度:200um 胶性:硬胶 气泡不良率:1.5%
提升测试良率专项改善报告2014

品质一流,交期悦目,持续改善,客户满足
专案小组
专案名称
改善期限 领航员/江海珍 组长/李巧生 小 组 组 员 测试:罗仲深 钻孔:李刚 组员 电镀:王营渠 Q C:王富华
联结一心,众志达金
降低开短路专案
2014/10/01—2015/03/30 主导员/胡章维、黄贵泉 技术指导/蒋丁荣 工程:武建文 线路:王坤伦 阻焊:何晓清 FQC:林桂玉
测试良率提升专案报告
联结一心,众志达金
---降低开短路
品质一流,交期悦目,持续改善,客户满足
LDJ-QA胡章维
1
专案改善报告目录
联结一心,众志达金
1. 2. 3. 4. 5.
专案小组简介 专案改善计划 现状分析 目标设定 要因分析
6. 改善对策 7. 对策实施 8. 跟踪比较 9. 效果确认 10.标准化 11.结论
2070.038% 0.028% 128
6-7月 589467 102 0.017%
不良数
8-9月 465432 128 0.028%
不良率
合计 2577897 545 0.021%
0.040% 0.035% 0.030% 0.025% 0.020% 0.015% 0.010% 0.005% 0.000%
王坤 伦
11月 10日
品质一流,交期悦目,持续改善,客户满足 一流品质,准确交期,持续改善,满足客户
LDJ-QA胡章维 15
主要改善对比图片
联结一心,众志达金
刀片使用记录
旧刀片回收
品质一流,交期悦目,持续改善,客户满足
LDJ-QA胡章维 16
主要改善对比图片
联结一心,众志达金
XXX良率提升改善报告

感谢团队的各成员参与分析检讨, 并跟进验证。
Thank You!
4.分析改善验证
1.印刷不良调整 2.贴片不良优化
1.SPI程式优化 2.AOI程式优化
生产组
品质组
1.员工岗位培训 2.员工执行力加强 3.数据收集
1.员工岗位培训 2.生产作业过程品质 监控
二、问题分析:
原因分析
原因分析1: 从贴片与炉后不良品外观确认,景旺PCB有变形现象,如下图所示
一次过炉后超出标准1.73MM
3
空焊
开焊/虚焊
81
漏件立碑3 Nhomakorabea抹板
漏料
6
墓碑
锡桥
2
移位
总计
141
总计
不良数量 2 14 1 15 21 4 17 76
150
总结:TOP前三项移位,漏件,虚焊不良。
一.背景介紹:
问题
不良问题描述及影响度
调查
1、CHIP料移位/墓碑:
CHIP料移位,墓碑,影响测 试不通电,不开机。
一.背景介紹:
问题
C4 百分比
HG产品6月份不良机型的 Pareto 图
400 100
300
80
60 200
40 100
20
0
0
C1 WS831-10 HG532e-10 HG658b-20 HG255e-10 HG658
其他
C4
179
72
63
24
12
10
百分比
49.7
20.0
17.5
6.7
3.3
2.8
累积 %
49.7
二、问题分析:
良率提升改善报告
h
1
SF0006良率提升改善报告
工程部:杨兴强
h
2
2
目录
1 不良分析
2 分析方向
3 改善方法1
4 改善方法2
5 改善方法3
6 改善方法4
7 改善方法5
8 改善方法6
9 改善方法7
10 改善数据对比
11 结束语
h
3
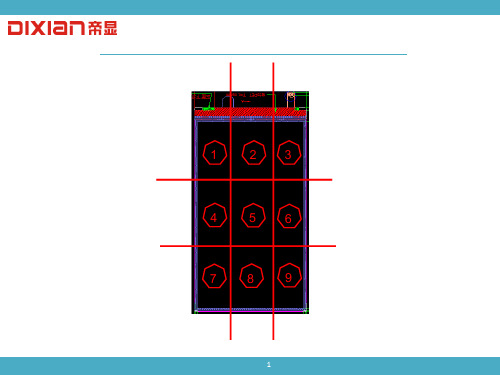
1.不良分析
拆解20pcs不良品白点分析数据
区域
层次
不良状态
9月24日 221
10月6日 26
改善前 9月25日 145
改善后 10月7日 71
9月26日 194
10月8日 52
9月27日 181
10月9日 24
9月28日 241
10月10日 65
改善前
改善后
从数据可以看出改善后的白点与改善前h的白点下降了75.7%。
13
11结束语
感谢大家观看
h
14
14
行验证)
法
导光板保护膜清洁后,上机 后还是过脏。(其它严格按 照SOP执行)
每半个小时清洁导光板工位清洁粘滚及导光板拖块 (用粘滚清洁)。
环
车间静态测试OK,机台内部 测试OK
ok
指标达成
h
5
3改善方法
膜材清洁机粘滚高度调整
改善前
改善后
差异点:在粘滚的四个角增加0.5cm厚度,避免粘滚在清洁导 光板压的太紧造成白点。
h
6
4改善方法
导光板拖块接触面改善
改善前
改善后
差异点:在拖块表面贴附一层铁氟龙,然后在上中下各自贴附 一条泡沫棉,缩小导光板与拖块的接触面积。
pdca质量良率提升案例
pdca质量良率提升案例PDCA质量良率提升案例一、背景介绍公司A是一家生产电子产品的企业,其主营业务为智能手机和平板电脑的研发、生产和销售。
由于市场竞争激烈,公司A需要不断提高产品质量和良率以保持竞争优势。
二、问题分析在过去的生产过程中,公司A发现存在以下几个问题:1. 产品良率不稳定,时常出现大量次品。
