铸铁标准 EN 1561
各国铸件标准号

承压铸钢 : ISO 4991:1994
普通工程用铸钢 : ISO 3755:1991
工程与结构用高强度铸钢 : ISO 9477:1992
日本 标准:
灰铸铁 : JIS G5501(1995)
球墨铸铁 : JIS G5502(1995)
低温用铸钢 : A32—053(1992)
奥氏体中锰铸钢 : NF A32—051(1981)
压力容器用铸钢 : NF A32—055(1985)
ISO 标准:
灰铸铁 : ISO 185:1988
球墨铸铁 : ISO 1083:1987
可锻铸铁 : ISO 5922:1981
耐热铸铁 : GB/T 9437-1988
耐蚀铸铁 : GB/T 8491-1987
工程与结构用铸钢 : GB/T 11352—1989
工程与结构用铸钢 : JB/T 6402—1992
不锈、耐蚀铸钢 : GB/T 2100—1980
耐热铸钢 : GB/T 8492—1987
德国 标准:
灰铸铁 : DIN 1691-1985
球墨铸铁 : DIN 1693(Pt.2)-1997
蠕墨铸铁 : DIN 1693(Pt.2)-1997
可锻铸铁 : DIN81
奥氏体铸铁 : DIN 1694-81
俄国 标准:
灰铸铁 : ГOCT 1412-1985
球墨铸铁 : ГOCT 7293-1985
可锻铸铁 : ГOCT 1215-1979
抗磨铸铁 : ГOCT 1585-1985
特殊性能合金铸铁 : ГOCT 7769-1982
铸铁标准EN1561

铸铁标准EN1561不同国家对灰铁材质牌号的解释欧洲标准EN 1561 简介灰铁铸件是以铁和碳为基础的铸造合金,后者主要以薄片状石墨微粒的形式呈现。
灰铁的性能取决于石墨的形式和分布状态,及矩阵结构。
本标准按不同的机械性能,或者抗拉,或者硬度,对灰铁进行了分类。
灰铁的其它技术参数在附录A到C中列出。
附录A “除表1和2的其它机械和物理性能信息”附录B “硬度与抗拉强度的关系”附录C”灰铁抗拉强度,硬度及截面厚度间的关系”注:该标准不含灰铁件技术交付条件。
交付条件参考EN 1559-1和EN 1559-3。
1.范围本标准描述了砂铸或相当热扩散率铸件非合金或低合金灰铁的性能。
本标准灰铁性能描述如下:a)单独铸造的试棒,或在定单接受时生产商和采购方一致同意,即时试棒或从铸件上切取的试棒(看图表1)的抗拉强度。
b)定单接受时生产商和采购方一致同意,在铸件(看图表1),或即时试棒上进行的材料硬度检测。
本标准对prEN 877-1下的灰铁管或接头零件不适用。
本标准按抗拉强度与布氏硬度分别描述了6种灰铁(见表1,表2)。
2 参考标准本标准由其它过期及未过期的参考文件组成。
这些参考文件在本文的适当地方作了标注,包括出版情况。
对过时的文件,本标准通过修改或修订,将其纳入本规范.对未过时的文件,其最新版本适用.EN 1559-1铸造-技术交付条件-第1部分:总则EN 1559-3铸造-技术交付条件-第3部分:铸铁件的其它要求EN 10002-1金属材料-抗拉测试-第1部分:测试方法(环境温度)EN 10003-1金属材料-布氏硬度测试-第1部分:测试方法注:拟定本标准用到的参考文件,在文章适当的位置作了标注,在参考目录,附录D也有标注。
3.定义本标准采用下述定义:3.1 灰铁活性碳以石墨,主要是以薄片状(薄碳)形式出现的铁-碳铸造材料。
注:石墨结构与分布按EN ISO 945的规定。
3.2 相关硬度根据经验,测量硬度与从抗拉强度计算出来的硬度的比率(也称为RH)。
HT标准对照表
相应的金相组织
HT100
H145
≤170
铁素体
HT150
H175
150~200
铁素体+珠光体
HT200
H195
170~220
珠光体
HT250
H215
190~240
珠光体
HT300
H235
210~260
珠光体(孕育铸铁)
HT350
H255
230~280
珠光体(孕育铸铁)
灰铸铁的化学成分实例(质量分数)(%)
