钢制车轮型钢轮辋挡圈工艺卡
钢结构车间各工序工艺卡
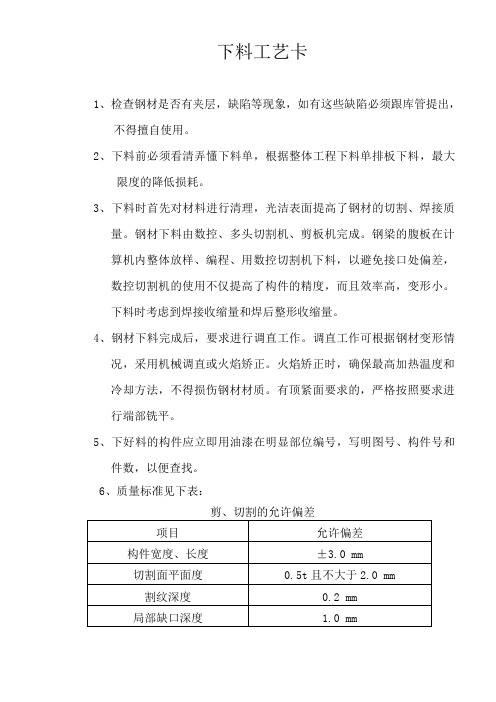
下料工艺卡1、检查钢材是否有夹层,缺陷等现象,如有这些缺陷必须跟库管提出,不得擅自使用。
2、下料前必须看清弄懂下料单,根据整体工程下料单排板下料,最大限度的降低损耗。
3、下料时首先对材料进行清理,光洁表面提高了钢材的切割、焊接质量。
钢材下料由数控、多头切割机、剪板机完成。
钢梁的腹板在计算机内整体放样、编程、用数控切割机下料,以避免接口处偏差,数控切割机的使用不仅提高了构件的精度,而且效率高,变形小。
下料时考虑到焊接收缩量和焊后整形收缩量。
4、钢材下料完成后,要求进行调直工作。
调直工作可根据钢材变形情况,采用机械调直或火焰矫正。
火焰矫正时,确保最高加热温度和冷却方法,不得损伤钢材材质。
有顶紧面要求的,严格按照要求进行端部铣平。
5、下好料的构件应立即用油漆在明显部位编号,写明图号、构件号和件数,以便查找。
6、质量标准见下表:剪、切割的允许偏差组对工艺卡1、核对下料尺寸是否符合图纸尺寸要求,不符合图纸要求的应作出标识,严禁组对。
2、焊接H型钢的翼缘板拼接缝和腹板拼接缝的间距应相互错开200mm以上,翼缘板拼接长度不应小于2倍板宽,腹板拼接宽度不应小于300mm,长度不应小于600mm。
托架梁、吊车梁等承重构件的拼接长度必须控制在全长的1/3以内。
3、拼装好的构件应立即用油漆在明显部位编号,写明图号、构件号和件数,以便查找。
4、质量标准详见下表:焊接H型钢的允许偏差(mm)自动埋弧焊工艺卡1、焊接前检查设备是否正常运行,是否采用与母材相匹配的焊丝焊剂,焊工是否经过考试培训并且持证上岗。
2、根据工程钢结构设计总说明里的要求及零部件加工清单的设计尺寸详细核实构件尺寸,无误后才可按照焊接工艺进行施焊,施焊时钢梁的两端或翼缘板和腹板的两侧设引弧板,防止端头部位出现过大的弧坑及焊口不满等质量问题,以满足设计对焊缝质量的要求。
为了防止钢梁、柱因集中受热引起过大的变形,合理采用焊接顺序。
在焊接腹板与上、下翼缘的四道焊口时进行交叉焊。
钢结构加工工艺卡
乌审旗干燥车间二期工程H型钢构件加工工艺卡片榆林市鑫天赐钢结构工程有限公司2016 年内籽15内籽15内籽15见附图工艺要求内籽15内籽15设计(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期榆林市鑫天蜴钢结构工程有限公司H型钢构件加工工序工程爼称乌审旗T•燥车间构件名称钢柱钢梁卡片加工图号2016-XT05共2 页第1页材料牌号Q235B 工序名称二级焊缝施工班组二班组备注坡口加工图工步号设备检验允许项目偏差工艺要求工艺装备«W内務15内籽15内籽15九使用火焰气割时钢材应放平垫稳,其 下层留出大于2omm 的间隙。
2.气割前应将钢工 步号采用机械毋切火焰气割设备龙门剪板机氧气•乙块装S工艺装备 游标卡、尺角尺、卷尺游标卡、尺角尺.卷尺检验项目 零件外形尺寸 零件宽度.长度边缘缺陵型钢端部垂直度零件宽度.长度气割面垂直度气割面平面度 允许偏差 士 i,omm±3,ommi.omm2.omm±5,omm O.OH 且不大于 2Qmm o.Q5t 且不大于 2Qmm工艺要求 1•机床后而被剪 下的钢板宽度小于 somm 时.钢板左端的 断线对准其下刃口,右 锻的断线则应伸出下刃口 17m m 进行眄 切:(2)机床前面被剪切的钢板狭窄而压不 到时,还应采用临时斥榆林市鑫天腸钢结构工程有限公司H 型钢构件加工工序卡片工程名称乌审旗干燥 车间构件名称 钢柱钢梁加工图号 2016-XTO5 共1页第1页材料牌号O235B工序 拿称切割 施工班组 三班组 备注见附图见附图内籽15内籽15«W内務15«W内務15设计(日期)审核(日期)标准化(日期〉会签(日期)标记处数更改文件号签字日期榆林市鑫天赐钢结构工程有限公司H型钢构件加工工序卡工程名称乌审旗干燥车间构件名称钢柱钢梁片加工图号2016-XTO5共2页第1页材料牌号Q2S5B 工序名称H型钢焊接施工班组六班组备注SAW船形焊顺工步号施焊前应检査焊件接缝处是否符合施工图的要求0对要求焊透的焊缝需认真修整组装定位、点焊缝•其表面清理后应瞬出金属光泽。
工艺卡片模板

精心整理机械加工工艺过程卡片班级:1404032姓名:机械加工工艺过程卡片产品名称轴套零件名称轴套共(7)页第(1)页材料牌号GCR15 毛坯种类铸件毛坯外型尺寸每毛坯可制件数 1 每台件数 1 备注工序号工序名称工序内容车间工段设备工艺装备工步工时备料Θ50×45的棒料1 车粗车端面及外圆金工CA6140 三爪卡盘,YG6硬质合金车刀,表面粗糙度仪2 钻钻θ6,θ10,,θ14,,θ18通孔金工Z3025 麻花钻,钻床专用夹具,内径千分尺3 镗粗,精细镗θ20通孔θ30圆柱孔,θ30至θ36的圆锥孔金工CA6140 C620-1车床专用夹具内径百分尺,表面粗糙度仪表4 车粗车精车θ49至标准尺寸θ48金工CA6140 90度外圆车刀,游标卡尺,三爪卡盘5 车换端面保护夹θ48面粗,精车θ50至标准尺寸θ40金工CA6140 90度外圆车刀,游标卡尺,三爪卡盘6 车端面至标准尺寸保证长度30mm,40mm 金工CA6140 90度外圆车刀,游标卡尺,三爪卡盘设计日期审核日期标准化日期会签日期标记处更改文件号签日期指导数字(厂名)机械加工工序卡片产品型号零件图号01—01—01产品名称轴套零件名称轴套共(7)页第(2)页车间工序号工序名称材料牌号机加工车间车削GCR15 