PPK制程能力分析报告范例
制程能力分析 (Cpk , Z值)
距離下限=2.25
距離上限=3.75
平均值偏移=0.75
Target=100 LSL=97
μ = 99.25
USL=103
σ = 0.5
5 Z值, Sigma Level -1
僅有規格上限
USL LSL
僅有規格下限
D σ
D σ
A
Z值 = D/σ
A
1- Z值:衡量平均值與規格界限間之距離(D)相當於幾個標準差, 也 稱為Sigma Level (Sigma 水準) 2- Z值也可由不合格率來推算 (適用於計數型資料) 3- 只有單邊規格時, 平均值遠離規格, 代表Z值越高, 品質越好
R C hart
Sample Range
8
UC L= 8.106 _ R = 3.833
N orm al P rob P lot A D : 0.279, P : 0. 640
4
0 1 3 5L= 0 595 600 605
Las t 18 S ubgroups
給定規格界限, 才能進行製程能力分析
7 計量型製程能力分析- 2
資料輸入
有2種資料輸入方式
7 計量型製程能力分析- 3
製程能力分析 Stat > Quality Tools > Capability Analysis > Normal
7 計量型製程能力分析- 4
條件輸入
輸入資料位置
輸入規格界限
A
Cpk = Cp (1 – Ca ) =
4 Cpk , 製程能力指數 -3
EX:假設產品品質特性的規格為100± 3, 今由生產線收集100件產品, 量測後獲得平均值為99.25 , 標準差為0.5 ; 試計算Cp, Cpk指標 Cp = (103-97)/(6x0.5) = 2.0 Cpk = Cp (1 – Ca ) = 2.0 (1- (100 – 99.25)/3) = 2.0(0.75) = 1.5 CPU = (103-99.25)/(3x0.5) = 2.5 CPL = (99.25-97)/(3x0.5) = 1.5
制程能力分析(CPK_PPK)

可成科技(蘇州)有限公司
製程能力分析
Process capability
制作:张建生
2005.12.29
1
製程能力的概念 :
製程能力的意義 :
製程能力是指製程在管制狀態下,製程符合規格 的能力,即在受控狀態下實現過程目標的能力。 一般以下列的製程特性來衡量製程能力 :
• 準確度 (Capability of Accuracy )簡稱Ca • 精確度 (Capability of Precision )簡稱Cp
精確度 A製程 : 精確度越高, 製程越理想 B製程 :
精確度越低, 製程越不理想
5
製程能力的概念 :
程能力的要求 :
A製程 : 準確度與精確度都高 B製程 : 準確度高但精確度差 C製程 : 精確度高但準確度差
合格:準確度要高 穩定:精確度要好
由以上要求可知, 所有製程中, A是 最理想的
20
製程性能指數
製程性能指數的計算,其 估計的標準差為總的標準 差,包含了組內變異以及 組間變異。 總變異=組內變異+組間 變異。
Pp Ppk Ppu Ppl Su Sl ˆ 6 m in (Ppu , Ppl ) Su x ˆ 3 x Sl ˆ 3
2 ( x x ) i i 1 n
3
製程能力的概念 :
準確度 Ca :
實際中心點與規格中心點 的差異稱為準確度 製程上,實際中心與規格 中心的差異愈小,準確度 愈高,製程愈理想
A製程 : 準確度越高, 製程越理想
準確度
B製程 :
準確度越低, 製程越不理想
4
制程能力分析(Cpk)

Confidential
12
穩定製程 vs 不穩定製程
穩定的製程
可以預計未來的品質狀況.
機遇原因
不穩定的製程
可能無法預計未來的品質狀況
機遇原因 非機遇原因
Confidential 13
取樣
取樣原則:系統、隨機、批次、分散
避免影響統計結果
X Sample
X
X
X Sample
X X X X
Sample A C C B B D D
E xp . O v e ra ll P e rf o rm a n c e P P M ?< ?LS L 2 4 5 3 9 .5 4 P P M ?> ?U S L 2 9 0 7 8 .1 5 P P M ?T o ta l 5 3 6 1 7 .6 9
5
基本统计概念
6
常態分配
常態分配特性
須先考慮 製程是否有維持良好"統計管制狀態"的能力
假設製程產出是一個常態分配
Confidential
18
製程能力分析
製程能力分析
Cp:(Capability of Precision) 製程精密度 Ca: (Capability of Accuracy) 製程準確度 Cpk:(Process performance ) 製程績效指標
P r o c e s s C a p a b i l i ty o f te s t
LS L
P ro c e s s D a ta LS L 2 3 0 0 .0 0 0 0 0 T a rg e t * USL 2 5 0 0 .0 0 0 0 0 S a m p le M e a n 2 4 0 1 .9 0 0 0 0 S a m p le ?N 40 S tD e v (W ith in ) 4 2 .2 1 3 5 0 S tD e v (O v e ra ll) 5 1 .7 8 0 9 8
Cpk数据分析报告