2~5
80~90
80~110
HT250
800~1000
250~350
4~8
100~140
100~130
HT300
1000~1200
300~450
7~10
120~160
120~140
HT350
1100~1300
350~500
9~11
140~180
130~160
灰铸铁的硬度等级与硬度范围
型号
硬度等级
铸件上的硬度范围
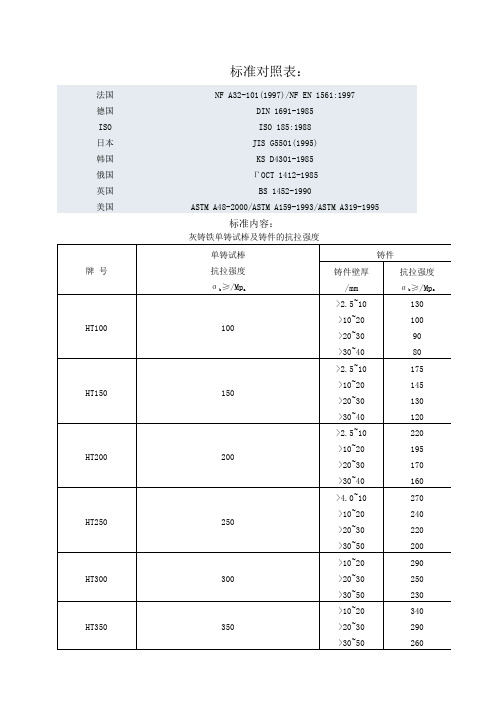
标准内容:
灰铸铁单铸试棒及铸件的抗拉强度
牌号
单铸试棒
抗拉强度
σb≥/Mpa
铸件
铸件壁厚
/mm
抗拉强度
σb≥/Mpa
HT100
100
>2.5~10
>10~20
>20~30
>30~40
130
100
90
80
HT150
150
>2.5~10
>10~20
>20~30
>30~40
DIN_EN_1563_2012-03
2012年5月国家前言此标准由欧洲标准化委员会铸造技术CEN/TC 190编写(秘书处:德国)。
参与此标准编写的德国团体有铸造生产标准委员会,NA-036-00-01工作委员会。
此标准与DIN EN 1563:2005-10版的不同之处主要体现在以下几方面:a)增加了有关固溶强化铁素体级球墨铸铁信息(参见概述);b)条款3“术语与定义”的扩展:—铁素体-珠光体级球墨铸铁(3.2)—固溶强化铁素体级球墨铸铁(3.3)—铸态试块(3.5)—单铸试块(3.6)—同型无附着附铸试块(3.7)—附铸试块(3.7)—相关壁厚(3.9)c)采用了表1,2,3中以相关壁厚为依据的机械性能分类,取消了以硬度为依据的分类(EN 1563:1997附件A)—表1,2为铁素体-珠光体级球墨铸铁的调整,及其在3种相关壁厚范围分类下,不同类型试块的最小冲击值要求。
—表3为固溶强化铁素体级球墨铸铁,及其在3种相关壁厚范围分类下,不同类型试块的最小机械性能要求。
—表4为铸件相关壁厚与试块类型、尺寸及其做拉伸测试试棒尺寸之间的联系。
d)附件—附件A供参考,为固溶强化铁素体级球墨铸铁补充信息。
—附件B(供参考)取代了之前EN 1563:1997附件D,主要涉及在3种相关壁厚范围分类下,由本体试块加工而成的试样所测机械性能的参考值。
—附件C(供参考)为硬度参考值。
—附件D(供参考)为球化率参考信息。
—附件E(供参考)取代了之前EN 1563::1997附件B,补充了关于固溶强化铁素体级球墨铸铁机械性能的相关信息。
之前EN 1563:1997附件E“试验装置结构和试验次数”已删除。
增加的新附件如下:—附件F(概述)“球墨铸铁断裂韧度、冲击功和延展性”—附件G(标准)“试块切割步骤”—附件H(概述)“EN 1560[1]与ISO/RT 15931[24]球墨铸铁材质牌号对照”—附件I(概述)“无缺口冲击测试”先前版本DIN 1693:1961-09DIN 1693-1:1973-10DIN 1693-2:1977-10DIN EN 1563:1997-08,2002-08,2003-02,2005-10英文版铸造-球墨铸铁本欧洲标准由CEN于2011年11月12日批准。
最新EN15614-1汇总

All rights reserved BV I&F China
11
欧洲相关焊接标准
►ISO 15608 材料分组
基于化学成分和最小屈服强度。 钢分组为1-11组
欧洲材料分组:ISO/TR 20172 美国,日本 材料分组:ISO/TR 20173 练习:
材料1:16MnR,Q235B
材料2:SA516 GR70, SA105
All rights reserved BV I&F China
20
EN 15614-1
► 支管连接 a: min 150mm 适用于全焊透的接头(骑座式、插入式或全插入式)或角焊缝
All rights reserved BV I&F China
ISO 15613: 基于预生产焊接试验。唯一可靠的评定方法。电弧焊,气焊,电子束焊,激光焊, 电阻焊.