毛坯种类毛坯外形尺寸每毛坯可制件数每台件数铸造Θ50×45 1设备名称设备型号设备编号同时加工件数CA6140 1夹具编号夹具名称切削液ZY—01 三爪卡盘工序工时标准单件39.46s工步号工步内容工艺装备主轴转速r/min切削速度m/min进给量mm/r切削深度mm进给次数工序工时机动辅助1 粗车端面及外圆三爪卡盘,YG6硬质合金车刀,表面粗糙度仪90 45 0.5 1.25 1 22s 17.46s(厂名)机械加工工序卡片产品型号零件图号01—01—02产品名称轴套零件名称轴套共(7)页第(3)页车间工序号工序名称材料牌号机加工车间钻孔GCR15 毛坯种类毛坯外形尺寸每毛坯可制件数每台件数铸造Θ50×45 1设备名称设备型号设备编号同时加工件数Z3025 1夹具编号夹具名称切削液ZY—02 钻床专用夹具工序工时标准单件260s工步号工步内容工艺装备主轴转速r/min切削速度m/min进给量mm/r切削深度mm进给次数工序工时机动辅助2 钻θ6,θ10,,θ14,,θ18通孔Z3025摇臂钻床,钻床专用夹具100 2 0.5 45 30 200s 60s(厂名)机械加工工序卡片产品型号零件图号01—01—03产品名称轴套零件名称轴套共(7)页第(4)页车间工序号工序名称材料牌号机加工车间车削GCR15 毛坯种类毛坯外形尺寸每毛坯可制件数每台件数铸造Θ50×45 1设备名称设备型号设备编号同时加工件数CA6140 1夹具编号夹具名称切削液ZY—04 三爪卡盘工序工时标准单件61.5s工步号工步内容工艺装备主轴转速r/min切削速度m/min进给量mm/r切削深度mm进给次数工序工时机动辅助3 粗,精细镗θ20通孔θ30圆柱孔,θ30至θ36的圆锥孔C620-1车床专用夹具内径百分尺,表面粗糙度仪表330 49 0.20 2 5 21s 40.5s(厂名)机械加工工序卡片产品型号零件图号01—01—04产品名称轴套零件名称轴套共(7)页第(5)页车间工序号工序名称材料牌号机加工车间车削GCR15 毛坯种类毛坯外形尺寸每毛坯可制件数每台件数铸造Θ50×45 1设备名称设备型号设备编号同时加工件数CA6140 1夹具编号夹具名称切削液ZY—01 三爪卡盘工序工时标准单件110s工步号工步内容工艺装备主轴转速r/min切削速度m/min进给量mm/r切削深度mm进给次数工序工时机动辅助4 粗车精车θ49至标准尺寸θ4890度外圆车刀,游标卡尺,三爪卡盘120 35 0.65 1.25 3 50s 60s(厂名)机械加工工序卡片产品型号零件图号01—01—05产品名称轴套零件名称轴套共(7)页第(6)页车间工序号工序名称材料牌号机加工车间车削GCR15 毛坯种类毛坯外形尺寸每毛坯可制件数每台件数铸造Θ50×45 1设备名称设备型号设备编号同时加工件数CA6140 1夹具编号夹具名称切削液ZY—01 三爪卡盘工序工时标准单件130s工步号工步内容工艺装备主轴转速r/min切削速度m/min进给量mm/r切削深度mm进给次数工序工时机动辅助5 换端面保护夹θ48粗精车θ50至标准尺寸θ4090度外圆车刀,游标卡尺,三爪卡盘120 46 0.65 2 3 70s 60s(厂名)机械加工工序卡片产品型号零件图号01—01—06产品名称轴套零件名称轴套共(7)页第(7)页车间工序号工序名称材料牌号机加工车间车削GCR15 毛坯种类毛坯外形尺寸每毛坯可制件数每台件数铸造Θ50×45 1设备名称设备型号设备编号同时加工件数CA6140 1夹具编号夹具名称切削液ZY—01 三爪卡盘工序工时标准单件130s工步号工步内容工艺装备主轴转速r/min切削速度m/min进给量mm/r切削深度mm进给次数工序工时机动辅助6 车端面至标准尺寸保证长度17mm,40mm90度外圆车刀,游标卡尺,三爪卡盘120 46 0.65 1.1 2 70s 60s。
零部件制造工艺过程卡1(15--30)
⑺ 检查管束组合尺寸。
3
清理
清理胀管后油污,方便试压检查。
编制
日期
第 共页 页
涂改标记 处 数 签 字 日 期
校对
ቤተ መጻሕፍቲ ባይዱ
日期
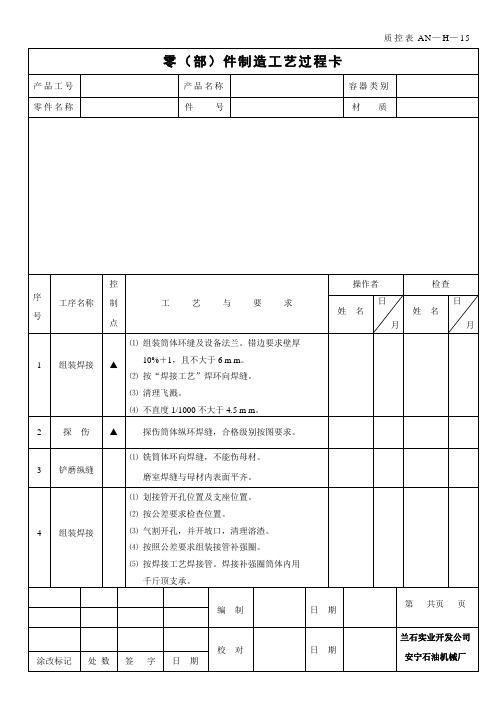
零(部)件制造工艺过程卡
兰石实业开发公司 安宁石油机械厂 质控表 AN—H—20
产品工号 零件名称
序
控
工序名称 制
号
点
产品名称 件号
工艺与要求
⑴ 组装定距板,折流板距离±1mm。
容器类别
2 探伤 ▲
探伤筒体纵环焊缝,合格级别按图要求。
操作者
姓名
日 月
检查
姓名
日 月
3 铲磨纵缝 4 组装焊接
⑴ 铣筒体环向焊缝,不能伤母材。 磨室焊缝与母材内表面平齐。
⑴ 划接管开孔位置及支座位置。 ⑵ 按公差要求检查位置。 ⑶ 气割开孔,并开坡口,清理溶渣。 ⑷ 按照公差要求组装接管补强圈。 ⑸ 按焊接工艺焊接管。焊接补强圈筒体内用
号××上下台》出厂前用红油漆框起来。供用户
拆御。
⑸ 单台发货设备要拆开。
编制
日期
第 共页 页
涂改标记 处 数 签 字 日 期
校对
日期
零(部)件制造工艺过程卡
兰石实业开发公司 安宁石油机械厂 质控表 AN—H—09
产品工号
产品名称
容器类别
零件名称
件号
材质
序
控
号 工序名称 制
点
工艺与要求
1 毛坯验收
⑴ 锻件按“GB4726-2000”规定中的Ⅱ级验收。 ⑵ 锻件质证齐全,标记清晰。
⑴ 加工工艺按《B 型折流板简明工艺卡》进行。
5
工艺过程、工序卡片实例

15H8 机用铰刀、孔用塞规
5、孔口倒角 C1
45°倒角车刀
20
钳
孔口倒角,校正拨叉脚,保证两端面余量均匀
