LCM常见不良样品揭示看板
不良品看板 PPT

图Байду номын сангаас:产品散架倒塌
图十一:产品未放正
图十二:已加工未加工未区分
不良图片示例:
图十三:喷水管碰到产品表面
图十四:底座漏气
图十七:来料不良
图十五:产品堆叠
图十六:断刀
整 体 图 示
不 良 处 放 大
不良种类——多工艺
不良图片示例:
图一:刀具掉砂
图二:刀具装不正
图三:水喷不到位
图四:底座有异物
图五:底座变形
图六:直角磨损
大家应该也有点累了,稍作休息
大家有疑问的,可以询问和交流
10
不良图片示例:
图七:一只手拿多个产品
图八:手指甲过长
图九:报废品未放到规定位置
不良种类——
整 体 图 示
不 良 处 放 大
不良种类——崩边
整 体 图 示
不 良 处 放 大
不良种类——亮边
整 体 图 示
不 良 处 放 大
不良种类——烧边
整 体 图 示
不 良 处 放 大
不良种类——划伤
整 体 图 示
不 良 处 放 大
不良种类——大小边
整 体 图 示
不 良 处 放 大
不良种类——漏工艺
LCM常见不良样品揭示看板

深圳市宇顺电子股份有限公司 内训课程课件
偏 光 片 气
泡
产生原因: 1).偏光片贴附在LCD表面受力不均匀, 容易产生偏光片气泡。 气2).偏光片来料脱胶容易产生气泡。 泡防止对策: 1).贴附偏光片需要重复一次压附动作, 保证偏光片受力均匀,减少气泡产生。 2).来料偏光片不良超标时,要及时反馈 问题。 3).贴片人员、外观人员检查偏光片时 要注意片气泡防止漏检。
深圳市宇顺电子股份有限公司 内训课程课件
深圳市宇顺电子股份有限公司 内训课程课件
FPC 歪 斜、 偏 位
产生原因: 组装FPC对位时未与丝印线对齐,导致 FPC歪斜、偏位。 防止对策: 1).不良品对组装操作员工、外观检验员 进行培训。 2).操作员工严格按照丝印线进行对位。
深圳市宇顺电子股份有限公司 内训课程课件
背 光 卡 角 不 良
LCM常见不良样品 揭示看板
LCM品管
深圳市宇顺电子股份有限公司 内训课程课件
铁 框 变 形
产生原因: 1).铁框与成品组装过程,如果未组装 到位,用力过大,容易导致铁框变形。 2).返修不当造成铁框变形。 3).铁框来料或运输过程造成变形。 防止对策: 1).全员培训铁框不良产品,纠正不良 操作方法。 2).返修铁框必须由专业返修人员进行 操作。 3).外观人员检查铁框时要注意变形不良 防止漏检。
深圳市宇顺电子股份有限公司 内训课程课件
遮 光 纸 贴 附 不 良
产生原因: 1).贴附遮光纸时未自检,漏检流出。 2).遮光纸贴附时有翘起,后工序操作 就容易移位或脱落。 防止对策: 1).贴附遮光纸员工必须按要求进行自检 ,防止漏出。 2).班长及IPQC巡检此岗位时,重点关注 此项不良和员工操作。
产生原因: 铁框拆卸过程导致卡角变型。 防止对策: 1).不良品对组装操作员工、外观检验员 进行培训。 2). 拆卸过铁框产品须检查卡位是否 破损,如果有将背光更换。 3).返工产品进行标示,对关键位置 进行加强检验。
LCM不良分析手法

LCM 不良剖析手法不良名称不良图形不良现象检查要点及剖析方式不良原由图形畫面異常 1 Segment(139)跳动画面黑色区块、大电流、少直线註:如一開始電測看到無畫面時,應等所有畫面都run 完後,再確認能否無畫面或畫面異1. Bonding 區金箔或異物造成短路。
2. ITO 短路3.異物短路4. ITO 脫落短路ITO 短路COF Bonding區金箔常。
如只出現棋盤畫依循少直線地点即可找到短路地点及原面、無少線( 其余皆無因。
畫面 ),此為Segment畫面異常1COF Bonding 區異物ITO 脫落短路ITO 短路ITO短路畫面異常 2 Comment(139)畫面異常 3(139)跳動畫面黑色區塊、大電流、少橫線註:如一開始電測看到1. Bonding 區金箔或異物造成短路。
2. ITO 短路無畫面時,應等所有畫3.異物短路處 )COF Bonding 區金箔面都 run 完後,再確認ITO 短路 (IC BUMP4. ITO 脫落短路能否無畫面或畫面異常。
如只出現棋盤畫依循最下方或上方少橫線地点即可找到面、少橫線區塊( 其余短路地点及原由。
皆無畫面),此為Comment 畫面異常2ITO 短路1. Bonding Shift畫面中斷、閃爍、忽明2. IC 升壓異常忽暗3.程式、治具、電測機、訊號干擾或異常。
Bonding Shift少橫線 1 (F03)短路:A.連續少二條以上且相連的橫線,甚至大電流。
B.連續少二條以上且相連的橫線,但無明顯電流變化。
A.1. TO 短路 (可能會大電流)2.異物短路( 可能會大電流)3. ITO 脫落短路 (可能會大電流)4. TCP 或熱壓紙壓合對位短路(可能會大電流 )B.1.二條以上ITO 刮痕及 ITO 裂缝。
