汽车门窗外水切密封条冲孔模设计
汽车玻璃升降器外壳零件的冲压工艺及模具设计
图2-3 第二次拉深形状
X
1.1 工艺方案的分析
3.第三次拉深
第
14 页
拉深直径
d 3 m 3d 2 23.8mm
凹模圆角半径 : 取
rd 3 0.6rd 2 1.8mm
rd 3 1.5mm ,
凸模圆角半径 r p 3 0.8rd 3 1.2mm , 取
r p 3 1mm
(65 2 112 )
100 % 67.2%
若纵排,则裁板条数
n1 L 900 13.04 B 69
取整
n1 13
n 2 (1800 1.5) / 66.5 27.04
每条板零件数 取整
n2 27
X
1.3 确定排样方案
每板零件个数
第
29 页
n 总 n 1n 2 351
第
16 页
X
1.2 工艺方案的确定
方案一:落料与首次拉深复合(图2-6a),其余按基 本序,其冲压流程如图(2-5)。
第
17 页
图(2-5) 方案一冲压流程
X
1.2 工艺方案的确定
第
18 页
(a)落料与首次拉深
(b)第二次拉深
X
1.2 工艺方案的确定
第
19 页
(c)第三次拉深
(d)冲底孔
X
1.2 工艺方案的确定
第
20 页
(e)翻边
(f)冲小孔
X
1.2 工艺方案的确定
第
21 页
(g)切边
X
1.2 工艺方案的确定
方案二:落料与首次拉深复合,冲φ11mm和翻边复合 (图2-8a),冲三个小孔与切边复合(图2-8b),其 余按基本工序,其冲压流程图如图(2-7)。
汽车车门外水切密封条的设计解析与研究
汽车车门外水切密封条的设计解析与研究
张龙,于涵
(华晨汽车工程研究院,辽宁 沈阳 110141)
摘 要:汽车车门外水切密封条是重要的密封件之一,具有密封、装饰等诸多功能。通过对外水切结构的研究,介 绍了外水切的结构设计,围绕结构设计进行产品的材料选择和产品使用性能实施,为今后外水切的产品设计开发提 供了参考和借鉴。 关键词:密封条;结构设计;材料;使用性能 中图分类号:U463.85+9 文献标识码:A 文章编号:1671-7988 (2017)05-42-05
外水切断面结构(如图 2)基本固定,主要包含四重要 的组成部分,即起密封作用并确保车窗玻璃升降的密封部位、 起安装固定的装卡部位、起到装饰作用的装饰部位和辅助结 构部位。对于外水切断面结构设计分别从四个方面进行。
①密封部位结构设计:为实现了车门与车窗玻璃之间的 密封性能,并且实现车窗玻璃能够自由升降以及在关门和颠
图 5 外水切总体结构
图 3 外水切断面装饰结构 ④辅助结构部位。辅助结构部位可以根据常见外水切断 面进行设计,也可以根据以往外水切产品出现的问题进行设 计。 1.2 外水切端盖结构设计 不同的外水切断面结构采用的端盖结构也不一样,主要 是对外水切两端冲切后产生的空缺进行封堵,起到装饰作用。 目前常见的外水切端盖结构:注塑成型的塑料件和装饰金属 材料两端翻边形成端盖(装饰金属材料固定在软性材料上的 断面结构)。对于塑料端盖,其结构设计主要包括以下几个方
43
汽车实用技术
2017 年第 5 期
簸路面行驶时进行吸能、减振、降噪的作用,外水切的密封 部位多采用两道唇边的结构。对于该部位的结构设计包括唇 边与玻璃干涉量的设计、唇边自身长度和厚度的设计、屈服 点位置和厚度的设计。在与玻璃相接触的部位进行贴绒或是 植绒,不仅减小玻璃升降阻力,而且增大了唇边的耐磨性。
轿车橡胶密封条挤出口型设计

轿车橡胶密封条挤出口型设计周致宏,董师孟,问庆武(上海申雅密封件有限公司,上海 201712) 摘要:讨论了轿车橡胶密封条挤出口型的设计思路及要点,并对特定产品的口型设计进行了具体分析。
挤出成型过程受制于挤出膨胀效应与牵引收缩效应的综合作用。
口型设计的一般原则为:应有一定的锥角;内部应光滑,流线形;厚度适当。
关键词:挤出口型;橡胶;密封条;口型设计 中图分类号:TQ330.4+4 文献标识码:B 文章编号:10002890X(2001)0320154204 轿车密封条是应用于轿车门窗与前后盖等密封部位的橡胶制品,它的基本作用是防水、尘和噪声。
与其它普通密封件制品不同,它对产品的质量有更高的要求[1]:外观上要求平整光滑,无污渍,无划痕;另外要求装配容易,并且与车体配合牢固可靠。
由于轿车密封条对断面尺寸精度、材料性能(抗压缩、耐老化)有较高要求,故一般选用EPDM。
这类密封制品的生产大多采用多复合挤出生产线,可利用微波、盐浴、热空气、沸腾床等硫化技术,其中应用最为普遍的是微波硫化生产线,其结构为两台冷喂料挤出机成Y形分布,螺杆轴线大多成90°夹角,挤出物经机头挤出后由输送带牵引输送,分别经过预热槽、微波槽、热空气槽,然后再通过冷却槽,最后形成型条。
其中挤出成型是一项关键技术。
1 影响挤出成型的因素(1)口模口模是影响产品挤出断面形状与尺寸最直接、最主要的因素,它从结构上分口型和流道两部分。