金工
Z5125A 校正工具,锥面
30
铣
粗铣拨叉脚两端面,厚 7.6-00.1
40
铣
铣拨叉脚内侧面,保证 50H12 0.25
0
50
铣
铣操纵槽至图样要求,对称面距端面 12mm
金工 金工 金工
Hale Waihona Puke 主轴转速 (r/min)760 400 1000
198
760
切削速度 (m/min)
114.5 17.6 18.6
进给量 (mm/r)
0.39 0.23 0.23
背吃刀量 (mm)
2.5 7
0.4
6.7
0.23
0.1
40.6
0.39
1
进给 次数
1 1 1
1
1
工时 机动 辅助
编制
抄写
校对
审核
批准
日期
C336—1
1
夹具编号
夹具名称
切削液
拨叉头车夹具
柴油
工位器具编号
工位器具名称
工序工时
准终
单件
工步号
工步内容
10
车拨叉头端面,保证尺寸 30mm
20
钻15H8 孔至14 mm
30
扩15H8 孔至14.8 mm
50
4、铰15H8 孔至图样要求
60
孔口倒角 1mm×45°
工艺装备
端面车刀,游标卡尺 14mm 标准麻花钻 14.8mm 扩孔钻 15H8 机用铰刀,15H8 孔 用塞规 倒角车刀
机械加工工艺卡片(范本)

工 序 内 容
车端面打中心孔 车外圆Ф 120长度192.5mm 工件调头,打中心孔 车外圆Ф 120长度152.5mm 车外圆Ф 140长度355.5mm 车外圆Ф 160长度29.5mm 工件调头,车端面 打深孔,钻孔Ф 6 钻孔Ф 8.6攻丝1/8" 镗床加工端头孔攻丝M20*45 铣床加工槽
Hale Waihona Puke 切削 深度 mm切削 速度 m/min
每分钟转 数或往复 次数
100 100 80 80 60 40 80 60 120
0.2 0.2 0.2 0.2 0.2 0.2 0.05 0.2 0.2
C630 C630 C630 C630 C630 C630 C630 C630 T6110 52K
设计(日期) 审核(日期) 2012.12.29
4月25日 轴 2 备注 工人技术 等级
工艺装备名称及编号 进给量 mm/r 设备名称 及编号 C630 夹具 4爪 4爪 4爪 4爪 4爪 4爪 4爪 4爪 4爪 V形铁 平口钳 YG8 中心钻 YG8 YG8 YG8 YG8 加长钻头 丝锥 丝锥 铣刀 千分尺 游标卡尺 千分尺 千分尺 游标卡尺 游标卡尺 游标卡尺 游标卡尺 游标卡尺 游标卡尺 刀具 量具
标准化(日期) 会签(日期)
标记
更改文件号
签字
日期
标记
处数
更改文件号
签字 日期
230120标记日期标记签字日期c6304爪毛胚种类每台件数备注工人技术等级工艺装备名称及编号机械加工工艺卡片提升机373零部件名称零部件图号4月25日轴游标卡尺游标卡尺标准化日期中心钻yg8yg8yg8游标卡尺会签日期刀具yg8游标卡尺游标卡尺量具千分尺游标卡尺千分尺千分尺游标卡尺铣刀丝锥加长钻头yg8丝锥v形铁平口钳4爪4爪4爪4爪审核日期宝盈公司机械加工工艺卡片产品型号产品名称夹具4爪4爪t611052kc630c630c630c630更改文件号签字处数更改文件号每毛胚可制件数切削深度mmc630c630c630c6304爪4爪每分钟转数或往复次数设备名称及编号车外圆160长度29
轧制汽车轮辋型钢工艺操作规范

轧制汽车轮辋型钢工艺操作规范(共22页)-本页仅作为预览文档封面,使用时请删除本页-东营市恒德新型材料有限公司工艺文件汽车轮辋钢技术规程QJ/1、概述为保证汽车轮辋型钢试产及今后批量生产的产品质量,满足用户需求,加强各工序的管理和操作程序,特制订本规范,本规范适用于恒德新型材料有限公司生产的汽车轮辋型钢。
亦适用于本企业其它型材的生产。
2、技术条件汽车轮辋型钢执行下列标准2.1.1产品规格及标准代号见表(一)表(一)产品规格及标准代号2.1.2其它规格的汽车轮辋型钢按有关技术协议、产品断面图及工艺操作规程执行。
补充技术条件2.2.1GB/T5227标准规定技术要求外,型钢表面的耳子、凸块、碾皮及局部划痕等可以打磨重,但打磨最大深度不允许超该部位的负偏差,打磨部位应圆滑、无棱角。
轮辋型钢的截面尺寸及允许偏差2.3.1产品断面图(图一)头厚腿宽表二汽车轮辋型钢产品尺寸及允许偏差5续表二汽车轮辋型钢产品尺寸及允许偏差6续表二汽车轮辋型钢产品尺寸及允许偏差7各规格轮辋型钢倍尺长度按《倍尺重量表》要求,依据生产通告单执行。
3钢坯汽车轮辋型钢使用的钢坯材质为12LW ,其化学成份要求如表(三)汽车轮辋型钢所用钢坯分为定尺和非定尺钢坯,投料时尽量分别组批投炉,定尺钢坯切斜不大于10mm ,长度偏差100+-。
钢坯装炉时必须严格执行《按炉送钢制度》,严禁混号,并随时观察炉内钢坯运行情况,避免钢坯掉道和刮炉墙等事故。
4钢坯加热加热炉技术性能炉子形式:蓄热推钢式连续加热炉 装出料方式:端进侧出 用途:钢坯轧制前加热钢坯规格:断面:150×150 60×160 165×225 165×280 180×280mm 长:2700~4500mm 加热钢种:普碳钢、低合金钢 钢坯装料温度:常温20℃(冷料) 出钢温度:1150~1250℃炉温均匀性:钢坯断面温差≤30℃ 炉子额定产量:冷装最大80t/h 燃料种类:发生炉煤气燃料发热量:发生炉煤气,1350×kg蓄热体型式:陶瓷蜂窝体蓄热室换向周期:60s(可调)蓄热体后排烟温度:≤150℃炉底水管冷却方式:汽化冷却炉子有效尺寸:×5.1m钢坯加热温度正常生产时,加热段温度范围1200℃-1300℃。