下一步工作
1、口型维修时要保证表面光滑并打好标识线减小测量 误差;
2、尺寸稳定后提速会使Ф250挤出机压力会持续增 加 ,经过较长时间后才会稳定。统计数据分析Ф250挤出机压 力对胎面尺寸的影响。
3、检查提速后辅线上个浮动辊是否存在异常拉伸,统 计各浮动辊的拉伸量。
半成品部件:胎面
规格:EWTM378(右)
测量后半段胎面时由于垫布张力较大导致胎面变形影响尺寸测量由于250挤出机压力不稳定而引起胎面尺寸波动
Cpk数据分析报告
前言
现代质量管理强调“用数据说话”和“预防 为主”,这样才能将损失减至最低,才能提高顾客 满意。而要做到“用数据说话”和“预防为主”必 须需要有一种控制参数来反映质量水平并通过此参 数对质量进行改进。通常情况下我们选择Cpk作为 衡量过程能力的指数。Cpk是现代企业用于表示制 程能力的指标,Cpk值越大,表示制程能力越充分 ,质量越佳。
样本 2
测定 3
值
4
164 165 164 165 165 165 165 164 165 165 163 163 162 164 163 164 163 163 164 164 164 164 165 164 163 164 165 164 164 165 166 165 164 164 165 163 162 163 164 163 163 163 162 163 164 164 164 164 164 164 164 165 164 165 165 166 164 164 164 164 163 163 163 164 164 164 163 162 163 163 163 165 165 163 164
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26
CPK 制程能力分析
•µ
Cpl製程能力指標 :
•仅有下公差限Cpk=Cpu:
C PL
- LSL X - LSL 3 3s
•LSL
•µ
製程能力指標 :
• 注意事項 :
– 由公式可知, Cp是不考慮製程的中心點 – 標準差計算最好用以下標準差的定義公式
ˆ S σ
( Xi X )
i 1
n
2
n 1
•精確度較低, 製程較不理想
製程能力的基础 :
• 製程能力的要求 :
– 合格==>準確度要高 – 穩定==>精確度要好
•A製程 : 準確度與精確度兩都高 •B製程 : 準確度高但精確度差
•C製程 : 精確度高但準確度差
• 由以上的要求可知, 所有製程中, A是最 理想
製程能力指標 :
• Cpk準確度與精確度的綜合指標
•A製程 : •準確度較 高, 製程較 理想 •B製程 : •準確 度
•準確度較低, 製程較不理想
製程能力的基础 :
• 精確度Cp :
– 品質特性的散佈範圍大小或集中度稱為精確度 – 在製程上, 散佈範圍(或稱變異) 愈小, 精確度愈好, 製程愈理想
•精確 度 •A製程 : •精確度較 高, 製程較 理想 •B製程 :
•0.34 0.34
•P(u-6σ<X<u+6σ)=0.9999966
0.135
•0.135
•0.0235
0.0235
•
u-3σ u-2σ u-σ u u+σ u+2σ u+3σ
製程能力的基础
• 製程能力的意義 :
– 製程能力是指製程在管制狀態下, 製程符合規格 的能力 – 一般以下列的製程特性來衡量製程能力 :
初始过程能力研究报告-PPK

初始过程能力研究报告-PPK1. 引言1.1 研究背景与意义随着全球经济一体化的推进,市场竞争日益激烈,企业对产品和过程的质量要求也在不断提高。
初始过程能力(Process Performance Index, PPK)作为衡量生产过程稳定性的重要指标,是企业在生产初期就确保产品质量,降低成本,提高竞争力的关键。
在我国,许多企业在初始过程能力方面仍存在不足,导致生产效率低下,资源浪费严重。
因此,深入研究初始过程能力PPK,对提高我国制造业的整体水平具有重要的现实意义。
1.2 研究目的与内容本研究旨在探讨初始过程能力PPK的评估与改进方法,以期为企业提供有效的过程优化策略。
研究内容主要包括:PPK的定义与计算方法、应用领域、评估指标与标准、评估流程与步骤以及改进策略等。
通过案例分析,验证所提出方法的有效性,为企业提供实际操作指导。
2. 初始过程能力PPK概述2.1 PPK的定义与计算方法PPK(Process Performance Index)即过程性能指数,是衡量初始过程能力的一个重要参数。
它是通过对过程数据的统计分析得出的,反映了过程输出满足规格要求的程度。
PPK的计算基于过程均值和标准差,其公式如下:[ PPK = ]其中,USL(Upper Specification Limit)为规格上限,LSL(Lower Specification Limit)为规格下限,σ(sigma)为过程标准差。
PPK的取值范围为0到1,PPK值越大,表示过程能力越强,过程输出满足规格要求的概率越高。
通常,PPK值在0.67以上被认为是过程能力良好。
2.2 PPK的应用领域PPK在制造业中有着广泛的应用,主要表现在以下几个方面:1.新产品开发:在新产品开发阶段,通过计算PPK值,可以评估过程能力是否满足设计要求,从而为产品的设计和生产提供依据。
2.过程改进:通过对PPK值的监测,可以发现过程中的问题,指导企业进行过程改进,提高产品质量。
试产ppk报告模板