2. 生产线效率低下,导致成本增加。
3. 员工技能水平参差不齐,缺乏专业培训。
三、解决方案为了解决以上问题,公司A采取了PDCA模式进行质量良率提升。
具体措施如下:1. 计划阶段在计划阶段,公司A制定了以下目标:1)提高产品良率至99%以上;2)提高生产线效率至每小时生产200台手机;3)培训员工技能并提高员工素质。
2. 实施阶段在实施阶段,公司A采取了以下措施:1)优化生产流程:通过重新规划生产线布局和优化操作流程,减少了生产过程中的浪费和不必要的环节,提高了生产效率。
2)引进先进设备:公司A引进了一批先进的生产设备,提高了产品质量和稳定性。
3)培训员工:公司A制定了一套完整的培训计划,包括技能培训、安全培训和素质提升等方面,提高了员工素质和技能水平。
3. 检查阶段在检查阶段,公司A进行了以下检查:1)对产品进行全面检验:对每一个生产批次进行全面检验,并对不合格产品进行追溯和分析。
2)对生产线进行评估:通过对生产线数据的采集和分析,对生产线效率进行评估,并针对不足之处进行改进。
3)对员工进行考核:通过考核员工的技能水平、工作态度和安全意识等方面,对员工进行评估。
4. 改进阶段在改进阶段,公司A采取以下措施:1)针对产品缺陷问题,制定相应的改善方案,并逐步推行;2)针对生产线效率问题,在保证质量的前提下继续优化操作流程;3)针对员工技能问题,加强培训和考核,并制定奖惩制度。
四、效果评估经过PDCA模式的实施,公司A取得了以下成效:1. 产品良率稳定提高至99%以上;2. 生产线效率提高至每小时生产200台手机;3. 员工技能水平和素质得到明显提升。
良率提升改善报告ppt

提高市场竞争力:提高产品质量, 增强市场竞争力
良率提升目标
提高产品质量
降低生产成本
提高生产效率
提升企业竞争力
PART 2
良率提升方案
方案一:工艺改进
改进工艺流程,提高生产效率 优化设备性能,减少故障率 加强员工培训,提高操作技能 引入新技术,提高产品质量方案二:设备升级设备升目的:提高生产效 率,降低不良率
方案四:质量管理体系优化
建立完善的质 量管理体系
加强员工培训, 提高质量意识
定期进行质量 检查,发现问
题及时整改
引入先进的质 量管理工具和 方法,如六西 格玛、精益生
产等
PART 3
良率提升实施计划
实施时间安排
制定计划:2023年1月1 日-2023年1月10日
实施准备:2023年1月 11 日 - 2 0 2 3 年 1 月 2 0 日
THANK YOU
汇报人:XXX
汇报时间:20XX/01/01
导
市场风险:可 能面临市场竞 争压力,需要 提前进行市场
调研和预测
实施效果评估方法
设定评估指 标:如良率、 生产效率、
成本等
收集数据: 通过生产记 录、质量检 测报告等收
集数据
分析数据: 使用统计分 析方法,如 方差分析、 回归分析等
制定评估标 准:根据评 估指标设定 评估标准, 如良率提升 多少为有效
设备升级内容:更换老旧设 备,引进先进技术
设备升级效果:提高生产效 率,降低不良率
设备升级时间:根据实际情 况制定升级计划
设备升级预算:根据设备升 级内容制定预算
设备升级注意事项:确保设 备升级不影响生产进度,确 保设备升级后的稳定性和可 靠性。
良率提升改善报告ppt课件
白色颗粒可擦拭
3区
1区
导光板与扩散之间
白色胶状可擦拭
5区
3区
反射与导光板之间
白色胶状不可擦拭
4区
层次 导光板与扩散之间 导光板与扩散之间 反射与导光板之间 导光板与扩散之间 导光板与扩散之间 导光板与扩散之间 导光板与扩散之间 导光板与扩散之间 导光板与扩散之间 导光板与扩散之间
不良状态 白色颗粒可擦拭 白色颗粒可擦拭 白色胶状可擦拭 白色胶状可擦拭 白色胶状不可擦拭 白色胶状可擦拭 白色胶状可擦拭 白色颗粒可擦拭 白色胶状不可擦拭 白色胶状不可擦拭
改善前
改善后
差异点:所以吸嘴避开导光板的1区到3区直接接触。
9
9
7改善方法
取消灯条贴附时的缓冲距离
改善前
改善后
差异点:在灯条缓冲位置处增加0.5cm的厚度,同时压覆灯条气 缸下限距离上升0.5cm,避免在贴附灯条是导光板发生形变。
10
10
8改善方法
取消导光板与铁壳组装过程中压附步骤
改善前
区域
层次
不良状态
区域
5区
导光板与扩散之间
白色颗粒不可擦拭
1区
1区
导光板与扩散之间
白色胶状可擦拭
2区
3区
反射与导光板之间
白色颗粒可擦拭
2区
2区
导光板与扩散之间
白色胶状可擦拭
1区
3区
导光板与扩散之间
异物造成白点可擦拭
3区
3区
导光板与扩散之间
白色胶状可擦拭
3区
1区
导光板与扩散之间
白色胶状可擦拭
2区
1区
导光板与扩散之间
日期 白点数量
良率提升计划(2)

导光板来料白印不良已要求供应商修模处理. 现阶段已无来料白印现象.
卷材上机前每卷抽检100PCS无异常后上机生产.
