均值标准差差控制图
计量型数据控制图
移动极差图可显 现出短期变差的 稳定性
移动极差MR是相邻两个单值的差的绝对值; 看图顺序:先看极差图,再看均值图。
用I-MR图做改善前后的对比
文件: Before-after.mtw
用I-MR图做改善前后的对比
改善后均 值下降
改善后变 差减小
以上是图示化比较,最后还应通过统计检验进行比较。
7
23.5
9
23.5
5
22.75
4
20.25
9
21.75
8
23.75
3
20.75
6
子组化案例:花生酱子组计划I
文件 (花生酱 .mpj )中的 case1.mtw
控制图在说什么?
➢Xbar控制限看起来太宽
太多点在平均数1倍标准偏差内 •没有点在控制限周围
➢这种情况在子组内变差比子组间变差大的多的情况下出现。 ➢这个问题在制造中很典型。比如,4台同类型的设备其中一台持续比其他 高或低。4台设备间的变差比抽样次数间的变差大的多。 ➢如果出现这种情况
更换电 涌装置
a.新的电涌装置有用吗?
b.如果有用,技术人员从 哪一周获得了第一个信号 ?是否有过程偏移的任何 其它信号?
解释单值图练习
a.新的电涌装置有用吗?
有用 b.如果有用,技术人员从
哪一周获得了第一个信号
?是否有过程偏移的任何
其它信号?
最早的信号是位于界限外 的点(测试1),从9月6 日这一周获得第一个信号 。其次的信号来自测试5 和6。另一个信号在测试2 中表现出来(8个点位于 中线同一侧)。
计量型数据控制图
模块内容
计量型数据控制图
常规计量值控制图

1 均值-极差控制图
• 控制图对大波动灵敏,对小波动不灵敏
当n=4时
ARL=1 图对大波动监测效果显著,平均只需1个值就可以 发出失控信号。
而当θ=0.5σ时
ARL=44
对均值小漂移不敏感,平均需要44个值才能发 出失控信号。
1 均值-极差控制图
当过程稳态时,ARL值越大越好;说明控制图是稳 健的。 但过程已经发生异常波动,ARL值越小越好,说明 控制图是灵敏的
2 判稳判异准则
控制用控制图
控制用控制图由分析控制图转化而成,它用 于对生产过程进行连续监控。
按照确定的抽样间隔和样本大小抽取样本, 计算统计量数值并在控制图上描点,判断生产过 程是否异常。
控制用控制图在使用一般时间以后,应根据 实际情况对中心线和控制界限进行修改。
2 判稳判异准则
控制图判稳准则
4.1 均值-极差控制图
4.当R图受控时,认为过程的波动是稳定的,再分析 图,类似于对R图的分析,对任意失控情况及异常模式 分析原因。也可能要经过反复的“识别-纠正-重新计算 ”这一过程。
5.当两个图都显示稳定时,并且满足过程能力的要求, 可以用于实际的过程控制。一旦发现失控或出现异常模 式的信号时,应该及时分析原因,并采取行动。
9 80.69 80.49 82.16 84.29
10 81.72 81.12 80.77 80.60
11 80.98 81.33 81.60 80.70 12 80.42 82.20 80.13 80.24
13 81.11 81.13 82.22 81.17
14 82.40 81.41 82.93 83.13
21 81.06 82.06 82.76 82.46
22 82.55 83.53 82.94 81.89
平均值 标准偏差控制图的建立和使用指南
平均值—标准偏差控制图的建立和使用指南━━━━━━━━━━━━━━━━━━━━━━━━━━━━━━━━━━━━编制: 审核: 批准:发布实施━━━━━━━━━━━━━━━━━━━━━━━━━━━━━━━━━━━━1目的对适用的质量特性数据使用本方法, 帮助评估该特性形成过程是否已达到、或继续保持在适当规定水平的统计控制状态,并帮助在生产过程中获得并保持该特性的控制与高度一致性(见GB/T 4091的引言),以更好地了解和改进过程。
2范围本方法适用于关键工序控制点中服从或近似服从正态分布、且易取得合理子组(见4.1)的计量值数据。
3原理从每一子组(见4.1)得到子组特性值(见4.2),作出子组特性值与子组号对应的图形,包含一条中心线(CL)和由统计方法确定的两条控制限,即上控制限UCL和下控制限LCL,它们分别位于中心线两侧的3σ距离处,其中σ为所点绘统计量的总体组内标准差。