最新工艺卡片跟工序卡片

车间
工序号
工序名称
材料牌号
金工
5
钳
HT150
毛坯种类
毛坯外形尺寸
毛坯制件数
每台件数
铸件
85mm×85mm宽38mm
1
设备名称
设备型号
设备编号
同时加工数
钳台
1
夹具编号
夹具名称
切削液
无
工位器具编号
工位器具名称
工序工时
准终
单件
2
min
工步号
工 步 内 容
工 艺 装 备
主轴
转速(r/min)
切削
速度(m/min)
游标卡尺
1.3min
5
钳工手工制作孔R1.5
金工
钳
出油口铲刀
2min
6
去毛刺
金工
钳
手用铰刀
3min
7
8
9
10
11
12
13
14
唐山工职院
机械加工工序卡
产品型号
零部件图号ห้องสมุดไป่ตู้
共6页
产品名称
零(部)件名称
尾座体盖
第 1 页
车间
工序号
工序名称
材料牌号
金工
1
车
HT150
毛坯种类
毛坯外形尺寸
毛坯制件数
每台件数
铸件
85mm×85mm宽38mm
主轴
转速(r/min)
切削
速度(m/min)
进给量(mm/r)
切削
深度(mm)
进给
次数
工步工时
机动(min)
辅助
7
半精镗孔至φ250—0。021,保证加工精度及表面粗糙度
工艺卡
5min
编制
邹发金
审核
批准
会签
编制日期
2005.5
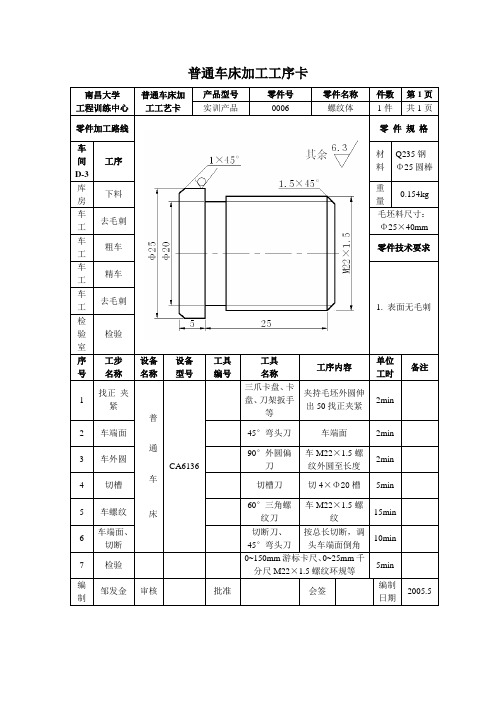
普通车床加工工艺卡
南昌大学
工程训练中心
普通车床加工工艺卡
产品型号
零件号
零件名称
件数
第1页
实训产品
CG003
销钉
1件
共1页
零件加工路线
零件规格
车间
D-3
工序
材料
Q235钢φ25圆棒
库房
下料
重量
0.173kg
车工
去毛刺
毛坯料尺寸:
φ25×45mm
毛坯料尺寸:
Φ25×65mm
车工
粗车
零件技术要求
车工
精车
1.表面无毛刺
车工
去毛刺
检验室
检验
序号
工步
名称
设备名称
设备
型号
工具编号
工具
名称
工序内容
单位
工时
备注
1
找正夹紧
普通车床
CA6136
三爪卡盘、卡盘、刀架扳手等
夹持毛坯外圆伸出70找正夹紧
2min
2
车端面、车外圆
活动扳手、90°外圆偏刀、45°弯头刀
5
车端面
45°弯头刀
调头车端面长
30去毛头
5min
6
检验
0~150mm游标卡尺、0~25mm千分尺、塞规等
5min
编制
邹发金
审核
批准
会签
编制日期
2005.5
普通车床加工工艺卡
南昌大学
工程训练中心
普通车床加工工艺卡
齿轮工艺卡

16 剃齿剃齿Φ175.814 金工YA4232剃齿机W18剃齿刀,通用夹具17 钻孔钻4个Φ15孔金工Z3050摇臂钻床W18麻花钻Φ15,三爪卡盘18 清洗倒角,去毛刺清洗槽锉刀19 油封入库(用黄油涂抹整个零件表面,用油蜡纸包装,入库)。
设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期佛山科技学院机械加工工序卡片产品型号零件图号产品名称减速器零件名称齿轮共13 页第 2 页车间工序号工序名称材料牌号金工车间Ⅴ钻孔45钢毛坯种类毛胚热处理毛坯外形尺寸每毛坯可制件数锻件 1设备名称设备型号设备编号同时加工件数普通车床CA6140车床车床 1切削液量具名称同时加工件数1夹具名称工序工时(分) 准终单件三爪卡盘工步号工步内容工艺装备主轴转速切削速度进给量背吃刀量进给次数工步工时r/min m/min mm/r mm 机动辅助1 钻孔∅25mm Z3050摇臂钻床191 15.7 0.45 12.5 1标记处数更改文件号签字日期标记处数更改文件号签字日期佛山科技学院机械加工工序卡片产品型号零件图号图一产品名称减速器零件名称齿轮共13 页第 3 页车间工序号工序名称材料牌号金工Ⅵ粗车金工车间45钢毛坯种类毛胚热处理毛坯外形尺寸每毛坯可制件数锻件图二 1设备名称设备型号设备编号同时加工件数普通车床CA6140 1切削液量具名称同时加工件数1夹具名称工序工时(分) 准终单件三爪卡盘工步号工步内容工艺装备主轴转速切削速度进给量背吃刀量进给次数工步工时r/min m/min mm/r mm 机动辅助1 粗车端面CA6140车床204 123.24 1.0 2.0 22 粗车外圆CA6140车床220 129.11 1.0 1.4 1设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期佛山科技学院机械加工工序卡片产品型号零件图号图一产品名称减速器零件名称齿轮共13 页第 4 页车间工序号工序名称材料牌号金工车间Ⅶ45钢毛坯种类毛胚热处理毛坯外形尺寸每毛坯可制件数锻件图二 1设备名称设备型号设备编号同时加工件数普通车床 1切削液量具名称同时加工件数1夹具名称工序工时(分) 准终单件三爪卡盘工步号工步内容工艺装备主轴转速切削速度进给量背吃刀量进给次数工步工时r/min m/min mm/r mm 机动辅助1 粗车另一端面CA6140车床210 123.24 1.0 2.0 2设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期车间工序号工序名称材料牌号Ⅷ扩孔金工车间45钢毛坯种类毛胚热处理毛坯外形尺寸每毛坯可制件数锻件 1设备名称设备型号设备编号同时加工件数普通车床 1 切削液量具名称同时加工件数1夹具名称工序工时(分) 准终单件三爪卡盘工步号工步内容工艺装备主轴转速切削速度进给量背吃刀量进给次数工步工时r/min m/min mm/r mm 机动辅助1 扩孔∅44mm