机械手培训资料要点
机械手教育训练
现在学习的是第1页,共16页
具体内容
学习目的 学习的主要注意点 界面的介绍 大中小机械手运行步骤 机械手各位置的具体说明
现在学习的是第2页,共16页
学习的主要目的
1.能熟练的进行机械手臂的配置. 2.在试模过程中,及时有效的处理常见的问题,
提高试模效率.
现在学习的是第3页,共16页
軸設定附加1(固定侧切断)
此功能主要為 楔形板固定測
切斷所用
现在学习的是第13页,共16页
軸設定加工機(浇口切断)
此界面为平板取出后至放置平台再 到浇口加工机切断浇口后再到放置
平台的各位置点的抓取画面
现在学习的是第14页,共16页
各机种机械手运行步骤
平板机种 楔形板机种 小机种 IDP机种
现在学习的是第15页,共16页
一模两穴机械手运行主要步骤
姿势作动位置
取出待机位置
下降待机位置
型内高速前进位置
取出挟具位置
放置位置
姿势动作
姿势作动位置
取出上升位置
型内低工机位置1
完成品放置位置1 放置挟具位置2
落下侧位置 原点复归
放置位置
姿势动作
完成品放置位置2
加工机位置2
電源開 關
緊急按鈕
现在学习的是第5页,共16页
操作界面介紹
此按钮为手 动模式下控
制按钮
按此按钮进入 各设定模式
现在学习的是第6页,共16页
位置抓取 时每一步
的按鈕
操作界面介紹
速度调节按 钮
为了保证安全,在位置抓取时机械手作动速度调到最小,以免撞到人或其它.
现在学习的是第7页,共16页
操作界面介紹
机械手培训资料要点

(Robot)
广东凯宝机器人科技有限公司技术
部胡光民二零一二年三月
目录
一、机械手市场分析
二、现阶段机械手的特点
三、机械手产品相关知识解答
、机械手市埸翁栃
二现阶段机械手89W点
机邂燼嗣跨如加翩齡册询癥
•匚业机械手也是I.业机器人的一个两要分支。
•狀翳翻r熾锻歆瞬襯铀紗的他在构造和性能上兼有
•机械手作业的准确性和环境叩完成作业的能力.在国尺经济领域仃若广泛的发展勺•机械手的发展是山广它的积极作用匸日益为人们所认识:
共-、它能部分的代皆人【】操作:
具一八它能按照牛产「•艺的雯求.遵循•定的稈序、时间和位旨來完成I•件的传迄装卸:
英二、
詐貓釋卿臓魂餐娜'机辄轴號胡淤的动条件'
匂
苦的提谜
因而,受到很多国家的重视,投入人量的人力物力來研究和应用。
尤英是在高温、馭移如
料緞沪翻城邂黠紡翱辎为广泛。
在我国近几年U。
抗扭臂机械手培训资料

气路功能介绍
气 控 刹 车
1、当设备不用的情况下,拨下刹车手柄,机械手臂各关节锁死,防止晃动。 正常使用时,需打开刹车。
管 靠 杆
1、挂靠杆:当车体抱具运行至夹具工位时,拨下此开关,使挂靠杆挂住抱具,机械手主机随线体同步行走,进 而完成拧紧作业。 2、完成作业后,快速拨回此开关,使夹具脱离抱具,完成返回起始点,等待下一循环。
3. 全部合格:提示拧紧完成
4. 蜂鸣器:拧紧不合格提示 5. 手动/自动:拧紧模式手自动切换 6. 系统启动:自动模式启动信号 7. 复位:急停故障消除 8. 验灯:机械手所有指示机构检查 9. 拨码开关:用于手动模式下的程序选择 10. 急停:紧急情况下停止操作按钮
塔灯指示说明
1. 主机小车碰到预警限位:红色塔灯闪亮,蜂鸣器闪鸣。 用于提示员工尽快完成操作。 2、主机小车碰到末端限位开关:红色塔灯常亮,蜂鸣器常鸣 同时,线体停止运行。人为拉开小车后,红灯灭,蜂鸣器熄。 3、人工拍下急停按钮:红色塔灯常亮,蜂鸣器常鸣 同时,线体停止运行。拔出急停按钮,然后按下复位按钮,
红灯灭,蜂鸣器熄。
4、线体停止运行时,黄色塔灯亮,重新启动运行时,黄灯灭。 5、PLC正常运行时,绿色塔灯量,PLC停止运行时,绿灯灭。
与拧紧夹具信号对接
谢谢关注~ Than通过旋钮调节主臂气缸进气量,最终 使手臂达到平衡,节省人力。
气控调 压阀
电控柜内元器件
1 5 3 6 2 3
4 1. 小型断路器
2. 拧紧枪接触器 3. 安全继电器 4. 小型继电器 5. 24V直流电源 6. AB1766PLC 7 7. 插座
按钮盒及功能描述
1. 系统电源:系统上电提醒 2. 拧紧不合格:提示扭矩不达标
EPSON机械手培训PPT课件

Jump3/Jump3CP、 Bmove、 的指令
TMove、CVMove
NOTE: * CP模式,即Continuous Path 连续路径模式。 * 指定PTP动作指令和Joint动作指令的速度和加/减速度时,使用SPEED指令和 ACCEL指令。指定CP模式动作指令时,使用使用SPEEDS指令和ACCELS指令。
