JST模具使用说明书OM-703547J MK-L,MKS-L_中国语
模具温度控制器mwj5说明

模具温度控制器MWJ-5说明
过热保护
简介:模具温度控制器为模具温度控制机的控制部件,是“温控表+PLC+操作按键盘(或触摸屏)+欠逆相检知继电器”的替代产品,完成模具温度控制机的全部控制任务。
主要效益是大大降低成本,其次缩小安装体积。
功能:1、温控为CH402温度控制器核心完成,加热冷却双通道运行,现达到稳定精度±0.2度
2、可检测三相电是否欠逆相,防止接错线电机反转或缺相运转受损坏
3、可接收过载和媒体足否信号,进行相应控制
4、有媒体泵、加热、冷却、报警输出
一、接线图
输出对交流感性负载应在负载上并接电阻和电容,如下图,以减小干扰。
输出对直流感性负载应在负载上并接电阻和二极管,如下图,以减小干扰。
二、操作
1、温度设置部分另见“CH402智能数显温度控制器”使用说明书,其中进行自整定操
作前,应先按启动键启动,否则无加热(冷却)输出。
2、上电后,工作情况详见MWJ-5工作流程。
3、控温状态下,按设定温度进行控温,以下几种情况将退出控温状态,回到待机状态
并有报警输出:A、温度连续低于下限温度15分钟;B、媒体不足;C、温度高于上限温度30秒;D、三相电逆相或断相;E、电机过载;F、出现过热保护。
4、控温状态下,按停止键将退出控温运行状态,回到待机状态。
*注:①报警为间接输出;②附CH402说明及MWJ-5工作流程
上海亚泰仪表有限公司。
杰克数控磨床使用说明书

250
7
砂轮当前宽度
8
外圆修整速度
9
端面修整速度
10
X轴修整增量
0.02
11
Z轴修整增量
12
安全间隙
0.5---5
13
圆周修整工件数
8En ter
9例从右到左修砂轮
G
X
Z
F
A0
G01
0.14
-54
200
A1
G01
0.0
38.0
200
A2
G01
-0.08
0.0
200
A3
G01
0.0
7.0
200
JKMK1320数控外圆磨床
操作说明书
武汉华中数控股份有限公司
2007年12月
—一砂轮编程
1先按磨床编程F4
2砂轮编程F1
3新砂轮F1
4En ter
5复杂砂轮F3
6En ter
7
序号
名称
值
1
砂轮号
(砂轮号不能重复)
2
新砂轮宽度
(砂轮实际宽度)
3
最小砂轮宽度
30
4
砂轮当前直径
400
5
新砂轮直径
400
6
A4
G01
-0.06
0.0
200
A5
G01
0.0
9.0
200
A6
G01
-5.0
0.0
200
A7
G01
0.0
5.0
200
(X值为大外径减小外径除2,值为相对值砂 轮从右往左修A0点X.Z为金刚笔起点X坐标Z坐标.金刚笔X对刀点为砂轮左边外圆)同时 注意X.Z正负方向
模具使用说明书

(三)模具使用注意事项1.总则:为使模具正确、合理使用,确保模具使用精度,模具有如下注意事项:2.内容2.1生产前的准备2.1.1生产前首先察看《模具安装说明》核对注射设备是否与设计相符。
核对模具周界、厚度、定位圈、浇口套、顶出孔距和模具其他数据是否符合所用设备。
并熟悉模具结构及注意事项,确认模具吊装向上标志。
2.1.2核对所用塑料是否符合设计要求。
2.2上模2.2.1上模人员办理出库手续后,对领用模具完好性进行全面验证,确认符合要求后方可领出模具2.2.2模具吊装时,必须使用吊环,严禁将水管接头和螺栓当作吊装挂具使用,吊环尺寸必须正确、吊环必须拧紧。
深度应大于螺纹直径的1.5倍,吊装过程中人不能位于模具下方。
2.2.3模具吊装时,动静模连接紧固板必须连接可靠。
2.2.4上模人员根据模具和设备特点,选择压板、螺栓及垫块、助力器、定位圈、扳手等按定置管理要求分类放置在专用工具车上,推至规定区域。
2.2.5工艺人员应检查并清理注塑机动、静模座板及导轨的灰垢使之清洁、干净,将注塑机动、静板磕、碰伤处理光洁,并根据模具形状检查注塑机顶出杆排列,应优先按长方形四根顶杆排列且与模具顶杆孔位置相符。
调节注塑机顶出杆高度使其一致并固定可靠,高度差控制在±0.1mm范围内。
以保证制品被顶出时受力均匀一致。
2.2.6上模人员在模具起吊时确认吊装平衡,安全可靠,方可起吊,起吊过程要注意确保人身、设备、模具安全。
2.2.7将模具吊入注塑机动、静板之间,使定位圈与塑机定位孔以及模具顶出孔对正,调节模具使模具与螺栓间隔均匀一致平衡后,用手动将模具夹紧。
2.2.8模具安装到注射机上,紧固力要足够,模具不能错位;如用压板紧固应加垫片,紧固螺钉的旋入位置应以靠近模体为宜,紧固螺钉数量要足够且布置的位置应使模具受力均匀,垫块应与模具前后固定板厚度保证一致,强度可靠,且按杠杆原理放在压板另一端下部,使压模力最大,即s<H,如下图所示;严禁用螺母代替垫块压模,以保证模具紧固可靠。
JST 电子连接器产品参考手册说明书
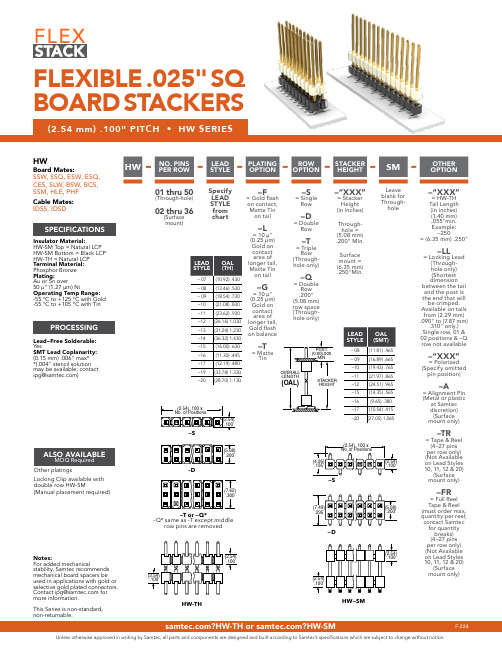
---PLATING OPTION-ROW OPTION-STACKER HEIGHT-SM-OTHER OPTION01 thru 50(Through-hole)02 thru 36(Surface mount)Specify LEAD STYLE from chart–F= Gold flash on contact,Matte Tin on tail –L= 10 µ" (0.25 µm) Gold on contact area of longer tail, Matte Tin on tail –G= 10 µ" (0.25 µm) Gold on contact area of longer tail, Gold flash on balance –T= Matte Tin–S = Single Row –D = Double Row –T= Triple Row (Through-hole only)–Q= Double Row .200" (5.08 mm) row space (Through-hole only)–“XXX”= Stacker Height (in