CA6140车床50 6.91 1.2 9.52 扩孔∅47mm CA6140车床50 7.22 1.2 1设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期车间工序号工序名称材料牌号金工车间Ⅸ精车45钢毛坯种类毛胚热处理毛坯外形尺寸每毛坯可制件数锻件图二 1设备名称设备型号设备编号同时加工件数普通车床 1 切削液量具名称同时加工件数1夹具名称工序工时(分) 准终单件三爪卡盘工步号工步内容工艺装备主轴转速切削速度进给量背吃刀量进给次数工步工时r/min m/min mm/r mm 机动辅助1 半精车端面CA6140车床275 127.90 0.3 1.3 12 半精车外圆CA6140车床250 144.53 0.30 0.575 13 倒角CA6140车床250 142.72 0.20 0.75 2设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期车间工序号工序名称材料牌号金工车间Ⅹ精车45钢毛坯种类毛胚热处理毛坯外形尺寸每毛坯可制件数锻件图二 1设备名称设备型号设备编号同时加工件数普通车床 1 切削液量具名称同时加工件数1夹具名称工序工时(分) 准终单件三爪卡盘工步号工步内容工艺装备主轴转速切削速度进给量背吃刀量进给次数工步工时r/min m/min mm/r mm 机动辅助1 半精车另一端面CA6140车床275 127.90 0.3 1.3 12 倒角CA6140车床250 142.72 0.20 0.75 2设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期Ⅺ金工车间45钢毛坯种类毛胚热处理毛坯外形尺寸每毛坯可制件数锻件 1设备名称设备型号设备编号同时加工件数普通车床 1 切削液量具名称同时加工件数1夹具名称工序工时(分) 准终单件三爪卡盘工步号工步内容工艺装备主轴转速切削速度进给量背吃刀量进给次数工步工时r/min m/min mm/r mm 机动辅助1 精车一端面CA6140车床250 142.72 0.20 0.5 22 倒角CA6140车床250 142.72 0.20 0.75 2设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期Ⅻ金工车间45钢毛坯种类毛胚热处理毛坯外形尺寸每毛坯可制件数锻件 1设备名称设备型号设备编号同时加工件数普通车床 1 切削液量具名称同时加工件数1夹具名称工序工时(分) 准终单件三爪卡盘工步号工步内容工艺装备主轴转速切削速度进给量背吃刀量进给次数工步工时r/min m/min mm/r mm 机动辅助1 精车另一端面CA6140车床250 142.72 0.20 0.5 22 倒角CA6140车床250 142.72 0.20 0.75 2设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期佛山科技学院机械加工工序卡片产品型号零件图号图一产品名称减速器零件名称齿轮共13 页第10 页车间工序号工序名称材料牌号ⅩⅢ金工车间45钢毛坯种类毛胚热处理毛坯外形尺寸每毛坯可制件数锻件 1设备名称设备型号设备编号同时加工件数普通车床 1切削液量具名称同时加工件数1夹具名称工序工时(分) 准终单件三爪卡盘工步号工步内容工艺装备主轴转速切削速度进给量背吃刀量进给次数工步工时r/min m/min mm/r mm 机动辅助1 粗铰CA6140车床100 14.76 1.72 0.3 12 精铰CA6140车床100 14.82 1.46 0.1 1设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期佛山科技学院机械加工工序卡片产品型号零件图号图一产品名称减速器零件名称齿轮共13 页第11 页车间工序号工序名称材料牌号ⅩⅣ金工车间45钢毛坯种类毛胚热处理毛坯外形尺寸每毛坯可制件数锻件 1设备名称设备型号设备编号同时加工件数普通车床 1切削液量具名称同时加工件数1夹具名称工序工时(分) 准终单件三爪卡盘工步号工步内容工艺装备主轴转速切削速度进给量背吃刀量进给次数工步工时r/min m/min mm/r mm 机动辅助1 插键槽插床B50200.14 0.23 1 5设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期佛山科技学院机械加工工序卡片产品型号零件图号图一产品名称减速器零件名称齿轮共13 页第12 页车间工序号工序名称材料牌号ⅩⅤ金工车间45钢毛坯种类毛胚热处理毛坯外形尺寸每毛坯可制件数锻件 1设备名称设备型号设备编号同时加工件数普通车床 1切削液量具名称同时加工件数1夹具名称工序工时(分) 准终单件三爪卡盘工步号工步内容工艺装备主轴转速切削速度进给量背吃刀量进给次数工步工时r/min m/min mm/r mm 机动辅助1 滚齿Y3150E滚齿机110 24.34 1.6 1 1设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期佛山科技学院机械加工工序卡片产品型号零件图号图一产品名称减速器零件名称齿轮共13 页第13 页车间工序号工序名称材料牌号ⅩⅥ金工车间45钢毛坯种类毛胚热处理毛坯外形尺寸每毛坯可制件数锻件 1设备名称设备型号设备编号同时加工件数普通车床 1切削液量具名称同时加工件数1夹具名称工序工时(分) 准终单件三爪卡盘工步号工步内容工艺装备主轴转速切削速度进给量背吃刀量进给次数工步工时r/min m/min mm/r mm 机动辅助1 剃齿YA4232剃齿机1100 17.99 0.06 0 1设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期。