2. LCD COM (CP點)框膠氣泡3. ITO 蝕刻4. ITO 破洞5. LCD COM.PAD上之導電粒子未破或破碎不好6. ACF 未貼在BONDING區7. TCP 或熱壓紙刺傷、刮傷8. Particle 齐集短路於剖析時,以細字投影筆標出少線地点及少幾條線寫上,再依循少橫線地点尋找即可發現短路地点及原由。
工厂生产品质不良看板报告

工厂生产品质不良看板报告1. 背景近期我们工厂生产的产品质量出现了不良情况,引起了客户的不满和投诉。
为了及时解决问题,我们决定利用看板报告的方式对不良品情况进行分析和改进。
本报告旨在全面了解不良品的发生原因以及可能的改进方案,从而提高产品质量和客户满意度。
2. 不良品数量及分类经过数据统计,我们发现不良品主要集中在以下几个方面:2.1 外观缺陷外观缺陷是最为普遍的不良品问题,占据了总不良品数量的60%左右。
主要包括划痕、气泡、颜色不均匀等问题。
2.2 尺寸不符约占总不良品数量的30%,尺寸不符问题主要表现为产品外形和尺寸与设计规格不一致,导致无法正常使用或装配。
2.3 功能缺陷功能缺陷是较为严重的问题,占据了总不良品数量的10%。
产品在使用过程中出现了无法工作、频繁故障等问题,给客户的体验和信任带来了负面影响。
3. 不良品原因分析为了找出不良品产生的根本原因,我们进行了详细的调查和分析,并得出以下结论:3.1 原材料质量不稳定部分供应商提供的原材料质量不稳定,导致了外观缺陷和尺寸不符问题的出现。
我们需要与供应商加强合作,确保原材料的质量和稳定性。
3.2 加工工艺不规范在生产过程中,有些操作工序没有按照标准操作流程进行,导致了外观缺陷和尺寸不符问题的产生。
我们需要对工艺流程进行再次评估和培训,提高操作工人的专业水平。
3.3 设计问题部分产品设计存在缺陷,导致了功能缺陷的出现。
我们需要与设计团队密切合作,改进产品设计和工艺布局,确保产品的功能和质量符合客户的期望。
4. 改进方案针对以上发现的不良品原因,我们制定了以下改进方案:4.1 供应商管理升级与供应商建立更为紧密的合作关系,加强对原材料质量的监控和验收,确保供应的原材料符合标准和规范。
4.2 工艺流程再评估对生产过程中的各个环节进行全面评估,修订并建立标准的工艺文件,确保每一道工序都严格按照规定的操作流程进行。
4.3 设计团队改进加强与设计团队的沟通与合作,定期开展设计评审会议,确保设计方案符合产品的功能需求和生产工艺的要求。
LCM不良图片展览

画面颠倒
漏光显示淡半横开亮点无显(白屏)无显(黑屏)缺划(横开)半竖开半显示半显示亮线
显异
缺划(竖开)漏液东莞市亚星半导体有限公司
制作:蔡明军部门:工程部正常图片画面
颠倒
后的
显示
图片正常绿色画面
显淡的绿色画面
IC破损金手指断裂IC异物
BL异物
BL刮伤上片异物
下片异物
FOG异物IC外露TFT断线压合气泡ITO断线COG异物镜检分析不良
ITO短路ITO刮伤ITO腐蚀COG偏位COG本压不良(未本压)FOG偏位FOG热压不良
LCD破损
LCD切割不良FPC破损FPC元件不良POL气泡POL切割不良POL画线反
视角反(角度错误)雾片POL 亮片POL 画线反的黑色
效果
画线正常的黑色效果视角正常视
角
反。
LCM线缺陷不良解析手法

線缺陷不良解析手法
線缺陷分為:水平線缺陷 & 垂直線缺陷.
造成Panel線缺陷的原因主要是:
ITO斷路/短路,IC Bonding時Pad刮傷/刮斷/異物造成短路等.
1.水平線缺陷:重點檢查Gate玻璃線路和IC Bonding之Gate Pad.
首先:通過點亮Panel知道是哪條/哪幾條Gate線缺陷;
然後:在金相顯微鏡下監察線缺陷處,Panel的Gate ITO是否有不良,包括:
a.)ITO是否有短路,若發現有,拍下照片.解析完畢;
b.)ITO是否有斷路/腐蝕/刮傷,若發現有,拍下照片.解析完畢;
若沒有發現有,則觀察IC Bonding區域,針對線缺陷處之Gate Bonding是否有不
良,包括:
a.)Bonding壓痕不良(壓力過大導致ACF被壓碎,壓力過下導致ACF未被壓破);
若發現有,拍下照片.解析完畢;
b.)Gate Bonding異物造成Gate之間短路, 若發現有,拍下照片.解析完畢;
c.)Gate Bonding Pad刮傷/刮斷/腐蝕,若發現有,拍下照片.解析完畢;
2.垂直線缺陷:重點檢查Source玻璃線路和IC Bonding之Source Pad.。
不良品看板ppt课件
预防措施
1.产品进行重复加工
2.调机产品未按要求放入 废品盒(如图九)
3.已加工、未加工未区分 (如图十二)
4.自检产品不到位
5.对产品工艺和结构不了 解
1.调机产品按要求放入废 品盒报废
2.已加工未加工产品严格 按要求区分.