inches)Through-hole =(5.08 mm) .200" Min.Surface mount =(6.35 mm) .250"Min.Leave blank for Through-hole–“XXX”= HW-TH Tail Length (in inches) (1.40 mm) .055"min.Example: –250= (6.35 mm) .250"–LL= Locking Lead (Through-hole only) (Shortest dimension between the tail and the post is the end that will be crimped. Available on tails from (2.29 mm) .090" to (7.87 mm).310" only.)Single row, 01 & 02 positions & –Q row not available –“XXX”= Polarized (Specify omitted pin position)–A= Alignment Pin (Metal or plastic at Samtec discretion)(Surface mount only)–TR= Tape & Reel (4–27 pins per row only)(Not Available on Lead Styles 10, 11, 12 & 20)(Surface mount only)–FR= Full Reel Tape & Reel (must order max. quantity per reel; contact Samtec for quantity breaks) (4–27 pins per row only)(Not Available on Lead Styles 10, 11, 12 & 20)(Surface mount only)Insulator Material:HW-SM Top = Natural LCP HW-SM Bottom = Black LCP HW-TH = Natural LCP Terminal Material: Phosphor Bronze Plating:Au or Sn over50 µ" (1.27 µm) NiOperating Temp Range:-55 °C to +125 °C with Gold -55 °C to +105 °C with TinLead–Free Solderable: YesSMT Lead Coplanarity:(0.15 mm) .006" max**(.004" stencil solution may be available; contact **************)Notes:For added mechanicalstability, Samtec recommends mechanical board spacers be used in applications with gold or selective gold plated connectors. ************************more information.This Series is non-standard,non-returnable.HWBoard Mates:SSW, SSQ, ESW, ESQ, CES, SLW, BSW, BCS, SSM, HLE, PHF Cable Mates:IDSS, IDSDHW-THHW—SM–Q* same as –T except middlerow pins are removedOther platingsLocking Clip available with double row HW-SM(Manual placement required)FLEXIBLE .025" SQ BOARD STACKERSUnless otherwise approved in writing by Samtec, all parts and components are designed and built according to Samtec’s specifications which are subject to change without notice.F-224。
ATT7035C 用户手册说明书

ATT7035C用户手册钜泉光电科技(上海)股份有限公司Tel: ************Fax: ************Email: *********************Web: 版本更新说明目录1芯片概况 (8)1.1芯片简介 (8)1.2芯片特性 (8)1.2.1基本特点 (8)1.2.2电能计量 (8)1.2.3处理器及外设 (8)1.3整体框图 (9)1.4引脚框图 (10)1.5引脚定义 (11)1.6缩略语 (14)2电源与时钟 (15)2.1电源管理 (15)2.1.1概述 (15)2.1.2框图 (15)2.1.3电源切换 (16)2.1.4电源实时监测 (16)2.1.5 1.8V电源 (16)2.1.6电池检测 (16)2.1.7模拟电源 (16)2.1.8HOLD模式 (16)2.1.9SLEEP模式 (16)2.1.10特殊功能寄存器列表 (18)2.1.11特殊功能寄存器说明 (18)2.2系统复位 (27)2.2.1概述 (27)2.2.2功能说明 (27)2.2.3上电复位 (27)2.2.4外部引脚复位 (28)2.2.5掉电复位 (28)2.2.6看门狗复位 (29)2.2.7唤醒复位 (29)2.2.8软复位 (29)2.2.9特殊功能寄存器列表 (29)2.2.10特殊功能寄存器说明 (29)2.2.11被分级复位的寄存器说明 (30)2.3时钟管理 (32)2.3.1概述 (32)2.3.2框图 (33)2.3.3低频振荡电路 (33)2.3.4高频振荡电路 (34)2.3.5系统时钟切换 (34)2.3.6时钟管理单元内部保护机制 (35)2.3.7外设时钟管理 (35)2.3.8CLKOUT时钟输出 (36)2.3.9特殊功能寄存器列表 (36)2.3.10特殊功能寄存器说明 (36)3控制单元(MCU) (40)3.1MCU架构 (40)3.1.1概述 (40)3.1.2框图 (41)3.1.3存储器 (42)3.1.4指令系统 (44)3.1.5特殊功能寄存器 (49)3.2存储单元 (56)3.2.1概述 (56)3.2.2存储器映射 (56)3.2.3存储器的操作 (58)3.2.4Flash 的读保护 (59)3.2.5特殊功能寄存器列表 (59)3.2.6特殊功能寄存器说明 (60)3.3中断系统 (63)3.3.1概述 (63)3.3.2中断列表 (63)3.3.3中断优先级 (64)3.3.4中断处理 (64)3.3.5特殊功能寄存器列表 (64)3.3.6特殊功能寄存器说明 (65)3.4定时器 (71)3.4.1概述 (71)3.4.2框图 (71)3.4.3定时器工作模式 (71)3.4.4定时器0 (73)3.4.5定时器1 (74)3.4.6定时器2 (75)3.4.7特殊功能寄存器列表 (77)3.4.8特殊功能寄存器说明 (78)4计量模块 (84)4.1概述 (84)4.2框图 (85)4.3功能描述 (85)4.3.1模数转换器 (85)4.3.2ADC采样输出和功率波形输出 (86)4.3.3有功功率、无功功率和视在功率 (86)4.3.4有效值 (87)4.3.5电压线频率 (87)4.3.6起动/潜动 (87)4.3.7功率反向指示 (87)4.3.8直流偏置校正 (87)4.3.9电能脉冲输出 (88)4.3.10窃电检测 (89)4.3.11中断源 (90)4.3.12SAG功能描述 (90)4.3.13失压模式(Loss of Voltage) (91)4.4寄存器 (91)4.4.1特殊功能寄存器列表 (91)4.4.2特殊功能寄存器说明 (92)4.4.3间接寄存器 (94)4.5校表过程 (117)5其他外围功能 (120)5.1WDT (120)5.1.1概述 (120)5.1.2工作模式 (120)5.1.3特殊功能寄存器说明 (120)5.2PWM (122)5.2.1概述 (122)5.2.2模块使能 (122)5.2.3脉宽调制 (122)5.2.4特殊功能寄存器列表 (123)5.2.5特殊功能寄存器说明 (123)5.3KBI (126)5.3.1概述 (126)5.3.2按键中断 (126)5.3.3按键唤醒退出低功耗模式 (126)5.3.4特殊功能寄存器 (126)5.4LCD (131)5.4.1概述 (131)5.4.2LCD与GPIO引脚复用 (131)5.4.3框图 (131)5.4.4输出波形 (132)5.4.5LCD显示操作 (136)5.4.6特殊功能寄存器列表 (136)5.4.7特殊功能寄存器说明 (137)5.5TBS (140)5.5.1概述 (140)5.5.2功能描述 (140)5.5.4特殊功能寄存器列表 (142)5.5.5特殊功能寄存器说明 (142)5.6RTC (145)5.6.1概述 (145)5.6.2功能描述 (145)5.6.3特殊功能寄存器列表 (148)5.6.4特殊功能寄存器说明 (149)5.7JTAG (159)5.7.1概述 (159)5.7.2介绍 (159)5.8GPIO (160)5.8.1概述 (160)5.8.2特殊功能寄存器列表 (160)5.8.3特殊功能寄存器说明 (161)6通信接口 (173)6.1UART (173)6.1.1概述 (173)6.1.2串口0 (173)6.1.3串口1 (177)6.1.4串口2 (179)6.1.5串口3 (179)6.1.6特殊功能寄存器列表 (179)6.1.7特殊功能寄存器说明 (180)6.2红外模块 (189)6.2.1概述 (189)6.2.2特殊功能寄存器列表 (189)6.2.3特殊功能寄存器说明 (189)6.3SPI (191)6.3.1概述 (191)6.3.2框图 (191)6.3.3功能描述 (193)6.3.4特殊功能寄存器列表 (196)6.3.5特殊功能寄存器说明 (197)6.4I2C (199)6.4.1概述 (199)6.4.2框图 (199)6.4.3功能描述 (199)6.4.4特殊功能寄存器列表 (200)6.4.5特殊功能寄存器说明 (200)6.57816 (211)6.5.1概述 (211)6.5.2通讯示意图 (211)6.5.4特殊功能寄存器列表 (214)6.5.5特殊功能寄存器说明 (214)7电气规格 (219)7.1绝对最大额定值 (219)7.2电器特性 (219)7.2.1DC参数 (219)7.2.2功耗参数 (220)7.2.3电能计量参数 (221)7.2.4ADC指标 (221)7.2.5ADC基准电压 (221)8封装 (222)9典型应用 (223)1芯片概况1.1芯片简介ATT7035C是一颗低功耗高性能的单相多功能计量SOC芯片,片内集成单相计量(3路ADC),CPU51内核处理器,LCD驱动,电源管理,时钟管理,RTC模块及每秒补偿机制,温度/电池电压/VCC电压测量模块,PLL,JTAG调试等功能。
M7130平面磨床操作文件

M7130平面磨床操作文件一.工艺说明本机床可用于各种零件的加工,我车间主要用于磨削硬质合金产品。
二.原辅材料1.原材料:各种硬质合金产品。
2. 辅助材料:JR金刚石砂轮、传动液压油、润滑油、工装夹具。
三.主要设备及工艺器具1.M7130平面磨床 •主要技术参数如下:磨削面的最大尺寸 1000×300×400mm工作台行程最大1110mm 最小200mm工作台无级调速范围 3-27m/min砂轮座的最大行程横向350mm 纵向400mm砂轮规格 JRP350×25×127进刀量垂直进刀手轮0.01mm/格 1.29mm/rpm横向进刀连续(无级调速) 0.5-4.5m/min 工作台行程的断续进刀 3-30mm砂轮转速 1440rpm/min齿轮油泵流量100L/min转速 1430rpm/min压力2.5MPa机床总功率 7.62Kw(其中砂轮电机4.5Kw,冷却泵0.12Kw,•齿轮泵 3Kw) 2.工艺器具(1)工具:工装夹具、塑料锤、六角扳手、镊子。