口型是指口模的型腔形状,它决定了产品的形状;流道是胶料在口模中流动的通道,它的大小反映了单位时间内胶料从口模的流出 作者简介:周致宏(19732),男,湖北武汉人,上海申雅密封件有限公司助理工程师,工学学士,主要从事轿车橡胶密封条挤出口型的设计、开发和项目管理工作。
量,决定着产品断面的尺寸大小。
(2)胶料胶料也是影响挤出成型的重要因素,由于胶料是高弹态聚合物与各类液、固配合剂的混合体系,各组分对胶料的密度、硬度以及流动变形都有不同的贡献,因此挤出同一产品而当胶料需要变更时,往往要适当修改口型和流道。
汽车设计-车门内、外水切技术规范模板

汽车设计-车门内、外水切技术规范模板XXXX发布汽车车门内、外水切技术规范1范围本规范规定了汽车内、外水切的技术要求和试验方法。
本规范适用于PVC、EPDM或TPV为基体材料的内、外水切(下文简称水切)。
2规范性引用文件下列文件对于本文件的应用是必不可少的。
凡是注日期的引用文件,仅注日期的版本适用于本文件。
凡是不注日期的引用文件,其最新版本(包括所有的修改单)适用于本文件。
GB/T 528 硫化橡胶或热塑性橡胶拉伸应力应变性能的测定GB/T 531 硫化橡胶或热塑性橡胶压入硬度试验方法第一部分:邵氏硬度计法GB/T 1682 硫化橡胶低温脆性的测定单试样法GB/T 3512 硫化橡胶或热塑性橡胶热空气加速老化和耐热试验GB/T 7759 硫化橡胶或热塑性橡胶常温、高温和低温下压缩永久变形测定GB/T 7762 硫化橡胶或热塑性橡胶耐臭氧龟裂静态拉伸试验ISO 9227 人造大气腐蚀试验盐雾试验Q/ZTB 025 汽车零部件标记规定QC/T 641 汽车用塑料密封条Q/ZTB 07.005 汽车密封用EPDM材料要求QC/T 716 汽车密封条插入力和拔出力试验方法GB/T 8410汽车内饰材料的燃烧特性QC/T 643车辆用密封条的污染性试验方法QC/T 639 汽车用橡胶密封条QC/T 711 汽车密封条植绒耐磨性试验方法3技术要求3.1外水切3.1.1外水切断面外水切一般有挤出本体、骨架和亮面三部分组成,挤出本体的基材可以选用PVC、TPV和EPDM 三种材料,骨架常选用铝带。
亮面有不锈钢和铝合金两种配置,不锈钢亮面一般厚0.5mm,铝合金亮面一般厚1.2mm。
不锈钢亮面可以和本体共挤,共挤的断面见图1;也可以手工或通过工装装配到挤出本体上面。
铝合金亮面只能通过手工或工装装配到挤出本体上面,断面见图2。
图1 图23.1.2外水切端头外水切端头一般有两种处理方式,一种是在端头装配堵盖见图3,水切端头与水切本体的阶差小于0.3mm;另外一种是亮面端头直接翻边处理见图4,翻边宽度一般8~10mm左右,起到装饰性作用。
汽车车门外板冲压模具设计
汽车车门外板冲压模具设计摘要本次设计的内容是某轿车前车门外板的冲压模具,分析了汽车覆盖件及其冲压模具的特点及要求。
汽车覆盖件的尺寸大结构属于复杂的曲面结构,零件表面的质量要求高,因此对其模具的设计也比较复杂。
该零件的数学模型为由曲面构成的非参数化特征,首先利用UG软件绘制该零件的三维造型,再对其成形特点和成形工艺进行分析,为了得到合格的零件产品,必须先进行生产方案的分析与确定。
再利用Dynaform软件进行数值模拟分析,借助软件对其拉深方向、工艺补充、坯料尺寸、零件的成形极限、厚度变化情况和拉延力等进行分析计算,最后是对其成形模具进行设计。
拉延模的设计是本设计的重点,包括冲压方向的确定、内外工艺补充面、压料面的确定、拉延筋的设计、工艺计算等,重点对拉延凸模、凹模、压边圈进行设计,还有对顶件装置、导向装置、合模限位装置、起吊装置和通气孔等进行设计。
工件在拉延成形之后需要进行修边和冲孔,在这里以拉延模为基础对修边冲孔模进行简单的设计和说明,完成工件的冲压成形。
最后绘制了拉延模具的二维装配图和部分零件图。
关键词:车门外板;覆盖件;工艺分析;模具设计;UGThe design of car door panels stamping dieAbstract: The content is designed for a car before the car door panel stamping dies, analyzes and stamping automotive panel characteristics and requirements. Large size structure of an automobile covering parts are complex surface structure, high quality requirements of the part surface, so the design of their molds more complicated.Mathematical model of the part of the grounds of non-parametric feature curved surface, the