压铸件铸造工艺卡
工艺卡、工序卡(拨叉)2023
半精镗Φ480+0.16孔至Φ49.70+0.10
精镗Φ49.70+0.10孔至Φ500+0.039
Z550 立式钻床 高速钢麻花钻 Z550 立式钻床 硬质合金扩孔钻 Z550 立式钻床 硬质合金铰刀 Z550 立式钻床 硬质合金铰刀
T68 卧式镗床 T68 卧式镗床 T68 卧式镗床
硬质合金镗刀 硬质合金镗刀 硬质合金镗刀
设计 (日 期)
校对 (日期)
审核 (日期)
标准化
会签
(日期) (日期)
标 处 更改文件
标 处 更改文件
签 字日 期
签 字日 期
记数 号
记数 号
河西学院
机械加工工艺过程卡片(续)
机械加工工艺过程卡片
产品型号 产品名称
拨叉
零件图号 零件名称
831008 拨叉
共 4页 第 3 页
材 料 牌 号 HT200 毛 坯 种 类
mm
机动 辅助
1.7 0.85
1 4.8s 1 5.2s
0.15
1 2s
设计 (日 期)
校对 (日期)
审核 (日期)
标准化 (日期)
会签 (日期)
标 处 更改文件
标 处 更改文件
签 字 日期
签 字日 期
记数 号
记数 号
SB408
高速钢机动丝锥 W18Cr4V
设计 (日 期)
校对 (日期)
审核 (日期)
标准化
会签
(日期) (日期)
标 处 更改文件
标 处 更改文件
签 字日 期
签 字日 期
记数 号
记数 号
河西学院
机械加工工艺过程卡片(续)
压铸工艺记录单

XXX机械有限公司
压铸工艺记录单
文件编号:XX-QR/4-PD-067A/0) 模具照片
产品名称
模具编号
动作过程
过程选择
一快压射 二快压射
不选 选择
增压压射
位置触发
锤头跟踪
选择
回锤缓冲位置(mm)
增压触发压力 (bar)
储能设定
二快储能设定 (bar) 增压储能设定 (bar) 二快氮气设定 (bar) 增压氮气设定 (bar) 氮气偏差设定 (bar)
位置(mm)
产品重量
压铸吨位
压室直径
压室法兰
压射设定
自动压射
压力(bar) 流量(%)
手动锤前
手、自动锤后
回锤缓冲 压射时间(S) 冷却时间(S) 增压延时(S) 回锤延时(S)
冲头位置
二快储能压力
卡锤选择
不选择
储能时间(S) 1:
增压储能压力 2:
压铸工艺卡(800T)
数量
备注
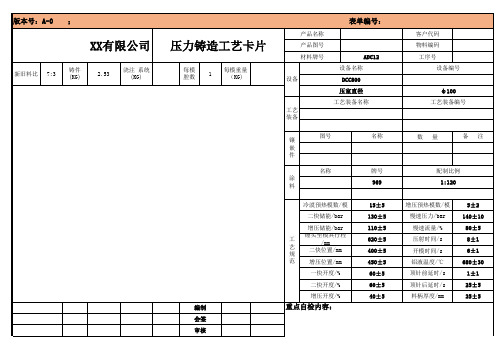
配制比例 1:120
增压预热模数/模 慢速压力/bar 慢速流量/% 压射时间/s 开模时间/s 铝液温度/℃ 顶针前延时/s 顶针后延时/s 料柄厚度/mm
5±2 140±10
80±5 8±1 6±1 680±30 1±1 25±5 25±5
更改标记
处数 更改文件号 签名
日期
批准
版本号:A-0 ;
XX有限公司
新旧料比 7:3
铸件 (KG)
2.53
浇注 系统 (KG)
压力铸造工艺卡片
每模 腔数
1
每模重量 (KG)
编制 会签 审核
产品名称 产品图号 材料牌号
设备
工艺 装备
表单编号:
ADC12 设备名称 DCC800 压室直径 工艺装备名称
镶
图号
嵌
件
名称 涂 料
名称
牌号 9/bar
工 艺 规
锤头至模具行程 /mm
二快位置/mm
范 增压位置/mm
一快开度/%
二快开度/%
增压开度/%
重点自检内容:
15±5 130±5 110±5 620±5 400±5 450±5 60±5 60±5 40±5
客户代码 物料编码 工序号
设备编号
ф100 工艺装备编号
铸造工艺(附图)
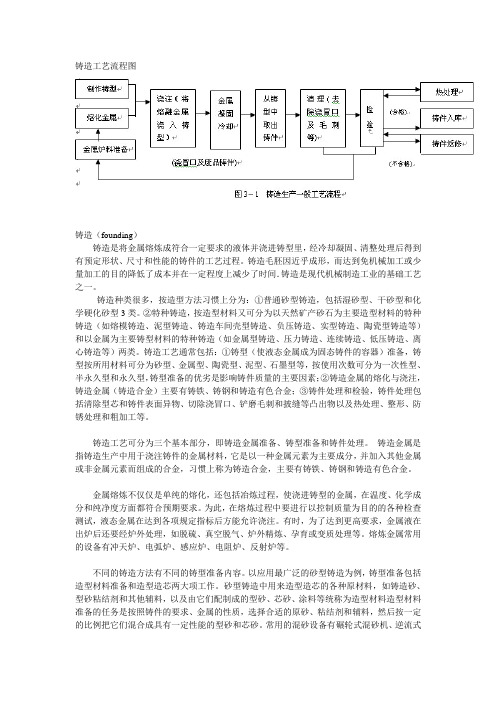
铸造工艺流程图铸造(founding)铸造是将金属熔炼成符合一定要求的液体并浇进铸型里,经冷却凝固、清整处理后得到有预定形状、尺寸和性能的铸件的工艺过程。