(2)量具:千分尺。
四.生产准备1. 穿戴好劳保用品。
2. 砂轮的静平衡:由于砂轮转速高,重量大,未经平衡的砂轮会产生离心力,使砂轮在运动中出现跳动,直接影响机床的精度和工件的质量,因此,在安装砂轮之前必须进行砂轮的静平衡调整,其方法如下:(1)砂轮平衡架要用水平仪调整在水平位置。
(2)砂轮在装夹盘前,必须检查。
金刚石层不得有裂纹,砂轮内孔与夹盘配合要有0.3mm左右间隙,确认后方可安装夹盘进行平衡。
(3)砂轮两端面与夹盘接触处,应垫上厚度2mm•左右的红石棉板。
然后将螺栓微紧。
(4)砂轮外圆调整好后,任其在平衡架上,自由转动直到停止,然后在砂轮夹盘的最高点左、右各300角处平衡槽内各加一块平衡块。
通过多次反复移动或增加平衡块,直到砂轮无论在什么位置都能呈平衡状态为止。
(5)将平衡好的砂轮装到主轴上。
3. 配制磨削液(1)取2kg硬质合金专用的磨削液,加水120kg(装满水箱)配制成磨削液,以后根据工作量情况(正常生产约一个月左右更换一次),更换并清除磨削料。
JST数显面差尺使用说明书

昆山杰斯特精密仪器有限公司
JST牌数显面差规使用说明书
一、结构示意图:
1、可更换测杆
2、距离调节框
3、爪臂
4、紧固螺钉
5、mm/inch转换键
6、液晶显示屏
7、尺身保护膜
8、测面基面
9、OFF/ON键
10、ZERO键
11、电池盖
二、产品技术参数:
分辨力:0.01mm 最大误差:±0.03mm
测量范围:0-20mm 工作温度:-10~50℃
工作湿度:≤80%电源:1.5V扣式电池1粒
三、使用方法:
1、按开关键打开电源,按单位转换键选择所需单位制式;
2、把基面和测杆在平面对齐清零即可进行测量;
3、可通过距离调节框调节测杆与基面的左右距离;
4、测量高低之差时,直接读数即可。
四、注意事项:
1、本产品属精密量具,使用中应防止撞击、跌落,以免丧失精度;
2、应保持清洁,避免水等液态物质渗入表内影响正常使用;
3、任问部位不能施加电压,不要用电笔刻字,以免损伤电子电路;
4、长期不使用,应取出电池。
五、电池更换:
1、取下电池盖;
2、将“+”极朝上装好电池并盖上电池盖。
六、故障排除:
故障原因排除方法数字闪烁电池电压低更换新电池
不显示电池电压低或接触不良更换新电池或调整并清净电池夹数值乱或示值不正常电池电压低或保护膜有油污、异物更换新电池或用无水酒精擦净保护膜死机或特殊字符出现电路偶然故障取下电池一分钟后重新装上
备注:进步性改良,恕不另行通知,以实物为准。
模具模架加工CNC作业指导书DOC

XXXX模架有限公司
XXXX模架有限公司
XXXX模架有限公司XXXX模架有限公司
XXXX模架有限公司
XXXX模架有限公司
XXXX模架有限公司
XXXX模架有限公司
XXXX模架有限公司
XXXX模架有限公司
XXXX模架有限公司
XXXX模架有限公司
XXXX模架有限公司
XXXX模架有限公司
XXXX模架有限公司
XXXX模架有限公司
XXXX模架有限公司
XXXX模架有限公司
XXXX模架有限公司
XXXX模架有限公司
XXXX模架有限公司
XXXX模架有限公司
XXXX模架有限公司
XXXX模架有限公司
XXXX模架有限公司
XXXX模架有限公司
XXXX模架有限公司
XXXX模架有限公司
XXXX模架有限公司
XXXX模架有限公司
XXXX模架有限公司
XXXX模架有限公司
XXXX模架有限公司
XXXX模架有限公司
XXXX模架有限公司
XXXX模架有限公司
XXXX模架有限公司
XXXX模架有限公司
XXXX模架有限公司
XXXX模架有限公司
XXXX模架有限公司。
模具的使用及维护说明书

模具的使用及维护说明书一.模具的使用说明:1.模具的工作过程压力机滑块上升后,模具打开,把条料从总装图中所示位置(正面)送入利用导料销和定位销进行初定位,冲裁开始时,落料凹模推件块首先接触条料。
当压力机滑块下行时,凸凹模的外形和落料凹模共同作用下冲出零件外形。
与此同时,冲孔凸模凸凹模在内孔共同作用下冲出零件内孔。
冲裁变形完成后,滑块回升时,橡胶反弹力作用于推件块并使其把卡在落料凹模内的零件推出,而卸料板在弹簧反弹力的作用下将条料从凸凹模推出,从而完成一次完整的冲裁过程。
二.模具的维护说明:1. 按总装图纸正确装配模具,并保证模具结构如图所示。
按设计说明书中所选的压力机(JC23-35:350KN,最大闭合高度=280的开式双柱可倾压力机)安装模具在工作台面上,并正确安装模具,保证模具中心与压力机的中心重合。
2. 打开模具确认模具型面无异物,确定定位销位置正确。
确定模具导板面无异物。
打开压力机,空合模数次,保证能正确运动和定位。
3. 按模具设计参数调试模具并生产。
4. 模具使用过程中操作人员应该在模具前端两侧。
模具使用时应该经常检查模具的工作台面和工作刃口,清除材料的积瘤,排除在不正确使用过程中的废料。
以免发生废料胀模,导致模具破裂。
5. 模具在使用过程中发出异常声音应立即停止工作,由现场的模具工检查并排除故障,模具应该在存放状态装卸。
6. 请客户严格按照上述程序使用模具,严禁人体或异物在模具工作区间内,否则会造成人身伤害,损坏。
7.模具每次使用后应保养压料面,型面应除材料积瘤。
8.存放前清洁压料面,型面和导板面,并要涂油后方合模存放。
9. 模具应该放在木方上,并保证摆放不倾斜。
以保证导柱导套正确配合。
10.建议客户每生产3000到5000件后,按12条保养模具以及延长使用寿命。
11.定期检查模具上个零件是否损坏,如有损坏及时更换。
12.工作时注意安全,防止发生意外事故。
13.模具在工作过程中会产生大量的热量,因此每天只能总则一定的时间后则要停机休息,否则会降低模具的寿命。
寿司模具使用说明(精选5篇)