① 在擦拭酒精工位增加离子风机加速酒精挥发. ②提供酒精尝试为 99.5%的小批量试产 试产有效后则全面普及
(完成日期:2012-5-22,责 任人:代敬 杨丽娟)
6-2 6-3
6-4
1.1
1
人
1.2
2
机
2.1
3.1
3.2
3料
3.3
3.4
4
环
4.1
5.1
5
法
5.2
备注:1、“ →” 表示预计导入时间 2、“ ”表示实际持续导入时间
6.目标设立
短期不良削减计划
项目
不良率
目标值
5月 20--- 30
6月 1---15 15---30
7月 1---15 15---30
奇美客户反馈我司的黑白点 ,异物,白印2%不良. 不良现象如下
白印
白印
异物
黑白点
3.不良分析
解析6PCS黑白点与异物的不良品在40倍放大镜下分析:
1.上BEF脏污形成的白点(PET内污污染到上BEF中) 图一
2.下BEF本身材料的凹点导致成品白点
图二
3.导光板与扩散之间的异物
图三 图四
4.扩散本身自带不良导致成品异物.
每天两次对车间进行洁净度进行检测.出现不达标测试点后对此线进行 整改.
(完成日期:2012-5-27,责 任人:代敬 杨丽娟 唐日和)。
(完成日期:2012-5-21,责 任人:代敬 杨丽娟 唐日和)。
5.1
5法 5.2
良率提升改善报告ppt

03 效果评估
对品质检测和控制强化方案进行定期评估, 确保改善方案的有效性和可持续性
建立完善的品质检测和控制体系,提高检测 设备的精度和可靠性
02 实施措施
人员培训与技能提升
培训计划
制定针对不同岗位的培训计划, 提高员工的专业技能和操作水 平。
技能评估
定期对员工进行技能评估,找 出技能短板,制定针对性的提 升计划。
关键问题点分析
设备故障
设备故障是影响良率的关键因素 之一,需要定期维护和检查。
原材料质量
原材料质量不稳定也会导致良率 下降,需要严格控制原材料的质 量。
生产工艺问题
生产工艺问题也是影响良率的关 键因素之一,需要不断优化和改 进生产工艺。
改善需求与目标设定
根据良率现状分析,明确改善的需求和重 点,确定需要优化或改进的环节。
激励机制
建立员工技能提升与绩效挂钩 的激励机制,鼓励员工自主学 习和提升。
03
改善成果评估与总结
改善前后数据对比分析
01 良率提升情况
对比改善前后的数据,可以看出产品合格率有了显著提 高。
02 不合格产品原因分析
经过改善,主要的不合格产品原因得到了有效控制,如 制程稳定性和物料不良等。
03 未来改进方向
良率提升改善报 告PPT
汇报人:XXX
目录
01. 良 率 现 状 分 析 02. 改 善 方 案 与 实 施 03. 改 善 成 果 评 估 与 总 结
01
良率现状分析
良率水平及分布情况
良率水平
当前产品良率水平为XX%,相较 于之前有一定提升,但仍需进一
步优化。
不良品分布情况
不良品主要集中在XX环节,占比 达到XX%。
SISIGMA专案改善案例提升成检良率项目报告
SIX SIGMA提升成检良率项目报告甲上计算机(深圳)有限公司目录1.提升成检良率项目小组简介 ------------------------------------- 22.界定阶段项目背景---------------------------------------------------- 4目标设定---------------------------------------------------- 5项目组组织架构---------------------------------------------- 6计划表------------------------------------------------------ 7项目组会议记录---------------------------------------------- 83.量测阶段现状分析------------------------------------------------------------------- 1 04.分析阶段漏印及脏点不良要因分析------------------------------------------------------------------- 1 6锡面不平及孔小孔塞要因分析------------------------------------------------------------------- 2 0锡面沾白漆要因分析------------------------------------------------------------------- 2 5刮伤露铜要因分析------------------------------------------------------------------- 2 7FMEA------------------------------------------------------------------- 3 0项目组会议记录------------------------------------------------------------------- 3 2相关数据收集------------------------------------------------------------------- 3 45.