铸造毛胚因近乎成形,而达到免机械加工或少量加工的目的降低了成本并在一定程度上减少了时间.铸造是现代机械制造工业的基础工艺之一。
铸造种类很多,按造型方法习惯上分为:①普通砂型铸造,包括湿砂型、干砂型和化学硬化砂型3类。
②特种铸造,按造型材料又可分为以天然矿产砂石为主要造型材料的特种铸造(如熔模铸造、泥型铸造、铸造车间壳型铸造、负压铸造、实型铸造、陶瓷型铸造等)和以金属为主要铸型材料的特种铸造(如金属型铸造、压力铸造、连续铸造、低压铸造、离心铸造等)两类。
铸造工艺通常包括:①铸型(使液态金属成为固态铸件的容器)准备,铸型按所用材料可分为砂型、金属型、陶瓷型、泥型、石墨型等,按使用次数可分为一次性型、半永久型和永久型,铸型准备的优劣是影响铸件质量的主要因素;②铸造金属的熔化与浇注,铸造金属(铸造合金)主要有铸铁、铸钢和铸造有色合金;③铸件处理和检验,铸件处理包括清除型芯和铸件表面异物、切除浇冒口、铲磨毛刺和披缝等凸出物以及热处理、整形、防锈处理和粗加工等。
铸造工艺可分为三个基本部分,即铸造金属准备、铸型准备和铸件处理。
铸造金属是指铸造生产中用于浇注铸件的金属材料,它是以一种金属元素为主要成分,并加入其他金属或非金属元素而组成的合金,习惯上称为铸造合金,主要有铸铁、铸钢和铸造有色合金。
金属熔炼不仅仅是单纯的熔化,还包括冶炼过程,使浇进铸型的金属,在温度、化学成分和纯净度方面都符合预期要求。
为此,在熔炼过程中要进行以控制质量为目的的各种检查测试,液态金属在达到各项规定指标后方能允许浇注。
有时,为了达到更高要求,金属液在出炉后还要经炉外处理,如脱硫、真空脱气、炉外精炼、孕育或变质处理等。
熔炼金属常用的设备有冲天炉、电弧炉、感应炉、电阻炉、反射炉等。
不同的铸造方法有不同的铸型准备内容。
金属铸造工艺过程及工序卡片模板
金属铸造工艺过程及工序卡片模板1. 引言金属铸造是一种常用的金属加工方法,用于制造各种零部件和构件。
本文档将介绍金属铸造的工艺过程,并提供一个工序卡片模板,用于记录每个工序的详细信息。
2. 金属铸造工艺过程金属铸造工艺通常包括以下几个步骤:2.1. 模具制作首先,根据需要制造的零部件或构件的形状和尺寸,制作相应的模具。
模具可以由砂型、金属型或陶瓷型等材料制成。
2.2. 熔炼金属将适量的金属材料放入熔炉中进行加热,直到金属完全熔化。
根据需要,可以添加合适的合金元素来改变金属的性质。
2.3. 浇注将熔化的金属倒入模具中,确保金属充分填充整个模具空腔,并防止气泡的产生。
2.4. 冷却和固化待金属在模具中冷却固化后,将模具打开,取出铸造件。
这个过程需要一定的冷却时间,以确保铸造件具有所需的强度和形状。
2.5. 后处理完成铸造后,可以进行各种后处理工艺,如除锈、修整、热处理等,以满足最终产品的要求。
3. 工序卡片模板下面是一个用于记录金属铸造工序的卡片模板,可根据需要进行填写:---工序名称: [填写工序名称] [填写工序名称]工序编号: [填写工序编号] [填写工序编号]开始时间: [填写开始时间] [填写开始时间]结束时间: [填写结束时间] [填写结束时间]工序描述: [填写工序的具体描述] [填写工序的具体描述]工具/设备: [填写在该工序中使用的工具和设备] [填写在该工序中使用的工具和设备]操作步骤: [填写该工序的操作步骤] [填写该工序的操作步骤]工序负责人: [填写该工序的负责人姓名] [填写该工序的负责人姓名]备注: [填写需要额外说明的事项] [填写需要额外说明的事项]---4. 总结本文档总结了金属铸造的工艺过程,并提供了一个工序卡片模板,可用于记录每个工序的详细信息。
通过合理使用该模板,可以有效管理和控制金属铸造过程中的每个工序,以确保产品质量和生产效率的提高。