寿司模具使用说明(精选5篇)第一篇:寿司模具使用说明制作圆形寿司使用模具:1+7+3制作心形寿司使用模具:1+4+2制作三角形寿司使用模具:1+4+8制作正方形寿司使用模具:6+8+5制作长方形寿司使用模具:1+8+5商品規格说明:心形的是:20X7.4X6.2CM,做出来的寿司的尺寸是:5.5x3x1.8cm 圆型的是:20*7.2*6CM,做出的寿司尺寸:5.5*2CM 小方型的是:19.3*3.5*4.1CM,做出的寿司:2.5*2*3.2CM(不含刀,普通刀即可使用)随着生活水准与保健意识的提高,人们越来越喜爱更简便和健康的饮食。
日式料理普遍受人欢迎,皆因其脂肪含量低,且采用最新鲜的食材。
本公司的寿司制作器乃由日本名厨师精心设计,方便您在府上轻而易举地制作寿司。
可制作的寿司种类包括:大正方形寿司小正方形寿司圆形寿司三角形-金字塔形寿司握寿司手卷寿司军舰寿司用法指南制作寿司寿司包法寿司有多种包法,最受欢迎者包括下列几种:用海苔包—最受喜爱的寿司包法。
海苔又称为紫菜,各大超级市场的和风食材部均有出售。
用保鲜膜包—将透明的保鲜膜切成海苔般大小,包好寿司后,剥除膜层即可上桌。
用面粉或麦粉墨西哥薄饼皮包—方法与海苔相同。
用奶油乳酪、墨西哥酪梨沾酱或炸豆泥沾湿,以增加黏性。
用水果包—放在保鲜膜上,然后加入所有配料。
让您享尽‘鲜果寿司’的美味。
用炒蛋皮包—放在保鲜膜上,包法与一般的寿司皮相同。
(参阅炒蛋的菜谱)米饭建议使用寿司米或短梗米。
米饭的煮法:用料:2帄杯米加2满杯水。
寿司醋调配法:½杯米醋 1茶匙盐 3大匙糖 1大匙植物油(糖和醋可按个人口味酌量加减。
敬请留意醋和寿司米包装上的指示。
)做法:将米放入Noxxa多用途电压力锅的内锅里。
把米洗净,沥干。
重复多次直至洗米水变清澈为止。
若使用寿司米,只应冲洗一次,或按照包装上的指示。
把米沥干。
加入2满杯水。
用高压烹煮8分钟。
用余温再煮5分钟。
模具使用说明书.2009.10.08
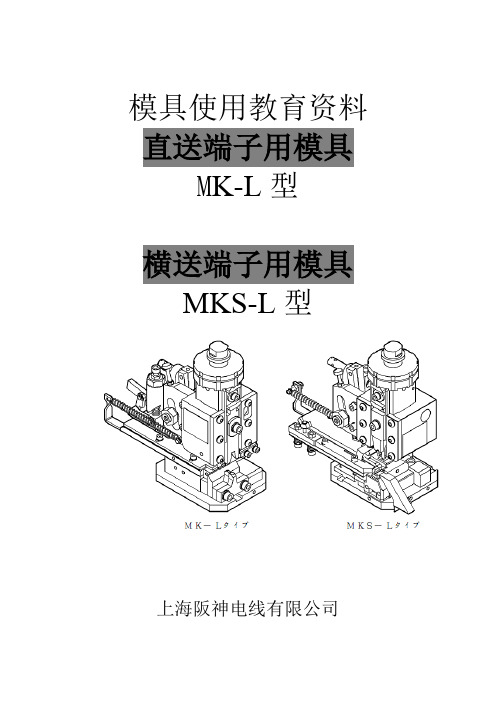
模具使用教育资料直送端子用模具M K-L型横送端子用模具MKS-L型上海阪神电线有限公司目次1.仕样 (3)2.装模及卸模2-1.装模 (4)2-2.卸模 (5)3. 装端子及卸端子3-1.往压着机上装端子 (5)3-2.往模具上装端子 (6)3-2.从模具上卸端子 (6)4. 保护罩的安装 (7)5. 加油装置的安装 (7)6. 压着高度的调整6-1.通过刻度转盘调整 (8)6-2.通过调整块调整 (9)7. 部品更换7-1.压着上型(A)、(B)的更换 (10)7-2.切断上刃的更换 (11)7-3.压着下型(A)、(B)及切断刃的更换 (12)8. 调整8-1.送端子位置的微调整 (14)8-2.送料爪的送料量大小调整 (16)8-3.喇叭口及尾部余留长度的调整 (17)8-4.冲压挡板的调整 (18)9. 清扫·加油9-1.清扫 (20)9-2.加油 (20)10. 主要部品名10-1.MK-L型部品分解图 (21)10-2.MK-L型部品清单 (22)10-3.MKS-L型部品分解图 (23)说明:为了作业现场担当者能够正确安装及使用模具,特此作了此份直送端子用模具【MK-L型】及横送端子用模具【MKS-L型】的使用说明书。
模具使用之前请务必阅读该使用说明书。
在对模具的操作方法有充分的认识、理解的前提下,指导作业员模具的操作方法。
此外,该使用说明书上简单的记载了部品的更换及调整方法,可以灵活利用。
需指出的是此份说明书上举例说明用的压着机型号【AP-K2N】,主要通过说明模具的标准构成来代表性的阐述。
该使用说明书上有不明白的及不能理解的事项时,请致电下记营业所技术课或买卖方。
安全上的注意事宜该使用说明书上可能会引起人身事故的注意事项用【警告】揭示,可能会引起机械、设备的破损及影响性能的注意事项用【注意】揭示!警告●作业时务必装上安全盖,为了防止压到手指。
●以下几种情况下为了安全起见,请务必关掉压着机的电源,从电源插座上拔出插头。
江苏赛摩6105积算仪操作说明

赛摩6105给料机控制器操作维护手册VER 3.0江苏赛摩集团有限公司地址:徐州经济开发区科技园邮编:221004电话:8 传真:87885858网址:Email:声明感谢您选择赛摩公司产品!本用户手册是赛摩公司所销售设备的操作指导。
本手册版权归江苏赛摩集团有限公司所有(以下简称赛摩公司)。
未经赛摩公司事先书面许可,任何单位或个人不得翻印或复制。
赛摩公司对本手册不做任何担保,对手册中印刷错误及用户对本手册可能造成的误解不负任何责任。
本手册内容如与所购设备有任何出入,赛摩公司保留最终解释权。
本手册中的内容如有变动,恕不另行通知。
如果你在使用设备中发现问题,请拨打赛摩公司客服电话0、87793651。
感谢您的理解与支持。
危险、警告和提示危险:不当的操作将导致严重的人身伤害甚至死亡警告:不当的操作将导致人身伤害提示:表示可以帮助您更好地使用本产品的重要信息安全信息请仔细阅读本章列出的各项安全使用事项,并在使用中严格执行。
这将有助于防止损坏设备、延长设备使用寿命、保证您正常的使用和维护设备,确保您的人身安全。
★请首先读懂随机附带的相关文件!★为了您的人身安全和本产品的正常使用,请务必确认您所提供的交流电源,能否满足本产品的电源信息。
请使用三芯电源插座且具有可靠的接地端子,否则机壳将会带电。
在接触机箱时可能会产生麻、痛等轻微触电感觉。
另外,也请确保显示器及其他外设产品的额定电压与您所在地区的交流电源电压相匹配。
★雷电可能会对本产品甚至您的人身安全造成损害。
请注意防雷。
★当您打算移动本产品时,请务必断开本产品上连接的所有电缆;不要在开机状态时移动设备。
★在没有切断系统电源的情况下,请不要插拔任何部件以及与外部的连线。
★尽量避免运行途中的突然断电,这也容易造成设备的损坏。
★请不要私自打开机器外壳,请由专业人士进行此项工作。
★注意防潮,切勿将水或其它液体泼洒到设备上,一旦不小心发生这种情况,应立即切断设备电源。
MT70 立体力学实验设备操作手册说明书

