武汉80万吨乙烯装置技术及特点
浅谈国产化武汉乙烯分离技术

冷 系统 、 压缩 及前 脱丙 烷 前 加氢 系 统 、 冷 箱及 脱 甲
烷 系统 、 碳二 分离 系统 、 热 分 离 系统 、 制 冷 系统 。 总流 程见 图 l 。各 系 统流程 简介 如下 :
1 . 1 急冷 系统
C B L—V型 裂 解 炉 及 低 能 耗 乙 烯 分 离 ( 以下 简 称 L E C T ) 技术 , 其中 L E C T技 术为 首次 实现 工业化 。
来 自炉 区的裂 解气 先在 汽 油 分馏 塔 降 温并 使 重 组
分轻 重裂 解燃 料 油 冷 凝 下 来 , 然 后 进 入 急 冷水 塔
离精 制 后 , 获得 乙烯 、 丙烯 、 C 、 裂解 汽 油 、 裂 解 柴 油 及裂 解燃料 油 产 品。这 其 中分 离顺 序 的选择 是
分 离系 统设 计 的 关 键 , 对 流程 影 响 巨 大 。基 于 化
进一 步 降温 。轻重 裂解 燃 料 油经 汽 提 塔 汽提 后 送
出装 置 。
1 . 2 压缩及 前 脱丙 烷前 加氢 系统
学工 程基 本 原 理 及 工 业 实 践 , 目前 的 分 离顺 序 设
计包 括试 探法 、 调 优法及 最 优 化 法 3种 J , 一 般 在
况进行 针 对性设 计 。 武 汉 乙烯装 置设 计规 模 为 8 0 0 k t / a , 裂解 原 料
专业 , 硕士 , 现从事 石油 化工设 汁工作 , 工程师 , 已发表 论文
1篇 。
基 金 项 目 :中 国 石 油 化 工 股 份 有 限 公 司 合 同 项 目
( N o . 4 0 8 0 6 8 )
摘
要 :武汉 8 0 0 k t / a乙烯装置作为 中国首套全 面采用 自有技 术的 百万吨级 乙烯装置 , 标 志着 中国
武汉分公司80万t/a乙烯工程获国家发改委核准

季度 , 开动麦寮新投产 的 10万 ta 将 2 / 乙烯
兰州石化乙烯新 建 2台 4万 ta / 裂解炉性 能优越
裂解装置。 20 年 台塑 计 划 将 炼 油 加 工 量 提 高 07 9 7 达到 4 . .%, 7 1万桶/ 。当台塑炼油 能力 d
提高到 5 2万桶 / 时 , d 炼厂级丙烯产量 将增 兰州石化公 司 2 4万 ta / 乙烯裂解装 置 加 6 %。 的原 5 台毫秒炉是于 18 98年建成投产, 已经 预计 ,0 8年第二 季度 , 20 台塑石化 公司
1对 D IT图谱进行“ ) RF 解褶合” 后存在三 不再增多。不同反应温度 , 三种组分量变化很 种 主 要 的 组 分 , 别 出 现 在 14 , 6 5 少 分 65 17 ,
( 未完待续 )
・
科研 生产 动 态 ・
1 国内有机化工 .
万 ta /。因此 , 沈鼓 10万 t 0 / a乙烯裂解气压
施, 总投资 167 4 . 亿元。 与8 万 t 0 / a乙烯 配套 的武石 化技改项
目已经启动。建成后其原油综合加工能力将 由目 40 ta 前 0 万 / 扩大到 80 ta料。8 / a 0万 t / a乙
台塑石化公 司 乙烯 产 量 将 达 到 2 5 8万 t 7.
台塑石化公司今年乙烯的 目标产量将提
烯将带动 10 多亿元产值 的下游产业 , 20 为湖 高 4 %, 5 达到 2 58 t 7.万 。 北塑料加工等下游化工产品生产企业提供原 台塑石化公 司是一家炼油 与化 工公 司。
料保证。
( 孙可华 )
20 0 6年 乙 烯 裂 解 装 置 运 转 负 荷 率 高 于 10 乙烯产量达到 10 2万 t 0 %, 9. 。今年第二
武汉万吨乙烯装置技术及特点
5.0裂解炉
4.2气体炉特点 (1)单辐射段单对流段结构 (2)采用2-1-1-1型炉管并加扭曲片强化传热。 (3)高温裂解气线性急冷锅炉 (4)底部与侧壁联合供热,底部占70% (5)热效率高:93~94% (6)引风机采用变频调速
6.0分离系统-总流程图
QO塔
QW塔
CGC1~4
HP DeC3
能量转换系 数单位
MJ/Mkcal MJ/t MJ/t MJ/t MJ/t MJ/t MJ/kwh
能量转换 系数
4186.8 3851.8 3684.4
3182 2763.2
4.19 11.84
能量消耗MJ/h
2259000 638628.44 -352228.6
-202057 -158055 180421.4 88563.2 2454272.4 100.66 24381.804
规模(万吨/年)
80
55 14 40 30 30 40 8/3 6/30
1.0项目概况
乙烯装置