铸造工艺卡

合金牌号
每车(或机)件数
每型件数
生产线
加工单位
型砂量/kg·型
更改根据
设计
校对
审核
检查科会签
厂批准
总厂批准
标记及数目
签名及日期
厂车间
铸件工艺卡(砂芯图)
第页
零件号
共页
零件名称
芯号
芯砂号
重量/kg·个
个/盒
个/件
名称
图号
数量
更改根据
设计
校对
审核
检查科会签
厂批准
总厂批准
标记及数目
签名及日期
厂车间
冷铁
材料
砂芯数量
下砂箱
数量
制芯
检查样板
砂芯编号
编号
用途
数量
制芯方法
涂料编号
涂料
次数
烘干前
烘干后
烘干温度
特殊操作说明:
浇口杯
内浇道
横浇道
直浇道
冒口
浇注温度
/℃
编号
数量
规格
数量
规格
数量
规格
数量
规格
浇注时间
/S
冷却时间/min
编制
校对
审核
批准
标记
处数Leabharlann 更改文件号签字日期
标记
处数
更改文件号
签字
日期
厂
造型工艺卡片
第页
零件简图:
每台件数
合金牌号
零件重量
铸件重量
浇冒口重量
没毛坯零件数
浇注后砂型重
名称
方法
使用设备
操作说明
落砂
铜合金铸造、锻造、加工工艺卡
检 验 包
卡尺 深度尺 千分尺 着色 UT探伤 硬度计 光谱 依照图纸、检验标准 木箱 托架 试棒 ==发货单 生效日期: 合格证 检验报告
备 注: 按铸造类型参照相应的铸造作业指导书 编制: 核对: 审核:
备 注: 操作方法参照机加工作业指导书 会签:
装 批准:
¢
锻造设备:
空 气 锤 扩 ℃ ℃ 孔 铣床 依照图纸 CNC
扩孔设备: 毛坯规格: 模具规格: 过程温度: 尺寸误差: 检测设备: 检验依据: 包装方式: 附件清单: 上模
扩Hale Waihona Puke 孔 机 下模 ℃浇锻造规格: 始锻温度: 终锻温度: 打 厚度误差: 参照端环锻造作业指导书 机 加 工 加工设备: 设备型号: 成品尺寸: 车床
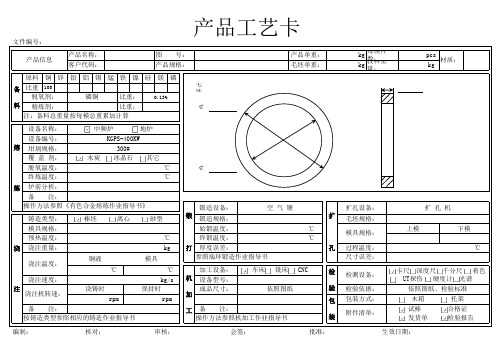
产品工艺卡
文件编号: 产品信息 产品名称: 客户代码: 图 号: 产品单重: 毛坯单重: 毛坯示意图 ¢ kg 每模件数: kg 投料重量: pcs kg 材质: 产品规格: 原料 铜 锌 铅 铝 锡 锰 铁 镍 硅 镁 磷 备 比重 100 0.13% 脱氧剂: 磷铜 比重: 料 精炼剂: 比重: 注:备料总重量按每模总重累加计算 设备名称: 中频炉 地炉 设备编号: KGPS-400KW 熔 坩埚规格: 300# 覆 盖 剂: 木炭 冰晶石 其它 脱氧温度: ℃ 终炼温度: ℃ 炼 炉前分析: 备 注: 操作方法参照《有色合金熔炼作业指导书》 铸造类型: 模具规格: 预热温度: 浇注重量: 浇注温度: 浇注速度: 注 浇注机转速: 浇铸时 rpm 棒坯 离心 砂型 ℃ kg 铜液 ℃ 模具 ℃ kg/s 保持时 rpm 锻
压铸件铸造工艺卡

三、12NO.☆NO.单位NO.单位21件21s32t 22s4323s 54℃24s 65g 25s 76g 26s 87mm 27s NO.8mm 2819—29Mpa 210—30Mpa 311—31Mpa 412—32Mpa 513—33Mpa 614mm 34Mpa 715—35Mpa 816—36Mpa 917—37Mpa 1018—38Mpa 四、19—39Mpa120402NO.12345压铸件铸造工艺卡产品图号产品名称工序流程:熔炼--压铸--切边--清理毛刺--检验--抛丸--(机加工--泵漏--浸渗--检验--)装箱--入库模具名称定 模动 模 和 滑 块定 