激光器测试验收报告
仪器设备验收报告范文(精选5篇)

仪器设备验收报告范⽂(精选5篇)仪器设备验收报告范⽂ ⼀、什么是报告 报告使⽤范围很⼴。
按照上级部署或⼯作计划,每完成⼀项任务,⼀般都要向上级写报告,反映⼯作中的基本情况、⼯作中取得的经验教训、存在的问题以及今后⼯作设想等,以取得上级领导部门的指导。
⼆、仪器设备验收报告范⽂(精选5篇) 在当下社会,⼤家逐渐认识到报告的重要性,写报告的时候要注意内容的完整。
你所见过的.报告是什么样的呢?下⾯是⼩编为⼤家整理的仪器设备验收报告范⽂(精选5篇),仅供参考,⼤家⼀起来看看吧。
仪器设备验收报告1 ⽤户单位: 供货单位: 交货⽇期: 交货地点: ⼀、设备内容: ⼆、验收情况: ⽤户单位盖章: 验收成员: 验收⽇期: 附:整套设备清单 附⼀: 设备清单表 仪器设备验收报告单 仪器设备验收报告 设备名称: 规格型号: 仪器编号: 验收⼈: 验收⽇期: 填表说明 1、凡单价在5万元以上(含5万元)的仪器设备或⼀次性批量购买的仪器设备验收时必须填写此报告。
2、仪器设备到货,由⼚家送货员、购买⼈员、办公室负责⼈、仪器设备管理⼈员,依据及装箱单对仪器设备进⾏开箱验收,对内外包装、外观及实物进⾏验收清点,并做好验收记录。
3、安装调试完毕,由院技术⼈员和⽣产⼚家的安装调试⼈员依据合同、技术协议及使⽤说明书的要求进⾏测试验收,必要时请有关专家或专业测试机构进⾏测试,并做好技术测试验收记录。
4、本验收报告是仪器设备档案的重要组成部分,列为长期保管范围。
5、此报告须打印或⽤钢笔、碳素笔填写,字迹⼯整、清晰,否则⽆效。
6、此报告在设备到货⽇期七⽇内验收填报,若有特殊情况,使⽤部门则应有⽂字报告说明原因,报办公室、检测中⼼。
附件1检测数据及图表(⼤型精密仪器) 附件2仪器设备外型照⽚(⼤型精密仪器) 仪器设备验收报告2 设备名称 ______________________ 规格、型号______________________ 使⽤单位_______________________ 验收负责⼈ _______________________ ___________年___________⽉___________⽇ 验收报告: _____________于____年____⽉____⽇购买______________的____________仪器(或设备),价值_________,合同号是__________。
半导体激光器实验报告
半导体激光器实验报告摘要:本文旨在通过对半导体激光器的实验研究,探索其基本原理、结构和性能,并分析实验结果。
通过实验,我们了解了激光器的工作原理、调制和控制技术以及其应用领域。
在实验过程中,我们测量了激光器的输出功率、光谱特性和波长调制特性等参数,并对实验结果进行了分析和讨论。
1.引言半导体激光器是一种利用半导体材料作为活性介质来产生激光的器件。
由于其小尺寸、高效率和低成本等优点,半导体激光器被广泛应用于通信、光存储、医学和科学研究等领域。
本实验旨在研究不同结构和参数的半导体激光器的性能差异,并通过实验数据验证理论模型。
2.实验原理2.1 半导体激光器的基本结构半导体激光器由活性层、波导结构和光学耦合结构组成。
活性层是激光器的关键部分,其中通过注入电流来激发电子和空穴复合形成激光。
波导结构用于限制光的传播方向,并提供反射面以形成光腔。
光学耦合结构用于引导激光光束从激光器中输出。
2.2 半导体激光器的工作原理半导体激光器利用注入电流激发活性层中的电子和空穴,使其发生复合并产生激光。
通过适当选择材料和结构参数,使波导结构中的光在垂直方向形成反射,从而形成光腔。
当光经过活性层时,激发的电子和空穴产生辐射跃迁,并在激光器中形成激光。
随着光的多次反射和放大,激光逐渐增强,最终从光学耦合结构中输出。
3.实验步骤3.1 实验器材本实验使用的主要器材有半导体激光器装置、电源、光功率计、多道光谱仪等。
3.2 实验过程首先,将半导体激光器装置与电源连接,并通过电源控制激光器的注入电流。
然后,使用光功率计测量激光器的输出功率,并记录相关数据。
接下来,使用多道光谱仪测量激光器的光谱特性,并记录各个波长的输出光功率。
最后,调节激光器的注入电流,并测量波长调制特性。
完成实验后,对实验数据进行分析和讨论。
4.实验结果与分析通过实验测量,我们得到了半导体激光器的输出功率、光谱特性和波长调制特性等数据,并对其进行了分析。
实验结果显示,随着注入电流的增加,激光器的输出功率呈现出递增趋势,但当电流达到一定值后,增长速度逐渐减慢。
机器设备验收报告
机器设备验收报告1. 引言本报告是对公司最近购置的机器设备进行验收的总结和汇报。
在本报告中,将会对机器设备的安装、功能测试、性能评估和操作培训进行详细描述和分析。
通过对这些方面的评估,我们将评估机器设备是否符合公司的需求和质量标准,以及是否能够满足预期目标。
2. 设备安装在验收过程中,首先进行的是机器设备的安装。
我们聘请了供应商的技术人员进行设备的安装和调试。
在设备安装过程中,我们确保了各项安全措施的执行和设备的正确设置。
3. 功能测试完成设备安装后,我们对机器设备进行了功能测试。
功能测试的目的是确保设备的各项功能能够正常运行,并且满足公司的工作需求。
我们根据供应商提供的操作手册和说明,进行了一系列的测试。
在功能测试中,我们首先测试了设备的基本功能,例如启动和停止操作、调节控制和校准等。
我们还测试了设备的高级功能,如自动化程序和远程控制。
通过这些测试,我们确认机器设备的各项功能都能够正常运行,并且能够满足公司的要求。
4. 性能评估在功能测试完成后,我们对机器设备进行了性能评估。
性能评估的目的是评估设备在实际工作环境中的表现和性能。
我们根据公司内部制定的性能指标和要求,对机器设备进行了一系列的性能测试。
在性能评估中,我们测试了设备的生产能力、精确度、稳定性和可靠性等方面。
通过这些测试,我们确认机器设备在各项性能指标上都能够达到或超过公司的要求。
5. 操作培训除了进行设备的安装和测试之外,我们还为公司员工提供了相关的操作培训。
培训的目的是使员工掌握机器设备的操作方法和使用技巧,以确保设备能够得到正确的操作和维护。
在操作培训中,我们向员工介绍了机器设备的基本操作界面和功能按钮。
我们还演示了设备的操作流程和常见故障处理方法。
通过培训,员工们能够熟练地操作设备,并知道如何应对设备出现的一些常见问题。
6. 结论通过本次机器设备的验收,我们确认设备符合公司的需求和质量标准,并且能够满足预期目标。
设备的安装、功能测试、性能评估和操作培训均顺利完成,为公司的生产和业务提供了良好的支持。
仪器设备验收报告模板3篇范文
仪器设备验收报告模板3篇范文仪器设备的验收是保证医院医疗仪器设备质量的第一步。
验收的程序是否有序、完整关系着验收结果是否合格。
*是小编为大家整理的仪器设备验收报告模板,仅供参考。