产量80万吨聚合级乙烯 产量40万吨聚合级乙烯 年操作时间8000小时 操作弹性70-110% 占地:9.96公顷
1.0项目概况
装置位置图
1.0项目概况
技术来源: 裂解炉:中石化与Lummus合作技术SL-1M 分离: 中石化LECT
171
加氢尾油
69.69
LPG 8.28
4.0总物料平衡
乙 烯 装 置
循环丙烷2.73 循环乙烷14.48
氢气 2.45 聚合级乙烯 80 聚合级丙烯40 混合碳四 25.87 粗裂解汽油 51.88 裂解燃料油 12.68
综合收率:32.13
单位:万吨/年
武汉80万吨/年乙烯工程项目进展情况
武 汉 8 万 吨 / 乙烯 工程 自 2 0 年 1 月 1 O 年 07 2 8日工 程奠 基 以来 ,项 目进 展顺 利 。 目前 , 重件码 头工程 正在 收尾 ,第 一批超 长周期 2 4台设备 提前采 购完 成 ,2 0 0 9年 1 O月启 动配套 道路建 设 ,乙烯铁路 专用 线正在办理行政许 可 。其他相关项 目设计 、申报及生 产准备 等工作
有序展 开。
2 1 年武汉 8 万 吨 / 乙烯工程项 目建设将完 成投资 7 亿 元 。其 中 ,乙烯 主体工程投 00 O 年 6 资 3 亿元 ;为 乙烯提 供原 料而配套建 设 的炼 油改造二 期工 程拟安 排投 资 4 元 ;武汉 化工 2 亿
区道路 、铁 路等基 础设施 和公 用工程建设 及土地 整理储 备计 划投 资 4 亿元 。武汉 8 万 吨 / O 0
资共计 19 亿元 ,包括 8 万 吨 / 乙烯裂解装 置 、5 万 吨 / 7. 5 0 年 O 年裂 解机 油加氢 装置 、1 万 2
吨 / 丁二烯 抽提装 置 、4 万 吨 / 年 O 年芳 烃抽提 装置 、4 万 吨 / 聚丙烯 装置 等 9 生产 装 O 年 套
置 和配套工程 。在 中石化集 团 2 1 年 2 个重点工 程 中 ,武汉 乙烯项 目位列首 位 。 00 4
2 1 年第 2 00 期
睫 年
珊
日前 ,武汉 8 吨 / 乙烯工程 乙烯 裂解 、热 电联产 、总变 电站等 6 0万 年 大项 目同时开工 。
这标志着武 汉 8 万 吨 / 乙烯 工程进入 实质性 全面建设 阶段 。武汉 8 万 吨 / 乙烯 工程是 O 年 O 年 国家发改委核准 的 中部地 区首个 大型石 油化工项 目,也是 中石化 总部首个直 管项 目。项 目投
MTBE丁烯-1装置工艺技术规程
MTBE丁烯-1装置工艺技术规程目录1 装置简要阐明错误!未定义书签。
1.1 概况错误!未定义书签。
1.2 术语、符号、代号错误!未定义书签。
1.3 主要工艺技术特点错误!未定义书签。
1.4 主要设计指标错误!未定义书签。
2 工艺过程简述及工艺原则流程图错误!未定义书签。
2.1 MTBE单元工艺描述错误!未定义书签。
2.2 丁烯-1单元工艺描述错误!未定义书签。
3 主要工艺指标(以现行工艺卡片为准) 错误!未定义书签。
4 主要动力指标错误!未定义书签。
4.1 公用工程设计消耗一览表错误!未定义书签。
4.2 公用工程介质规格错误!未定义书签。
5 产品、中间产品错误!未定义书签。
5.1 MTBE产品性质错误!未定义书签。
5.2 丁烯-1产品性质错误!未定义书签。
5.3 产品、中间产品设计构成及指标错误!未定义书签。
5.4 副产品错误!未定义书签。
6 主要原料及化工原材料质量指标错误!未定义书签。
6.1 主要原料错误!未定义书签。
6.2 化工原材料错误!未定义书签。
7 装置开、停工方案错误!未定义书签。
7.1 装置动工方案错误!未定义书签。
7.2 装置停工方案错误!未定义书签。
8 事故处理错误!未定义书签。
8.1 事故处理旳原则错误!未定义书签。
8.2 紧急停工错误!未定义书签。
8.3 事故处理错误!未定义书签。
9 仪表控制方案及主要仪表性能错误!未定义书签。
9.1 仪表控制方案错误!未定义书签。
9.2 装置联锁错误!未定义书签。
9.3 控制阀一览表错误!未定义书签。
10 主要设备一览表及主要设计参数错误!未定义书签。
10.1 塔器类错误!未定义书签。
10.2 反应器类错误!未定义书签。
10.3 容器类错误!未定义书签。
10.4 换热设备类错误!未定义书签。
10.5 泵类错误!未定义书签。
10.6 其他设备类错误!未定义书签。
1 装置简要阐明1.1 概况中国石化股份有限企业武汉分企业8/3万吨/年MTBE/丁烯-1装置是80万吨/年乙烯及其配套工程中旳一部分, 本装置采用来自乙烯裂解装置旳裂解液化气经丁二烯抽提后作为原料, 生产MTBE和丁烯-1产品。
关于武汉80万吨乙烯项目情况1