模1压射头运动示意图---适用力劲机床冷却水漏水、堵塞或损坏,及时要求有关部门维修;工艺程序名称—油泵低压压力模具冷却水路线和流量开度;喷涂程序名称—油泵高压压力冷却水使用原则:1、料缸、分流锥、横浇道全开;2开;新、旧料配比旧料<50%增压ACC充氮压力顶出位置9,10,11,12压射ACC充氮压力拉杆位置5,6,7,8增压ACC压力(受油压)顶杆尺寸φ20*180±0.1快速ACC压力(受油压)脱模剂牌号顶出复位形式顶棒+复位杆增压压力表表压精炼变质剂快速压力表表压脱模剂混合比打料压力表表压合模力冲头油牌号比压冲头直径60料柄厚度20~30总循环时间带浇口毛重1800顶出时间铸件净重1200留模时间合金温度620±20持压时间合金牌号ADC12建压时间压铸设备630高速(充型)时间1模X件1慢速时间参数范围参数范围产品带浇道图片和相关说明涂料水按比例配比,防止沉淀,及时用完,不宜保存编号喷涂;版本喷涂原则:1、料缸、分流锥、横浇道多喷;2、内浇域;。
压铸模具设计与制造4冲50型汽缸盖模具定模框加工工艺卡

机械加工工艺过程卡
产品名称
零件名称
零Байду номын сангаас图号
共1页
4冲程50款发动机汽缸盖
定模框
第1页
工件材料
45钢
毛坯种类或材料规格
375×390×140
总工时
工序号
工序名称
工序简要内容
设备名称及型号
夹具
车间
量具
工时定额
10
下料
尺寸375×390×140的钢板料。
数控切割机
20
铣平面
铣削尺寸至370×385×135.5。
2.以底面B为基准,磨削A面到尺寸135。
平面磨床YH-006
80
数控铣削
精加工
1.编制数控加工程序;
2.数控铣削精加工内腔;
3.镗削加工Ф100料筒孔;
4.中心钻加工引导孔、导套孔;
5.反转工件,铣削加工的定位圈配合孔,尺寸为Ф135×30、导套排气槽。
加工中心GSVM160A
90
钻床加工
利用引导孔分别钻出导套孔、螺丝孔、沉孔。
数控铣床
30
钻孔
加工侧面4个M20吊装螺孔。
钻床
40
划线
四面分中为基准,划线与动芯配合的型腔,配合面加工余量单边为5。
基准平台
高度卡尺
1
50
铣削
1.在料筒位置处钻Ф40的通孔;
2.沿着划出的型腔轮廓线加工内腔,深度为80。
立式铣床
60
调质
热处理28-30HRC。
盐浴淬火炉
70
磨削
1.以分型面A为粗基准,磨平底面B;
钻床
2
100
1030B铸轧工艺卡片

0
+10
0~0.07
≤0.06%
≤0.03
≤0.10mm
内在
质量
氢含量
晶粒度
成品规格(mm)
内径(mm)
卷径(mm)
壁厚(mm)
0.12ml/100gAl
2级
510
1670- 1690
外观
质量
工艺裂边
错层
塔型
表面质量
≤5mm
≤5mm
头尾5圈≤10mm
不允许有氧化膜、黑条、气道、孔洞、气泡、裂纹、飞边、缺边、热带、纵向条纹等缺陷
晶粒细化
过滤箱
除气箱熔体温度(℃)
氮气氧含量(%)
气体流量(1/min)
转子转速(转/min
过滤箱熔体温度(℃)
730±5
≤10ppm
≥20
150~200
40
720±5
铸轧工艺参数
前箱熔体温度(℃)
铸轧速度(m/min)
冷却水压(MPa)
冷却水入口温度(℃)
冷却水出口温度(℃)
铸轧区长度(mm)
690±2
0.3~0.4
25~35
2~3
技术质量要求
合金成份(%)
Fe
Si
Ti
Cu
Mn
Mg
Zn
Al
0.23~0.27
≤0.1
0.034~0.042
≤0.05
0.16~0.20
≤0.05
≤0.05
余量
板形
要求
板厚
宽度
中凸度(mm)
周长平均
横向相点差
纵向厚差
-0.30
其它
表面酸洗后不允许有颜色明显反黑、结晶明显异常的纵向条纹、肉眼可见的中心偏析和表面偏析。要求一面无水波纹,另一面允许有轻微水波纹,不允许有腐蚀、松层、碰伤或翻卷。卷内板头不得翘起。