第35页/共71页
六、动作指令
2. PTP指令
包括指令:Go、Jump、BGo、TGo PTP(Pose To Pose)动作,是与其动作轨迹无关,以机械手的工具顶端为目标位臵使其动作的 动作方法。PTP动作,使用各关节上配置的电动机,使机械手通过最短的路径到达目标位置。 优点:运动速度快,缺点:运动轨迹无法预测。指定PTP动作速度和加/减速,使用SPEED指令和 ACCEL指令。
第17页/共71页
四、RC+5.4.3软件操作
2.控制器设置
(1)单击“设置” “控制器”进入控制器设置画面,然后单击“configuration” 设置控制的IP地址及控制方式,当要使用外部I/O控制时须将“Control Device” 远程I/O,然后单击“Apply”,再单击关闭,等待控制器重启完毕后,按“F5”, 单击“激活远程I/O”后关闭软件即可使用外部I/O控制控制器
(3)微动将机械手移动的需要示教点的位置。如果是SCARA机械手,Motor On情况下,可以在 Control Panel 页面Free All释放所有轴后,手动将机械手移动需要示教点的位置后,Lock ALL锁定所有轴。
微动按钮
点位追踪按钮,在马达上伺服ON时直接移动到之前示 教的点位,一般在第之2前2页点/共位7变1页化需做微调时用
3. Jump P1:Z(-10)LimZ -10 ´以限定第三轴目标坐标Z=-10的门形动作移动到P1点位臵Z坐标 第36页/共71页
关于机械手安全培训

紧急停止按钮应定期检查和维护,确保其完好有效。同时,应对操作人员进行相关 培训,使其熟悉紧急停止按钮的使用方法和注意事项。
04 危险识别与风险评估方法
危险源识别技巧
01
02
03
观察法
通过直接观察机械手的运 行状态、工作环境等,识 别潜在的危险源。
持续改进
根据跟踪检查结果,不 断完善和改进安全管理 措施,提高机械手安全 性能。
06 法律法规与标准要求
国家相关法律法规解读
1 2
《中华人民共和国安全生产法》
强调生产经营单位必须遵守安全生产法律法规, 加强安全生产管理,确保安全生产。
《特种设备安全法》
明确规定了特种设备的生产、经营、使用、检验 、检测和监督管理等各环节的法律责任。
安全距离与空间要求
01
在机械手工作区域周围应设置足够的安全距离,以防止 人员误入危险区域。
02
机械手运动轨迹上不得存在障碍物或人员,以确保其运 动安全。
03
对于需要人员进入机械手工作区域的情况,应设置专门 的安全通道和防护措施。
紧急停止按钮使用方法
紧急停止按钮应设置在显眼且易于触及的位置,以便在紧急情况下能够迅速按下。
关于机械手安全培训
演讲人: 日期:
目录
• 机械手安全概述 • 机械手安全操作规范 • 机械手安全防护措施 • 危险识别与风险评估方法
目录
• 应急处理与事故报告制度 • 法律法规与标准要求 • 总结回顾与展望未来
01
机械手安全概述
机械手定义与功能
定义
机械手是一种能模仿人手和臂的 某些动作功能,用以按固定程序 抓取、搬运物件或操作工具的自 动操作装置。
机器手臂安全人员培训

机器手臂安全人员培训随着机器手臂技术的不断发展,机器手臂在各行各业得到广泛应用。
然而,机器手臂的操作和维护需要专业的技能和知识,否则可能会导致安全事故。
为了确保机器手臂操作的安全性,培训机器手臂安全人员显得尤为重要。
本文将介绍机器手臂安全人员培训的重要性、培训内容以及培训效果评估等相关内容。
一、培训的重要性1.1 保障员工安全:机器手臂操作需要一定的专业知识和技能,没有经过培训的人员在操作中容易因为疏忽而发生安全事故。
通过培训,可以提高员工的意识和技能,从而减少事故的发生。
1.2 提高工作效率:熟练掌握机器手臂操作和维护的知识,可以提高工作效率,降低生产成本,进而增加企业竞争力。
1.3 遵守相关法规:各个国家和地区都有关于机器手臂安全操作的法规和标准,通过培训可以确保员工不仅熟悉相关法规,还能够遵守法律,避免违规操作引发的问题。
二、培训内容2.1 机器手臂基础知识:包括机器手臂的分类、结构和工作原理等。
通过理论讲授和实践演示,使学员对机器手臂有一个全面的了解。
2.2 安全操作规程:介绍机器手臂的操作规程和注意事项。
包括如何正确启动和停止机器手臂、安全保护措施的使用、应急处理方法等。