关于对武汉80万吨乙烯项目及武汉化工新城调研情况的报告集团领导:近期,我们分别走访了武汉市洪山区化工园区管委会、武汉80万吨乙烯项目办公室(下称市乙烯办),就相关项目进展、货源生成以及武汉化工新城有关情况进行了调研。
现就了解的情况及下步想法报告如下:一、中石化武汉80万乙烯项目情况1、项目基本情况中石化武汉80万乙烯项目依托中国石化武汉石油化工厂建设,总投资约147亿元。
项目建设内容包括80万吨乙烯、30万吨线性低密度聚乙烯(LLDPE)、30万吨高密度聚乙烯(HDPE)、10/38万吨环氧乙烷/乙二醇(EO/EG)、40万吨聚丙烯(PP)等8套主要生产装置,以及配套公用工程和辅助生产设施。
2、物流业务生成量情况2007年4月2日,国家发改委正式批准了中石化武汉80万乙烯项目。
项目批准后,武汉市和中石化正在积极准备建设事项,建设资金以及建设主体都已明确到位,2007年12月18日将正式开工建设,预计整个建设周期为3年,到2011 年初即可建成投产。
目前,与80万吨乙烯配套的武石化技改项目已经启动,建成后其原油综合加工能力将由目前每年400万吨扩大到每年800至1000万吨,以便为80万吨乙烯工程提供充足原料、中间产品。
据介绍,该项目投产后,每年可以产出氯乙烯、聚乙烯、聚丙烯和塑料原料等240万吨左右。
武石化扩能增产后,其原油供应主要有两个来源:一是从胜利油田来油,二是从阿曼进口轻质油。
以上两块原油各占一半份额,其国内运输可能大部分都将采用管道运输方式。
武汉80万乙烯项目竣工投产后,每年还将产生380万吨的运输量,其中运入量147万吨,主要是煤炭、石脑油以及包装材料和化工辅料;运出量233万吨,主要为产成品。
在这些业务中,预计通过水运的有125万吨,其中运入量16万吨,运出109万吨。
在上述预计发生的水运发出量中,有合成树脂、聚乙烯、聚丙烯等固态货物约80万吨,有乙二醇、甲苯、二甲苯、燃料油等液态货物近30万吨,有丁二烯等气态货物2万吨。
中国石化武汉分公司80万吨年乙烯工程结构设计

中国石化武汉分公司80万吨/年乙烯工程结构设计2、翻车机室地下共2层负二层(-12.75m—-3.65m)支撑高度9.1米,梁最大截面1100*2500,板厚150mm,此外大梁截面尺寸还有1020*2500、1300*1800、700*1800、800*1000等类型,均参照最大截面承重脚手架进行搭设。
3、细碎煤机总层数为5层第二层(6.48m-14.48m)支撑高度8米,梁最大截面300*800,板厚120mm;本方案针对搭设高度大于8米(包括8米)的承重架,在计算时分别对以上三种情况进行设计和验算,并组织专家进行论证。
二、编制依据1、现场施工的条件和要求2、华电重工装备有限公司设计的1#、2#圆仓、细碎机室、翻车机室结构施工图3、《建筑施工模板安全技术规范》(JGJ162-2008)4、《混凝土结构设计规范》(GB50010-2002)5、《建筑施工扣件式钢管脚手架安全技术规范》(JGJ130-2001)6、《钢结构设计规范》(GB50017-2003)7、《建筑施工手册》第四版8、建设部2004年12月1日下发的建质(2004)213号文件三、承重支撑体系的施工设计与搭设要求高支模采用扣件式满堂钢管脚手架,使用Ф48mm、壁厚3.5mm钢管,立杆采用4m,6m钢管,纵横水平杆采用6m钢管,剪刀撑采用6m钢管。
1、地基承载力状况在1#、2#圆仓、翻车机室、细碎机室各单体建筑中,1#、2#圆仓、翻车机室承重脚手架直接坐落在基础承台上,细碎机室脚手架坐落在一层框架顶板上。
2、施工流程:场地清理→弹立杆定位轴线→排放纵向扫地杆→竖立杆→将纵向扫地杆与立杆连接→安装横向扫地杆→安装纵向水平杆→安装横向水平杆→安装剪刀撑→安装连接件→绑扎水平安全网3、脚手架的设置①1#、2#圆仓环梁底标高+11.300m,承台底标高-0.500m,脚手架搭设高度11.8米,环梁宽2300mm,厚700mm,跨度7m,采取对现有内外双排脚手架加固的措施进行搭设,具体加固措施如下:横向间距或排距(m):0.80;纵距(m):0.80;步距(m):1.50;立杆上端伸出至模板支撑点长度(m):0.10;脚手架搭设高度(m):11.80;采用的钢管(mm):Φ48×3.5 ;扣件连接方式:双扣件,扣件抗滑承载力系数:0.80;板底支撑连接方式:钢管支撑;板底钢管的间隔距离(mm):300.00;竖向支撑采用单立杆,并用对接扣件相互错开对接,且不能在同一步距内,下端第一杆采用4m杆和6m杆相互错开。
80万吨-年乙烯工程液体产品罐区工艺管道安装工程施工方案