first use of UG software to draw three-dimensional modeling of the part, and then analyzed the characteristics shaping and forming processes, in order to get qualified parts products must be produced programs Analysis and determination. Reuse Dynaform numerical simulation analysis software, with the software to its drawing direction, forming limit addendum, blank size, part thickness changes and drawing force of analysis and calculation, and finally the design of its mold.Drawing die design is the focus of this design, including stamping direction is determined, both inside and outside addendum, binder determination drawbead design, process calculation, focusing on drawing punch, die, blankholder ring design, as well as for top pieces of equipment, guides, clamping stopper, lifting device and the vent, etc. design. After forming the workpiece drawing needed trimming and punching, drawing die in here with the basis for trimming punching die design and simple instructions to complete the stamping workpiece shape. Finally, draw the two-dimensional drawing die assembly drawing and some parts Fig.Key words:car door panels;cover;process pnalysis;mold design;UG目次摘要................................................ 错误!未定义书签。
车门外水切结构形式及设计分析
汽车文摘周银(汉腾汽车有限公司,上饶334100)【摘要】本文主要概述了汽车车门外水切密封条结构形式,通过2019上海车展分析未来外水切发展趋势,细致归纳不同结构形式所应用的车门结构、周边布置空间和设计要点,为后续外水切产品结构设计提供更有价值的参考。
主题词:外水切结构形式设计要点车门设计中图分类号:U463.85文献标识码:ADOI:10.19822/ki.1671-6329.20191133Structure Form and Design Analysis of Car Door Outer Channel SealingZhou Yin(Hanteng Automobile Co.,Ltd.,Shangrao 334100)【Abstract 】This paper mainly outlines the structure form of outer channel sealing for automobile door,analyses the future development trend of outer channel sealing through the Shanghai Auto Show in 2019,and summarizes the door structure,surrounding layout space and design points of different structure forms in detail,so as to provide valuable reference for the follow-up structure design of outer channel sealing products.Key words:Outer channel sealing,Structural style,Main points of design,Door design【引用】周银.车门外水切结构形式及设计分析[J].汽车文摘,2020(1):49-53.【Citation 】Zhou Y.Structure Form and Design Analysis of Car Door Outer Channel Sealing[J].Automotive Digest (Chinese),2020(1):49-53.车门外水切结构形式及设计分析1前言汽车车门外水切密封条是一种既有功能要求又有外观要求的汽车零部件,安装在汽车车门外板止口上(如图1),实现车门与车窗玻璃之间的密封以及装饰作用。