仪器设备验收报告模板篇一设备名称______________________规格、型号______________________使用单位_______________________验收负责人_______________________年月日验收报告_____________于____年____月____日购买______________的____________仪器(或设备),价值_________,合同号是__________。
该设备于____年____月____日到货。
经供货方______来校安装调试。
各项指标,均达到合同要求,运行至今,设备一切正常,性能良好,验收合格。
特此说明。
订购单位(盖章) 验收人:年月日仪器设备验收报告模板篇二设备经费合同金额:供货商:一.实物清单及技术指标二.验收记录安装调试完毕后,对设备进行测试和实验的详细验收记录如下:? 设备A验收记录1、操作步骤与方法2、操作结果? 设备B验收记录1、操作步骤与方法2、操作结果……(每类设备需单独给出验收记录)三.验收结论:通过上述测试和实验证明,___等设备数量与合同一致,且性能良好,运行正常,各项技术指标达到标准,符合相关实验要求,验收合格。
四.验收人签字__学院:__学院:__学院:供应商:实验室及设备管理处:监察处、审计处:计划财务处:学科发展与建设处(211项目、985项目需此栏)五.验收时间年月日仪器设备验收报告模板篇三项目名称:合同编号:验收报告承制单位:使用单位:日期:设备验收报告用户单位:_____________供货单位:___________验收日期:验收地点:一、设备内容:二、验收情况:用户单位(签字)盖章:供货单位(签字)盖章:验收组成员:验收组成员:验收日期:年月日验收日期:年月日(附整套设备组件清单) 附一:设备组件清单表仪器设备验收报告模板3篇范文。
仪器设备验收报告范文

仪器设备验收报告范文[Your Name][Your Role or Position][Organization Name][Date][Logo of the Organization][Title of the Report: Instrument and Equipment Acceptance Report]Abstract: [Provide a brief summary of the report highlighting the key findings and conclusions.]1. Introduction[Describe the purpose and importance of the instrument and equipment acceptance process. Explain the relevance of the report.]2. Scope of the Acceptance[Specify the scope of the acceptance process, including the list of instruments and equipment being evaluated.]3. Acceptance Criteria[Describe the criteria used to evaluate the instruments and equipment, including specifications, standards, and regulatory requirements.]4. Methodology[Explain the procedures and methods used to conduct the acceptance process, such as visual inspection, functional testing, calibration checks, etc.]5. Results and Analysis[Present the results of the acceptance process in a systematic manner, highlighting the findings for each instrument or equipment. Include any deviations or discrepancies encountered.]6. Discussion[Provide an analysis and interpretation of the results, discussing the significance of any deviations or discrepancies. Address any concerns or areas for improvement identified during the acceptance process.]7. Conclusion[Summarize the overall findings of the acceptance process and state whether the instruments and equipment meet the acceptance criteria. Discuss any necessary actions for resolution or improvement.]8. Recommendations[Based on the conclusions, provide recommendations for further actions, such as maintenance, calibration, training, or replacement of instruments and equipment.]9. Acknowledgments[Acknowledge individuals or organizations that contributed to the successful completion of the acceptance process.]10. References[List any references or sources of information used in the report, such as standards, guidelines, or previous studies.]Note: Appendices, such as detailed instrument/equipment specifications, photographs, calibration certificates, or test results, can be included as necessary.Please feel free to contact me if you have any further questions or require additional information regarding this report.Best regards,[Your Name][Your Contact Information]。