80万吨/年乙烯工程液体产品罐区工艺管道安装工程施工方案目录1.0 工程概况 (1)1.1 简介 (1)1.2 主要实物工程量 (1)1.3 工程特点 (1)2.0 编制依据 (2)3.0 项目管理组织机构 (3)4.0 施工原则 (4)5.0 施工方案 (6)5.1施工流程 (6)5.2施工准备 (6)5.3管道预制 (10)5.4管道安装施工 (11)5.5管线焊接施工 (12)5.6 管道的质量检查 (15)5.7支吊架的安装 (17)5.8管道防腐 (17)5.9阀门试压 (18)5.10 管道试压与清洗 (18)6.0. 质量控制措施 (18)7.0 HSE管理 (24)8.0.施工进度计划及劳动力安排 (39)8.1施工进度主要控制计划 (39)8.2管道寸口完成量月控制计划 (39)8.3劳动力安排计划 (39)9.0. 施工机具、手段用料 (40)9.1 计量器具一览表 (40)9.2 施工机具一览表 (40)9.3手段用料一览表 (41)10.0. 附图一:现场平面布置图 (42)1.0 工程概况1.1 简介武汉乙烯工程液体产品罐区是中国石化股份公司武汉分公司80万吨/年乙烯工程配套项目之一,为EPC总承包工程,由中国石化集团南京工程有限公司(SNEI)设计采购及施工,北京华夏石化工程监理有限公司监理。
主要包括丁二烯及剩余C4罐组、C5罐组、乙二醇罐组、MTBE及苯类罐组、裂解燃料油罐组内的管道及3760、3761、3762、3764、3765管廊上的管道,管道内的气体或液体介质均为易燃易爆介质,管道主要材质有碳钢、不锈钢,最大管径为DN450,最大设计压力为7.0MPa,最高设计温度为340℃,最低设计温度为65℃。
焊接总吋口数约82027吋。
1.2 主要实物工程量1.3 工程特点1.本装置设备管道按工艺单元分区域布置,管道相对密集,配管布置较复杂,交叉作业较多;2. 管道介质多为可燃、易爆、有毒物料,管道系统严密性要求高。
地面火炬在实际应用中的安全与环保分析
地面火炬在实际应用中的安全与环保分析摘要:以武汉80万吨/年乙烯工程的ZEECO多点式地面火炬为分析对象,介绍了多点式地面火炬的概况。
同时,对地面火炬在实际运行中的安全可靠性以及环保情况进行了分析。
关键词:地面火炬安全环保可靠性分析一、武汉乙烯工程多点式地面火炬简介火炬排放装置是石油化工企业相关生产装置必不可少的安全排放燃烧设施,其能否正常运转对装置出现火灾或断电等紧急状况时防止装置由于中断而转为灾难至关重要。
火炬按照不同的分类方式有不同的类型,按燃烧器是否远离地面可分为地面火炬和高架火炬,按火炬燃烧器的形式可分为单点燃烧火炬和多点燃烧火炬。
武汉80万吨/年乙烯工程选用的是多点燃烧火炬,采用的是美国ZECCO公司技术,是目前国内燃烧排放量最大,技术最先进的地面火炬。
按照工艺装置火炬气排放情况,火炬系统分为火炬气可回收和不可回收情况,不可回收火炬气又分别进两套不同的火炬系统,即烯烃火炬和聚烯烃火炬。
烯烃火炬用于处理乙烯裂解装置、裂解汽油加氢装置、丁二烯抽提装置、芳烃抽提装置、MTBE/丁烯-1装置、中间罐区、原料罐区以及铁路装卸站各工况下排放的高压火炬气。
烯烃火炬设计最大排量为1620t/h,共有19级燃烧器,42支长明灯以及692个烧嘴。
聚烯烃火炬用于处理JPP装置、STPP装置、LLDPE装置、HDPE装置、产品罐区、C5分离装置各工况下排放的高压火炬气。
聚烯烃火炬设计最大排量为670 t/h,共有12级燃烧器,28支长明灯以及289个烧嘴。
根据火炬气泄放压力进行升降级控制,前五级设置蒸汽消烟设施。
每级燃烧器配置有2支长明灯(2-5级3支长明灯),每支长明灯有HEI和FFG两种点火方式,可实现自动、远程和就地点火。
地面火炬系统是通过控制燃烧器处的泄放气体速度(压降)来保证适宜的火焰形状,并保证火炬气在整个运行范围(0-100%的设计流量)能够达到无烟燃烧。
为保证燃烧器的压力能够一直保持在最佳运行的合适范围内,火炬系统采用特殊的分级运行。
008武汉分公司80万吨乙烯工程全厂给排水管网及厂区道路工程给排水管道深基坑土方开挖施工技术方案

编码: WHYX-2130-FCC-SK-008综合重大一般中国石化武汉分公司80万吨/年乙烯工程全厂给排水管网及厂区道路工程地下给排水管道深基坑土方开挖专项施工技术方案编制:审核:批准:中国石化集团第四建设公司武汉工程项目部2010年08月05日目录1. 编制依据 (1)2。
工程概况 (1)3.主要施工措施 (1)3。
1.地质情况及主要放坡开挖措施 (1)3。
2。
开挖遵循原则23。
3。
基坑边堆放荷载的控制23。
4.保持槽底干燥 (2)3.5.管沟开挖剖面图 (2)4。
现场安全防护措施 (2)5。
事故应急救援预案 (3)5。