轴类零件工艺工序卡片资料
轴类零件工艺工序卡片资料机械加工工艺卡片零件名称:二代变右半轴学生:指导教师:材料牌号:圆钢毛坯种类:Φ48x573mm产品型号:产品名称:二代变右半轴车间工段:未说明零件图号:04-02-01-17每毛坯可制件数:1设备编号:未说明备注:共7页工序号:1工序内容:车端面,钻中心孔;调头,车另一端面,钻中心孔工艺装备:普通车床、三爪卡盘、车床钻头、顶尖、90°偏刀工时/s:207.63工序号:2工序内容:粗车直径为φ43φ、φ37、φ30、外圆柱面;调头,粗车另一端面直径为φ40、φ35、φ30机加工外圆柱面;倒角工艺装备:C620-1通用夹具工时/s:114.34工序号:3工序内容:半精车直径为φ30、φ37外圆柱面,倒角;调头,半精车另一端面直径为φ30、φ35、φ40外圆柱面。
工艺装备:C620-1通用夹具工时/s:71.15工序号:4工序内容:粗磨直径为φ30、φ35、φ40外圆柱面;调头,磨削另一端面直径为φ30、φ37外圆柱面工艺装备:M115A通用夹具工时/s:114.34工序号:5工序内容:精磨直径为φ30、φ35、φ40外圆柱面;调头,精磨另一端面直径为φ30、φ37外圆柱面工艺装备:M115A通用夹具工时/s:68.56工序号:6工序内容:在φ35、φ37、φ40外圆柱面上铣键槽工艺装备:X53T专用夹具工时/s:41工序号:7工序内容:去毛刺,检验工艺装备:未说明工时/s:未说明工序卡片的格式已经规范,但是有些信息不完整,需要补充。
对于每个工序的内容,可以更加详细地描述一下,比如粗加工的直径范围、半精车的倒角大小等等。
同时,可以加上一些工艺参数,比如切削速度、切削深度等等,以便更好地控制加工质量。
机械加工工序卡片产品型号:机械加工工序卡片产品名称:未知零件图号:未知零件名称:未知车间:未知车床:普通车床毛坯种类:圆钢设备名称:普通车床夹具编号:未知工位器具编号:未知工序号:2毛坯外型尺寸:Φ35x160mm 设备型号:C620-1夹具名称:三抓卡盘工位器具名称:未知切削深度:2.5mm准终进给次数:1次每毛坯可制件数:1件设备编号:第2页材料牌号:未知每台件数:1件同时加工件数:1件切削液:未知工序工时:未知工步号:1工步内容:粗车φ43外圆面工艺装备:三爪卡盘、顶尖、90°偏刀机动辅动:90s工步号:2工步内容:粗车φ37外圆面工艺装备:三爪卡盘、顶尖、90°偏刀机动辅动:21.7s工步号:3工步内容:粗车φ30外圆面工艺装备:三爪卡盘、顶尖、90°偏刀机动辅动:22.7s工步号:4工步内容:调头,粗车φ40外圆面工艺装备:三爪卡盘、顶尖、90°偏刀机动辅动:36.3s工步号:5工步内容:粗车φ35外圆面工艺装备:三爪卡盘、顶尖、90°偏刀机动辅动:30s工步号:6工步内容:粗车φ30外圆面工艺装备:三爪卡盘、顶尖、90°偏刀机动辅动:7.14s工步号:7工步内容:倒角工艺装备:三爪卡盘、顶尖、45°偏刀机动辅动:未知工序号:3毛坯外型尺寸:Φ48x573mm 设备型号:C620-1工序名称:半精加工每毛坯可制件数:1件设备编号:第3页材料牌号:未知每台件数:1件同时加工件数:1件切削液:未知工序工时:未知工步号:1工步内容:未知工艺装备:未知机动辅动:未知工步号:2工步内容:未知工艺装备:未知机动辅动:未知工步号:3工步内容:未知工艺装备:未知机动辅动:未知工步号:4工步内容:未知工艺装备:未知机动辅动:未知工步内容:1.半精车φ37外圆面2.半精车φ30外圆面3.调头,半精车φ40外圆面4.半精车φ35外圆面5.半精车φ30外圆面工艺装备:三爪卡盘、顶尖、90°偏刀工步工时/s:1.172.18.253.36.34.24.55.18.25工序号:04-02-01-17工序名:半精车外圆设备名称:车床毛坯种类:圆钢设备型号:X53T材料牌号:无每台件数:1同时加工件数:1切削液:有工步工时:机动夹具名称:三爪卡盘工位器具名称:顶尖、90°偏刀走刀长度:无主轴转速:2-4m/min进给量:0.0111-0.0152mm/s准终进给次数:1毛坯外型尺寸:Φ48x573mm 工步号:1.粗磨φ30外圆面2.粗磨φ35外圆面3.调头,粗磨φ40外圆面4.粗磨φ30外圆面5.粗磨φ37外圆面工艺装备:平形砂轮工步工时:辅动夹具名称:无工位器具名称:无进给量:15mm/s材料牌号:无每台件数:1同时加工件数:1切削液:有工序工时:单件工序号:04-02-01-17 工序名:粗磨加工设备名称:立式铣床毛坯种类:圆钢设备型号:X53T走刀长度:无主轴转速:2-4m/min准终进给次数:1毛坯外型尺寸:Φ48x573mm 工步号:1.精磨φ30外圆面2.精磨φ35外圆面3.调头,精磨φ40外圆面4.精磨φ30外圆面5.精磨φ37外圆面工艺装备:平形砂轮工步工时:辅动夹具名称:无工位器具名称:无进给量:15mm/s材料牌号:无每台件数:1同时加工件数:1切削液:有工序工时:单件工序号:04-02-01-17工序名:精磨加工设备名称:立式铣床毛坯种类:圆钢设备型号:X53T走刀长度:无主轴转速:2-4m/min准终进给次数:1毛坯外型尺寸:Φ48x573mm 小幅度改写:1.对于半精车外圆的五个工步,使用了三爪卡盘、顶尖和90°偏刀作为工艺装备,工步工时分别为17、18.25、36.3、24.5和18.25秒。