改善阶段------------------------------------------------------------------- 4 4其它试验报告------------------------------------------------------------------- 4 5防焊稽核报告------------------------------------------------------------------- 4 9喷锡培训教材------------------------------------------------------------------- 5 6项目组会议记录------------------------------------------------------------------- 5 7相关数据收集------------------------------------------------------------------- 5 96.控制阶段标准化------------------------------------------------------------------- 7 6相关窗体------------------------------------------------------------------- 7 8相关数据收集------------------------------------------------------------------- 8 3成检良率改善小组简介界定阶段Define项目背景目标设定项目小组组织架构项目活动计划表本阶段相关会议记录(界定DEFINE)项目背景一直以来我公司的成检良率比较低﹐根据目前的统计﹐成检良率在75﹪左右﹐严重影响公司的直通率﹐延误交期﹐同时造成大量的重工成本﹐其中尤为防焊﹑喷锡制程对成检良率影响最大﹐分别达到了11﹪﹑﹪。
BL黑白点异物改善专案改善报告-余绍虎
精心设计 品质优先 客户至上 服务第一
制定改善计划
阶段
界定 阶段
分析 阶段
改善 阶段
控制 阶段
计划内容 收集现场数据
设定目标 原因分析 要因确认 制定对策 对策实施 效果检查 巩固措施
总结
P DC A
月份 周别 计划 执行 计划
执行 计划 执行 计划 执行
计划
执行 计划
执行 计划
改善日程
1月份
2月份
对每周的黑白点占比进行分析历史最低值为22且有一系列改善方案支持目标达成可平洋异物不良推移500异物不良目标目标低减16320030040036320000300400目标低减163000100200w22w25w28w31w34w37w40w43w46000100200实际目标w22w25w28w31w34w37w40w43w46实际目标精心设计品质优先客户至上服务第一不良成份分析阶段一黑白点异物不良解析发生数占有率累积率环境杂物19380380模材碎屑12240620成份解析20304060080010001200模材碎屑胶框碎屑11220840100940010001020380240220100402000200400600201000501000191211环境杂物模材碎屑胶框碎屑lg表面胶类划伤其它不良层别分析发生数占有率bef与上bef之间400上bef与下bef之间1200不良层别分析导光板与反射之间反射与铁框之间上bef与下bef之间1200下bef与扩散之间1600扩散与导光板之间173400导光板与反射之间1800上bef与下bef之间下bef与扩散之间扩散与导光板之间导光板与反射之间导光板与反射之间1800反射与铁框之间101520bef与上bef之间精心设计品质优先客户至上服务第一不良发生位置分析异物库图片阶段一黑白点异物不良解析区域发生数占有率9000lgplgp表面胶表面胶frame粉屑增光膜边缘3000衣服上毛絮人体肤屑空气微粒子8000衣服上毛絮人体肤屑空气微粒子九宫格区域统计区域1区域1区域2区域3区域4精心设计品质优先客户至上服务第一15区域5区域6机台machine人员manpower阶段一原因分析机台machine人员manpower机台未依sop定义?明确检查人?配置摩擦后产生碎屑清洁?彻底机台未依标准清洁?水线脏污自动机台未进岗前培训未依sop作业新进人?配置离子风机产除静电能?差除静电能?差品质意识差员较多膜材储存时离子风机产生异物未及时清洁电测无遮光布机台内无加湿器外购胶铁膜材储存时无防护措施胶框碎屑电测无遮光布湿?下限湿?下限未按时洒水外观站无台灯清洗方法?对外购胶铁来?杂物除尘检验速?过快物料material环境environment未预警未按时洒水方法method精心设计品质优先客户至上服务第一序号末端因素确认方法确认标准负责人完成时间阶段一要因验证序号末端