若过程处于统计控制状态,则大约有99.7%的子组将落在控制界限之内,且随机排列即不包含第__章所述的异常模式;否则统计控制状态不再被接受,应开始进行调研以确定“可查明原因”(见4.3),确认并消除之,使过程恢复受控状态。
4 引用标准GB/T 4091-2001 常规控制图 (等同采用ISO 8258:1991及其1993年1号修改单)5术语和定义5.1 子组过程中以时间(如每小时)或数量(如每批)来定义的近似等间隔抽取数据。
注: 子组应具有相同的结构和大小。
任一子组的样品都应具有某个被认为是重要的共性,不同的子组英反映出这些产品的过程的可能或可疑的差别,如不同的时间间隔、不同的来源或位置。
(GB/T 4091的11.1)5.2 子组特性值从每一子组得到的平均值、样本标准偏差等统计量。
5.3 可查明原因 (特殊原因)造成过程非随机变异的原因,它们是可识别的、非过程所固有的、至少在理论上可以消除的,例如原材料不均匀、工具破损、工艺或操作的问题、制造或检测设备的性能不稳定等。
控制图的分析和绘制

来区分引起质量波动的原因是系统的还是异常的。
休哈特控制图简介
控制图按其用途可分为两类,一类是供分析用的控 制图,用控制图分析生产过程中有关质量特性值的变 化情况,看工序是否处于稳定受控状;再一类是供管 理用的控制图,主要用于发现生产过程是否出现了异
常情况,以预防产生不合格品。
休哈特控制图简介
控制图:一种以实际产品质量特性与依过去经验所 研判的过程能力的控制界限比较,而以时间顺序表示 出来的图形。
如何看控制图
先看一个真实发生在我们身边的案例。CCT的通话时 长。
控制图如何“控制”
控制图上的点看似杂乱无章。但是通过无数实践, 人们发现当控制图上的波动出现如下情况时,极有可 能我们的生产过程有了异常变化。 再次强调,异常变化并不代表是坏的变化,特别是 在我们的呼叫中心。
均值-标准差控制图不适用情形
控制图的分析和绘制
课程目标
了解休哈特控制图的背景
了解均值-标准差控制图为什么能够“控制”对象指 标的波动情况 了解均值-标准差控制图的适用范围 熟练使用EXCEL绘制均值-标准差控制图 掌握均值-标准差控制图的基础分析方法
休哈特控制图简介
休哈特控制图是由美国的贝尔电话实验所的休哈特 (W.A.Shewhart)博士在1924年首先提出的。之后就一直 成为科学管理的重要工具,特别在质量管理方面成了 不可或缺的管理工具。它是一种有控制界限的图,用
我们的产品质量的过程控制是稳定的。 参与过程控制的系统因素存在合理的系统波动(事 实上不可能有完全一摸一样的产品,即系统波动必 然存在)。 系统波动导致的指标数据呈现正态分布
均值-标准差控制图的原理
均值-标准差控制图的原理
分类
变异的情况 很多一定有且
控制图(control charts)
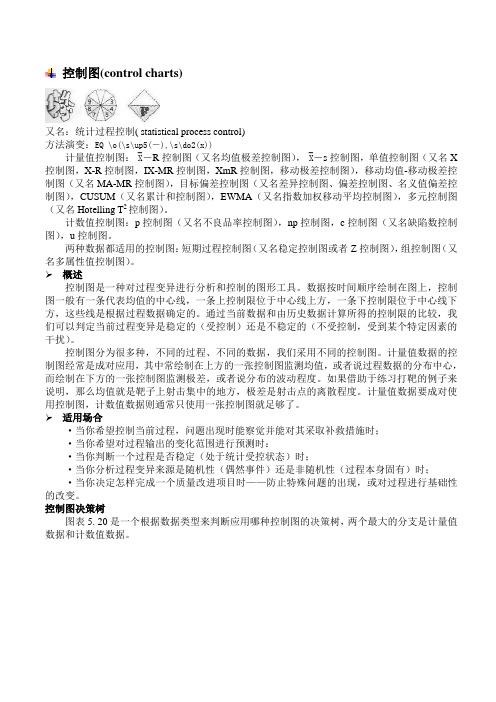
控制图(control charts)又名:统计过程控制( statistical process control)方法演变:EQ \o(\s\up5(-),\s\do2(x))计量值控制图:⎺X-R控制图(又名均值极差控制图),⎺X-s控制图,单值控制图(又名X 控制图,X-R控制图,IX-MR控制图,XmR控制图,移动极差控制图),移动均值-移动极差控制图(又名MA-MR控制图),目标偏差控制图(又名差异控制图、偏差控制图、名义值偏差控制图),CUSUM(又名累计和控制图),EWMA(又名指数加权移动平均控制图),多元控制图(又名Hotelling T2控制图)。
计数值控制图:p控制图(又名不良品率控制图),np控制图,c控制图(又名缺陷数控制图),u控制图。
两种数据都适用的控制图:短期过程控制图(又名稳定控制图或者Z控制图),组控制图(又名多属性值控制图)。
概述控制图是一种对过程变异进行分析和控制的图形工具。