All rights reserved BV I&F China
2
欧洲相关焊接标准
►ISO 15607 金属材料焊接工艺及评定-通则
与焊接工艺及评定相关的标准细节
All rights reserved BV I&F China
ISO 15610: 基于试验焊接材料。适用于一些材料了,对热影响区没有显著影 响,电弧焊,气焊。
ISO 15611: 基于以前焊接经验。适用于以前大量的可比较的项目,接头和材料。 电弧焊,气焊,电子束焊,激光焊,电阻焊
ISO 15612: 类似焊接工艺试验。但标准焊接工艺需得到检验人员和检验机构热认可。
13
欧洲相关焊接标准
►NDT 相关标准
VT: EN970, ISO 5817 PT: EN571-1, EN1289 MT: EN1290 (ISO 17638), EN1291 (ISO 23278) RT: EN1435, EN12517 UT: EN1714,EN1712
HT标准对照表
-
-
-
170
160
205
180
165
150
HT300
>20~40
>40~80
>80~150
>150~300
260
235
-
-
-
(230)
210
195
(250)
225
-
-
-
-
200
185
245
215
195
180
HT350
>20~40
>40~80
>80~150
>150~300
300
270
-
-
-
(265)
HT200
<30
30~50
>50
3.2~3.5
3.1~3.4
3.0~3.3
1.6~2.0
1.5~1.8
1.4~1.6
1.7~0.9
0.8~1.0
0.8~1.0
0.15
0.15
0.15
0.12
0.12
0.12
HT250
<30
30~50
>50
3.0~3.3
2.9~3.2
2.8~3.1
1.4~1.7
1.3~1.6
HT300
80%~95%片状石墨,5%~20%过冷石墨,长度30~120μm,含量3%~6%
珠光体>98%中细片状,二元磷共晶<2%
HT350
75%~90%片状石墨,10%~25%过冷石墨,长度60~250μm,含量2%~4%
珠光体>98%细片状,二元磷共晶<1%
中文版 铸造BS EN 1563-1997---球墨铸铁

BS EN 1563:1997 参见附录 C。
3. 定义 基于编制本标准的目的,采用以下定义: 3.1 球墨铸铁 为铁和碳基的铸造材料、碳基元素在材料中主要以球形石墨颗粒的形式存在。 3.2 石墨球化处理 将液态铁引入一种物质中与之接触使之在固化过程中产生球形石墨的处理过程。 4. 标识 材料应以表 1、表 2、表 3 和表 4 给定的分子式或材料型号标识。 5. 订单信息 买方应在询价函和订单中说明如下信息: a) 本欧标准的编号(EN 1563); b) 材料标识牌号; c) 经买卖双方商定的在接受订单时提出的任何特别要求。
www.bzfxw.com 8 抽样