1应急组织机构 (3)5.2应急救援中遵循的原则 (3)5.3坍塌事故的应急预案 (4)6.措施用料及机具 (4)1.编制依据1.1中国石化工程建设公司提供的设计图纸1.2项目组提供的地质勘探报告1.3现场实际情况(其他已施工区域管沟土方开挖情况)1.4相关施工规范及验收标准。
2.工程概况我公司负责施工的武汉分公司80万吨/年乙烯工程全厂给排水管网及厂区道路工程(三标段)位于乙烯厂区29号路以东,主要施工内容为8号路、10号路、29号路、31号路、33号路及35号路的给排水管线和道路.根据施工图纸和现场实际测量放线发现,在8号路、10号路上的DN2000mm、DN2200mm的雨水管线及DN700mm的循环水管线的管沟基础开挖深度达到6.5m,按国家规范和公司标准规定,此部分土方开挖深度超过5m,属于深基坑土方开挖,需要编制此深基坑专项施工技术方案。
3.主要施工措施3.1. 地质情况及主要放坡开挖措施根据地址勘探报告本场地钻探揭露深度范围内地层主要为第四系全新统(Q4)冲洪积层和白垩~下第三系(K—E)碎屑岩沉积地层,岩性分别为第四系全新统冲洪积成因的粘性土、淤泥质粉质粘土、砂土、卵石以及白垩~下第三系的强~中风化砂岩、砾岩。
属于易发生塌方及流沙地质特征。
RD主管线和循环水管线管沟的开挖深度为6.5m,正处在粉土层、粘土层或粉土加粉细砂层。
设备保冷工程施工方案(四公司)
武汉乙烯工程80万吨/年乙烯装置设备保冷施工技术方案编制:审核:批准:中国石化集团第四建设公司武汉工程项目部二○一二年六月二十日目录1.0编制依据 (1)2.0工程概况 (1)3.0施工工序 (2)4.0施工工艺 (3)5.0质量标准和保证措施 (7)6.0施工HSE管理 (8)7.0主要施工机具及措施用料 (11)8.0质量记录表格及相关文件 (12)9.0施工进度计划 (12)1.0编制依据2.1《设备及管道保温设计导则》 GB/T8175-20082.2《工业设备及管道绝热工程设计规范》 GB50246-19972.3《工业设备及管道绝热工程施工规范》 GB50126-20082.4《石油化工设备和管道隔热技术规范》 SH3010-20002.5《石油化工工程建设交工技术文件规定》 SH3503-20072.6《石油化工隔热工程施工工艺标准》 SH/T3522-20032.7《不锈钢和耐热钢冷轧钢带》 GB/T4239-20072.8《泡沫玻璃绝热制品》 JC/T647-20052.9《设备和管道保冷设计规定》 27900MP-DP02-00032.10《石油化工建设工程项目施工过程技术文件规定》 SH/T3543-20072.0工程概况1.1总体说明本工程是中石化武汉分公司武汉乙烯工程80万吨/年乙烯装置,我单位承接了装置中冷区、热区的保冷工作。
本装置由中国石化工程建设公司总承包,监理单位为山东齐鲁石化工程有限公司。
1.2工程特点针对工程量大、工期紧、质量要求高、交叉作业及高处作业多的特点,我们将认真做好施工组织工作,合理安排好施工组织工作,合理安排施工顺序,强化质量安全管理,力争创出精品工程。
1.3主要工程实物量(表1)3.0施工工序3.1保冷设备施工工序3.2技术准备3.2.1认真作好对设计图纸的审查,尽快掌握设计要求。
3.2.2根据工程需要制订施工机具进场计划。
3.2.3根据施工图纸、设计要求、施工及验收规范以及我公司的相关作业文件,编制施工方案、施工作业指导书,做好现场施工技术交底。
中国石化武汉80万吨年乙烯及配套工程
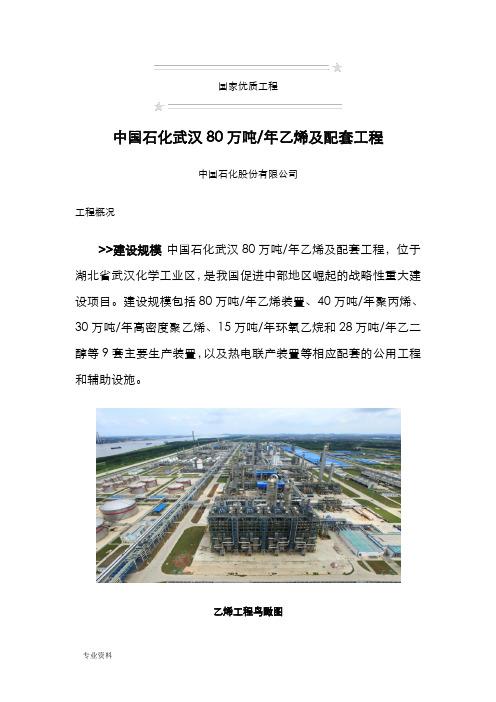
国家优质工程中国石化武汉80万吨/年乙烯及配套工程中国石化股份有限公司工程概况>>建设规模中国石化武汉80万吨/年乙烯及配套工程,位于湖北省武汉化学工业区,是我国促进中部地区崛起的战略性重大建设项目。
建设规模包括80万吨/年乙烯装置、40万吨/年聚丙烯、30万吨/年高密度聚乙烯、15万吨/年环氧乙烷和28万吨/年乙二醇等9套主要生产装置,以及热电联产装置等相应配套的公用工程和辅助设施。
乙烯工程鸟瞰图>>主要工艺设备该工程采用了中国石化自主知识产权的百万吨级乙烯成套技术,其核心技术达到国际领先水平。
采用了中国石化完全自主研发的大型乙烯装置技术全流程工艺包、完全自主知识产权的CBL的裂解炉技术和LECT烯烃分离技术,实现了首次全流程整合的应用;乙烯装置关键设备——裂解炉、冷箱、“三机”的设计、制造、安装全面国产化,且国产“三机”首次用在同一装置内。
>>参建单位中石化工程建设有限公司等12家工程总承包商,中交第二航务工程勘察设计院等6家勘察设计单位,中石化第十建设公司等30家施工承包企业,山东齐鲁石化工程有限公司等15家监理单位,南京英派克检测有限公司等13家质量检测机构。