数据按时间顺序绘制在图上,控制图一般有一条代表均值的中心线,一条上控制限位于中心线上方,一条下控制限位于中心线下方,这些线是根据过程数据确定的。
通过当前数据和由历史数据计算所得的控制限的比较,我们可以判定当前过程变异是稳定的(受控制)还是不稳定的(不受控制,受到某个特定因素的干扰)。
控制图分为很多种,不同的过程、不同的数据,我们采用不同的控制图。
计量值数据的控制图经常是成对应用,其中常绘制在上方的一张控制图监测均值,或者说过程数据的分布中心,而绘制在下方的一张控制图监测极差,或者说分布的波动程度。
如果借助于练习打靶的例子来说明,那么均值就是靶子上射击集中的地方,极差是射击点的离散程度。
计量值数据要成对使用控制图,计数值数据则通常只使用一张控制图就足够了。
适用场合·当你希望控制当前过程,问题出现时能察觉并能对其采取补救措施时;·当你希望对过程输出的变化范围进行预测时:·当你判断一个过程是否稳定(处于统计受控状态)时;·当你分析过程变异来源是随机性(偶然事件)还是非随机性(过程本身固有)时;·当你决定怎样完成一个质量改进项目时——防止特殊问题的出现,或对过程进行基础性的改变。
均值-标准差控制图

作图步骤: 作图步骤 组以上, (1)收集数据,收集近期生产数据(一般在 组以上,每组 个样本 )收集数据,收集近期生产数据(一般在25组以上 每组5个样本 (2)计算各组样本的平均值 与标准差 ) (3)计算 均值的均值与标准差的均值 ) (4)计算控制界限 ) (5)绘制控制图 ) (6)控制图的分析 ) 例:某轧钢厂生产的6±0.4(mm)厚度的钢板 ,绘制其控制图。 某轧钢厂生产的 ( 厚度的钢板 绘制其控制图。 解:(1)收集数据 组,每组 个样本。如下表。 个样本。 :( )收集数据20组 每组5个样本 如下表。
UCLs 0.3378 0.3378 0.3378 0.3378 0.3378 0.3378 0.3378 0.3378 0.3378 0.3378 0.3378 0.3378 0.3378 0.3378 0.3378
5.74733 5.74733 5.74733 5.74733 5.74733 5.74733 5.74733 5.74733 5.74733 5.74733
均值控制图 6.30 6.20 6.10 均值 6.00 5.90 5.80 5.70 1 11 组号
标准差控制图 0.40 0.35 0.30
21
31
0.30 0.25 0.20 0.15 0.10 0.05 0.00 1 6 11 16 组号 21 26 31
标准差n=5 A1Fra bibliotek B3:个样本) 个样本)
UCL LCLs CLs(标准差的均值) 6.2088 0 0.16 6.2088 0 0.16 6.2088 0 0.16 6.2088 0 0.16 6.2088 0 0.16 6.2088 0 0.16 6.2088 0 0.16 6.2088 0 0.16 6.2088 0 0.16 6.2088 0 0.16 6.2088 0 0.16 6.2088 0 0.16 6.2088 0 0.16 6.2088 0 0.16 6.2088 0 0.16
控制图
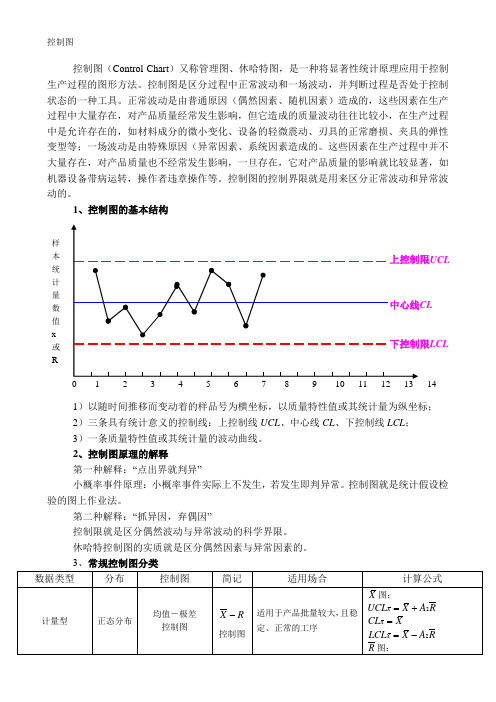
控制图控制图(Control Chart )又称管理图、休哈特图,是一种将显著性统计原理应用于控制生产过程的图形方法。
控制图是区分过程中正常波动和一场波动,并判断过程是否处于控制状态的一种工具。
正常波动是由普通原因(偶然因素、随机因素)造成的,这些因素在生产过程中大量存在,对产品质量经常发生影响,但它造成的质量波动往往比较小,在生产过程中是允许存在的,如材料成分的微小变化、设备的轻微震动、刃具的正常磨损、夹具的弹性变型等;一场波动是由特殊原因(异常因素、系统因素造成的。
这些因素在生产过程中并不大量存在,对产品质量也不经常发生影响,一旦存在,它对产品质量的影响就比较显著,如机器设备带病运转,操作者违章操作等。
控制图的控制界限就是用来区分正常波动和异常波动的。