3.不断提升自身的产品认 识技能和品质意识
4.生产前先了解产品加工 工艺和产品结构
预防措施
1.刀具到规定使用寿命时立 即更换
2.调机产品按要求放入废品 盒报废
3.出货时对已加工产品进行 复检
4.机台暂停时查看是否显示 加工完毕
5.已加工未加工产品严格按 要求区分
6.不断提升自身的产品认识 技能和品质意识
7.生产前先了解产品加工工 艺和产品结构
7
不良种类——多工艺
不良品图示
不良造成原因
2
不良种类——亮边
不良品图示
整 体 图 示
不 良 处 放 大
不良造成原因
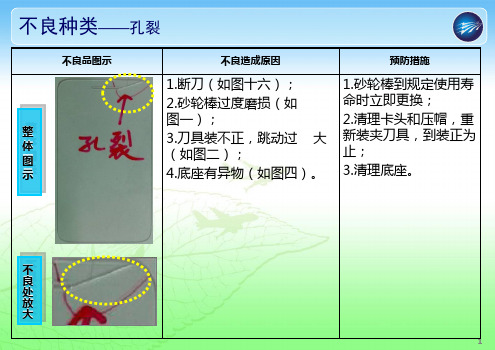
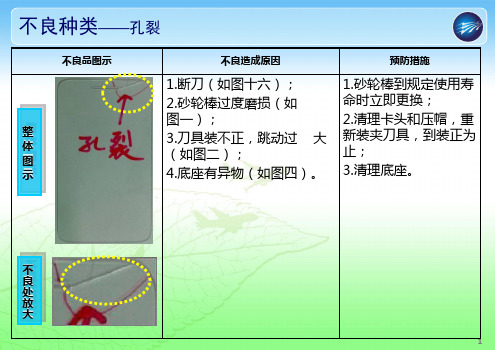
1.产品放不正(如图十 一); 2.真空气压不稳; 3.刀具过度磨损(如图 一); 4.来料不良(如图十 七); 5.底座:变形、漏气 (如图图五、十四); 6.直角磨损严重(如图 六)。
预防措施
1.规范操作手法,严格按 SOP作业 2.随时检查真空气压是否稳 定 3.砂轮棒到规定使用寿命时 立即更换 4.加工作业前自检来料 5.重铣底座与底座平面 6.更换新的直角
一步放到位
4.清洗架未调好,造成产 品倒塌(如图十)
5.指甲过长,操作过程中 易与产品接触(如图八)
4.调试清洗架时检查螺丝是 否有滑丝,架条间距是否 合适
5.勤剪指甲并戴手指套作业
6.自检产品时,一手拿多 片玻璃(如图七)
lcm不良命名规范

1 目的本标准目的:建立LCM不良项目明细规标准.2 使用围生产部、品保部、其它相关部门3 注意事项3.1 静电防护3.1.1静电手环:直接拿取产品人员必须佩带—作业者及工艺技术的维修者适用。
3.1.2防静电服及防静电帽子—生产现场的作业者以及管理者全体适用。
3.1.3手指套:直接拿取产品人员必须佩带—生产现场的作业者以及管理者全体适用。
4. 不良项目明细4.1 功能性不良:NO 不良名称图片不良现象描述不良原因判定处理方案1 不显通电状态LCD没有被驱动制程可返修2 显示不稳定通电状态LCD驱动不稳定制程可返修3 显异点亮状态与正常显示画面容和颜色有明显差异制程可返修4 显浓显淡点亮状态显示效果比较标准样板色彩浓或淡来料不可返修5 残像/残影点亮状态画面切换时残留有上一画面显示容来料不可返修(依限度样品判定)6 屏闪点亮状态画面容正常,但整体抖动或水波纹来料不可返修(依限度样品判定)7 缺划点亮状态下,显示画面出现一条线状缺线a、制程b、来料1.属压贴不良返修2.属LCD不良报废8 多显点亮状态在某些画面出现从显示区域边沿开始的缺短线来料不可返修(报废)10 亮点点亮状态所有RGB画面都可看到明显白点状来料不可返修(依检验标准判定)11 暗点点亮状态在部分画面显示时出现黑色点来料不可返修(依检验标准判定)12 彩点点亮状态在莫些画面可看到超出标准的明显彩色点来料不可返修(依检验标准判定)13 聚集点TFT产品点亮状态黑色画面超过5个相距不超过1mm的白点或彩点不良来料不可返修(依限度样品判定)14 网状白点点亮状态出现成网状分布的白点来料不可返修(报废)4.2 外观性不良:NO 不良名称不良图片不良现象描述不良原因判定处理方案1 漏液封口处或环氧胶某处出现断裂造成液晶渗出盒外,该区域出现明显的底色差异,液晶成不定向排布来料不可返修(报废)2 液晶气泡在背光下观察,盒部分区域出现无规律圆形/椭圆状/气泡还带有树枝状来料不可返修(报废)4 切割不良切割造成LCD尺寸不良来料不可返修(按模组尺寸判定)5 角崩LCD受力破碎依现场判定不可返修(依检验标准判定)6 裂纹Pad面有裂纹依现场判定不可返修(依检验标准判定)7 玻璃划伤Lcd表面划伤依现场判定不可返修(依检验标准判定)8 多胶ITO保护胶流到FPC或POL 制程可返修(依检验标准判定)9 打胶气泡硅胶覆盖区气泡制程可返修(依检验标准判定)10 断胶硅胶未完全覆盖IC与小玻璃间隙制程可返修(依检验标准判定)4.3 FPC类不良NO 不良名称图片不良现象描述不良原因判定处理方案1 元器件脱落Fpc上部分元器件脱落来料不允许2 FPC金手指折/撕裂Fpc金手指或者表面有折痕依实物判定依检验标准判定3 FPC金手指沾锡FPC金手指沾锡制程不可返修(依检验标准判定)4 焊接错位焊接的PIN角对位超过正常的对位基准(横向/纵向)制程可返修(依检验标准判定)5 FPC组装偏位FPC未按设计要求对位组装制程可返修(依检验标准判定)6 焊接不良焊接时虚焊、少锡、连锡等不良制程可返修(依检验标准判定)7 