>>工程投资批准概算173.23亿元,竣工决算173.13亿元。
>>建设时间2007年4月核准,2012年3月开工,2012年12月建成,2013年8月全面投产。
建设管理>>工程建设总目标以党的十七大精神和“三个代表”重要思想为指针,深入贯彻落实科学发展观,树立一流的目标,创新一流的管理,打造一流的团队,将武汉乙烯工程建设成为“效益工程、优质工程、安全工程、阳光工程、绿色工程、人才工程”,实现项目方案优化、工程优质、效益优良、人员优秀,重大安全事故为零、重大环保事故为零、重大质量事故为零、违法违纪案件为零的管理目标。
>>质量控制目标设计质量优秀:达到国优设计水平(引进装置应达到国际同类装置先进水平);采购质量:满足设计、技术合同、制造标准及相应规范的要求,合格率100%;施工质量:单位工程合格率100%,土建工程优良率不低于60%,安装工程优良率不低于90%,施工焊接质量一次合格率96%以上,重大质量事故发生率为零。
MTBE丁烯装置工艺技术标准规范

目录1 装置简要说明11.1 概况11.2 术语、符号、代号11.3 主要工艺技术特点41.4 主要设计指标52 工艺过程简述及工艺原则流程图72.1 MTBE单元工艺描述72.2 丁烯-1单元工艺描述103 主要工艺指标(以现行工艺卡片为准) (11)4 主要动力指标124.1 公用工程设计消耗一览表124.2 公用工程介质规格135 产品、中间产品155.1 MTBE产品性质155.2 丁烯-1产品性质165.3 产品、中间产品设计组成及指标165.4 副产品176 主要原料及化工原材料质量指标186.1 主要原料186.2 化工原材料187 装置开、停工方案197.1 装置开工方案197.2 装置停工方案198 事故处理428.1 事故处理的原则428.2 紧急停工438.3 事故处理439 仪表控制方案及主要仪表性能489.1 仪表控制方案489.2 装置联锁509.3 控制阀一览表5110 主要设备一览表及主要设计参数5410.1 塔器类5410.2 反应器类5510.3 容器类5610.4 换热设备类5810.5 泵类6010.6 其他设备类621装置简要说明1.1 概况中国石化股份有限公司武汉分公司8/3万吨/年MTBE/丁烯-1装置是80万吨/年乙烯及其配套工程中的一部分,本装置采用来自乙烯裂解装置的裂解液化气经丁二烯抽提后作为原料,生产MTBE和丁烯-1产品。
甲基叔丁基醚(MTBE)产品由于其辛烷值很高,所以是生产无铅、含氧和高辛烷值汽油的理想组分。
丁烯-1产品是乙烯重要的共聚单体。
随着乙烯产量的不断增长,对丁烯-1的需求量也越来越大。
MTBE/丁烯-1装置采用中国石化科技开发公司(ST)的专有技术。
MTBE采用催化蒸馏技术,丁烯-1采用超精密蒸馏技术。
装置预计2012年10月30日中交,2013年2月20日引C4试运行,2013年4月10日引合格丁二烯抽余油投料。
1.1.1 规模本装置的公称设计能力为8万吨/年MTBE,3万吨/年丁烯-1,操作弹性为设计能力的50%-110%,年运转时间按8000小时计。
中国石化武汉80万t乙烯项目成功投产

4 )T G A热 失 重 曲线 表 明 ,与 P A M相 比 P ( A M‘
好。
[ 8 ]WE A V E R M O,B A G L E Y E B,F A N T A G F ,e t a 1 .Hi g h l y
a b s o r b e n t s t a r c h — c o n t a i n i n g p o l y me r i c c o mp o s i t i o n s : US,
[ 1 2 ]Z H A N G J P ,L I U R F,L I A .P r e p a r a t i o n ,s w e l l i n g b e —
ha v i o r s a n d a pp l i c a t i o n o f p o l y a c r y l a mi d e /a t t a p u l g i t e s u p e r a —
3 9 8 1 1 0 0[ P ] .1 9 7 6— 0 9—2 1 . [ 9 ]u A,WA N G A Q .S y n t h e s i s a n d p r o p e r t i e s o f c l a y — b a s e d s u p e r a b s o r b e n t c o mp o s i t e[ J ] .E u r P o l y m J ,2 0 0 5 ,4 1 :
1 6 30 — 1 63 4.