1KGS Flh Bedienungsanleitung3B SCIENTIFIC ® PHYSICSU15033 Standfestigkeitsapparat6/03 ALF®Der Standfestigkeitsapparat dient zur Demonstration der Standfestigkeit eines Objekts in Abhängigkeit der Schwerpunktlage über der Standfläche.1. Beschreibung, technische DatenDer Standfestigkeitsapparat besteht aus 3 in gleichen Abständen übereinanderliegenden Metallplatten, die mit 4 M etallstangen durch Gelenke verbunden sind. Im Schwerpunkt des Gerätes, in der Mitte der mittleren Plat-te, ist ein Senklot aufgehängt.Abmessungen: 180 mm x 150 mm x 290 mm2. PrinzipEine stabile Gleichgewichtslage eines stehenden Körpers ist nur dann gegeben, wenn das Lot auf den Mittelpunkt der Standfläche trifft. Die Standfläche hebt dann die Wir-kung der am Schwerpunkt angreifenden Schwerkraft auf.Geht das Lot nicht durch diesen Punkt, greift ein von der Schwerkraft hervorgerufenes Drehmoment am Schwer-punkt des Körpers an und bringt ihn zum Kippen.Im Schwerpunkt S greifen zwei Kräfte an, die Gewichts-kraft G und horizontal die Kraft F, die versucht den Kör-per um die Kante K zu kippen. Sie verursacht ein Dreh-moment M kipp = Fh mit K als Drehachse. Diesem Dreh-moment wirkt das von der Gewichtskraft hervorgerufe-ne Drehmoment M gew = Gl entgegen. Solange Fh = Gl ist,bleibt der Körper im Gleichgewicht und kippt nicht. Die Kraft F = Gh/l dient als Maß der Standfestigkeit eines mit einer Fläche aufliegenden Körpers. Je größer das Gewicht G und der Abstand l des Auftreffpunktes des Lots von der Kante K und je kleiner die Höhe h des Schwerpunkts über der Auflagefläche ist, desto größer ist die Standfestigkeit des Körpers.3. Bedienung•Den Standfestigkeitsapparat auf eine horizontale Un-terlage stellen.•Dem Gerät verschiedene Neigungen erteilen.•Gleichgewicht ist stabil, wenn der Schwerpunkt über der Auflagebasis liegt.•Gleichgewicht ist labil, wenn der Schwerpunkt über der Kippungskante liegt. (Ein kleiner Stoß reicht zum Umkippen aus.)•Wenn der Schwerpunkt nicht mehr über der Auflage-basis oder über der Kippungskante liegt, kippt der Standfestigkeitsapparat von selbst um.•Schwerpunktlage ist durch das Lot immer erkennbar.•Kraft, die zum Umkippen des Geräts erforderlich ist,mit einem in der seitlichen Öse befestigtem 10 N Kraftmesser bestimmen.3B Scientific GmbH • Rudorffweg 8 • 21031 Hamburg • Deutschland • • Technische Änderungen vorbehalten 1Metallplatte 2Lot3Metallstange 4Gelenk4123。
GJT共晶台使用说明书双吸嘴