8.1 一般原则 8.2 分铸样品 8.3 熔补样品 8.4 从铸件上切取的样品 9 测试方法 9.1 拉力试验 9.2 冲击试验 9.3 硬度试验 10 重复测试 10.1 重复测试的必要条件 10.2 重复试验的步骤 附录 A (规范性引用文件)根据硬度进行的分类 附录 B (参考性资料) 球墨铸铁的技术资料 附录 C (参考性资料) 参考书目 附录 D (参考性资料) 对于从切割于铸件的样品上制取的试样而进行的 0.2%试验应力的指导意义 附录 E (参考性资料) 测试单元的组成和测试数量 图 1 分铸样品(选择 1) 图 2 分铸样品(选择 2) 图 3 分铸样品(选择 3)
1997 年 6 月 +A1 2002 年 5 月
关键词:铸造工程,、铸铁、铸造物、等级、质量、标识、分类、机械性能、抗拉强度、延伸度、硬度、机械测试、取 样
英语版
铸造---球墨铸铁
(包括修正文件 A1:2002)
本欧洲标准于 1997 年 5 月 2 日经 CEN 批准通过,修正文件也于 2002 年 4 月 11 日由 CEN 批准通过。 CEN 成员必须遵守 CEN/CENELEC 国际法规,保证完整且无变更地给予本欧洲标准相当于国家标准
EN156141焊接工艺评定
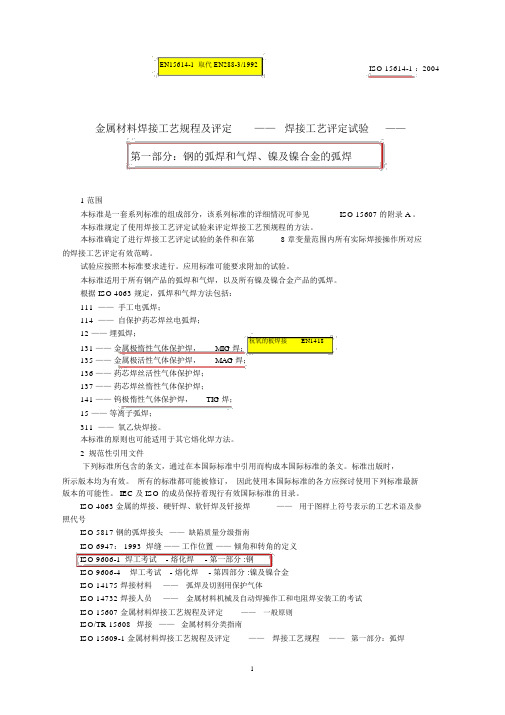
EN15614-1 取代 EN288-3/1992ISO 15614-1 :2004金属材料焊接工艺规程及评定——焊接工艺评定试验——第一部分:钢的弧焊和气焊、镍及镍合金的弧焊1 范围本标准是一套系列标准的组成部分,该系列标准的详细情况可参见ISO 15607 的附录 A 。
本标准规定了使用焊接工艺评定试验来评定焊接工艺预规程的方法。
本标准确定了进行焊接工艺评定试验的条件和在第8 章变量范围内所有实际焊接操作所对应的焊接工艺评定有效范畴。
试验应按照本标准要求进行。
应用标准可能要求附加的试验。
本标准适用于所有钢产品的弧焊和气焊,以及所有镍及镍合金产品的弧焊。
根据 ISO 4063 规定,弧焊和气焊方法包括:111——手工电弧焊;114——自保护药芯焊丝电弧焊;12 ——埋弧焊;杭氧的板焊接EN1418131 ——金属极惰性气体保护焊,MIG 焊;135 ——金属极活性气体保护焊,MAG 焊;136 ——药芯焊丝活性气体保护焊;137 ——药芯焊丝惰性气体保护焊;141 ——钨极惰性气体保护焊,TIG 焊;15 ——等离子弧焊;311——氧乙炔焊接。
本标准的原则也可能适用于其它熔化焊方法。
2规范性引用文件下列标准所包含的条文,通过在本国际标准中引用而构成本国际标准的条文。
标准出版时,所示版本均为有效。
所有的标准都可能被修订,因此使用本国际标准的各方应探讨使用下列标准最新版本的可能性。
IEC 及 ISO 的成员保持着现行有效国际标准的目录。
ISO 4063 金属的焊接、硬钎焊、软钎焊及钎接焊——用于图样上符号表示的工艺术语及参照代号ISO 5817 钢的弧焊接头——缺陷质量分级指南ISO 6947: 1993 焊缝——工作位置——倾角和转角的定义ISO 9606-1 焊工考试- 熔化焊- 第一部分 :钢ISO 9606-4焊工考试- 熔化焊- 第四部分 :镍及镍合金ISO 14175 焊接材料——弧焊及切割用保护气体ISO 14732 焊接人员——金属材料机械及自动焊操作工和电阻焊安装工的考试ISO 15607 金属材料焊接工艺规程及评定——一般原则ISO/TR 15608焊接——金属材料分类指南ISO 15609-1 