3 )F 1 ’ 一 I R谱 图表 明 ,A M、S S S 、N V P发 生 了 三
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
设备台数
8 18 4 15 76 183(冷箱1台) 8 87 82
合计
481
8.0设备-关键塔
名称 急冷油塔 急冷水塔 内件 固阀+挡板 填料
碱洗塔
高压脱丙烷塔 低压脱丙烷塔 碳三洗涤塔 碳二洗涤塔(CFT) 预脱甲烷塔 脱甲烷塔
泡罩/填料/浮阀
筛板 筛板 填料 CFT+填料 浮阀 浮阀
脱乙烷塔
164.1 -117.9
4
5 6 7 综合能耗 乙烯产量 单位能耗
MP
LP 循环冷却水 电
t/h
t/h t/h kwh MJ/h t/h MJ/t乙烯
-84.4
-38.9 41264 7068
MJ/t
MJ/t MJ/t MJ/kwh
3182
2763.2 4.19 11.84
-268560.8
-107488.5 173047 83685.12 2409265.5 102.28 23555.587
Mkcal/t乙 烯
注:此能耗按中华人民共和国标准SH/T3110-2001方法计算。
5.62
7.0装置技术指标-能耗水平(2台重油炉工况)
序号
1 2 3
输入介质
燃料 SHP HP
单位
Mkcal/h t/h t/h
输入量
能量转换系 数单位 MJ/Mkcal MJ/t MJ/t
能量转换 系数 4186.8 3851.8 3684.4
碳 三 洗 涤 塔
碳 二 洗 涤 塔 脱 甲 烷 塔 预 脱 甲 烷 塔
去乙烯塔
去脱乙烷塔
6.0分离系统
4) 碳二分离系统
自脱甲烷塔
压缩机
自预脱甲烷塔
脱 乙 烷 塔
乙 烯 塔
乙烯
去碳三加氢
乙烷
6.0分离系统
5)热分离系统
混合碳四
碳三加 氢
一 号 丙 烯 塔
二 号 丙 烯 塔
脱 丁 烷 塔
碳三自脱乙烷塔
5.0裂解炉
4.2 技术指标 单程收率(乙烯,wt%) 乙烷(气体炉): 石脑油(轻油炉): 加氢尾油(重油炉): 51.92 28.6 29.12 清焦周期 80天 70天 60天
5.0裂解炉
4.3液体炉特点 (1)单辐射段单对流段结构。 (2)采用高选择性两程2/1-1型炉管并采用扭曲片强化传热,底部连接采用大弯管设 计。具有停留时间短、烃分压低、运行周期长、较大的比表面积和良好的机械性能。 (3)轻油炉对流段采用一次注汽、重油炉对流段采用二次注汽,在对流段设有超高 压蒸汽过热 (4)高温裂解气线性急冷锅炉
5.0裂解炉
4.1方案
与茂名6、7号炉的区别
– 液体炉
– 辐射炉管
– 茂名6、7号炉:出口管集中布置 – 武汉:入口管与出口管交错布置 – 增加扭曲片 – 急冷锅炉 – 重油炉:与茂名相同 – 轻油炉:换热管长度加长
5.0裂解炉
4.1方案
– 裂解炉炉型 – 项目启动时 – 3台重油炉, 4台轻油炉,1台气体炉 – 公称能力12万吨/年,7开1备 – 工艺包 – 2台重油炉, 5台轻油炉,1台气体炉 – 公称能力12万吨/年,7开1备
低压脱 丙烷塔 釜液
汽油
丙烷
丙烯
7.0 装置技术指标-能耗水平(1台重油炉工况)
序号
1 2 3
输入介质
燃料 SHP HP
单位
Mkcal/h t/h t/h
输入量
能量转换系 数单位 MJ/Mkcal MJ/t MJ/t
能量转换 系数 4186.8 3851.8 3684.4
能量消耗MJ/h
2330893 632080.38 -434390.8
☺ 谢 谢!