半导体激光器特性测量实验报告

半导体激光器特性测量一、实验目的:1.通过本实验学习半导体激光器原理。
2.测量半导体激光器的几个主要特性。
3.掌握半导体激光器性能的测试方法。
二、实验仪器:半导体激光器装置、WGD-6型光学多道分析器、电脑等。
三、实验原理:WGD-6 型光学多道分析器,由光栅单色仪,CCD 接收单元,扫描系统,电子放大器,A/D 采集单元,计算机组成。
该设备集光学、精密机械、电子学、计算机技术于一体。
光学系统采用C-T 型,如图M1 反射镜、M2 准光镜、M3 物镜、M4 转镜、G 平面衍射光栅、S1 入射狭缝、S2 光电倍增管接收、S3 CCD 接收。
入射狭缝、出射狭缝均为直狭缝,宽度范围0-2mm 连续可调,光源发出的光束进入入射狭缝S1、S1 位于反射式准光镜M2 的焦面上,通过S1 射入的光束经M2 反射成平行光束投向平面光栅G 上,衍射后的平行光束经物镜 M3 成像在S2 上。
四、实验内容及数据分析1.半导体激光器输出特性的测量:a)将各仪器按照要求连接好;b)打开直流稳压电源,打开光多用仪;c) 将激光器的偏置电流输入插头接于稳压电源的电流输出端;d) 将激光器与光多用仪的输入端相连并使探头正好对激光器输出端,打开光多用仪; e) 缓慢增加激光器输入电流(0mA~36mA ),注意电流不要超过LD的最大限定电流(实验中不超过38mA )。
从功率计观察输出大小随电流变化的情况; f) 记录数据; g) 绘图绘成曲线。
实验数据及结果分析: I (mA ) 1.02.03.04.05.06.07.0 8.09.010.011.0 12.0 P (uW) 0.40 0.80 1.25 1.75 2.25 2.85 3.54.255.05 5.956.98.0I (mA ) 13.0 14.0 15.0 16.0 17.0 18.0 19.0 20.0 21.0 22.0 23.0 24.0 P (uW) 9.310.7512.4514.5517.8522.941.0311.5753.51179.51594.51845.0根据以上实验数据绘制I —P 曲线:半导体激光器输出特性2004006008001000120014001600180020000510152025I(mA)P(uW)实验结果分析:通过半导体激光器的控制电源改变它的工作电流I ,测量对应的发光功率P ,以P 为纵轴,I 为横轴作图,描成曲线。
仪器设备验收报告模板3篇范文

仪器设备验收报告模板3篇范文仪器设备验收报告模板篇一设备名称 ______________________规格、型号______________________使用单位_______________________验收负责人 _______________________年月日验收报告_____________于____年____月____日购买______________的____________仪器(或设备),价值_________,合同号是__________。
该设备于____年____月____日到货。
经供货方______来校安装调试。
各项指标,均达到合同要求,运行至今,设备一切正常,性能良好,验收合格。
特此说明。
订购单位(盖章) 验收人:年月日仪器设备验收报告模板篇二设备经费来源:合同金额:供货商:一.实物清单及技术指标二.验收记录安装调试完毕后,对设备进行测试和实验的详细验收记录如下: ? 设备A 验收记录1、操作步骤与方法2、操作结果? 设备B验收记录1、操作步骤与方法2、操作结果第 1 页共 3 页……(每类设备需单独给出验收记录)三.验收结论:通过上述测试和实验证明,___等设备数量与合同一致,且性能良好,运行正常,各项技术指标达到标准,符合相关实验要求,验收合格。
四.验收人签字__学院:__学院:__学院:供应商:实验室及设备管理处:监察处、审计处:计划财务处:学科发展与建设处(211项目、985项目需此栏)五.验收时间年月日仪器设备验收报告模板篇三项目名称:合同编号:验收报告承制单位:使用单位:日期:设备验收报告用户单位:_____________供货单位:___________验收日期:验收地点:一、设备内容:二、验收情况:用户单位(签字)盖章:供货单位(签字)第 2 页共 3 页盖章:验收组成员:验收组成员:验收日期:年月日验收日期:年月日 (附整套设备组件清单) 附一:设备组件清单表第 3 页共 3 页。
激光器功率检测报告
棒套连接
提供光电转化效率,节约成本;上下结构易于拆卸,
装棒,提高工作效率;棒套连接易于晶体散热,防止
炸裂,棒套与棒通过 O 型硅胶圈连接,方便拆卸,不
会对棒造成影响;。。。。
凹凸腔是稳定腔,易于出光;凹凸腔适合做大功率,
高亮度激光器;。。。。。。。
STLDP-1,最 最大输出功率为 5KW,足以达到大功率要求,(光光转
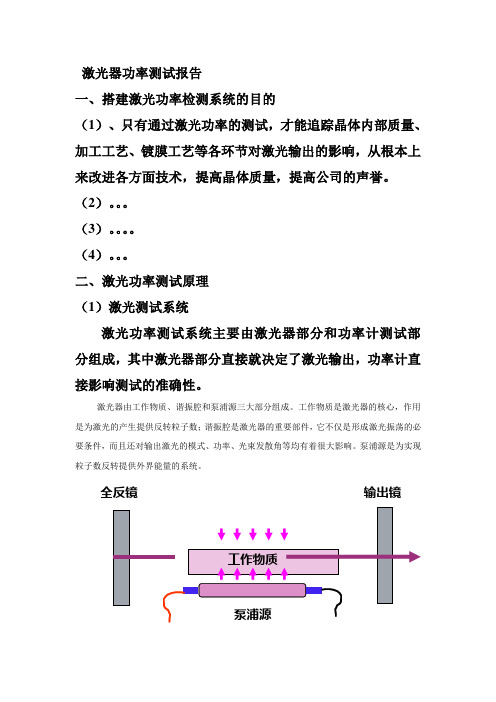
较高的光学质量和荧光量子效率 能掺入较高浓度的激活离子,荧光寿命长 掺入激活离子具有有效的激励光谱和较大的受激发射截面 针对某一泵浦源有较强的光谱吸收 良好的物理、化学和机械特性,热导率高,热膨胀系数小 机械强度高可承受高功率密度,化学稳定性好 制备简单,加工容易,成本低,足够尺寸 (b)泵浦源 泵浦源是为实现粒子数反转提供外界能量的系统。 主要激励方式有光激励、放电激励、热能激励、化学能激励、核能激励 固体激光器采用光泵浦方式工作。电源的电能首先变为泵浦光源的光能, 然后再转变成固体激光工作物质的储能。可分为连续和脉冲固体激光电源 两大类 (c)谐振腔 光学谐振腔是激光器的重要组成部分,常见的谐振腔是由两个球面镜或平 面镜构成,其形式与结构参数直接影响激光器的功率输出,光束发散角、 光束质量、激光模式、光斑大小和谐振频率。 (d)功率计 功率计由探头和功率显示器两部分组成,探头的防噪性能,灵敏度,显示 器的量程,精确度等都直接影响测量结果的可靠性。
大 输 出 功 率 化效率计算);三相电可以做大功率,保证安全可靠性;
为 5000W;三
相电
水 冷 冷却 部分
专 用 循 环 冷 去离子水不易污染棒、灯、腔,不影响泵浦光的汇聚
水机
作用;循环利于水冷;
功 率 测 试 146 ; 量 程 量程可以满足测量各种规格棒的要求;空气冷却节约 计 功率 600W ;空 气 成本;成熟的功率计可以提高测量准确度;。。。。。。。
医疗器械检查验收报告