压铸工艺卡cxm

零件图号
CG125-2.0.1
共1页
零件名称
1#CG125(D)气缸体
第1页
材料牌号
HD2或ADC12
浇注铝重
2.05±0.2Kg
模具编号
015
简图
设
备
压铸机型号
1#立式300T
压室直径
Ф90
冲头直径
Ф90
保温炉
无铁保温炉
压室偏心距
0
喷嘴直径
Ф20
嵌
件
图号
名称
数量
辅
料
名称
用途
CG125-2.0.1
编制
二级起点
155(刻度)
冷却系统
无
审核
二级开度
8(刻度)
会签
增压开度
循环周期
1分50秒-2分钟
标记
处数
更改文件号
签名
日期
批准
涂在铝水易冲击型芯上,少涂油。5.从保温炉到浇入熔杯不能有停顿等现象。6.喷涂时间不能过
长合模前应保证型腔内干燥为宜。
工
艺
规
范
控制柜显示温度
持压时间
10(S)
检
验
要
点
1.每班应经划线检验合格后再生产。
模
具
装
置
名称
数量
备注
保温炉出口温度
650℃-670℃
留模时间
20-25(S)
2.每班应抽取2-3件经车端面检验有无
CG125(D)气缸套
1
冲头油
用于压射头刷涂
水基涂料
用于型腔及浇口等部位
工
艺
特
殊
要
压铸模具设计与制造4冲50型汽缸盖模具模脚加工工艺卡

1
70
钻床加工
根据样冲眼位置分别钻出螺丝孔、定位销孔。
钻床
2
2
80
抛光、研磨
1.去除锐边、毛刺;
2.模脚正反两面研磨至0.8цm。
超声波抛光仪
小组成员签名
指导老师
日期
编制
审核
批准
(单位名称)
数控铣床
30
调质
热处理28-30HRC。
盐浴淬火炉
40
钻孔
加工侧面2个M20吊装螺孔。
钻床
50
磨平面
1.以B面为粗基准磨削A面至平面;
2.以A面为基准磨削B面至尺寸100。
平面磨床YH-006
1
1
60
划线
1.模脚正面四面分中为基准;
2.划螺丝孔、定位孔;
3.卡
机械加工工艺过程卡
产品名称
零件名称
零件图号
共1页
4冲程50款发动机汽缸盖
模脚
第1页
工件材料
45钢
毛坯种类或材料规格
375×62×102
总工时
工序号
工序名称
工序简要内容
设备名称及型号
夹具
车间
量具
工时定额
10
下料
尺寸375×62×102钢板料(102为钢板厚度)。
数控切割机
20
铣平面
铣削尺寸至370×60×100.5。
锻造工艺卡片

产品型号零件图号产品名称零件名称
始锻终锻
描图描校底图号装订号
标记处数更改文件号签字日期标记处数更改文件号签字
切头(芯料)重火耗重量 kg 锻造火次
工时
锻造温度℃
每锻件可制件每台件数锻件重量 kg 毛坯(连皮)重工序号工序内容设备
工艺装备冷却方法
简图
材料牌号材料规格毛坯长度毛坯重量 kg 毛坯可制锻件锻造工艺卡片
共( )页
第( )页
号
格
度
量 kg
制锻件数
可制件数
数
量 kg
连皮)重量kg
芯料)重量kg
量 kg
次
备注
设计(日期)审核(日期)标准化(日期)会签(日期)日期。
压铸工艺卡

名 称距 离速 度阀开度处数XX机械有限公司编制/日期会签/日期审核/日期批准/日期客户代码操作车间设备编号产能(件/班)页 码产品名称产品图号工序编号材料牌号表单编号/版本工艺路线熔炼→压铸→锯料头→打砂→去毛刺→抛丸→喷塑→机加一序→机加二序→机加三序→机加四序→超声波清洗→检验、包装→入库→发运铸造图示压铸机压铸机型号力劲900T 材料牌号LM6压室直径∅100压射位置下档模具模具编号法兰尺寸Φ200X20液压抽芯有顶杆先复位有涂料冲头油牌号/脱模剂牌号花野935冲头油类型颗粒脱模剂配比1:100镶嵌件/工艺活块名称活块材质H13图号数量1料柄厚度(mm )25±5顶回延时(s )4铝液温度/C°670±20压射时间(s )6模具温度/C°220±20冷却时间(s )取件方式自动熔炼温度/C°800±20喷雾方式自动新、旧料配比7:3顶出延时(s)310压机工作流程图快压流量2圈顶出时间(s )3增压流量7圈吹气时间(s )6热模时间10-15min增压预热模数10pcs产品要点常规要求快压压力(bar )140喷雾时间(s )8增压压力(bar )130冷模预热模数20pcs 1.