汽车车门门洞密封条结构设计的研究

汽车车门门洞密封条结构设计的研究摘要:密封条作为整车密封系统的重要组成部分,其性能的好坏对整车的密封性、NVH性能、舒适性、美观性等起着重要的作用。
在进行汽车整车设计过程中,其中有一类非常重要的零部件就是汽车的密封条。
密封条主要用于车门门框、车窗、前挡风、后挡风和行李架等部位,其作用就是对车辆起到密封、降噪、减震保护等。
基于此,本文对汽车门框封条的具体设计策略进行分析,为设计质量保障提供帮助。
关键词:汽车车门;门洞密封条;结构设计引言在所有的汽车密封产品中,汽车门框密封条占据着至关重要的地位。
其设计质量与汽车座舱密封效果的好坏有着直接关系。
在评价整个汽车的密封质量时,汽车门框密封条设计合理与否对评价效果有关键性的影响作用。
所以在汽车生产、制造和维修过程中,一定要对汽车门密封条的设计加以重视,通过科学的策略进行设计。
1汽车门框密封条的主要应用需求分析目前,汽车门框密封条的具体应用需求包括以下几个方面:第一,保障汽车座舱具备良好的密封性能,保障其隔音、防尘和防水效果,确保用户的应用体验以及汽车座舱环境。
第二,良好的固定牢固度,使其和汽车门框止口边缘位置有效连接,避免工作状态中脱落。
第三,保障使用寿命,应尽量延长其使用年限,避免老化和磨损对其使用性能造成影响。
第四,不影响汽车的整体美观度,不产生异味,在开启和关闭的过程中不发出杂音。
第五,保障汽车车门的开关效果,保障开启和关闭的灵活性,不妨碍正常应用,尽可能达到更好的降噪效果。
基于此,对汽车门框密封条进行设计时,设计人员应充分考虑应用需求,以此为依据进行汽车门框密封条的合理设计。
使其实际的应用需求得以全面满足,保障汽车应用质量,提升用户的舒适感和满意度。
2汽车门框密封条结构设计分析2.1密封部位的结构设计通过分析,中空结构是最好的结构形式,在受到压力时可发生较大形变,且能够大量吸收冲击能量,抗形变力非常小。
在压力消失后,可立即将吸收的能量释放,恢复原形。
车窗玻璃升降器外壳冲压模具设计
作者简介:陈浩(1980-),男,山东青岛人,科员,硕士,主要研究方向:机械制造及自动化。
收稿日期:2008-09-09;修回日期:2009-02-190引言汽车玻璃升降器在车辆的运营中属于常用件,使用频次较高,用户对该件的关注程度也很高,为此生产出既满足数量又满足使用要求的较高质量的零件尤为重要。
从目前汽车功能件发展的趋势看,为方便使用,提升车辆内部品质,许多厂商已将电动玻璃升降器系统作为车辆的基本配置来设计,手动玻璃升降器己经用得越来越少,己经有被电动玻璃升降器系统替代的趋势,为此国外众多汽年制造商以及玻璃升降器生产商都己将精力及财力集中到电动玻璃升降器系统的研究及开发中。
目前,我国汽车车身附件的开发技术与手段与欧美日等发达国家相比有较大的差距,我们许多大的车门玻璃升降器生产厂家基本都是利用外来样件进行模仿开发,对该件在装车后产生的综合效果及车辆在行驶中产生的问题缺乏系统的分析研究[1]。
本文的主要研究内容就是车门玻璃升降器外壳的生产工艺及其模具的设计。
1升降器外壳的说明汽车车门上的玻璃升降是由升降器操纵的,主要作用就是保证车门玻璃能够顺畅升降,以方便驾乘人员在车辆上进行正常活动—保证车辆内部有良好的通风、方便驾乘人员在车内不下车就能与车周围的人员进行交流。
升降器部件装配如图1所示。
升降器的传动机构装在外壳内,通过外壳凸缘上均布的三个Φ3.2mm 的小孔铆接在车门内板上。
传动轴6以IT11级的间隙配合装在外壳件右端Φ16.5mm的承托部位,通过制动扭簧3、联动片9及心轴4与小齿轮11连接,摇动手柄7时,传动轴将动力传递给小齿轮,继而带动大齿轮12,推动车门玻璃升降。
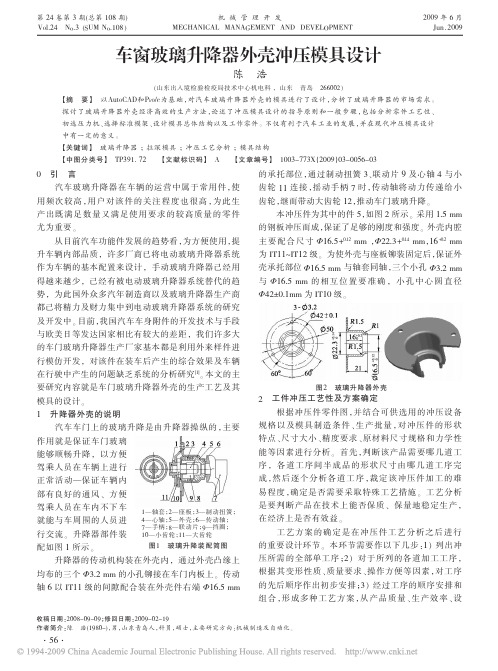
本冲压件为其中的件5,如图2所示。
采用1.5mm 的钢板冲压而成,保证了足够的刚度和强度。
外壳内腔主要配合尺寸Φ16.5+0.12mm ,Φ22.3+0.14mm ,16+0.2mm 为IT11~IT12级。
为使外壳与座板铆装固定后,保证外壳承托部位Φ16.5mm 与轴套同轴,三个小孔Φ3.2mm 与Φ16.5mm 的相互位置要准确,小孔中心圆直径Φ42±0.1mm 为IT10级。
汽车外覆盖件修边冲孔模 技术条件
汽车外覆盖件修边冲孔模技术条件下载提示:该文档是本店铺精心编制而成的,希望大家下载后,能够帮助大家解决实际问题。