1、控制图的基本结构1)以随时间推移而变动着的样品号为横坐标,以质量特性值或其统计量为纵坐标; 2)三条具有统计意义的控制线:上控制线UCL 、中心线CL 、下控制线LCL ; 3)一条质量特性值或其统计量的波动曲线。
2、控制图原理的解释 第一种解释:“点出界就判异”小概率事件原理:小概率事件实际上不发生,若发生即判异常。
控制图就是统计假设检验的图上作业法。
第二种解释:“抓异因,弃偶因”控制限就是区分偶然波动与异常波动的科学界限。
休哈特控制图的实质就是区分偶然因素与异常因素的。
UCLLCL样本统计量数值x 或R14 15 16 17 18按用途分类1)分析用控制图——用于质量和过程分析,研究工序或设备状态;或者确定某一“未知的”工序是否处于控制状态;2)控制用控制图——用于实际的生产质量控制,可及时的发现生产异常情况;或者确定某一“已知的”工序是否处于控制状态。
4、R X -图的绘制1)确定控制对象(统计量)一般应选择技术上最重要的、能以数字表示的、容易测定并对过程易采取措施的、大家理解并同意的关键质量特性进行控制。
2)选择控制图对于计量数据而言,R X -控制图是最常用最基本的。
SPC统计常用控制图评价

SPC统计常用控制图评价引言SPC(Statistical Process Control,统计过程控制)是一种通过采集和分析过程数据,以便实时监控和控制过程稳定性的方法。
常用的SPC工具之一是控制图,它能够帮助我们识别过程中的特殊因素和常见问题,并实施相应的改进措施。
本文将介绍SPC常用控制图,并对其评价方法进行讨论。
一、SPC常用控制图1.1 均值图均值图(X-Bar图)是一种常用的控制图,用于监控连续型数据的均值是否稳定。
它通过绘制样本均值的变化情况,以及控制限的设置,来判断过程是否受到特殊因素的影响。
如果样本均值超出控制限范围,就说明过程出现了问题。
1.2 极差图极差图(R图)是另一种常用的控制图,用于监控连续型数据的变异性是否稳定。
它通过绘制样本极差的变化情况,以及控制限的设置,来判断过程是否存在异常变异。
如果样本极差超出控制限范围,就说明过程出现了问题。
1.3 标准差图标准差图(S图)是控制图中另一种用于监控连续型数据变异性的工具,它通过绘制样本标准差的变化情况,以及控制限的设置,来判断过程的稳定性。
如果样本标准差超出控制限范围,就说明过程存在异常变异。
1.4 化验图化验图(C图)是一种用于检测离散型数据的控制图。
它通过绘制样本中不良品的数量或比例的变化情况,以及控制限的设置,来判断过程是否稳定。
如果样本不良品数量或比例超出控制限范围,就说明过程存在问题。
二、控制图的评价方法控制图的评价方法主要包括特殊因素的判断和过程能力的评估。
2.1 特殊因素的判断特殊因素指的是导致过程异常的特殊因素,比如机器故障、操作失误、原材料问题等。
通过控制图的帮助,我们可以判断特殊因素是否存在。
一般来说,如果样本点落在控制限之外,或出现非随机的趋势、扰动或周期性变化,就可能是由特殊因素引起的。
在判断特殊因素的时候,还需要考虑其实质性和重复性,以避免过度反应。
2.2 过程能力的评估过程能力是指过程的稳定性和可控性。
均值极差控制图

控制图名称
均值-极差控制图 均值-标准差控制 中位数-图极差控制 单值-移图动极差控
制图 不合格品率控制图
不合格品数控制图
缺陷数控制图
单位缺陷数控制图
简记
X-R 控制图 X-S 控制图
-R 控制图 X-Rs 控制图 p控制图 np 控制图 c 控制图 u 控制图
技术部培训教材
反激式开关电源变压器设计(1)
u控制图。当样品的大小变化时应换算成每单位的缺陷 数并用u控制图。
Page 8
技术部培训教材
Ri max控{X1反j}制-mi激n图{X1式j} 开关电源变压器设计(1)
均值-极差控制图的作法
示例:
某手表厂为了提高手表的质量,应用排列图分析造成手表 不合格的各种原因,发现“停摆”占第一位。为了解决停 摆问题,再次应用排列图分析造成停摆的原因。结果发现 主要是由于螺栓松动引发的螺栓脱落造成的,为解决问题, 应用控制图对装配作业中的螺栓扭矩进行过程控制。
技术部培训教材