试产ppk报告模板引言本报告旨在总结和分析本次试产ppk的质量状况,包括ppk在试产过程中产生的问题以及采取的措施。
通过本次报告,我们希望能够帮助相关部门更好地评估生产质量并改善生产流程。
试产情况概述在试制过程中,我们生产了1500个ppk,其中100个ppk作为样品,100个ppk作为检验,其余1300个ppk作为实际生产。
试产总共耗时10天,从7月1日开始到7月10日结束。
质量问题分析精度问题在试制过程中,我们发现ppk的精度存在一定的问题。
具体表现为:•有15个ppk的误差超过了允许范围;•在100个样品中,有10个ppk的误差超过了允许范围。
这一问题的主要原因为生产设备的精度不够高,同时操作员的技能水平也需要进一步提高。
细节问题在试制过程中,我们还发现一些细节问题:•有少量ppk的防水性能存在问题;•有个别ppk的模具操作不当,导致表面质量出现问题;•有一些ppk的标识不明显,不便于识别。
这些问题需要通过改进生产操作和设备以及加强质量检测来解决。
改进措施针对以上问题,我们制定了以下改进措施:•质量问题发现及时,立即停止生产,加强质量检测,确保产品的符合质量标准;•对设备进行巡检、保养,对操作员进行培训、管理和考核;•调整生产工艺,增强防水性能,确保产品品质;•调整模具操作程序,避免产品表面质量问题;•加强标识工作,提高产品识别率。
我们将严格落实以上措施,提高生产质量和效率,实现商业目标。
结论本次试产ppk存在一定的质量问题,但整体而言,品质仍处于可接受范围之内。
同时,我们也意识到当前存在的生产问题,并已经制定一系列的改进措施。
我们相信,在各部门共同的努力下,未来的生产质量和效率将会得到进一步的提高。
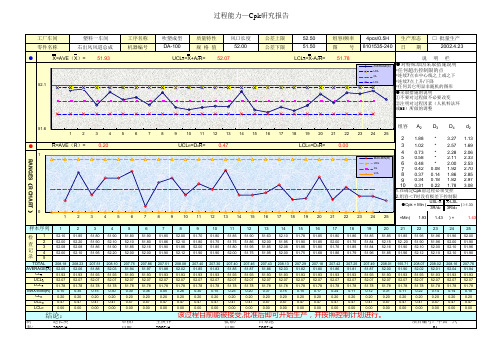
CPK分析报告
3 3
51.80 51.90 51.86 51.95 207.51 51.88 51.93 52.07 51.78 0.15 0.20 0.47 0.00
4 4
51.90 52.10 51.90 52.20 208.10 52.03 51.93 52.07 51.78 0.30 0.20 0.47 0.00
1.93 22
51.95 51.90 52.10 52.12 208.07 52.02 51.93 52.07 51.78 0.22 0.20 0.47 0.00
1.43 25
52.00 51.90 51.96 51.90 207.76 51.94 51.93 52.07 51.78 0.10 0.20 0.47 0.00
23 19
24
25 20
51.85 52.15 52.16 51.85 208.01 52.00 51.93 52.07 51.78 0.31 0.20 0.47 0.00
=Min( 21
51.85 52..20 51.90 51.96 155.71 51.90 51.93 52.07 51.78 0.11 0.20 0.47 0.00
●Cpk = Min ( USL-X 3R/d2 1.43 23
51.96 51.96 52.00 52.10 208.02 52.01 51.93 52.07 51.78 0.14 0.20 0.47 0.00
1 2 3 4 5 TOTAL AVERAGE(X) CLX UCLX LCLX MAX-MIN(R) CLR UCLR LCLR
●
1
R=AVE(R)=
0.20
UCLR=D4R=
0.47
LCLR=D3R=