医疗器械检查验收报告第一篇:医疗器械检查验收报告********医疗器械有限公司《医疗器械经营许可证》现场审查验收报告根据*********医疗器械有限公司的《医疗器械经营许可证》申请,我局审查员***、***于2015年*月*日对该企业申办《医疗器械经营许可证》进行了现场审查。
在企业人员的陪同下,通过听取该企业汇报、看现场、查文件,对照福建省《医疗器械经营质量管理规范》进行审核。
现将核查情况报告如下:一、场地及环境。
该公司是一家专营医疗器械法人企业,该公司是一家专营医疗器械法人企业,组织机构代码31568581-7,拟申请经营范围:322医用光学器具、仪器及内窥镜、323医用超声仪器及有关设备、325医用高频仪器设备、326物理治疗设备、340临床检验分析仪器(体外诊断试剂除外)、346植入材料和人工器官、377介入器材。
住房、库房地址为:**********;已提供相关的场所房场证明及租赁合同;其中办公面积148.45平方米,仓库面积60平方米。
办公场所环境宽敞明亮,整洁卫生,内部屋顶、墙壁平整,地面光洁;并配备有电话、电脑、打印机、办公桌等必要的办公设施、设备。
办公场所并设置有质量管理部、财务部等功能区。
仓库通风干燥,周围无污染源,有划分“待验区”、“退货区”、“不合格区”、“发货区”等相应的功能区,备有捕鼠笼、防虫设备、灭火器、温湿度计、货架等,储存设施设备齐全。
二、人员资质该企业法定代表人、企业负责人***,毕业于农林大学土木工程专业本科学历;质量负责人***,毕业于福建中医学院中西医临床医学专业本科学历;售后服务人员***,验收人员***,质量管理人员和售后服务等人员均健康体检合格,有健康证。
三、管理制度企业建立了医疗器械经营质量管理制度,包括医疗器械购进管理制度、医疗器械入库验收制度、医疗器械保管制度、医疗器械出库复核管理制度、医疗器械质量跟踪管理制度、医疗器械售后服务管理制度、医疗器械不良事件报告制度、不良事件报告制度及处理程序及人员职责等;并建立有产品采购管理程序、质量验收程序、产品出库复核程序、不合格产品确认处理程序、退货产品处理程序、质量事故报告处理程序等。
仪器设备验收报告

用户单位:中交二航望东大桥科研试桩项目部供货单位:芜湖大江测绘仪器经营部
交货日期:2009年11月30日交货地点:芜湖
一、设备内容:
设备名称
规格型号
技术要求
数量
拓普康全站仪
GTS-102N
2"
1
KENWOOD对讲机
TK-3107
射频输出功率:5W/4W
2
二、验收情况:
序号
验收项目
验收结果
附一:
设备清单表
序号
名称
型号规格
数量
使有情况
1
拓普康全站仪
GTS-102N
1
良好
2
棱镜对中杆
1
良好
3
单棱镜
1
良好
3
三棱镜
1
良好
4
机载电池
TBB-2
2
良好
5
电池充电器
TBC-2
1
良好
6
铝合金脚架
1
良好
7
木脚架
1
良好
8
KENWOOD对讲机
TK-3107
2
良好
9
电池板
KNB-15A
4
良好
10充电器2ຫໍສະໝຸດ 良好备注1
设备规格型号、配置情况
符合要求
2
设备数量核对情况
符合要求
3
设备的配件检查情况
符合要求
4
设备的随机资料核查情况
符合要求
5
设备的完好情况
符合要求
6
设备运行测试结果
符合要求
结论:开箱、安装、调试、使用后,设备技术指标及使用情况符合要求。
激光实验报告

激光实验报告he-ne激光器模式分析一.实验目的与要求目的:使学生了解激光器模式的形成及特点,加深对其物理概念的理解;通过测试分析,掌握模式分析的基本方法。
对本实验使用的重要分光仪器——共焦球面扫描干涉仪,了解其原理,性能,学会正确使用。
要求:用共焦球面扫描干涉仪测量he-ne激光器的相邻纵横模间隔,判别高阶横模的阶次;观察激光器的频率漂移记跳模现象,了解其影响因素;观察激光器输出的横向光场分布花样,体会谐振腔的调整对它的影响。
二.实验原理1.激光模式的一般分析由光学谐振腔理论可以知道,稳定腔的输出频率特性为:vmnq?l1/21lc[q?(m?2n?1)]cos-1[(1—)(1—)] r2?r12?l (17)其中:l—谐振腔长度; r1、r2—两球面反射镜的曲率半径;q—纵横序数; m、n—横模序数;η—腔内介质的折射率。
横模不同(m、n不同),对应不同的横向光场分布(垂直于光轴方向),即有不同的光斑花样。
但对于复杂的横模,目测则很困难。
精确的方法是借助于仪器测量,本实验就是利用共焦扫描干涉仪来分析激光器输出的横模结构。
由(17)式看出,对于同一纵模序数,不同横模之间的频差为:mn:mn?ll1/2 c1(?mn)cos-1[(1-)(1-)] (18) r1r22?l?其中:δm=m-m′;δn=n-n′。
对于相同的横模,不同纵模间的频差为q:q?c?q 2?l 其中:δq=q-q′,相邻两纵模的频差为q?c 2?l (19)由(18)、(19)式看出,稳定球面腔有如图2—1的频谱。
(18)式除以(19)式得ll?mn:mn1?(?m??n)cos-1[(1-)(1-)]1/2 r1r2??q?(20)设:mn:mnq ; s=1?cos-1[(1-ll)(1?)]1/2 r1r2 δ表示不同的两横模(比如υ00与υ比,于是(20)式可简写作: 10)之间的频差与相邻两纵模之间的频差之(?m??n)?? s (21)只要我们能测出δ,并通过产品说明书了解到l、r1、r2(这些数据生产厂家常给出),那么就可以由(21)式求出(δm+δn)。
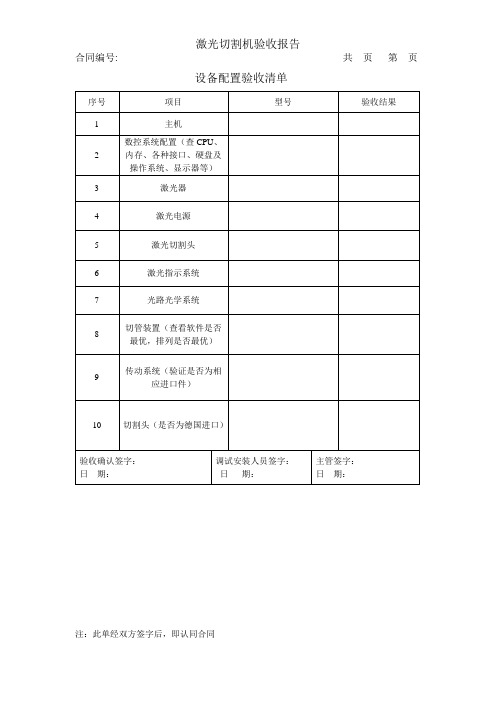
激光切割机验收报告(表)
主管签字:
日期:
注:此单经双方签字后,即认同合同
技术资料交接清单(有"√"无"×")
序号
项目
型号
验收结果
1
2
3
4
5
6
7
8
验收确认签字:ห้องสมุดไป่ตู้
日期:
调试安装人员签字:
日期:
主管签字:
日期:
注:此单经双方签字后,即认同合同
整机验收清单
序号
内容
验收结果
1
精度检验:板厚6mm碳钢板(具体图形见附件)
加工精度:按图纸要求割对尺寸,长度误差:不大于+/-0.2mm,圆直径误差不大于+/-0.1mm,工件端面斜度≤0.5度
2
精度检验:板厚10mm不锈钢(具体图形见附件)
加工精度:按图纸要求割对尺寸,长度误差:不大于+/-0.2mm,圆直径误差不大于+/-0.1mm,工件端面斜度≤0.5度
3
精度检验:板厚20mm碳钢板(具体图形见附件)
加工精度:按图纸要求割对尺寸,长度误差:不大于+/-0.2mm,圆直径误差不大于+/-0.1mm,工件端面斜度≤0.5度
4
割管机检验:管直径135mm*1000mm
割孔:直径50mm
加工精度:+/-0.2mm
5
验证Z轴行程120mm
6
验证定位精度+/-0.03mm及重复定位精度+/-0.02mm
7
验证定位速度140M/MIN
8
用1.3T碳钢板验证工作台交换情况
9
四角分别放零件,验证切割范围2000mm*4000mm
激光切割机验收报告(表)