2.3 维护和保养技能:培训学员掌握机器手臂的日常维护和保养技能,包括润滑、更换零部件等。
2.4 风险评估和应急处置:培训学员学习如何进行风险评估,识别潜在的安全隐患,并学习应急处置的方法,以及如何应对突发情况。
三、培训效果评估3.1 培训过程中的考核:在培训过程中,可以通过理论笔试和实际操作考核的方式来评估学员的学习情况。
3.2 培训后的检测:培训结束后,可以进行一次综合检测,以评估学员是否掌握了机器手臂安全操作和维护的知识和技能。
3.3 培训效果跟踪:培训结束后,定期对学员进行跟踪调查,了解他们在实际工作中应用培训所学知识的情况,并及时进行修正和改进。
结语通过机器手臂安全人员的培训,能够提高员工的操作技能和安全意识,确保机器手臂的安全运行。
机械操作手安全培训(三篇)

机械操作手安全培训一、培训目的机械操作手在工作中难免会接触到各种机械设备,如何确保他们的安全成为了一个非常重要的问题。
本次培训的目的是为了增强机械操作手的安全意识,提高他们的安全操作能力,减少事故发生的概率,确保他们的人身安全。
二、培训内容1. 机械设备的安全原理和结构:通常,机械设备都是由各种不同的部件组成,了解这些部件的功能和作用将帮助机械操作手更好地理解机械设备的工作原理,并且能够及时排除故障。
2. 安全操作规程:针对不同的机械设备,制定相应的安全操作规程,并详细讲解操作的步骤和注意事项,确保操作手能够正确地操作设备,避免意外事故的发生。
3. 安全防护装备的使用:根据机械设备的特点和工作环境,培训机械操作手正确使用各种安全防护装备,如头盔、防护眼镜、防护服等,以确保他们的人身安全。
4. 应急预案和逃生知识:培训机械操作手应急预案和逃生知识,使他们在紧急情况下能够冷静应对,确保自身的安全。
5. 规范操作和维护:培训机械操作手规范的操作和维护方式,让他们养成良好的操作习惯,延长设备的寿命,并减少事故的发生。
三、培训方式1. 理论讲授:通过讲解理论知识和案例分析,让机械操作手了解安全知识和操作规程。
2. 示例操作:通过示范操作,让机械操作手亲自实践,掌握正确的操作方法。
3. 视频演示:通过播放相关安全操作视频,让机械操作手直观地了解正确的操作流程和注意事项。
4. 应急演练:组织应急演练活动,模拟紧急情况,让机械操作手学会应对突发情况的方法和技巧。
四、培训效果通过本次培训,机械操作手应能够:1. 熟悉机械设备的工作原理和结构。
2. 掌握安全操作规程,减少事故发生的概率。
3. 了解并正确使用各种安全防护装备。
4. 掌握应急预案和逃生知识。
5. 养成规范操作和维护设备的习惯。
6. 提高安全意识,增强自我保护能力。
五、安全宣传培训结束后,还应进行相关安全知识的宣传活动,以进一步提高公司员工的安全意识。
可以制作宣传海报、宣传册等,在工作场所进行张贴,也可以通过内部通知、公司网站等渠道发布安全宣传信息。
机械手三度培训
一、装胎机构立柱的垂直度(mm/m)
允差: ≤0.5mm/m 工具: 框式水平仪(1级精度) 步骤: 如图所示将框式水平仪靠在装胎机构立柱上,分别在0°和90°方向检测,最大读数 即为该项目垂直度误差。记录数据。
• 用水平仪靠在立柱面上进行检测。 • 查看底座水平度,在范围要求内。 • 根据水平仪内的气泡位置进行调节:
四、机械手抓胎器抓胎部位张开后的圆度(或圆跳动 在φ400mm时)(mm)
允差: ≤0.5mm 工具: 测量环,塞尺(2级精度) 步骤: 按图示,将测量环套在抓胎器爪片上,张开爪片,用塞尺测量每个爪片 与测量环之间的间隙,其中最大值即为该项目圆度误差。记录数据。
对于机械手的检测顺序要求: 1)、先找垂直度,分90度方位 检测左右、前后方向是否偏歪; 2)、在找同轴度; 3)、再找平行度; 4)、爪片圆环工装测得爪片与 圆环的间隙。
允差: ≤1.5mm 工具: 磁力表座,百分表(1级精度),测量座,测量环 步骤: 按图示,装胎机构抓胎器在装胎位置,将测量环套 在抓胎器爪片上,张开爪片。测量座安装在下热板定位孔中 ,带有百分表的磁力表座吸在测量座上,使百分表测头触及 测量环下平面,旋转测量座一周,百分表最大与最小读数之 差,即为该项平行度误差。记录读数。
目录
装胎机构立柱的垂直度(mm/m) 机械手抓胎器中心(在装胎位置)与中心机 构中心的同轴度(mm TIR) 机械手抓胎器抓胎部位(在装胎位置)与下 蒸汽室的平行度(mm) 机械手抓胎器抓胎部位张开后的圆度(或圆跳 动在φ400mm时)(mm)