工艺卡片模板
机械加工工艺过程卡片班级:1404032姓名:机械加工工艺过程卡片(厂名)机械加工工序卡片产品型号零件图号01—01—01产品名称轴套零件名称轴套共(7)页第(2) 页车间工序号工序名称材料牌号机加工车间车削GCR15毛坯种类毛坯外形尺寸每毛坯可制件数每台件数铸造Θ50×451设备名称设备型号设备编号同时加工件数CA61401夹具编号夹具名称切削液ZY—01三爪卡盘工序工时标准单件工步号工步内容工艺装备主轴转速r/min切削速度m/min进给量mm/r切削深度mm进给次数工序工时机动辅助1粗车端面及外圆三爪卡盘,YG6硬质合金车刀,表面粗糙度仪9045122s(厂名)机械加工工序卡片产品型号零件图号01—01—02产品名称轴套零件名称轴套共(7)页第(3)页车间工序号工序名称材料牌号机加工车间钻孔GCR15毛坯种类毛坯外形尺寸每毛坯可制件数每台件数铸造Θ50×451设备名称设备型号设备编号同时加工件数Z30251夹具编号夹具名称切削液ZY—02钻床专用夹具工序工时标准单件260s工步号工步内容工艺装备主轴转速r/min切削速度m/min进给量mm/r切削深度mm进给次数工序工时机动辅助2钻θ6,θ10,,θ14,,θ18通孔Z3025摇臂钻床,钻床专用夹具10024530200s60s(厂名)机械加工工序卡片产品型号零件图号01—01—03产品名称轴套零件名称轴套共(7)页第(4)页车间工序号工序名称材料牌号机加工车间车削GCR15毛坯种类毛坯外形尺寸每毛坯可制件数每台件数铸造Θ50×451设备名称设备型号设备编号同时加工件数CA61401夹具编号夹具名称切削液ZY—04三爪卡盘工序工时标准单件工步号工步内容工艺装备主轴转速r/min切削速度m/min进给量mm/r切削深度mm进给次数工序工时机动辅助3粗,精细镗θ20通孔θ30圆柱孔,θ30至θ36的圆锥孔C620-1车床专用夹具内径百分尺,表面粗糙度仪表330492521s(厂名)机械加工工序卡片产品型号零件图号01—01—04产品名称轴套零件名称轴套共(7)页第(5)页车间工序号工序名称材料牌号机加工车间车削GCR15毛坯种类毛坯外形尺寸每毛坯可制件数每台件数铸造Θ50×451设备名称设备型号设备编号同时加工件数CA61401夹具编号夹具名称切削液ZY—01三爪卡盘工序工时标准单件110s工步号工步内容工艺装备主轴转速r/min切削速度m/min进给量mm/r切削深度mm进给次数工序工时机动辅助4粗车精车θ49至标准尺寸θ4890度外圆车刀,游标卡尺,三爪卡盘12035350s60s(厂名)机械加工工序卡片产品型号零件图号01—01—05产品名称轴套零件名称轴套共(7)页第(6)页车间工序号工序名称材料牌号机加工车间车削GCR15毛坯种类毛坯外形尺寸每毛坯可制件数每台件数铸造Θ50×451设备名称设备型号设备编号同时加工件数CA61401夹具编号夹具名称切削液ZY—01三爪卡盘工序工时标准单件130s工步号工步内容工艺装备主轴转速r/min切削速度m/min进给量mm/r切削深度mm进给次数工序工时机动辅助5换端面保护夹θ48粗精车θ50至标准尺寸θ4090度外圆车刀,游标卡尺,三爪卡盘120462370s60s(厂名)机械加工工序卡片产品型号零件图号01—01—06产品名称轴套零件名称轴套共(7)页第(7)页车间工序号工序名称材料牌号机加工车间车削GCR15毛坯种类毛坯外形尺寸每毛坯可制件数每台件数铸造Θ50×451设备名称设备型号设备编号同时加工件数CA61401夹具编号夹具名称切削液ZY—01三爪卡盘工序工时标准单件130s工步号工步内容工艺装备主轴转速r/min切削速度m/min进给量mm/r切削深度mm进给次数工序工时机动辅助6车端面至标准尺寸保证长度17mm,40mm90度外圆车刀,游标卡尺,三爪卡盘12046270s60s。
车架、车轮及某些厚板零件的冲压工艺

9.1.2 车架纵梁与横梁的冲压成型工艺
9.1.1 汽车用厚板冲压工艺的特点
1、冲裁工艺的特点: 尽量在一次落料工序中完成。 不能在弯曲或成型后在修边。 对于形状展开较复杂的零件要用计算与试
验相结合的办法准确地确定义落料轮廓尺寸。
1)落料坯料与成型工序的关系 2)模具结构与工件零件 3)冲裁凸模与凹模的间隙
剪切→落料→初拉深并冲中心孔→反拉深→成 型辐底→修边冲孔→翻边、冲孔、挤球面→冲 通风孔→挤毛刺→整径。
9.2.3 滚型车轮制造工艺
轮辋和轮辐压配到一起,最终合成焊接而成。 (如图9-17)
主要用于乘用车上
为适应高速和安子午线无内胎轮胎的需要,其 制造精度远远高于型钢车轮。如径向、侧向摆 差均规定为小于0.5mm,轮辋在滚压、焊接过 程中均不允许漏气,安装平面度小于0.1mm。
滚型轮辐制造工艺
1)落料工序 由于纵梁长度很长、板料厚且强度较高,故冲
裁力很大。
为了减少冲裁力、降低冲裁时的振动与噪声,在 设计纵梁落料模时,采用波浪凹模刃口。这样可 将冲裁力减少2/3左右,
2、纵梁冲压工艺中应注意的问题
1)落料工序
2)冲孔工序
为了降低冲孔力和防止冲孔冲模折断,应将所 有一次冲制的冲头分成3种或4种高度,每种高 度差为2/3~1倍的料厚。其中直径较大的冲头 长度较长,但其高度亦应低于落料波谷刃口 2~3mm;直径较小的冲头最短。这样就可避 免因退料力不均而发生小冲头折断。
如图9-9(P275),中、重型商用车的轮辋制 造工艺基本上由15道工序组成。