用弯曲板试割,验证自动选边及跟踪功能
验收确认签字:
日 期:
调试安装人员签字:
日 期:
主管签字:
日 期:
注:此单经双方签字后,即认同合同
日 期:
主管签字:
日 期:
注:此单经双方签字后,即认同合同
技术资料交接清单(有"√"无"×")
序号
项目
型号
验收结果
1
2
3
4
5
6
7
8
验收确认签字:
日 期:
调试安装人员签字:
日 期:
主管签字:
日 期:
注:此单经双方签字后,即认同合同
整机验收清单
序号
内容
验收结果
1
精度检验:板厚6mm碳钢板(具体图形见附件)
加工精度:按图纸要求割对尺寸,长度误差:不大于+/,圆直径误差不大于+/,工件端面斜度≤度
2
精度检验:板厚1割对尺寸,长度误差:不大于+/,圆直径误差不大于+/,工件端面斜度≤度
3
精度检验:板厚20mm碳钢板(具体图形见附件)
加工精度:按图纸要求割对尺寸,长度误差:不大于+/,圆直径误差不大于+/,工件端面斜度≤度
4
割管机检验:管直径135mm*1000mm
割孔:直径50mm
加工精度:+/
5
验证Z轴行程120mm
6
验证定位精度+/及重复定位精度+/
7
验证定位速度140M/MIN
8
用碳钢板验证工作台交换情况
9
四角分别放零件,验证切割范围2000mm*4000mm
激光器测试验收报告

谷老师谈话整理——激光器验收一、仪器基本情况及关键指标锁模紫外激光器主要技术参数:1)波长(nm):355;2)输出模式:TEM00(高斯光);3)工作模式:锁模,准连续激光(由于脉冲频率很高,几乎相当于连续的);4)重复频率(MHz):100±1;5)平均功率(mW):150;6)功率稳定性(over 8 hours):< ±1% rms;7)脉宽:﹥10ps;8)预热时间(minutes):<10;9)光斑发散角(mrad):<2.0;10) 光斑直径(mm):0.9 ±15%;11) 工作温度(℃):15~35;12) 偏振:水平偏振。
二、验收项目1)波长(nm):355;4)重复频率(MHz):100±1;5)平均功率(mW):150;6)功率稳定性(over 8 hours) :< ±1% rms;7)脉宽: ﹥10ps;9)光斑发散角: (mrad):<2.0;10) 光斑直径: (mm):0.9 ±15%;11)工作温度(℃):15~35;12) 偏振:水平偏振。
关键验收指标:激光器的稳定性、均匀性、持续时间,涉及到的关键指标有:脉冲宽度、重复频率、平均功率(峰值功率)、光斑发散角注:以上指标在不同温度下测试三、验收仪器波长计(光谱仪)、光电探测器(将光信号转换为电信号)、示波器、功率计、光束分析仪(光斑分析仪)四、验收方法与操作流程1)结合光电探测器+示波器:通过示波器可观看到激光的脉冲宽度、重复频率、功率峰值大小,并观察其稳定性情况,正常情况下各项指标误差在±2%以内;2)功率计:测试平均功率密度;注:结合偏振片还可测试偏振方向,改变偏振片取向看功率计中入射功率的变化。
3)波长计或光谱仪:测试波长纯度,应满足误差不超过±1%;4)光束分析仪或光斑分析仪:测试光斑直径大小和衍射角注:当没有上述仪器时,可以简单设计以下测试方案:即,在激光光路上的不同位置记录下光斑直径的大小,测量相应位置距离,即可计算出衍射角大小5) 功率均匀性测试方法:光束先后经过透镜、光阑,光束经过光阑调制后进入功率计,测试不同位置功率大小。
激光打标机验收单
激光打标机验收单
激光打标机在各个行业中是越来越常见的设备,它Array以其先进的技术、易操作、低成本而受到广大用户的青睐,一直备受欢迎。
然而,在实际使用中,用户却经常抱怨激光打标机的性能问题,甚至会成为生产的瓶颈。
鉴于此,为了使激光打标机的快速普及和开发,以及更好的售后服务,激光打标机验收单被制定出来,针对激光打标机各项功能进行详细深入的检查,对激光打标标识效果进行严格检验,从而增强用户使用的安全性和质量保障。
现在,激光打标机验收单的主要内容有:激光打标机的安装和调试,激光头的安装及光斑的优化;激光功率的测试,确保系统的稳定运行;激光打标机的加工精度检查,确保打标的数据准确可靠;对标样的标识效果检验,以确保打标机的售后服务质量。
此外,还会根据客户的实际需求,进行定制化测试,以满足客户不同的生产需求,除此之外,还需要检查机器内部的设备,像运动电机、传感器等,以确保机器的运行效果。
总之,激光打标机验收单起到了确保激光打标机有效安装使用的作用,为用户提供良好的售后服务,并减少因质量问题而造成的损失,延长激光打标机的使用寿命。
激光安全标准报告检测

激光安全标准报告检测
激光安全标准报告检测是针对激光器的使用环境和工作条件进行检测和分析,以确定激光器是否符合相关安全标准要求。
在激光器的使用过程中,可能会产生危险的激光辐射,如短时间高能量的激光脉冲、强光束等,对人体和环境造成伤害。
因此,激光器的安全性检测非常重要。
激光安全标准报告检测包括激光器的实际安装位置和使用条件,激光器的功率、波长、束宽、发散角度等参数测量和分析,以及针对不同情况下的激光辐射程度进行评估和判断,确定激光器是否符合安全标准要求,制定相应的安全管理措施,并提出改进建议。
激光安全标准报告检测结果将为激光使用者提供重要参考,确保激光器的安全性,避免对人体和环境造成损害。
激光实验报告

激光实验报告引言:激光(Laser)是一种通过受激辐射产生高强度、高相干性光的装置。
本实验旨在探究和验证激光的基本性质和原理,并通过一系列实验操作来加深对激光的认识。
一、实验目的本实验的目的是研究激光的特性和基本原理,包括激光光束特性的测量和激光散射实验的观察。
二、实验器材与方法1. 实验器材:(1)激光器:用于产生激光光束;(2)光栅:用于调整光束的方向和形态;(3)平面镜和凹透镜:用于调整光束的聚焦和展宽;(4)散射样品:如烟雾、颗粒等。
2. 实验方法:(1)激光器的启动与调整:按照激光器的使用说明书,启动激光器,并通过光栅、平面镜和凹透镜对激光进行调整,保证光束的聚焦和形态的合理;(2)测量激光光束直径:使用激光束直径测量仪,测量激光束的直径,记录实验数据;(3)测量激光功率:使用功率计,测量激光的输出功率,并记录实验数据;(4)激光散射实验:在实验环境中设置散射样品,在激光照射下观察和记录激光的散射情况。
三、实验结果与分析1. 激光光束直径测量结果:经过测量,得到的激光光束直径为X mm(±0.1 mm)。
通过测量结果可以发现激光光束直径与光束调整过程中的光学器件调整密切相关,合适的调整可以使光束直径趋于最小值。
2. 激光功率测量结果:经过测量,得到的激光功率为Y mW(±0.1 mW)。
激光功率的大小与激光器本身的性能有关,同时也受到激光光束调整的影响。
3. 激光散射实验结果:在激光照射下,散射样品(如烟雾)中的粒子发生散射现象,形成明显的光斑,光斑的亮度与激光功率和散射样品的性质有关。