文档下载后可定制修改,请根据实际需要进行调整和使用,谢谢!本店铺为大家提供各种类型的实用资料,如教育随笔、日记赏析、句子摘抄、古诗大全、经典美文、话题作文、工作总结、词语解析、文案摘录、其他资料等等,想了解不同资料格式和写法,敬请关注!Download tips: This document is carefully compiled by this editor. I hope that after you download it, it can help you solve practical problems. The document can be customized and modified after downloading, please adjust and use it according to actual needs, thank you! In addition, this shop provides you with various types of practical materials, such as educational essays, diary appreciation, sentence excerpts, ancient poems, classic articles, topic composition, work summary, word parsing, copy excerpts, other materials and so on, want to know different data formats and writing methods, please pay attention!一、修边冲孔模的定义。
修边冲孔模是用于汽车外覆盖件加工的专用模具,主要用于对汽车外覆盖件进行修边和冲孔加工,以确保汽车外观质量和安全性能。
汽车门窗内水切密封条切口模设计
汽车门窗内水切密封条切口模设计M0uIds&Dies模具制造技术汽车门窗内水切密封条切口模设计魏敏(广西机电职业技术学院,广西南宁530007)摘要:分析了汽车门窗内水切密封条的结构及其切口的成型工艺特点,详细介绍了冲切汽车密封条切口的切口模整体结构和设计要点,模具可靠性好,成型稳定,为汽车密封条类零件的切口模设计提供了一定的参考。
关键词:汽车门窗内水切密封条切口模设计要点DesignofLancingDieforInteriorBeltLineMouldingWeatherstripofAutomobileWEIMin(GuangxiTechnologicalCollegeofMachineryandElectricity,Nanning,530007,CHN)Abstract:Thestructureoftheinteriorbeltlinemouldingweatherstripforautomotivedoorsandthetechnologicalcharacteristicsintheformingprocessofthelancingwasanalyzed.Thegeneralstructureofthelancingdieforweatherstripsandthekeydesignpointswereintroducedindetail.Thelancingdiehadgoodu眈reliabilityandthestabilityintheformingprocess,itprovidedacertainreferenceforthelancingdiede—signoftheweatherstrip.Keywords:InteriorBeltLineMouldingWeatherstripofAutomobile;LancingDie;DesignPoints图1所示为某型轿车前门窗玻璃内水切塑料密封条,安装在轿车前车门窗内侧,它的主要作用是防水、防尘和隔离噪声。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
仍有23节、21节、12节、5节等多种形式。同时,俄交通部车辆 总局还认为,从l 965年起停止生产冰冷车(其在俄国有使用条 件)不正确,应重新考虑控温车辆的构成,重新使用冰冷车。俄 国计划到1995年使成组机冷车的比例降至70%,单节车的比 例达15%,隔热车占10%,冰冷车新增至5%,并认为今后控温 车中的单节车的比例应占到60~65%,这当中应使隔热车的比 例占25~30%。
参考文献 【1】模具设计与制造技术教育丛书编委会.模具结构设计[MI.北京:机械 工业出版社.1999. f2】王金龙.冷冲压工艺与模具设计【M】.北京:清华大学出版社,2007. pJ薛启翔.冲压模具设计制造难点与窍门【M】.北京:机械工业出版社,
2004.
f4】王孝培.冲压手册fK】■b京:机械工业出版社,2000.