1剪切下料,下料长度约为1615mm(轻型车) →2酸洗除锈→3再专用卷圆机上进行轮辋卷圆 →4旋压矫形→5将圆筒状的两端头压平→6切 口→7修整对口→8再对口焊机上对焊,焊接持 续6~8s →8切除焊后的焊渣、焊瘤→10沿弧 线矫正轮辋并精修焊缝处→11修磨焊缝→12从 内侧方向清理并修光焊缝与对口处→13扩胀轮 辋→14按外形轮廓压缩外形→15精压外形。
机械装配工艺卡

一
作业准备:
装主轴双联齿工装
1
根据本工序要求,对本工序的零部件进行清洁及检查。
装钢丝挡圈ф25×2工装
2
确认前道工序与自己装配的相关零部件无误后,才可开始装配。
二
装配作业:
1
用1件主轴、1件主轴双联齿、2件定位弹簧、4件钢球ф6、2件钢丝挡圈Φ25×2部装成主轴组件。
三
技术要求:
1
双联齿在主轴上能滑动品型号
部件图号
共页
产品名称
微耕机
部件名称
变速箱
第1页
工序号
1
工序名称
主轴部装
车间
工段
设备
工艺工时
12
11
10
9
8
7
6
5
钢丝挡圈Φ25×2
2
4
钢球ф6
4
3
定位弹簧
2
2
主轴双联齿
1
1
主轴
1
序号
零(部)图号
零(部)件名称
数量
装备所需要零(部)件
序号
作业内容
工艺装备
辅助材料
2
双联齿与主轴滑动不能过松,检验方法:手试。
编制(日期)
设计(日期)
审核(日期)
批准(日期)
标记
处数
更改文件号
签字
日期
标记
处数
更改文件号
签字
日期
工程机械用挡圈成型工序卡

SR3025
16±0.3
120±1
T 2030±2
8080+50
6
SR3525
16±0.3
140±1
E 2030±2
8080+50
编制/日期
审核/日期
标准化/日期
批准/日期
标记
处数
更改文件号
签字
日期
标记
处数
更改文件号
签字
日期
作业指导书
产品名称
工程机械车轮
零件名称
挡圈
材料牌号
Q345
共14张
工序号
2
更改文件号
签字
日期
作业指导书
产品名称
工程机械车轮
零件名称
挡圈
材料牌号
Q345
共14张
工序号
8
工序名称
校圆
设备名称
工装名称
第8张
简图:
工序质量控制内容
代号
检查
项目
精度
范围
测量工具
检查频次与控制
重要度
首件
自检
互检
巡检
1
圆度
8
游标卡尺
3
20
20
50
*
操作规范
工艺规范及质量标准
工步号
名称
操作内容
a校圆后其圆度不大于6mm。
签字
日期
标记
处数
更改文件号
签字
日期
作业指导书
产品名称
工程机械车轮
零件名称
挡圈
材料牌号
Q345
共14张
工序号
4
工序名称
整圆/点焊
设备名称
锻造、法兰工艺卡
(2)车内圆ф mm
(3)按图车成
(4)密封面
E
3
检验
按图纸检验
4
划线
按中心圆直径ф mm 划
ф mm 孔
5
钻孔
钻-ф 孔
E
6
检查
(1)-ф 孔中心圆直径
(2)相邻二孔弧长允差≤mm
(3)任意二孔弧长允差≤mm
(4)厚度 mm
E
7
打钢印
检验合格后,在零件外圆打上产品标记
钢印
日期
件号 专检
数据
零件编号
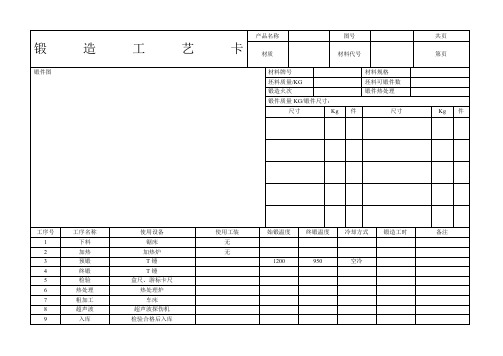
锻
造
锻件图
工
艺
产品名称
卡 材质
图号 材料代号
材料牌号
坯料质量/KG
锻造火次
锻件质量 KG/锻件尺寸:
尺寸
Kg
材料规格 坯料可锻件数 锻件热处理
件
尺寸
共页 第页
Kg 件
工序号 1 2 3 4 5 6 7 8 9
工序名称 下料 加热 预锻 终锻 检验 热处理 粗加工 超声波 入库
使用设备 锯床 加热炉 T锤 T锤
检查员 日期
责任师 日期
第页 共页 监检员 日期
产品名称
图号
制造编号
加工示意图Βιβλιοθήκη 材料代号第页 共页
图中加工尺寸: 公称通径 DN 法兰外径 D
密封面直径 d
螺栓孔中心圆直 径K
螺栓孔数量 n
孔径 L
法兰厚 度C
法兰高度 H
编制
日期
审核
日期
产品名称
检验项目 标准要求 产品编号
制造编号
执行标准
法兰外径 D
密封面直径 d
中心距 K
铁路货车车轮旋修基本工艺卡

3.按设备操作规程规定,对所使用设备进行检查,确认状态良好。
4.检查确认工、卡、量具齐全完好。
2
旋轮前准备
1.核对旋轮标记。
核对旋修标记,对轮对进行外观检查,确认故障。
2.顶针孔检查。
顶针孔如有损伤,影响加工定位时,必要修理(修理办法详见YL/ZW—LZ002“轮对修理”)。顶针孔尺寸如下图所示。
7.使用轮径尺检查轮径及轮径差。
1.同一车轮互相垂直直径差不得不不大于0.5mm。
2.同一轮对上相对两车轮直径差在旋削前测量超过2mm,若采用经济旋削方式加工,旋削后轮径差不得不不大于2mm,如采用全面旋修,旋削后两轮径差不得不不大于1mm。
3.提速轮对轮径差不得不不大于1mm。
5
复检
8.使用轮缘角样板检查轮缘角处间隙。轮缘角和轮缘根部进行检测三处(120°均分),轮缘角处间隙须不大于规定值。
b.长条状剥离其最宽处局限性20㎜者可不计算。
c.两块剥离边沿相距不大于75㎜时,每处长不得超过35㎜;多处不大于35㎜剥离其持续剥离长度不得超过350㎜。
d.剥离前期未脱落某些可不计算。
5.1
提速滚动轴承轮对
5.1.1
一处(不不不大于)
15
5.1.2
二处(每一处均不不不大于)
8
5.2
非提速滚动轴旋修后不得留有黑皮
3.2.2
非提速轮对未经旋修者
≤2
≤2
车轮踏面旋修后如留有黑皮时,可按此限度执行
3.2.3
提速轮对未经旋修者
≤1
≤1
3.3
同转向架最大与最小车轮直径差
3.3.1
装用交叉支撑装置或运营速度120km/h转向架