通过观察和记录不同散射样品下激光散射情况的变化,我们可以得到不同材料在激光作用下的散射特性。
四、实验结论通过本实验我们对激光的特性和基本原理有了更深入的了解。
在实验过程中,我们成功调整了激光器的光束,测量了激光的光束直径和功率,并通过激光散射实验观察到了激光的散射现象。
实验结果表明,激光的光束直径和功率与光学器件的调整和激光器本身的性能有关。
激光实验报告实验小结
一、实验背景激光(Light Amplification by Stimulated Emission of Radiation)是一种高度聚焦、方向性好、单色性好、相干性强的光。
自20世纪60年代激光技术问世以来,激光已广泛应用于工业、医疗、科研、军事等领域。
为了深入了解激光的特性,我们开展了本次激光实验。
二、实验目的1. 熟悉激光的基本原理和特性;2. 掌握激光器的工作原理和结构;3. 了解激光在各个领域的应用;4. 培养学生的实验操作能力和科学素养。
三、实验内容1. 激光器的基本原理和特性2. 激光器的结构和工作原理3. 激光在各个领域的应用4. 激光实验操作四、实验过程1. 激光器的基本原理和特性(1)激光的产生原理:当物质被激发后,产生大量能量,能量在物质中传递,最终以光的形式释放出来。
这个过程称为受激辐射。
(2)激光的特性:单色性好、方向性好、相干性好、亮度高。
2. 激光器的结构和工作原理(1)激光器的结构:激光器主要由激光介质、激励源、光学谐振腔和输出耦合器等组成。
(2)激光器的工作原理:当激光介质被激励源激发时,产生大量能量,这些能量在光学谐振腔中反复反射,经过多次受激辐射,最终形成高亮度、单色性好、方向性好的激光。
3. 激光在各个领域的应用(1)工业领域:激光切割、激光焊接、激光打标、激光清洗等。
(2)医疗领域:激光手术、激光治疗、激光美容等。
(3)科研领域:激光光谱分析、激光通信、激光雷达等。
4. 激光实验操作(1)搭建激光实验平台:包括激光器、光学谐振腔、激励源、输出耦合器等。
(2)调整光学谐振腔:通过调整激光器的各个光学元件,使激光能够在谐振腔中稳定传播。
(3)观察激光特性:通过观察激光的光斑、颜色、方向等特性,了解激光的特性。
(4)进行激光实验:利用激光进行切割、焊接、打标等操作,验证激光在各个领域的应用。
五、实验结果与分析1. 激光器输出激光的稳定性:通过调整激光器各个光学元件,使激光能够在谐振腔中稳定传播,输出激光的稳定性较好。
激光产品测试报告(UL)
2009-05-15 Yasunao KajisaWinn HendersonPREFACEThe IEC60825-1 Second edition 2007 requires that a laser product shall be classified by the accessible emission level of laser radiation to which humans may be exposed under normal operation. And laser radiation shall be classified to determine certain safety requirements of the appropriate class under all conditions. Such levels of laser radiation shall be tested and classified by IEC60825-1 Second edition 2007 clause 8 and clause 9. This report is designed to show the result that the laser radiation is tested and evaluated according to IEC60825-1 Second edition: 2007 clause 8 and clause 9.EVALUATION OF LASER RADIATION1. CONCLUSION OF CLASSIFICATIONBased on testing and calculations, the laser radiation from the unit was determined to be as follows.- Laser Scan detector REDSCAN model: RLS-3060Class 1 laser radiation under normal and single fault condition.2. IDENTIFICATION OF LASER SYSTEMModel RLS-3060 employs Laser Diode type 905D1S3J03UA and Laser Driver IC type MAX668EUB.Device name: Laser DiodeType name: 905D1S3J03UAManufacturer: Laser ComponentsRated Wavelength: 905 nm (typ )Rated Output Power: 25W (CW maximum)Product consists of a pulsed laser beam that is reflected off of a rotating mirror. The laser is pulsing with the following characteristics: On-time: 4ns, Period: 36us.3. MEASUREMENT EQUIPMENT LISTRange Calibration Date Calibration Due Type of equipment Instrument #(See Note)Optical Spectrum Analyzer OP-03 Auto 2009/01/07 2010/01/06Beam Detector MSC0135 w /, w / o filter 2008/09/30 2009/09/29Optical Power Meter MSC0136 Auto 2008/09/30 2009/09/29Aperture Plate MSC0128 7 mm 2008/09/18 2011/09/172008/10/202009/10/19--Caliper VCY-210Digital Humidity Indicator OS-67 -- 2009/03/18 2010/03/17Aneroid Barometer BM-02 -- 2008/11/01 2009/10/31Digital Multi meter DMY-03 Auto 2008/08/25 2009/08/24# Note: “Instrument #” is a UL Japan, Inc. internal tracking number provided for each piece equipment.The test results presented in this report relate only to the object tested.This report shall not be reproduced except in full without the written approval of the testing laboratory.MEASUREMENT PROCEDURECONDITION1. TEST(1) Power supplyRated voltage 24 VDC was supplied from external DC power supply.