【推荐】如何快速提高产品良率(范本)

如何快速提高产品良率现在的半导体制造要求比过去任何时候都要高。
为了满足市场的需要,半导体公司必须能够更及时和以更低的成本大批量生产更复杂的产品。
为此,客户要求制造商能够采用全新的良率管理方法,达到比以前更高的良率水平,而且能够更快地实现稳定生产。
反过来,新的良率管理方法取决于更广泛和更深入的工程分析方法,这些分析方法可以帮助半导体公司作出更加准确的判断,更快地达到稳定的良率。
通过持续的良率“学习”,自动制造技术则可以更加有效地利用这些分析结果,它不仅可以将各种条件变化反馈给生产线而且还能及时判断工艺条件发生变化时是否仍然可以达到预期结果,及时找到问题原因和解决问题。
这些新方法并不是遥远的概念,有些先进的制造商已经在使用这些方法了。
本文将简单介绍AMD公司先进的工程分析方法和自动精确制造(Automated Precision Manufacturing, APM)技术,及其与客户共同取得的成果。
快速提高良率的基本要素良率的快速提高是不断发现和解决生产过程中各种影响良率的因素,从而实现和发挥产品与工艺过程良率潜能的过程。
实现批量生产、降低平均成本、最大程度提高利润率的需求推动了良率的不断提高。
尽管通常良率学习曲线粗看起来非常平滑,实际上它是由工艺改善过程和一系列噪音以及良率异常情况叠加形成的(图1)。
图中良率上升的每个小台阶代表了工艺不断改善的趋势,而向下的摆动则代表了设备或工艺不正常引起的异常情况。
良率提高的总体速度取决于异常情况的响应和解决速度以及工艺改善的效率。
每个阶段的快速进步都需要经验丰富的工程师以及各种数据和分析结果的支持。
良率学习和提高有两种情况:根据现有工艺引进新产品;全新产品和工艺,例如新技术和新工艺的引进。
新产品旧工艺良率提高的主要内容是找到设计方面的问题并加以解决,因为其工艺通常已通过其它产品验证并固定下来。
全新产品和工艺的情况则比较复杂,因为它涉及设计和工艺、工艺目标、设备极限能力等因素的综合效应。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
白点(异物)存在的夹层,在TP结构中6层中会夹有白点(异物)的空间
2018/3/20
4
Step
2
現狀分析
Fact & Data Finding analysis
2018/3/20
5
Step
2 1 3
真因分析与验证 Root cause analysis and verification
人 环
5S做的 不彻底
机
人员无确 认意识 人员作业手 法不到位
贴合过程中 异物的产生
PC脏
在制品部 分未经很 好保存
铭板未经除 尘动作
品检贴合未 装静电链
料
2018/3/20
法
为 什 么 会 发 生 白 点 ( 异 物 ) 产 生
6
异物(白点)存在的层内比例现状
2018/3/20
7
Step
1 4
2018/3/20
14
DST未擦拭
2018/3/20
15
6.贴合区域无尘帘安装验证
2018/3/20
16
2018/3/20
17
7.品检离子风扇测试验证
2018/3/20
18
Step
5
效果確認
Verification of effectiveness
对所下对策进行效果确认动作,数据显示.
2018/3/20
Improvement Subject
良率提升思路,白点(异物)不良产生 与改善措施 例子
Date:2010/01/08
Reporter: Reviewer:
Step
0
基本資料
Basic information
启动日期:2009.5/4 Member: PE Leader:PE 课长,制造各单位主管 结案目标日期:2010.10.4
2018/3/義 /改善主題與目標設定
Problem definition / Improvement subject & Target setup
1
改善前现状异物(白点)比例在4~5%,后续改善厂内白点(异物)不 良率目标控制在2%以内.
2018/3/20
3
Step
2
現狀分析
19
The End
Thank you
對策擬定與實施 Permanent corrective action
2018/3/20
8
1.大板SM验证
2018/3/20
9
验证2
2018/3/20
10
2.高效网验证
2018/3/20
11
3.镭射蜂窝平台的清洁验证
2018/3/20
12
4.贴合离子棒验证
2018/3/20
13
5.镭射DST擦拭