立柱 升降水缸 活塞杆 旋转水缸 升降架 抓胎器 升降水缸
大支架平行
10
大支架间隙
二、机械手抓胎器中心(在装胎位置)与中心机构中心 的同轴度(mm TIR)
SYSTEC机械手培训资料

SYSTEC机械手培训资料一、开机时注意事项:1、开机顺序:开注塑机总电源(机械手电源常开——开机械手启动开关——开真空马达(K1键)———开注塑机马达——关注塑机安全门——按注塑机启动键——机械手复位(ACK键)——原点回归(F2键——半自动(Z轴在待机位置)——半自动启动——全自动(用膜纸时inlaying on 灯亮)2、关机程序:关取膜纸键(inlaying off)——半自动——手动——机械手原点回归(F2键)——退炮台——关机械手(红色键)——关注塑机电热、马达——关注塑机总电源3、突然停电处理程序:关掉总电源——用手将Z轴退回原点——等待来电——进入正常开机程序4、不带机械手生产开机械手启动键盘——ACK键——原点回归(F2键)——关真空马达(K1键)——开注塑机5、在处理机械手异常时,应先将机械手复归到原点后才可操作下一步骤:6、Z轴或叠杯装置动作时,注塑机安全门严禁打开,否则机械手启动前,需重新设定7、当机械手设定的生产数量够数时,按F2 键——ACK键——输入1000000——按ESC键则会自动设定的。
二、常用功能中英文对照:Manual functions手动Take out取出Inlaying放置Transfer转换台Staking吸Pra m→密码100→时间设定、手动Timer时间 Counter数量1.时间设定Delay Take out Cylinder Extended 取出气缸前进延迟Delay wiper ring in basic 推圈后退延迟Delay wiper ring extended 推圈前进延迟Delay core air on 钶芯吹气延迟Blow air time core air 钶芯吹气时间Delay blow air wiper ring on 推圈吹气延迟Blow air tine wiper ring 推圈吹气时间Blow air impulse dummy core 管位吹气时间Delay dummy core descended 管位后退延迟Delay dummy core extend inlaying position 管位在放膜纸位置前进延迟Impulse high voltage on 充静电时间Delay conveyor belt off 输送拉动作时间2.手动操作Sucker plate 吸盘 Descend后退 Extend 前进 Servo axis 主轴Vacuum sucker plate on/off 吸盘真空开关Blow air sucker plate on 吸盘吹气开Swivel sucker plate to Magazine/Dummy core 吸盘旋转到膜架/管位Vacuum dummy core off/on管位真空关/开Blow air dummy core on 管位吹气开Dummy core descend/extend 管位后退/前进Dummy core to basic/inlaying position 管位到基本位置/放膜纸位置Basic/mould 基本位置/模具位置Servo axis forward/dropping 主轴前进/放次品Servo axis creep speed Jog-/jog+主轴慢速后退/前进Take out cylinder basic/take out position on 取出气缸原点位置/取出位置三、Z轴的设定(用光盘安装驱动器号:Drive top 16V08)1、驱动步骤PC——drive functions——operation modes——block number2、模式(1)、“0”模式;任何位置回原点模式(2)、“1”模式:1085MM待机位置(3)、“2”模式:Z轴由原点到模具内的运行模式1962.5MM(4)、“3”模式:丢次品位置615MM(5)、“4”模式:从模具回归原点模式3、安装程序时英文解释Target position 目标位置 Velocity 速度Acceleration加速度 Jerk减速Actual position实际位置4、Z轴归零Homing/set absolute measurement motor encoder Z轴归零Execute command执行命令“0”“3”“1”“2”0 (MM) 615 1085 1962.5(参考值)原点丢次品位置待机位置型腔位置2008年11月20日汇编。