FPC脏污FPC表面有脏污及黑胶不良制程可返修(依检验标准判定)A/A區4.4 POL类不良NO 不良名称图片不良现象描述不良原因判定处理方案8 POL水纹背光下可看到扩散状液体残留痕迹来料可返修(依检验标准判定)9 POL凹凸点台灯下撕膜可看到POL表面又不平点来料可返修(依检验标准判定10 POL压痕台灯下撕膜可看到POL表面有外力挤压痕迹依实物判定可返修(依检验标准判定)11 POL异物背光下POL与panel间有点状异物外发贴POL:来料我司贴POL:制程可返修(依检验标准判定12 POL纤维/毛丝背光下POL与panel间有纤维状异物外发贴POL:来料我司贴POL:制程可返修(依检验标准判定13 POL划伤POL在尖锐外物冲击后形成的线状不良依实物判定可返修(依检验标准判定)14 POL被刺/刺伤POL在尖锐外物冲击后形成的点状不良依实物判定可返修(依检验标准判定)15 POL翘起POL与玻璃部分未完全贴和依实物判定不可返修(依检验标准判定)16 POL错位POL与玻璃边沿未平行或超出玻璃边沿外发贴POL:来料我司贴POL:制程可返修(依检验标准判定17 POL气泡POL贴覆区域有气泡鼓起外发贴POL:来料我司贴POL:制程可返修(依检验标准判定18 POL烫伤POL受热卷曲依实物判定可返修(依检验标准判定)19 POL贴错POL角度或型号选择错误,一般表现为底色异常或显示画面视角不正确外发贴POL:来料我司贴POL:制程可返修(依检验标准判定20 POL脏污揭开保护膜目测保护膜与POL之间有异物依实物判定可返修(依检验标准判定)21 POL脱胶POL边缘胶溢出来料可返修(依检验标准判定)22 保护膜翘起保护膜与POL之间未完全贴合依实物判定可返修(依检验标准判定)23 未贴片LCD没有贴POL裸露于空气中外发贴POL:来料我司贴POL:制程可返修(依检验标准判定4.5 背光类不良:NO 不良名称图片不良现象描述不良原因判定处理方案1 B/L划擦伤/刺伤背光划伤或刺伤依实物判定可返修(依检验标准判定)2 黑屏通电状态,LCD被驱动但无背光来料可返修3 B/L异物、脏污点亮状态在黑或灰色画面固定位置有点状或纤维状不良,变换视角不良现象无变化依实物判定可返修(依检验标准判定)4 B/L漏光点亮状态显示区域或边沿有高亮部分来料可返修5 B/L亮度不均点亮状态背光亮度不一致来料可返修6 B/L斑团点亮状态背光有亮/暗斑来料可返修7 B/L一角灯暗背光一角出现暗斑,LED亮度不均或损坏来料可返修8 B/L过暗亮度低于标准来料可返修9 B/L组装倾斜/翘起LCD未正确装入BLG槽制程可返修10 焊盘脱落元器件焊盘处或背光TP焊接处开裂或脱落来料可返修11 B/L水印B/L与LCD间有水雾,造成B/L导光膜表面有水印不良来料可返修4.6 TP类不良NO 不良名称图片不良现象描述不良原因判定处理方案1 TP脏污TP上下表面脏污依实物判定可返修(依检验标准判定)2 TP划伤/刺伤TP表面损伤依实物判定可返修(依检验标准判定)3 TP组装歪斜TP组装位置不正确制程可返修(依检验标准判定)4 TP触摸飘移TP触摸位置于软件识别位置不一致来料可更换返修5 TP触摸失效软件不识别触摸动作来料可更换返修6 TP翘TP与所组装的导光板或铁框之间有超出标准的间隙产生制程可返修7 TP牛顿环在显示区出现光的一种干涉图样,是一些明暗相间的同心圆环.来料可返修(依检验标准判定)8 TP组装污在TP与导光板之间有异物,如灰尘(白点、黑点)影响外观制程可返修(依检验标准判定)9 锡渣在焊接处出现多余的焊锡残留制程可返修(依检验标准判定)10 铁框变形铁框尺寸不在标准规格或部分产生扭曲依实物判定不可返修(依限度样品判定)11 FPC贴附翘起FPC有胶部分与被贴表面发生剥离制程可返修4.7 镜检不良NO 不良名称图片不良现象描述不良原因判定处理方案1 IC压力不均IC压贴时,有的BUMP无压痕制程不可返修A、可回收LCDB、报废2 IC异物IC压贴时,有异物制程不可返修A、可回收LCDB、报废3 ITO短路ITO线有两或多条连接来料不可返修4 ITO断ITO线路断开来料不可返修5 ITO脱落ITO线路有脱落来料不可返修6 ITO断ITO线路断开来料不可返修7 IC BUMP无粒子IC压贴时,有的BUMP无压痕(粒子)制程不可返修A、可回收LCDB、报废8 FPC错位ITO线与金手指未完全重合制程可返修9 IC气泡IC BUMP上有彩色气泡制程不可返修A、可回收LCDB、报废10 ITO划伤ITO线路划伤依实物判定不可返修11 