【5】欧阳仲志.我国铁路冷藏运输工具近年来发展的回顾叩.铁道车辆, 1998,36(1):25—28. 【6】谢如鹤。刘广海.铁路冷藏运输技术条件及试验研究技术报告p】.
2007.
(上接第62页)
切的金属卡子安装孔在密封唇3上,当凸模下行冲切时,密封 唇2对冲切有一定的阻碍,因此,需严格控制凸模下行行程以 免损伤密封唇2,如图5中所示,采用6#件限位螺钉来调节控 制冲切行程。
该模具外形尺寸较大,在企业的实际生产中,使用的冲压 设备是企业自制的液压机,无模柄,冲压完成后,图5中所示的 7撑件矩形弹簧将上模板顶起,各模具零件复位。
4结束语 在该副模具中采用了一次定位同时成形产品零件上五处冲
孔的结构,产品定位可靠,尺寸稳定并满足尺寸精度要求,冲切 后零件表面平整,废品率低,模具运行平稳,生产效率高,经生产 实践证明,完全满足批量生产的要求。在同类汽车密封条产品的 冲孔模设计中,该模具的设计可以起到一定的借鉴作用。
干—挤出一冷却一荒切一精切叫直绒一端头成型加工一冲切金
属卡子安装孔—安装金属卡子—安装端盖一喷码一成品检验一 包装交付。本文阐述的模具即为冲切金属卡子安装孔工序所用 的工艺装备。产品安装状态示意图如图2所示。
]玻璃
图1产品三维示意图
图2产品安装状态示意图
材料为汽车密封条专用PVC塑料JL7177,邵尔A型硬度为 75±5;金属钢带材料为08F钢板,钢板厚度为0.5ram。从整体 结构来看,零件断面形状复杂,长度较长(899mm),五处金属卡 子安装孔的位置尺寸均以右端为基准,且尺寸精度要求较高, 与汽车车门钣金之间有装配要求。
8
第第2期00期f9凸(生总钨第1z 129 期期))
广西轻工业
GUANGXI JOURNAL OF LIGHT INDUSTRY
叫…刚1二二.一
机械与电气8
汽车门窗外水切密封条冲孔模设计
魏敏
(广西机电职业技术学院,广西南宁530007)
【摘 要】分析了汽车门窗外水切密封条的结构及其冲孔的成型工艺特点。详细介绍了冲切汽车密封条冲孔的冲孔模整体
5分析及启示 通过上述统计可以看到,不论在全球还是国内,易腐食品
产销量均逐年上升,食品储运压力十分巨大,这也对食品冷链 的构建提出了迫切要求。在冷链中冷藏物流装备的选择上,各 国由于具体情况的不同侧重不一:欧美等西方发达国家由于冷 链构建完善,食品从产出后即得到了良好的冷藏管理,因此在 车辆类型的选择上,以隔热车为主,尤其是欧洲各国,由于国土 面积小,运输时间短,趋势更加明显。在运输方式上,由于运距 短、汽车灵活便利、时效性强等特点,欧、日等国以汽车运输取 代铁路运输的趋势越来越明显。在美国,中短途冷藏运输已基 本上由汽运来承担,但在长途运输方面,铁路运输仍发挥着积
在市场经济条件下,批量不太大的易腐货物的运输客户是 很多的。如果仍然使用现有的以5节式机械冷藏车组为主来运 送这些货物,那是很不经济的。需要等待组织同一方向的货流, 集中起来够5辆车的总吨位后,方可装运,而且装卸作业量也 是很大的。这样需耽搁很长时间。根据专家们的意见,在这种情 况下应提供单节式独立制冷的冷藏车,配备极少量的工作人 员,才是最合适的。
【2】谢如鹤,罗荣武.加入WTO后铁路冷藏运输的发展对策卧中国铁 路,2003,(1 o):21—23. [3]Hajnal.IT Support and Statistics in Traceability and Product Ke—
call at Food Logistics Providers.Periodica polytechnica ser chem. Eng.2004,48(1):21—29. 【4】A J M.Beulem.Food safety and transparency in food chains and networks Relationships and challenges.Food Contr01.2005,1 6: 481-48 6-
参考文献 【1]Billiard F.New development in the food cold chain worldwide.