FANUC机械手简易培训讲义资料

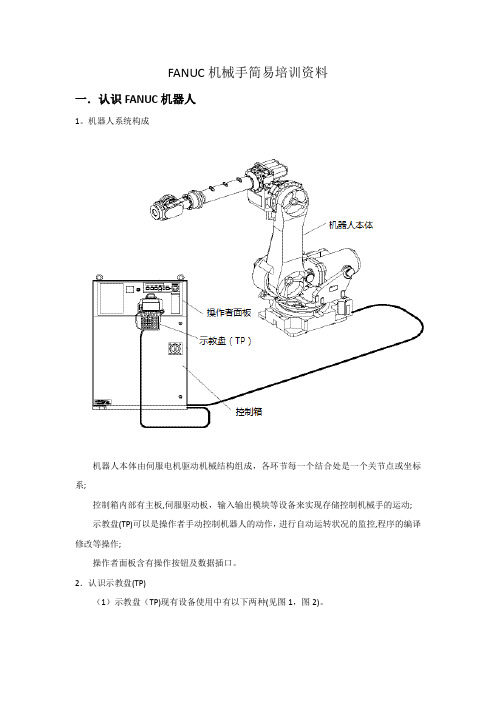
FANUC机械手简易培训资料一.认识FANUC机器人1.机器人系统构成机器人本体由伺服电机驱动机械结构组成,各环节每一个结合处是一个关节点或坐标系;控制箱内部有主板,伺服驱动板,输入输出模块等设备来实现存储控制机械手的运动;示教盘(TP)可以是操作者手动控制机器人的动作,进行自动运转状况的监控,程序的编译修改等操作;操作者面板含有操作按钮及数据插口。
2.认识示教盘(TP)(1)示教盘(TP)现有设备使用中有以下两种(见图1,图2)。
图1Status Inicators(状态指示灯):指示系统状态。
ON/OFF Switch(开关):与DEADMAN开关一起启动或禁止机器人运动。
PREV:显示上一屏幕。
SHIFT:与其它键一起执行特定功能。
MENUS:使用该键显示屏幕菜单。
Cursor :使用这些键移动光标。
STEP:使用这个键在单步执行和循环执行之间切换。
RESET:使用这个键清除告警。
BACK SPACE:使用这个键清楚光标之前的字符或者数字。
ITEM:使用这个键选择它所代表的项。
ENTER:使用该键输入数值或从菜单选择某个项。
POSN:使用该键显示位置数据。
ALARMS:使用该键显示告警屏幕。
SATUS:使用该键显示状态屏幕。
Jog Speed:使用这些键来调节机器人的手动操作速度。
COORD:使用该键来选择手动操作坐标系。
Jog:使用这些键来手动手动操作机器人。
BWD:使用该键从后向前地运行程序。
FWD:使用该键从前至后地运行程序。
HOLD:使用该键停止机器人。
Program keys(程序键):使用这些键选择菜单项。
FCTN:使用该键显示附加菜单。
Emergency Stop Button(紧急停止按钮):使用该键停止正在运行的程序,关闭机器人伺服系统的驱动电源,并对机器人实施制动。
图2(2)TP上的开关①TP开关:此开关控制TP有效/无效,当TP无效时,示教、编程、手动运行不能被使用。
PECVD机械手培训计划

PECVD机械手培训计划一、培训对象1. 工程师和技术人员2. 机械手操作人员3. 其他涉及到PECVD工艺的人员二、培训内容1. PECVD机械手的结构和原理2. PECVD机械手的安全操作规程3. PECVD机械手的日常维护和保养4. PECVD机械手的故障排除和维修5. PECVD机械手的操作技巧和注意事项6. PECVD机械手与其他设备的配合和调试三、培训方式1. 理论培训:通过课堂讲授的形式,传授PECVD机械手的结构、原理、操作规程等知识。
2. 实践培训:通过实际操作PECVD机械手的方式,深入了解和掌握其使用技巧。
3. 案例分析:通过分析PECVD机械手在实际生产中遇到的问题和解决方法,帮助学员更好地运用所学知识。
四、培训时间和地点培训时间:根据实际情况安排,一般为3-5天培训地点:公司内部或专门的培训中心五、培训具体计划第一天上午:理论培训,介绍PECVD机械手的结构和原理下午:实践培训,学员分组进行机械手的基本操作练习第二天上午:安全操作规程培训,重点介绍机械手操作中的安全注意事项下午:实践培训,学员进行更复杂的机械手操作练习第三天上午:日常维护和保养培训,介绍机械手的日常维护工作下午:案例分析,学员分组讨论PECVD机械手在实际生产中遇到的问题和解决方法第四天上午:故障排除和维修培训,介绍机械手常见故障的排除方法下午:实践培训,学员进行故障排除和维修操作练习第五天上午:操作技巧和注意事项培训,总结机械手操作的技巧和注意事项下午:配合调试培训,介绍机械手与其他设备的配合和调试方法六、培训评估1. 理论考核:通过考试的方式,检验学员对PECVD机械手结构、原理和操作规程等知识的掌握程度。
2. 实际操作考核:通过实际操作机械手的方式,检验学员对PECVD机械手的操作技巧和注意事项的掌握程度。
3. 综合评估:在培训结束后,对学员进行综合评估,包括理论知识和实际操作的成绩及表现等。
七、培训师资培训师应具有丰富的PECVD机械手操作经验和良好的沟通能力,能够将所学知识有效传授给学员,并能解答学员在培训过程中遇到的问题。