操作人员上岗前必须穿戴好劳保用品;2.日期章按照周期更换并符合当前年月;3.产品各项尺寸检验符合检验规定;4.熔炼参数在控制范围内;(熔炼工艺点检记录表)5.压铸参数在控制范围内;(压铸工艺点检记录表)6.确保设备状态稳定;(设备点检记录表);7.作业按工艺流程模块化运作;(流程图);8.作业场地整洁,干净,安全;(5S 要求);参数压射0位快压启动点增压启动点料头保压点冲头跟踪位置0mm 340mm 关键点编号12345———压铸工艺参数增压选择420mm 480mm 550mm 0.5m/s2.5m/s 3m/s 3m/s 0.5m/s1.外观:不允许有开裂或严重冷隔、拉模、缺料、变形等缺陷;2.气孔:按照ASTM-E505 5/8 3级执行;锯床剖切或X-ray 探伤;3.重量:毛坯重量3.16Kg±0.02Kg ,整模重量6.148Kg±0.02Kg4.拉模:检查孔内不允许严重拉模,注意喷雾位置;5.印痕:不允许有严重流痕或阶梯痕迹;6.合模:确保每次合模到位,每4小时全面清理1次模具分型面的杂物;7.产品整齐摆放在托盘上,层与层之间用隔板隔开;8.填写生产流程卡,标明生产信息;签名/日期异常处理管理流程更改标记更改内容样件试生产量产工艺参数异常停机报告压铸主管领班按要求执行压铸主管判定参数正确继续生产是否压铸工艺卡用木榔头把料柄(黄色标识)敲掉,内浇口残留要求凸出≥0.3mm ,凹进≤0.3mm,不允许缺料;敲完后注意查看是否严重变形,检查进料部位是否冲浇口严重。
金属铸造工艺过程及工序卡片模板
金属铸造工艺过程及工序卡片模板1. 引言金属铸造是一种常见的制造工艺,用于生产各种金属制品。
本文档提供了金属铸造工艺过程的概述,并提供了供参考的工序卡片模板。
2. 金属铸造工艺过程金属铸造工艺包括以下主要步骤:2.1 型腔制备在铸造之前需要制备一个具有所需形状的型腔。
型腔可以使用砂型、金属型、陶瓷型等材料制作。
2.2 熔炼金属将所需的金属材料加热至熔点,使其变为液态金属。
这通常通过高温熔炉或其他熔炼设备来完成。
2.3 浇注将熔化的金属倾倒到型腔中,以使之充满整个型腔。
浇注时需要注意控制温度和流动速度,以确保金属填充完整。
2.4 冷却待金属充分填充型腔后,待其冷却固化。
冷却时间可以根据具体金属的性质和制品要求来确定。
2.5 去除型腔冷却固化后,将型腔从金属制品上取下。
这可以通过剥离、敲击等方式来完成。
2.6 清理与加工从金属制品上清理和去除多余的物质,如铲除砂芯、修剪边缘等。
之后可以进行加工、研磨、涂漆等后续处理。
3. 工序卡片模板下面是一个金属铸造工序卡片的示例模板,可根据实际需求进行调整:3.1 工序编号:3.2 工序名称:3.3 工序描述:3.4 所需设备:3.5 所需材料:3.6 操作步骤:1.2.3.4. 结论本文档提供了金属铸造工艺过程的概述,并提供了一个可供参考的工序卡片模板。
根据实际需求,可以对工序卡片模板进行适当调整和扩展。
通过合理应用金属铸造工艺,可以生产出高质量的金属制品。
铸造工艺(附图)
铸造工艺流程图铸造(founding)铸造是将金属熔炼成符合一定要求的液体并浇进铸型里,经冷却凝固、清整处理后得到有预定形状、尺寸和性能的铸件的工艺过程。
铸造毛胚因近乎成形,而达到免机械加工或少量加工的目的降低了成本并在一定程度上减少了时间.铸造是现代机械制造工业的基础工艺之一。