ACF贴附不良ACF贴附时未完全包住IC制程不可返修A、可回收LCDB、报废12 IC压力过大IC与LCD贴附时因压力过大,导致ICBUMP变形或导电粒子压碎制程不可返修A、可回收LCDB、报废13 FPC假压金手指导电粒子未压开制程可返修14 IC破1、作业时操作手法不正确导致IC破;2、IC贴附时压破;制程不可返修A、可回收LCDB、报废15 ITO划断ITO线路断开来料不可返修16 ITO异物ITO线路有异物来料不可返修17 FPC金手指变形FPC金手指有不规则倾斜来料可返修18 FPC压贴异物FPC金手指与ITO贴附时有异物进入制程可返修19 IC错位IC BUMP未与LCDITO线重合制程不可返修A、可回收LCDB、报废20 IC未主压IC BUMP导电粒子未压开制程不可返修A、可回收LCDB、报废21 IC压反IC 上、下BUMP压反制程不可返修A、可回收LCDB、报废22 IC划伤IC BUMP划伤导至压贴时无导电粒子制程不可返修A、可回收LCDB、报废23 未L/T IC压贴区域ITO线路未切割来料不可返修24 IC压力大IC贴附时压力过大导致IC BUMP变形或导电粒子压碎制程不可返修A、可回收LCDB、报废25 夹缝玻璃屑夹缝处有玻璃屑残留来料不可返修26 IC异物IC压贴时,有异物制程不可返修A、可回收LCDB、报废27 ACF贴附不良ACF贴附时未完全包住IC制程不可返修A、可回收LCDB、报废28 FPC压贴气泡FPC贴附时有气泡制程可返修29 FPC错位ITO线与金手指未完全重合制程可返修30 FPC金手指短路FPC金手指两或多根连接在一起来料可返修。
TFT LCM 不良品分析(万士达)

•設備:台灣廠目前使用「手動對位本壓機」執行 OLB製程。
•技術:使用ACF(Anisotropic Conductive Film) 貼付壓合。廠內目前使用半自動貼付機。人工對 位後由貼付機刀頭(120℃)執行貼付ACF膜。須加 裝靜電離子風扇避免灰塵異物掉落至ACF膜。
30
Flicker
31
電路圖
32
量測流程
33
樹狀圖
34
以上 敬請指教
謝謝
35
•作用:將驅動IC Bonding至玻璃上。 •設備:廠內目前是使用自動對位本壓機(TBW、
TB33、FPDR) •技術:廠內以COG(Chip On Glass)製程為主。
將IC晶片直接Bonding在LCD玻璃基板上,再加上 H/S、夾PIN、FPC等方式橋接成LCM模組。COG常見 之椄合材料有UV-ACP、ACF與NCA。現業界主要還 是以異方性導電膜ACF為目前COG封裝技術主要接 合材料。
23
PEAK 判定方法(三)
3.點不良(CF針孔、Spacer聚集、PI點不良) 顯示畫面中發生該 亮未亮或該暗未暗 之不完整dot NG, 且規格超過0.25mm, 以PEAK 左右擺動觀察, 仍顯示相同顏色,判 定為點不良(Y069)。
24
PEAK 判定方法(四) 3.毛屑異物(上偏光片) 畫面顯示過程發現點狀不良,經左右 擺動檢查可發現顏色變化者判定為毛屑 異物。
1.外觀(BONDING區壓著,IC對位,X-Ray) 2.電性量測(靜態動態昇壓電路量測,IZO(ITO)阻抗,量測各PIN角對
地(Vss)或對電源(Vdd)接腳阻抗及二極體電壓,量測量測各PIN角 短斷路情形,Laser cut,色輝度量測,程式驗證,電路波形量測)
LCM生产常见问题分析资料
竖缺:
显异:在测试架正常的情况下,画面没有按正常的顺 序及颜色显示,称为显异现象。(如图二)
图示:
无显(白屏):在测试架正常的情况下,显示屏 没有显示任何画面及动态。(如图三)
色淡(色深):显示画面颜色没有按原色显示,出现 颜色较淡或者颜色较深的现象。(如图四)
断笔(少线):在显示区域内显示类似缺划现象,但 不完全显示,同时有断线和少线的现象 。(如图五)
以上显示现象均为电性不良。通过故
障现象来判定故障点,以下是介绍各 种电性不良的不良原因: (备注:横缺找两边,竖缺找中间)
缺划:
不良原因
:IC错位、IC偏位、IC异物、 IC刮伤、IC BUMP 不良、IC压力不均、 IC气泡、IC崩角、ITO划伤、 ITO短路、 ITO腐蚀、 ITO蚀刻、 ITO断路、 IC静 电击伤、LCD崩边、LCD破损、盒内短 路、盒内杂质、盒内腐蚀、
在生产LCM的过程中,会出现较多的制
程不良,或者来料不良,要想解决问题, 那么就要找出其原因,然后想出对策来 改变其作业手法及标准或者工艺参数, 分析有两种:目视与镜相,下面介绍具 体方法与图列。