EPSON机械手导入培训(5)

EPSON机械手导入培训(5)一、教学内容本节课我们将学习EPSON机械手的导入培训内容,主要涉及第五章的内容。
其中包括机械手的基本结构、工作原理、操作方法以及编程控制等方面的知识。
二、教学目标1. 让学生了解并掌握EPSON机械手的基本结构和功能。
2. 培养学生对机械手操作的熟练程度。
3. 使学生能够运用编程控制机械手进行简单的操作任务。
三、教学难点与重点重点:EPSON机械手的基本结构、工作原理和操作方法。
难点:编程控制机械手的操作。
四、教具与学具准备教具:EPSON机械手一台、操作面板一个。
学具:学生操作手册、编程软件。
五、教学过程1. 实践情景引入:介绍EPSON机械手的应用领域,如工业生产、教育科研等,让学生对机械手有初步的认识。
2. 基本结构讲解:讲解EPSON机械手的基本结构,包括手臂、关节、末端执行器等部分,并展示实物图片。
3. 工作原理介绍:介绍机械手的工作原理,如动力传输、控制系统等,并通过动画或视频形式展示机械手的工作过程。
4. 操作方法学习:讲解并演示机械手的操作方法,包括关节控制、末端执行器控制等,让学生进行实操练习。
5. 编程控制讲解:介绍机械手的编程控制方法,包括编程语言、指令集等,并通过实例讲解编程控制的过程。
6. 随堂练习:让学生根据编程指令,控制机械手完成特定的操作任务,检验学生对编程控制的理解和掌握程度。
7. 板书设计:机械手基本结构:1. 手臂2. 关节3. 末端执行器机械手工作原理:1. 动力传输2. 控制系统机械手操作方法:1. 关节控制2. 末端执行器控制机械手编程控制:1. 编程语言2. 指令集3. 编程控制过程8. 作业设计题目1:请简述EPSON机械手的基本结构。
答案:EPSON机械手的基本结构包括手臂、关节、末端执行器等部分。
题目2:请解释EPSON机械手的工作原理。
答案:EPSON机械手的工作原理主要包括动力传输和控制系统两个方面。
题目3:请描述如何操作EPSON机械手。
机械手的控制基础知识讲义

机械手的控制基础知识讲义1. 引言机械手是一种用于执行各种任务的自动控制设备,广泛应用于工业制造、装配和物料搬运等领域。
掌握机械手的控制基础知识对于正确操作和优化机械手的性能至关重要。
本讲义将介绍机械手控制中的一些基本概念和技术。
2. 机械手的基本结构机械手通常由机械臂、末端执行器、传感器和控制系统组成。
机械臂由多个关节和连接件组成,用于实现运动和定位。
末端执行器通常是夹爪、吸盘或其他装置,用于抓取和操纵物体。
传感器用于获取环境信息和机械手状态。
控制系统负责处理传感器数据,并控制机械手的运动。
在机械手的控制中,常用的坐标系有世界坐标系(WCS)、基座坐标系(BSC)和末端执行器坐标系(TCS)。
世界坐标系是一个固定的参考坐标系,用于描述整个环境。
基座坐标系是机械臂的固定部分的参考坐标系,用于描述机械臂的位置和姿态。
末端执行器坐标系是末端执行器的参考坐标系,用于描述末端执行器的位置和姿态。
4. 机械手的运动学机械手的运动学研究如何将末端执行器的位置和姿态转化为关节角度。
正向运动学是指根据给定的关节角度计算末端执行器的位置和姿态。
逆向运动学是指根据给定的末端执行器的位置和姿态计算关节角度。
掌握机械手的运动学可以实现精确的控制和轨迹规划。
机械手的动力学研究机械手的力学特性和运动过程中的力学参数。
动力学分析可以帮助优化机械手的性能,如提高运动速度和准确性,控制运动中的振动和力的作用等。
了解机械手的动力学有助于实现精确的力控制和碰撞检测。
6. 机械手的控制方法机械手的控制方法主要分为开环控制和闭环控制。
开环控制是指根据固定的运动规划和预设的参数来控制机械手的运动。
闭环控制是指根据实际的传感器反馈来调整机械手的运动,以达到预期的目标。
闭环控制可以提高机械手的精确性和稳定性。
7. 机械手的碰撞检测和安全措施在机械手的操作中,碰撞是一个常见的问题。
机械手的碰撞检测可以通过传感器来实现,当机械手与障碍物或其他物体发生碰撞时,及时停止或调整运动,以避免损坏机械手和工作环境。
FANUC机械手简易培训资料
FANUC机械手简易培训资料一.认识FANUC机器人1。
机器人系统构成机器人本体由伺服电机驱动机械结构组成,各环节每一个结合处是一个关节点或坐标系;控制箱内部有主板,伺服驱动板,输入输出模块等设备来实现存储控制机械手的运动;示教盘(TP)可以是操作者手动控制机器人的动作,进行自动运转状况的监控,程序的编译修改等操作;操作者面板含有操作按钮及数据插口。