(2) CW Condition.The sample was configured by the applicant using computer control with the laser emitting CW radiation reflected off of a stationary mirror. Resulting power values were considered to be Peak CW powers.(3) Scanned Condition.The sample was configured as intended with the laser emitting pulsed radiation reflected off of a rotating mirror. Resulting power values were considered to be Average powers.2. MEASUREMENT SETUPDefault (simplified) evaluation was used. Measurement aperture diameters and measurement distances were set according to Table 11.3. TEST ENVIRONMENTAL CONDITIONS2009/04/20 2009/04/17 Tested:Tested:°CTemperature:23°CTemperature: 22Relative humidity: 53 % Rh Relative humidity: 56 % RhBarometric Pressure: 1009 hPa Barometric Pressure: 1011 hPa2009/04/22 Tested:2009/04/21 Tested:22°CTemperature:°CTemperature: 23Relative humidity: 58 % Rh Relative humidity: 55 % RhBarometric Pressure: 1001 hPa Barometric Pressure: 1003 hPaTEST RECORDFIGURE SUMMARY:FIGURE 1 – Wavelength ChartFIGURE 2 – PhotographsFIGURE 3 – Test Sample set up without cover and scan stopped condition1. Measured wavelength905D1S3J03UA: 900nm2. Power and Energy measurementCW sample was applied by applicant to evaluate peak CW power.The measurement apertures and distances as specified in Table 11 for condition 3 was used.Laser Scan detector Model: RLS-3060Operating condition ConditionApplied perTable 11ApertureSize (mm)Distance fromcollimating Opticto ApparentSource (mm)MeasurementOutput PowerNormal Scannedwith cover 3 7 100*8.53uWNormal Scannedwithout cover 3 7 100*10.74uWFault Scanned U5 FB shortto GND with cover 3 7 100* ***Fault Scanned U5 FB shortto GND without cover 3 7 100* *** Normal CWwith cover 3 7 100*0.684mWNormal CWwithout cover 3 7 100*0.808mWFault CW U5 FB short toGND with cover 3 7 100* ***Fault CW U5 FB short toGND without cover 3 7 100* ***Per Clause 9.2,g)Normal CWwithout cover -- 3.5 0**278uWNOTE:*Reference point is the point of reflection off of Light transmission prism (except for NOTE **).** Reference point is the nearest point of human access at the Light transmission prism to consider worst case value.*** Laser output shut off immediately when the fault was applied.3. Correction FactorTo simulate worst case conditions, the classification was based on the pulsed laser reflected off of a stationary mirror. The scanning mechanism and it’s characteristics were not used for determining the AELs.