铸造种类很多,按造型方法习惯上分为:①普通砂型铸造,包括湿砂型、干砂型和化学硬化砂型3类。
②特种铸造,按造型材料又可分为以天然矿产砂石为主要造型材料的特种铸造(如熔模铸造、泥型铸造、铸造车间壳型铸造、负压铸造、实型铸造、陶瓷型铸造等)和以金属为主要铸型材料的特种铸造(如金属型铸造、压力铸造、连续铸造、低压铸造、离心铸造等)两类。
铸造工艺通常包括:①铸型(使液态金属成为固态铸件的容器)准备,铸型按所用材料可分为砂型、金属型、陶瓷型、泥型、石墨型等,按使用次数可分为一次性型、半永久型和永久型,铸型准备的优劣是影响铸件质量的主要因素;②铸造金属的熔化与浇注,铸造金属(铸造合金)主要有铸铁、铸钢和铸造有色合金;③铸件处理和检验,铸件处理包括清除型芯和铸件表面异物、切除浇冒口、铲磨毛刺和披缝等凸出物以及热处理、整形、防锈处理和粗加工等。
铸造工艺可分为三个基本部分,即铸造金属准备、铸型准备和铸件处理。
铸造金属是指铸造生产中用于浇注铸件的金属材料,它是以一种金属元素为主要成分,并加入其他金属或非金属元素而组成的合金,习惯上称为铸造合金,主要有铸铁、铸钢和铸造有色合金。
金属熔炼不仅仅是单纯的熔化,还包括冶炼过程,使浇进铸型的金属,在温度、化学成分和纯净度方面都符合预期要求。
为此,在熔炼过程中要进行以控制质量为目的的各种检查测试,液态金属在达到各项规定指标后方能允许浇注。
有时,为了达到更高要求,金属液在出炉后还要经炉外处理,如脱硫、真空脱气、炉外精炼、孕育或变质处理等。
熔炼金属常用的设备有冲天炉、电弧炉、感应炉、电阻炉、反射炉等。
不同的铸造方法有不同的铸型准备内容。
管道铸造工艺卡
管道铸造工艺卡概述管道铸造是一种常见的工艺,用于制造各种类型的金属管道。
本工艺卡旨在提供有关管道铸造的详细信息,包括材料选择、工艺步骤和质量控制等方面的内容。
材料选择在管道铸造过程中,选择合适的材料至关重要。
常见的选择包括铸铁、钢和铜等金属材料。
材料的选择应考虑管道的用途、工作环境和性能要求等因素。
工艺步骤以下是一般管道铸造过程的工艺步骤:1. 模具制备:根据管道的形状和尺寸,制作适当的模具。
2. 准备熔融金属:选择合适的金属材料,并进行熔融。
3. 浇铸:将熔融金属倒入模具中,使其冷却和凝固。
4. 冷却和处理:待金属冷却后,进行必要的处理和清理,以去除可能存在的缺陷。
5. 检测和测试:对铸件进行非破坏性测试,如尺寸检测、X射线检测等,以确保质量符合要求。
6. 加工和装配:对铸件进行必要的加工和装配,以满足最终产品的要求。
7. 表面处理和涂层:为了提高铸件的耐腐蚀性和美观度,可以进行表面处理和涂层。
质量控制质量控制是管道铸造过程中至关重要的一环。
以下是一些常见的质量控制措施:- 模具检查:确保模具的尺寸和形状符合要求。
- 熔炼过程控制:控制熔炼温度和时间,以确保金属质量。
- 确保冷却时间充足:避免铸件内部存在缺陷。
- 检查和修复缺陷:对铸件进行全面检查,并及时修复可能存在的缺陷。
- 非破坏性测试:通过各种测试方法,如X射线检测和超声波检测,检查铸件的质量。
结论管道铸造是一项复杂的工艺,需要综合考虑材料选择、工艺步骤和质量控制等方面的因素。
本工艺卡提供了一份概述,旨在帮助人们更好地理解管道铸造过程,并为相关工作提供指导。
以上所述仅为一般性信息,具体工艺操作应根据实际情况进行调整和优化。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
—
数 设定速度
—
—
—
阀开度
—
—
二 压铸注意事项;在分型面和曲肘内作业,关闭压铸机油泵,挂警示牌,杜绝被他人启动、操作压铸机,防止工伤事故发
、 生;
1、 合金熔液在运输和倾倒过程中,谨防打翻造成烫伤甚至伤亡事故!