E/T不良类别:
缺划:在显示屏上显示白色或者彩色亮线,有 横缺与竖缺,一条或多条均为缺划现象。(如 图一)
背光不亮(少灯):
有以下原因: 背光焊接点连锡、少锡(虚焊、假焊) FPC线路开路、短路、背光焊接点折断、背光 来料不良、FPC焊接点铜箔接触不良、 测试架背光供电电压不够点连锡、少锡(虚焊、假焊) FPC线路开路、短路、T/P焊接点折断、T/P来 料不良、FPC焊接点铜箔接触不良、 测试架触屏程序不良。
断笔(少线):
不良原因:盒内短路、盒内杂质、盒内腐
不良品看板PPT课件

不良种类——划伤
不良品图示
整 体 图 示
不 良 处 放 大
不良造成原因
预防措施
1.底座有脏污(如图四); 1.清理底座/重铣底座平面;
2.喷水节骨管加工时碰到 2.调试节骨管,保证在加工
玻璃表面(如图十三) 过程中不会碰到产品
3.擦架手法不正确,造成 3.产品轻拿轻放,垂直擦架,
产品碰撞(如图十)
预防措施
1.刀具到规定使用寿命时立 即更换
2.调机产品按要求放入废品 盒报废
3.出货时对已加工产品进行 复检
4.机台暂停时查看是否显示 加工完毕
5.已加工未加工产品严格按 要求区分
6.不断提升自身的产品认识 技能和品质意识
7.生产前先了解产品加工工 艺和产品结构
7
不良种类——多工艺
不良品图示
不良造成原因
不良造成原因
1.底座有脏污(如图四) 2.底座面不平(如图五) 3.来料厚度不均 4.砂轮棒尺寸错误
预防措施
1.清理底座 2.重铣底座平面 3.检查来料厚度
不 良 处 放 大
6
不良种类——漏工艺
不良品图示
整 体 图 示
不 良 处 放 大
不良造成原因
1.断刀(如图十六) 2.调机产品未按要求放 入废品盒(如图九) 3.未经过加工便放入已 加工产品(图十二) 4.产品未加工完便暂停 取出 5.已加工、未加工未区 分(图十二) 6.自检产品不到位 7.对产品工艺和结构不 了解
图十七:来料不良
图十五:产品堆叠
图十六:断刀
11
8
不良图片示例:
图一:刀具掉砂
图二:刀具装不正
图三:水喷不到位
图四:底座有异物
液晶模组(LCM)不良名称表
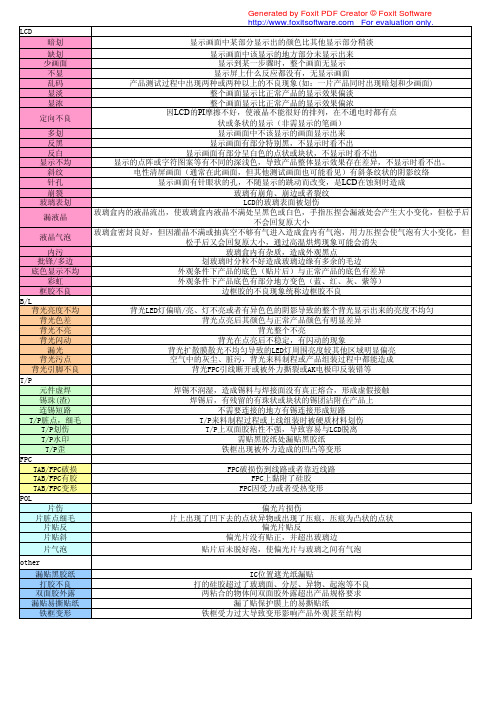
LCD暗划显示画面中某部分显示出的颜色比其他显示部分稍淡缺划显示画面中该显示的地方部分未显示出来少画面显示到某一步骤时,整个画面无显示不显显示屏上什么反应都没有,无显示画面乱码产品测试过程中出现两种或两种以上的不良现象(如:一片产品同时出现暗划和少画面)显淡整个画面显示比正常产品的显示效果偏淡显浓整个画面显示比正常产品的显示效果偏浓定向不良因LCD 的PI 摩擦不好,使液晶不能很好的排列,在不通电时都有点状或条状的显示(非需显示的笔画)多划显示画面中不该显示的画面显示出来反黑显示画面有部分特别黑,不显示时看不出反白显示画面有部分呈白色的点状或块状,不显示时看不出显示不均显示的点阵或字符图案等有不同的深浅色,导致产品整体显示效果存在差异,不显示时看不出。
斜纹电性清屏画面(通常在此画面,但其他测试画面也可能看见)有斜条纹状的阴影纹络针孔显示画面有针眼状的孔,不随显示的跳动而改变,是LCD 在蚀刻时造成崩裂玻璃有崩角、崩边或者裂纹玻璃表划LCD的玻璃表面被划伤漏液晶玻璃盒内的液晶流出,使玻璃盒内液晶不满处呈黑色或白色,手指压捏会漏液处会产生大小变化,但松手后不会回复原大小液晶气泡玻璃盒密封良好,但因灌晶不满或抽真空不够有气进入造成盒内有气泡,用力压捏会使气泡有大小变化,但松手后又会回复原大小,通过高温烘烤现象可能会消失内污玻璃盒内有杂质,造成外观黑点批锋/多边划玻璃时分粒不好造成玻璃边缘有多余的毛边底色显示不均外观条件下产品的底色(贴片后)与正常产品的底色有差异彩虹外观条件下产品底色有部分地方变色(蓝、红、灰、紫等)框胶不良边框胶的不良现象统称边框胶不良B/L背光亮度不均背光LED灯偏暗/亮、灯不亮或者有异色色的阴影导致的整个背光显示出来的亮度不均匀背光色差背光点亮后其颜色与正常产品颜色有明显差异背光不亮背光整个不亮背光闪动背光在点亮后不稳定,有闪动的现象漏光背光扩散膜散光不均匀导致的LED灯周围亮度较其他区域明显偏亮背光污点空气中的灰尘、脏污,背光来料制程或产品组装过程中都能造成背光引脚不良背光FPC引线断开或被外力撕裂或AK电极印反装错等T/P元件虚焊焊锡不润湿,造成锡料与焊接面没有真正熔合,形成虚假接触锡珠(渣)焊锡后,有残留的有珠状或块状的锡团沾附在产品上连锡短路不需要连接的地方有锡连接形成短路T/P脏点