GJT-450共晶台使 用 说 明 书中国电子科技集团公司第二研究所目 录1.产品概述..................................................................................................................................1.1. 产品名称和型号 ................................................................................................................1.2. 主要技术指标 .....................................................................................................................1.3.主要使用性能 ...................................................................................................................2.设备组成..................................................................................................................................2.1 机械结构 ...............................................................................................................................2.2 电气软硬件 ..........................................................................................................................2.2.1 电气硬件 .......................................................................................................................2.2.2 电气软件 ................................................................................. 错误!未定义书签。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
重量
约 6.5kg
进给量 压接高度调整
30mm 以下
度盘旋转方式 金属线部:8 级 绝缘部:8 级
***处根据可压接的端子而不同。 例)端子 STO-61T-250N 的场合
压接模部型号:MK/STO-61-250N 主体+压接模组合型号:APLMK STO61-250N
MKS-L 型 横进给端子用
6. 压接高度的调整 6-1. 利用度盘调整 ·················································································································8 6-2. 利用调节块调整 ·············································································································9
主体部型号
MKS-L
压接模部型号
MK/***
主体+压接模组合型号 APLMK ***
重量
约 6.4kg
进给量 压接高度调整
30mm 以下
度盘旋转方式 金属线部:8 级 绝缘部:8 级
***处根据可压接的端子而不同。 例)端子 SPH-002T-P0.5S 的场合
压接模部型号:MK/SPH-002-05S 主体+压接模组合型号:APLMK SPH002-05S
顺序7
最后,请确认金属线部调整度盘在 H 的位 置、绝缘部调整度盘在 8 的位置。这是为了 防止过压而造成压接模的破损。
No. OM-703547 Rev. 1
2003 年 10 月 30 日 2004 年 5 月 12 日
使用说明书
纵进给端子用附件 MK-L 型
横进给端子用附件 MKS-L 型
MK-L 型
MKS-L 型
JST 日本压着端子制造株式会社
OM-703547 Rev. 1
目录
1. 规格 ··············································································································································3
7. 部件更换 7-1. 压接上型(A)、(B)的更换 ······················································································10 7-2. 切断上刃的更换 ···········································································································11 7-3. 压接下型(A)、(B)及切断刃的更换 ·······································································12
TEL. +852-24137979 FAX. +852-24111193
TEL. +86-21-5048-2225 FAX. +86-21-5064-4297
-1-
OM-703547 Rev. 1
安全注意事项
本使用说明书,将若不遵守则可能造成人身事故的注意事项记载在【 警示】的标题之后。 此外,将若不遵守则可能造成机器或设备破损、性能不良的注意事项记载在【 注意】的标题之后。