In:IIR/IIF eds.The 20th International Congress of Refrigeration. SydneB Australia:IIR/IIF,1 999.
1.上模座;2.6{ggt;3.凸模;4.凹模;5.垫嵌;6.限位螺钉;7.矩形弹簧;8.嘲柱销;9.螺 4T;10.导套;1I.*CO套;12.导圭tL;13.弹簧;14.下模座;15.垫堤;16.垫/t.;17.定位堤
图5模具结构
123
万方数据
零件定位在凹模上,为保证零件定位稳定和可靠,凹模上 的定位面设计成与零件外形轮廓相贴合的型面,如图4中的A 处和B处。在产品零件的自然状态下ቤተ መጻሕፍቲ ባይዱ三条植绒密封唇之间距 离较窄,利用PVC塑料的弹性可进行适当的变形,以增加图4 中凹模C处的强度。
2零件工艺分析
图3产品图
该密封条零件的结构和部分尺寸见图3,从B—B断面放大 图可以看出,该外水切密封条是由两种材料复合而成:非金属
图4模具定位结构
为了便于产品零件放入凹模中,在模具中密封唇1、2、3处 应给出一定的间隙,但同时考虑定位的稳定性间隙也不易过 大,因此,一般设计时根据经验,取单面间隙0.3—0.6ramo 3.2其他设计要点
从图3中B—B产品断面放大图可以看出,零件上要求冲 (下转第1 23页)
【作者简介】魏敏(1974一).女。四川内江人。从事模具设计与制造专业教学工作。 62
由于产品批量较大,且孔位尺寸精度要求较高,因此考虑零 件—次定位同时成型零件五处安装孔。虽然模具成本投入较高, 但由于产品尺寸稳定且能保证所有产品的冲孔位置尺寸一致, 加工废品少,生产效率高,因此从整体经济性来说是合算的。
3模具结构设计要点 3.1模具定位结构设计
由图3可以看出产品零件的断面形状比较复杂,产品零件 在模具中定位的合理性决定了零件的冲切质量,因此,零件在 模具中的定位是此类模具结构设计的关键。模具定位结构设计 如图4所示。
极的作用。俄罗斯则由于幅员辽阔,基础设施的不完善,冷运方 面和欧美等国略有不同。在俄国,虽短途运输逐步被汽车分流, 但铁路冷藏运输仍发挥着积极的作用,约占总运量的80%以 上;在车辆选择上。以机冷车,尤其是单节机冷车为主,同时适 量发展隔热车。我国幅员与美国相似,基础设施则与俄罗斯相 似。因此,在冷藏运输方式上由于市场的导向,有着自身的特 点:由于国土面积的影响,中短途运输以汽车运输为主,长途运 输以铁路运输为主;由于冷链的不完善,长途运输以机冷车为 主,隔热车为辅。可见,在相当长的一段时间内,铁路冷藏运输 还将在我国冷藏运输市场上发挥积极的作用。
图l所示为某型轿车前门窗玻璃外水切塑料密封条,安装 在轿车前车门窗外侧。该密封条在与轿车前车门装配时要求与 车体安装配合牢固可靠,密封条上既有与车窗玻璃相接触的密 封表面,又有表面质量要求较高的外观面,因此与其它普通密封 件制品不同,汽车密封条在外观质量、尺寸、材料性能等方面有 较高的要求。产品加工的主要工艺流程为:钢带成型一涂胶—烘
结构和设计要点,模具可靠性好,成型稳定.为汽车密封条类零件的冲孔模设计提供了一定的参考。
【关键词】汽车门窗外水切密封条;冲孔模;设计要点
【中图分类号】TQ336 【文献标识码】A
【文章编号】1003—2673(2009)08—62—01
1 引言 汽车密封条是汽车的重要零部件之一,又称为防护性成型
镶条,广泛用于车门、车窗、车身、天窗、发动机箱和后备(行李) 箱等部位,具有隔音、防尘、防渗水和减震的功能,保持和维护车 内小环境,并起着对车内机电装置和附属物品的重要保护作用。