2.认识示教盘(TP)(1)示教盘(TP)现有设备使用中有以下两种(见图1,图2)。
图1Status Inicators(状态指示灯):指示系统状态.ON/OFF Switch(开关) :与DEADMAN开关一起启动或禁止机器人运动。
PREV:显示上一屏幕。
SHIFT:与其它键一起执行特定功能.MENUS:使用该键显示屏幕菜单。
Cursor :使用这些键移动光标。
STEP:使用这个键在单步执行和循环执行之间切换。
RESET:使用这个键清除告警。
BACK SPACE:使用这个键清楚光标之前的字符或者数字。
ITEM:使用这个键选择它所代表的项。
ENTER:使用该键输入数值或从菜单选择某个项。
POSN:使用该键显示位置数据。
ALARMS:使用该键显示告警屏幕。
SATUS:使用该键显示状态屏幕.Jog Speed:使用这些键来调节机器人的手动操作速度.COORD:使用该键来选择手动操作坐标系.Jog:使用这些键来手动手动操作机器人。
BWD:使用该键从后向前地运行程序。
FWD:使用该键从前至后地运行程序。
HOLD:使用该键停止机器人.Program keys(程序键):使用这些键选择菜单项。
FCTN:使用该键显示附加菜单.Emergency Stop Button(紧急停止按钮):使用该键停止正在运行的程序,关闭机器人伺服系统的驱动电源,并对机器人实施制动。
图2 (2)TP上的开关①TP开关:此开关控制TP有效/无效,当TP无效时,示教、编程、手动运行不能被使用。
爱普生机器人初级教学

3.1 Move 指令
功能:以直线轨迹将机械手从当前位置移动到指定目标位置。全关节同时启动,同时停 止。 格式:Move 目标坐标 示例:Move P1 ´机械手以直线轨迹动作到P1点 NOTE: Move与Go的区别到达目标点时的手臂的姿势重要的时候使用Go命令,但是比控制动作 中的手臂的轨迹重要的时候,使用Move 命令。在SCARA机械手只有Z轴上下动作时, 36 Go与Move的轨迹一样。
2.2 Jump 指令
功能:通过“门形动作”使手臂手臂从当前位臵移动至目标坐标。 图1 格式:Jump 目标坐标 示例: 1. Jump P1 ´机械手以“门形动作”动作到P1点 2. Jump P1 LimZ -10 ´以限定第三轴目标坐标Z=-10的门形动作移动到P1点,如图1示 3. Jump P1:Z(-10)LimZ -10 ´以限定第三轴目标坐标Z=-10的门形动作移动到P1点位置Z坐标
2.1 Go 指令
功能:全轴同时的PTP动作,动作的轨迹是各关节分别对从当前的点到目标坐标进行插补。 格式:Go 目标坐标 示例: 1. Go P1 ´机械手动作到P1点 2. Go XY(50, 400, 0, 0) ´机械手动作到X=50,Y=400,Z=0,U=0 3. Go P1+X(50) ´机械手动作到P1点X坐标值偏移量为+50的位置 4. Go P1:X(50) ´机械手动作到P1点对应X坐标值为50的位置
EPSON 机械手培训
1
内容 一、关于机械手的基础知识 二、硬件概要 三、EPSON RC+ 用户界面 四、RC+软件操作 五、SPEL+语言 六、动作指令 七、I/O 八、Pallet 九、!...! 并列处理 十、多任务处理 十一、循环控制指令 十二、程序实例
机械手设备培训
5、压力反馈系统为电动控制, 而非液压。人手的速度与机械手 臂速度成正比。机械手臂如遇到 阻力,会有压力反馈至操作手臂。
6、控制手臂舒适,操作方便。 操作人员的手臂始终有支撑,在 长时间操作后也不会疲劳。控制 手臂非常坚固,操作轻便。操作 手臂上的微型开关寿命长。
7、所有液压油油箱都是不锈钢 制造,对于伺服阀非常重要。无 锈,无涂料脱落在液压油中而导 致伺服阀出问题。并且油箱是正 压头,即在泵的上部以减少泵磨 损。
9、控制臂 自平衡的单控制手臂(带用户手臂支 撑部分)用以控制所有轴及夹具。 压力反馈由电气系统实现。 座位安全开关,当操作人员离开座 位时机器自动停止工作。
克莱斯曼机械手的几个特点: 1、克莱斯曼对机械手所有位置 受到的所有载荷进行非常精确的 计算(即用一计算机程序),并且 ( ) 要用应变仪对该程序的正确进行 检测,以确保设备的可靠性。