2、 3、 4、 5、 6、 7、
每班开始预热压铸模具,冷模热模数>15件,铸件自检合格后,送首件检测。生产结束,模具上放2件末件,提供产品质 操 溯; 作 生 产 手 工 浇 注 按 规
NO.
定模冷却水名称
热模时阀开度
1
2 定
3
4
5 模
6
7
8
5
NO. 动模和滑块冷却水名称 热模时阀开度
料头保压点 该点含义
1
mm 动
2
—
m/s
3
—
模
4
操作压铸机,防止工伤事故发
5
和
6
滑
块
动 模 和 具上放2件末件,提供产品质量追 滑 块
,每层压铸件之间用纸板隔开;
拟定 2011-x-xx
7 8 9 10 11 校对
审核
、产品中部、筋和深孔适当多喷;3、保证没有不喷的区
喷涂角度
喷涂距离mm 备注
喷涂角度
喷涂距离mm 备注
、型芯、产品中部适当开;3、热模时,型腔处尽量不
热模时阀开度 生产时阀开度
备注
热模时阀开度 生产时阀开度
备注
审核
会签
留模时间
s
1800
g 26
顶出时间
s
20~30
mm 27
总循环时间
s
60
mm 28
— 29
比压
Mpa
— 30
合模力
Mpa
— 31 打料压力表表压
Mpa
— 32 快速压力表表压
Mpa
顶棒+复位杆 — 33 增压压力表表压
Mpa
φ20*180±0.1 5,6,7,8
mm —
快速ACC压力(受油
34 增压ACC压压)力(受油
产品图号
压铸件铸造工艺卡
产品名称
编号 版本
模具名称
☆
工序流程:
NO.
参数
1
1模X件
2
压铸设备
3
合金牌号
4
合金温度
5
铸件净重
6
带浇口毛重
7
料柄厚度
8
冲头直径
9
冲头油牌号
10
脱模剂牌号
11 脱模剂混合比
12
精炼变质剂
13 顶出复位形式
14
顶杆尺寸
15
拉杆位置
16
顶出位置
17 新、旧料配比
18 工艺程序名称
35
压)
Mpa Mpa
9,10,11,12 — 36 压射ACC充氮压力
Mpa
旧料<50%
— 37 增压ACC充氮压力
Mpa
—
— 38 油泵低压压力
Mpa
—
— 39 油泵高压压力
Mpa
40
压射头运动示意图---适用力劲机床
关键点编号
1
2
3
4
5
名称
压射0位
1快启动点
2快启动点
增压启动点
料头保压点
参距
离
8、 产品冷却30分钟后,方可切边,需要防止切边缺肉和变形;产品需要整齐的放在工位器具内,每层压铸件之间用纸板隔
废
品
三 、
喷涂;
喷涂原则:1、料缸、分流锥、横浇道多喷;2、内浇口冲击区域、型芯、产品中部、筋和深孔适当多
1 域;
2 涂料水按比例配比,防止沉淀,及时用完,不宜保存过久;
NO. 定模区域喷涂描述 时间s
喷涂角度
浸渗--检验--)装箱--入库
1
产品带浇道图片和相关说明 定
2
3
4
模
5
6
7
8
NO.
动模和滑块区域描 述
1
时间s
喷涂角度
动
2
3 模
4
和
5
6 滑
7
块
8
9
10
四 、
模具冷却水路线和流量开度;
冷却水使用原则:1、料缸、分流锥、横浇道全开;2、内浇口冲击区域、型芯、产品中部适当开;3
1 开;
2 冷却水漏水、堵塞或损坏,及时要求有关部门维修;
19 喷涂程序名称
20
熔炼--压铸--切边--清理毛刺--检验--抛丸--(机加工--泵漏--浸渗--检验--)装箱--入库
范围
单 位 NO.
参数
范围
单 位
产品带浇道图片和相关说明
1
件 21
慢速时间
s
630
t 22 高速(充型)时间
s
ADC12
23
建压时间
s
620±20
℃ 24
持压时间
s
1200
g 25