反激式开关电源变压器设计(1)
控制图
控制图的类型
按控制图的用途分类: 分析用控制图 控制用控制图
Байду номын сангаас
根据质量数据的类型可分为: 计量值控制图 计数值控制图
需根据所控制质量指标的情况和数据性质分别加以选
Page择。5 例如下表:
技术部培训教材
反激式开关电源变压器设计(1)
控制图
数据类型 计量型
数据表
Page 12
技术部培训教材
控反制激图式开关电源变压器设计(1)
第三步,计算总平均和极差的平均。
k X ( X 1 X 2 X 3 ...... X K ) / k Xi / k(k为组数)
SPC控制图Excel计算模板(均值-标准差)

s
7.211 2.966 3.633 2.608 5.550 5.404 5.831 3.162 5.367 8.050 5.020 8.075 7.071 2.608
182.00
174.00
166.00 `C管制图 158.00
150.00
142.00
1
2
3
4
5
6
7
8
9 10 11 12 13 14
CP= Grade=
1.110 C
XX XX XX XX XX XX XX XX XX XX XX XX XX XX XX XX XX XX XX XX XX XX XX XX XX XX XX XX XX XX 185 185 185 185 185 185 185 185 185 185 145 145 145 145 145 145 145 145 145 145
2 174 170 166 164 165 158 169 160 162 162 174 160 159 166
样本 3 164 162 160 170 162 162 159 162 164 162 166 162 147 164
4 166 166 162 164 165 172 175 164 152 156 160 164 153 170
5 162 164 160 166 167 168 165 166 164 174 166 170 151 164
SXi 820.0 828.0 816.0 832.0 812.0 824.0 835.0 810.0 798.0 828.0 834.0 804.0 775.0 828.0
`X
164 165.6 163.2 166.4 162.4 164.8 167 162 159.6 165.6 166.8 160.8 155 165.6
02_控制图

当各
ni
ni 相同时,有 相同时,
n =n
U图变成为: 图变成为: 图变成为
CLu = u UCLu = u + 3 u / n LCLu = u − 3 u / n
2011-1-18 中级控制图 32
八种判异准则仅用于均值图与单值图
2011-1-18
中级控制图
33
控制图是假设检验在图上的作业。 控制图是假设检验在图上的作业。 极差图中A2变小 例、将控制图改为控制图(在均值 极差图中 变小, 将控制图改为控制图(在均值-极差图中 变小, 上下控制限的间距变窄),使用的判异准则为, ),使用的判异准则为 上下控制限的间距变窄),使用的判异准则为,点 子高于上界或低于下界,判断过程出现异常, 子高于上界或低于下界,判断过程出现异常,这将 使( B )。 β A、α 减小, β 增大; B、α 增大, 减小; 、 减小, 增大; 、 增大, 减小; C、α增大, β 增大; D、 α 减小,β 减小 、 增大, 增大; 、 减小,
UCLX = X + A3 s CLX = X LCLX = X − A3 s
2011-1-18
中级控制图
8
均值图
UCLX = X + A3 s = 163.292 + 1.427 × 5.370 ≈ 170.955 CLX = X = 163.392 LCLX = X − A3 s = 163.292 − 1.427 × 5.370 ≈ 155.629
1 n = m
m
∑n
i =1
i
UCLp = p + 3 CLp = p LCLp = p − 3
2011-1-18