,细毛T/P来料制程过程或上线组装时被硬质材料划伤T/P划伤T/P上双面胶粘性不强,导致容易与LCD脱离T/P水印需贴黑胶纸处漏贴黑胶纸T/P歪铁框出现被外力造成的凹凸等变形FPCTAB/FPC破损FPC破损伤到线路或者靠近线路TAB/FPC有胶FPC上黏附了硅胶TAB/FPC变形FPC因受力或者受热变形POL片伤偏光片损伤片脏点细毛片上出现了凹下去的点状异物或出现了压痕,压痕为凸状的点状片贴反偏光片贴反片贴斜偏光片没有贴正,并超出玻璃边片气泡贴片后未脱好泡,使偏光片与玻璃之间有气泡other漏贴黑胶纸IC位置遮光纸漏贴打胶不良打的硅胶超过了玻璃面、分层、异物、起泡等不良双面胶外露两粘合的物体间双面胶外露超出产品规格要求漏贴易撕贴纸漏了贴保护膜上的易撕贴纸铁框变形铁框受力过大导致变形影响产品外观甚至结构Generated by Foxit PDF Creator © Foxit Software For evaluation only.。
不良品分析报告

以-27为例进行不良品分析
一、电检不良品分析
(一)LCM检测岗位记录
产品型号
YMC12232-27ABANDCL
批号
15012501
进料量
491
产出量
323
返修量
168
检
测
项
目
LCD白点/白线
41/
COB不显
2
COBD短/断路
/118
毛刺
7
返修率
34.2%
(二)处理意见
不良现象
可能照成此现象原因
分析流程
断路
1、胶条(占大部分)
1、除白点,玻璃离缝考虑是玻璃问题,其他考虑胶条问题
2、扭开管脚,检查胶条是否有杂质,吹灰
3、扣板,先扭两个脚,检测,若正常,扭上其他脚,若不正常再次打开,反复几次
4、仍不正常则考虑板子问题,换一块好板子,若正常则建议板子返到COB进行返修,若仍不正常则考虑是板子外其他因素
2、板子问题
3、玻璃离缝
不显
1、与测盒接触不良
2、COB板子不显
3、排针没贴好
白点
玻璃的原因
乱显
1、管脚歪
2、胶条3、玻璃离缝4、P源自B板上电阻打折功大短路
毛刺
压框没压好
二、外观检不良品分析
(一)LCM检测岗位记录
产品型号
YMC12232-27ABANDCL
批号
15012501
进料量
323
产出量
308
返修量
15
检
测
项
目
偏光片划/硌伤
4/3
偏光片气泡/不净
2/
管脚针不良
1
不良品看板
不良种类——大小边
不良品图示 不良造成原因 预防措施
整 体 图 示
1.底座有脏污(如图四) 2.底座面不平(如图五) 3.来料厚度不均 4.砂轮棒尺寸错误
1.清理底座 2.重铣底座平面 3.检查来料厚度
不 良 处 放 大
6
不良种类——漏工艺
不良品图示 不良造成原因 预防措施
整 体 图 示
不 良 处 放 大
1
不良种类——崩边
不良品图示 不良造成原因 预防措施
整 体 图 示
不 良 处 放 大
1.刀具: 1)磨损过度; 2)镀砂不均或掉砂 (如图一); 3)刀具装不正,跳动 过大(如图二); 2.水喷不到位(如图 三); 3.来料不良(如图十 七); 4.产品轮棒到规定使用寿命时 立即更换; 2.刀具:用废品打磨或更换 新的; 3.加工作业前自检来料; 4.产品严禁抓、堆、叠、碰; 5.清理卡头和压帽,重新装 夹刀具,到装正为止。
1.断刀(如图十六) 2.调机产品未按要求放 入废品盒(如图九) 3.未经过加工便放入已 加工产品(图十二) 4.产品未加工完便暂停 取出 5.已加工、未加工未区 分(图十二) 6.自检产品不到位 7.对产品工艺和结构不 了解
1.刀具到规定使用寿命时立 即更换 2.调机产品按要求放入废品 盒报废 3.出货时对已加工产品进行 复检 4.机台暂停时查看是否显示 加工完毕 5.已加工未加工产品严格按 要求区分 6.不断提升自身的产品认识 技能和品质意识 7.生产前先了解产品加工工 艺和产品结构
不 良 处 放 大
3
不良种类——烧边
不良品图示 不良造成原因 预防措施
整 体 图 示
1.刀具掉砂(如图一) 2.水没有喷到位(如图 三) 3.进给速度过快 4.产品放不正(如图十 一)
lcm不良分析简介
• 確認電測機、電測治具是否有問題 確認電測機、 • 金像顯微鏡檢查(異常需拍照): 金像顯微鏡檢查(異常需拍照)