(6)引风机采用变频调速
6.0分离系统-总流程图
QO塔 QW塔
CGC1~4 HP DeC3 C2加氢
碱洗
碳 三 洗 涤 塔
LP DeC3
预脱甲烷塔 冷箱 碳 二 洗 涤 塔 DeC1塔 乙 烯 塔
脱 乙 烷 塔
丙 烯 塔
碳三加氢
6.0分离系统-特点
急冷区设减粘系统 前脱丙烷前加氢 双塔脱甲烷 乙烯塔热泵 乙烯、丙烯复迭制冷
6.0分离系统
CG
1) 急冷系统
急 冷 油 塔 PO 急 冷 水 塔
CG QO LFO汽提塔
CG
减粘塔
6.0分离系统
2) 压缩、前脱丙烷及前加氢系统
CGC5 保护床
CG
CG
高 压 脱 丙 烷 塔
碳 二 加 氢
碱 洗
4th stage
低 压 脱 丙 烷 塔
6.0分离系统
3)冷箱及脱甲烷系统流程简图----LECT
能量消耗MJ/h
2259000 638628.44 -352228.6
165.8 -95.6
4
5 6 12 综合能耗 乙烯产量 单位能耗
MP
LP 循环冷却水 电
t/h
t/h t/h kwh MJ/h t/h MJ/t乙烯
-63.5
-57.2 43060 7480
MJ/t
MJ/t MJ/t MJ/kwh
武汉石化分公司80万吨/年乙烯装置
内容
1.项目概况 2.项目进展 3.设计基础 4.总物料平衡 5.裂解炉
6.分离 7.技术指标 8.设备 9.布置图 10.下一步工作
1.0项目概况
序号 1. 项 目 规模(万吨/年) 生产装置
1.1
1.2 1.3 1.4 1.5 1.6 1.7 1.8 1.9
3.0设计基础-原料
万吨/年
加氢尾油
69.69
混合石脑油
171
LPG
5.44
C3
2.84
3.0设计基础-原料
1台重油炉工况 加氢尾油 混合石脑油 41.42 204.83 2台重油炉工况 90.29 150.08
LPG C3
5.44 2.84
5.82 3.00
单位:万吨/年
4.0总物料平衡
单位:万吨/年 氢气 2.45
3.0设计基础
原料及产品方案:
80万吨/年乙烯装置是中国石化股份有限公司武汉分公司80万吨/年乙烯及其配套工程 的主生产装置。 装置原料为:混合石脑油,丙烷,LPG,加氢尾油。 年生产能力为80万吨聚合级乙烯和40万吨聚合级丙烯,同时副产氢气、混合碳四、裂 解汽油和裂解燃料油。 装置自产的乙烷和丙烷循环裂解,甲烷尾气作为本装置裂解炉燃料。
1.0项目概况
装置位置图
1.0项目概况
技术来源:
裂解炉:中石化与Lummus合作技术SL-1M 分离: 中石化LECT
武汉80万吨乙烯装置是国内第一套完全采用国产 技术的大型乙烯装置
1.0项目概况
装置组成:
主生产装置 裂解单元、急冷单元、压缩及前脱丙烷前加氢单元、冷分离单元、热分离单元、 乙烯热泵及制冷单元、丙烯制冷单元 辅助生产装置 废水预处理单元、废碱处理单元、界区内火炬系统、冷却水系统、界区内锅炉给 水、蒸汽及凝液收集系统、化学品注入系统、燃料气系统及再生系统
2台重油炉工况)
2.58/ 2.33
聚合级乙烯 81.64/80.10
加氢尾油
41.42 / 90.29
LPG 8.28/8.82
乙 烯 装 置
聚合级丙烯40/ 40.10 混合碳四 25.93/26.26
粗裂解汽油 53.94/51.76 裂解燃料油 12.33/ 13.84
综合收率:32.07/32.14
配合基础设计
•
关键控制点
(1)详勘布点图 :2009年11月20日提供。 (3)超长周期设备:K-201,K-501,K-601,K-302询价书在2009年12月30日提供。 (2)基础工程设计完成日期:2010年2月底
准备详细设计 乙烯装置计划2012年底基本建成,2013年初投料试车。
循环丙烷2.72/2.82
循环乙烷14.82/15.33
5.0裂解炉
4.1方案
技术基础
– 液体炉 – 辐射炉管、供热:2/1-1型--茂名6、7号炉 – 辐射炉膛尺寸:天津、镇海 – 气体炉 – 辐射炉管:2-1-1-1型—齐鲁 – 供热:天津、镇海 – 辐射炉膛尺寸:天津、镇海 – 急冷锅炉 – 线性急冷锅炉:茂名、齐鲁、中原等
混合石脑油
171
聚合级乙烯 80
加氢尾油
69.69
LPG 8.28
乙 烯 装 置
聚合级丙烯40 混合碳四 25.87
粗裂解汽油 51.88 裂解燃料油 12.68
综合收率:32.13
循环丙烷2.73
循环乙烷14.48
4.0总物料平衡(1台重油炉工况/
单位:万吨/年
氢气 混合石脑油
204.83 /150.08
3182
2763.2 4.19 11.84
-202057
-158055 180421.4 88563.2 2454272.4 100.66 24381.804
Mkcal/t乙 烯
注:此能耗按中华人民共和国标准SH/T3110-2001方法计算。
5.82
8.0设备-设备汇总
设备类型
裂解炉 塔 压缩机/膨胀机 干燥器/反应器 罐 换热器 引风机 泵 其它
乙烯塔 1#丙烯塔 2#丙烯塔
浮阀
浮阀 浮阀 浮阀
8.0设备-反应器
催化剂供货商进行了计算
名称 脱砷保护床 碳二加氢反应器(ABC) 甲烷化反应器 碳三加氢反应器(AS) 催化剂 E315(BASF) BC-H-21B N111(NIKKI) BC-H-30A
9.0设备布置图10.0下 Nhomakorabea步工作1.0项目概况