α = 1.5 mrad was used as worst-case evaluation.T 2 =10sec was used as worst-case evaluation as modulated with scan stopped condition. Therefore,N = 10sec / 36us = 277777.7778C 5 = N –0.25 = (10/36us) –0.25=0.0435******** C 4 = 10 0.002(λ-700) = 2.512 (for λ= 900nm) Duty Cycle: 4ns / 36us = 1.11 x 10 -4 C 7=14. Class determinationClassification of radiation of product was without window condition was used as worst-case evaluation.1) AEL singleDuration Measured value AEL Class4 x 10–9sec Q = P x t(Normal w/o window) = 0.808 x 10–3 W x 4x 10–9 sec= 3.232 x 10–12 JQ = 2 x 10–7 C 4 J = 2 x 10–7 x 2.512 = 5.024 x 10–7 J 12) AEL AveDuration Measured value AEL Class100 sec Normal w/o windowP = 0.808 x 10–3 W x Duty cycle=0.808 x 10–3 W x 1.11 x 10 –4=8.97 x 10–8 W*P = 3.9 x 10–4x C 4 x C 7 W = 3.9 x 10–4x 2.512 x 1 W = 9.80 x 10–4 W 1 3) AEL trainDuration Measured value AEL Class 4 x 10–9 sec Normal w/o window Same as single (Normal w/o window)Q = 3.232 x 0–12 JQ =AEL single x C 5 = 5.024 x 10–7J x 0.04356 J = 2.190 x 10–8 J 1*Actual measured value of scanned condition also well under the 2) AEL.Skin Exposure Label Evaluation Per Clause 9.2,g)Duration Measured value AEL Class100s P = 278uW (Normal CW without cover) P = 0.5 W <3B***: At end-use condition, Skin Exposure Label is not necessary to be considered. **As a worst case, peak CW power was compared to the Average Power Limit.5. ConclusionBased on testing, calculations, and configuration of the product, the radiation was determined to be follows: Class1 Invisible (Infrared) Laser radiation under normal and single fault conditions at with or without cover conditionWaveform of 905D1S3J03UA FIGURE 1 – Wavelength ChartIdentification of Tested SampleFront SideBack SideFIGUIRE 2 – PhotographsTest Sample set up without cover and scan stopped conditionSupporting Device- variable attenuator for 7mm AP, lens, External DC power supply, IR scope.56mm44mmFigure 3。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
谷老师谈话整理——激光器验收
一、仪器基本情况及关键指标
锁模紫外激光器主要技术参数:1)波长(nm):355;2)输出模式:TEM00(高斯光);3)工作模式:锁模,准连续激光(由于脉冲频率很高,几乎相当于连续的);4)重复频率(MHz):100±1;5)平均功率(mW):150;6)功率稳定性(over 8 hours):< ±1% rms;
7)脉宽:﹥10ps;8)预热时间(minutes):<10;9)光斑发散角(mrad):
<2.0;10) 光斑直径(mm):0.9 ±15%;11) 工作温度(℃):15~
35;12) 偏振:水平偏振。
二、验收项目
1)波长(nm):355;4)重复频率(MHz):100±1;5)平均功率(mW):
150;6)功率稳定性(over 8 hours) :< ±1% rms;7)脉宽: ﹥10ps;
9)光斑发散角: (mrad):<2.0;10) 光斑直径: (mm):0.9 ±15%;11)
工作温度(℃):15~35;12) 偏振:水平偏振。
关键验收指标:激光器的稳定性、均匀性、持续时间,涉及到的关键指标有:脉冲宽度、重复频率、平均功率(峰值功率)、光斑发散角
注:以上指标在不同温度下测试
三、验收仪器
波长计(光谱仪)、光电探测器(将光信号转换为电信号)、示波器、功率计、光束分析仪(光斑分析仪)
四、验收方法与操作流程
1)结合光电探测器+示波器:通过示波器可观看到激光的脉冲宽度、重复频率、功率峰值大小,并观察其稳定性情况,正
常情况下各项指标误差在±2%以内;
2)功率计:测试平均功率密度;
注:结合偏振片还可测试偏振方向,改变偏振片取向看功率
计中入射功率的变化。
3)波长计或光谱仪:测试波长纯度,应满足误差不超过±1%;
4)光束分析仪或光斑分析仪:测试光斑直径大小和衍射角注:当没有上述仪器时,可以简单设计以下测试方案:即,在激光光路上的不同位置记录下光斑直径的大小,测量相应位置距离,即可计算出衍射角大小
5) 功率均匀性测试方法:光束先后经过透镜、光阑,光束经过光阑调制后进入功率计,测试不同位置功率大小。
6)BBO晶体正入射的调制方法:光束经透镜聚焦后经过光阑调制进入BBO晶体,如果BBO没有垂直放置的话,经BBO反射的激光将不能反射返回进入光阑中(聚焦透镜应该选择吸收和散射较少的,一般要求石英制作透镜)。
注意:1)355nm激光不能直接打到光电探测器上,2)观察各项测试指标在其连续工作数小时后是否保持稳定,可以每隔一小时测试一次;。