1.BONDING精度與導電粒子破裂狀況 2.LCD ITO線路是否有短斷路 3.ACF貼付位置與BONDING面是否有異狀 短斷路確認: 短斷路確認:以三用電表歐姆檔檢查VDD-VSS或相鄰COM線或SEG線間是 否短路(探棒需使用細針型) 動態信號確認: 動態信號確認:以示波器量測是輸入信號否有波形、BIAS電壓準位是 否正常、SEG或COG輸出是否正常(建議INTERFACE加工後再量) IC&LCD分離確認 分離確認: IC&LCD分離確認:使用ACF溶解劑軟化IC(或使用熱壓分離機),先以 金像顯微鏡檢查BONDING區ITO是否異常,再以LCD電測機確認LCD電性, 或換新IC再BONDING IC REPAIR: IC浸泡重工藥水後,以金像檢查外觀後再BONDING,層別 IC是否已FAIL
二、直橫線深淺不一
原因:
1.LCD短路或CP點不良 2.PCB問題(COG除外) 3.Bonding短路 4.IC NG 5.RubberNG (COG除外) 6.熱壓不良(COG除外) 7.組裝不良 (COG除外) 8.熱壓紙不良 (COG除外) 9.焊接不良(COG除外)
三、缺字
原因: 1.Bonding不良 2.IC不良 3.PCB問題(COG除外) 4.LCD多處短斷路 5.電測程式錯誤或電測信號干擾
Yes
客供治具測試 OK NG
與客供治具對照 後,有差異性時 ,請產品測試部 追加電測功能、 改善治具或相關 電路;如有涉及 產品設計問題時 ,應請產品部工 程師變更設計, 以達到廠內測試 結果與客供治具 測試結果相同為 目標。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
LCM品管
深圳市宇顺电子股份有限公司 内训课程课件
铁 框 变 形
产生原因: 1).铁框与成品组装过程,如果未组装 到位,用力过大,容易导致铁框变形。 2).返修不当造成铁框变形。 3).铁框来料或运输过程造成变形。 防止对策: 1).全员培训铁框不良产品,纠正不良 操作方法。 2).返修铁框必须由专业返修人员进行 操作。 3).外观人员检查铁框时要注意变形不良 防止漏检。
深圳市宇顺电子股份有限公司 内训课程课件
遮 光 纸 贴 附 不 良
产生原因: 1).贴附遮光纸时未自检,漏检流出。 2).遮光纸贴附时有翘起,后工序操作 就容易移位或脱落。 防止对策: 1).贴附遮光纸员工必须按要求进行自检 ,防止漏出。 2).班长及IPQC巡检此岗位时,重点关注 此项不良和员工操作。
深圳市宇顺电子股份有限公司 内训课程课件
FPC 歪 斜、 偏 位
产生原因: 组装FPC对位时未与丝印线对齐,导致 FPC歪斜、偏位。 防止对策: 1).不良品对组装操作员工、外观检验员 进行培训。 2).操作员工严格按照丝印线ห้องสมุดไป่ตู้行对位。
深圳市宇顺电子股份有限公司 内训课程课件
背 光 卡 角 不 良
深圳市宇顺电子股份有限公司 内训课程课件
偏 光 片 折
痕
产生原因: 1).制程过程中,偏光片表面受硬物顶伤 或弯折,导致偏光片压出印痕、折痕。 片 2).偏光片来料折痕未挑出不良。 伤 防止对策: 1).全员培训偏光片不可受硬物顶、压, 持续做好清洁台面工作。 2).来料偏光片不良超标时,要及时反馈 问题并要求处理。 3).不良品对贴片员以及外观检验员培训 ,防止不良流出。
深圳市宇顺电子股份有限公司 内训课程课件
锡
珠
锡
渣
不
良
产生原因: 烙铁焊锡时温度过高、时间过长、锡量 过多容易产生锡珠、锡渣。 防止对策: 1).每班必须点检电烙铁温度,保证 烙铁使用温度在规定范围内。 2).培训并宣导焊锡作业员操作时注意 焊锡时间不可过长。 3).洗板岗位员工必须清洁锡珠、锡渣。
深圳市宇顺电子股份有限公司 内训课程课件
产生原因: 铁框拆卸过程导致卡角变型。 防止对策: 1).不良品对组装操作员工、外观检验员 进行培训。 2). 拆卸过铁框产品须检查卡位是否 破损,如果有将背光更换。 3).返工产品进行标示,对关键位置 进行加强检验。
深圳市宇顺电子股份有限公司 内训课程课件
LCD 超 出 背 光 高 度
产生原因: 组装一次没有压紧,导致放置后LCD与 背光分离鼓起。 防止对策: 1).指定供应商双面胶型号确保粘性。 2).组装增加按压动作,确保LCD与背光 粘紧。 3).不良品对员工进行培训,识别不良 现象,防止漏出。
深圳市宇顺电子股份有限公司 内训课程课件
偏 光 片 气
泡
产生原因: 1).偏光片贴附在LCD表面受力不均匀, 容易产生偏光片气泡。 气2).偏光片来料脱胶容易产生气泡。 泡防止对策: 1).贴附偏光片需要重复一次压附动作, 保证偏光片受力均匀,减少气泡产生。 2).来料偏光片不良超标时,要及时反馈 问题。 3).贴片人员、外观人员检查偏光片时 要注意片气泡防止漏检。