4、机架受到三重保护: ⑴手臂上及夹具与腕关节之间装有减振器。 ⑵压力减少:监测垂直手臂的角度,根据其 位置增加或减少压力。这意味着油缸力减少, 因此,作用在机械手或用户设备上的力则减 少了,从而减少对设备的损坏。 ⑶加速度控制:在控制系统中有该功能使得 每次作用在机架上的最高应力大大减少。克 莱斯曼消除加速度曲线以避免峰值。
采用分组润滑系统是将连接润滑点的润滑管道分组集中到设备的4个特殊区并组合到一起夹具除外维护人员只需到这4个特殊区处进行人工润滑即可而不需要担心漏掉任何一个润滑点
机械手设备培训
主讲人:李伟
一、机械手设备概况 1、铸锻公司规划共6台机械手,分三期上, 每期2台,分别对应铸一造型线和铸二造型线 的铸件抓取。 工作过程:C620RB型(6轴活动、带夹具)落 砂取件机械手6台,用于在缸体造型线及下缸 体造型线振动落砂输送槽上将铸件和浇冒口 分离,并抓取铸件稳妥放入悬链输送机铸件 吊筐内,且不夹伤铸件;另将浇道系统和组 芯螺栓抓取放入附近的斗内。
机械手培训教材

培训人:黄玉 2020年5月28日
目录
一、机械手基本构造 二、科捷机械手基本操作方法 三、天行机械手基本操作方法 四、使用安全注意事项
Z轴(上下)
一、机械手基本构造
翻转 气缸
Y轴(横出)
Y轴(横出)
1、开机画面
注塑机开模完信号, 没有这个信号机械手
不进行动作
二、科捷机械手操作方法
归
12
3
1 2
3
翻直
待 待待机 机机位 位位置 置置
主臂下
主臂前 空动作
主臂后 主臂上
横出
翻平 模外下位
1
2
插入
四.机械手使用及注意事项
一.机械手位置不能确定错误,否则会造成机械损坏 二.编写工艺完成后一定要仔细检查一遍,防止出现工艺编写错误,出现异常。 三. 机械手横出模外下行速度不能过快,以防造成人员损伤。 四.机械手回归原点时,一定要观察回归的方向,看治具是否跟周围其他设备 形成干涉,防止造成治具损坏。 五.机械手后位与模具定模要保持10CM左右距离安全位置。 六.机械手模内取件的时间,要尽量短,这样生产周期会越快,效率越高。
可以调用编好的 工艺
三
二
一
模式设定
二.科捷机械手操作方3.工艺浏览
2.位置设定
密码7777777/3333333
点击
2.位置设定
取物位置
后位与待机 位置一样
2.位置设定
横入位与 横走待机 位置一样
位置设定
保存按钮
点击该按
钮在点红
色start键
及原点复
感谢各位的聆听
Thank You!
工厂机械手培训计划

工厂机械手培训计划一、前言随着自动化技术的发展,工厂机械手在生产线上扮演越来越重要的角色。
机械手能够完成各种繁重、危险和重复性的工作任务,极大地提高了生产效率和产品质量。
因此,为了充分发挥机械手的作用,提高生产线的效率,保障工作人员的安全,需要对工厂机械手进行培训,使员工掌握机械手的操作和维护技能。
二、培训目标1. 了解工厂机械手的基本原理和结构;2. 掌握机械手的操作技能,包括程序设置、调试、故障排除等;3. 理解机械手的安全操作规程,降低事故发生的风险;4. 掌握机械手的日常维护和保养方法,延长机械手的使用寿命;5. 提高员工对机械手的认识,增强对自动化生产线的信心和热情。
三、培训内容1. 工厂机械手的基本原理和结构- 机械手的分类和工作原理;- 机械手的结构组成和功能;- 机械手的应用领域和优势。
2. 机械手的操作技能- 机械手的编程方法和流程;- 机械手的调试和运行;- 机械手的故障排除和维护。
3. 机械手的安全操作规程- 机械手的安全操作流程;- 机械手的紧急停机和故障处理;- 机械手的作业安全注意事项。
4. 机械手的日常维护和保养方法- 机械手的日常保养和清洁;- 机械手的润滑和维护;- 机械手的零部件更换和维修。
四、培训方式1. 理论教学- 组织专业人员授课,介绍机械手的原理、结构、操作技能和安全规程;- 利用多媒体教学,在投影屏幕上展示机械手的工作原理和实际操作流程;- 组织学员进行讨论和交流,加深对机械手的理解和掌握。
2. 实操练习- 提供机械手的仿真操作练习机,让学员实际操作机械手;- 安排学员到工厂生产线实地操作机械手,感受真实的工作环境和工作流程;- 配备专业的教练员,对学员进行实时指导和纠错。
3. 实战演练- 组织模拟机械手故障事件,让学员实际操作机械手进行紧急抢修;- 进行机械手的模拟应急演练,培养学员的危机应变能力;- 定期组织机械手的实战操作考核,检验学员的操作技能和安全意识。