9. 清扫·加油 9-1. 清扫·······························································································································20 9-2. 加油·······························································································································20
警示
O 有夹伤手指的危险,务请安装安全罩进行压接作业。 O 以下的场合,请关闭压接机电源,并拔下电源线的插头,以确保安全。
① 在压接机中安装附件时。卸下附件时。 ② 在附件中插入端子时。拔出端子时。 ③ 进行压接机的手动操作时。 ④ 在压接机中安装附件的状态下进行调整时。 O 使用喷气枪清扫附件时,微细的金属粉可能进入眼睛。请配戴保护眼镜,并注意不要吹喷到周围 人的身上。
3. 端子的安装 3-1. 往压接机安装端子··········································································································5 3-2. 将端子装入附件 ·············································································································6 3-3. 从附件卸下端子 ·············································································································6
OM-703547 Rev. 1
导向盒(导向用) 盒座 保护橡皮
顺序3 请将嵌在附件导板上的保护橡皮卸下。
顺序4
请将附件放在盒座,并在向左侧按压进给杆 的同时,将导板抬高至模柄进入冲头的位 置。
顺序5
在顺序 4 的状态下,请将附件沿着压接机的 导向盒(导向用)按入模板可触及定位座的 位置。
顺序6 请将顺序 1 拧开的 2 根 M6 螺栓牢固拧紧。
10. 主要部件名称 10-1. MK-L 型附图 ················································································································21 10-2. MK-L 型部件目录 ········································································································22 10-3. MKS-L 型附图 ··············································································································23 10-4. MKS-L 型部件目录 ······································································································24
4. 安全罩的安装 ······························································································································7
5. 涂油装置的安装 ··························································································································7
2. 附件的安装、卸下 2-1. 附件的安装 ·····················································································································4 2-2. 附件的卸下 ·····················································································································5
MK-L 型 MKS-L 型
-3-
2. 附件的安装、卸下
MK-L/MKS-L 型通用
警示
O 附件的安装、卸下时,请在拔下压接机电源线插头的状态下进行。
2-1. 附件的安装
顺序1 请将压接机的导向盒(固定用)的 2 根 M6 螺栓拧开。(勿拧开其它螺栓。)
顺序2 请将粘附在压接机盒座上面及附件模板下 面的尘埃等用棉纱头等清除。
注意
O 压接作业之前,务请确认端子、使用电线、压接模的组合是否正确。 若组合不正确,则不仅无法获得压接性能也可能成为压接模破损的原因。
O 压接模具有安装顺序,部件更换时请正确安装。 敝公司备有压接模部件的组装拆卸图,忘记安装顺序的场合,请向敝公司营业所索取。
O 为了防止生锈,请定期用防锈油涂抹附件整体。
Unit A, 15/F., C.D.W. Building, 382-392, Castle Peak Load, Tsuen Wan, N.T., Hong Kong, CHINA
55 Fu Te South Road, Waigaoqiao Free Trade Zone, Pudong Shanghai, 源自00131 CHINA-2-
OM-703547 Rev. 1
1. 规格