金属材料焊接工艺规程及评定——焊接工艺规程——第一部分:弧焊ISO 15609-2 金属材料焊接工艺规程及评定——焊接工艺规程——第二部分:气焊ISO 15613 金属材料焊接工艺规程及评定——基于预生产试验的评定EN 571-1 无损检验——渗透检验——第一部分:一般原则EN 875金属材料焊缝的破坏性试验——冲击试验——试样部位、缺口方向及试验EN 895金属材料焊缝的破坏性试验——横向拉伸试验EN 910金属材料焊缝的破坏性试验——弯曲试验EN 970:1997 熔化焊焊缝的无损检验——外观检验EN 1011-1 焊接——金属材料焊接推荐工艺——第一部分:弧焊的一般原则EN 1043-1 金属材料焊缝的破坏性试验——硬度试验——第一部分:弧焊接头的硬度试验EN 1290焊缝的无损检验——焊缝的磁粉检验EN 1321金属材料焊缝的破坏性试验——焊缝的宏观和显微金相检验EN 1435焊缝的无损检验——焊接接头的射线探伤EN 1714焊缝的无损检验——焊接接头的超声波探伤EN 12062焊缝的无损检测——金属材料的一般原则3术语和定义出于本标准的目的,采用了ISO 15607 中的术语和定义。
EN1563球墨铸铁
第2页
DIN EN 1563:1997-08 本标准中所使用的球墨铸铁等级与以前在 DIN1693-1 和 DIN 1693-2 中所使用的球墨铸铁等级相互关联的清单。 在 DIN EN 1563 中的指定 符 号 材 料 号 材 0.7033 ----0.7043 ----0.7040 --0.7050 0.7060 0.7070 0.7080 --------0.7043 ----0.7040 --0.7050 0.7060 0.7070 ------------------料 号
7.5 石墨的结构。 。 。 。 。 。 。 。 。 。 。 。 。 。10 8.取样。 。 。 。 。 。 。 。 。 。 。 。 。 。 。 。 。 。 。 。 。 。 。 。 。10 8.1 概论。 。 。 。 。 。 。 。 。 。 。 。 。 。 。 。 。 。 。 。 。 。10 8.2 个别的铸件样本。 。 。 。 。 。 。 。 。 。 。 。10 8.3 铸造样品。 。 。 。 。 。 。 。 。 。 。 。 。 。 。 。 。 。11 8.4 从铸件上切割下来的样品。 。 。 。11 9.测试方法。 。 。 。 。 。 。 。 。 。 。 。 。 。 。 。 。 。 。 。 。 。 。 。 。 。 。 。 。 。 。12 9.2.撞击测试。 。 。 。 。 。 。 。 。 。 。 。 。 。 。 。 。 。 。12 9.3.硬度测试。 。 。 。 。 。 。 。 。 。 。 。 。 。 。 。 。 。 。12
铸造
SMS
球墨铸铁
DIN EN 1563 英文版本
DIN EN 1563
ICS 77.080.10。 描述对象:球墨铸铁。
替代 DIN 1693-1,1973 年 10 月版本。和 DIN 1693-2,1977 年 10 月版本。
中外灰铸铁牌号对照
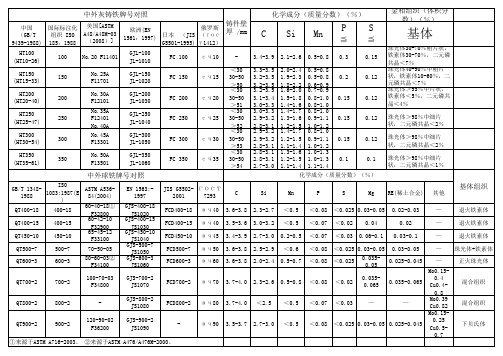
RE(稀土合金) 0.02-0.03 0.02 0.03-0.1 0.03-0.05
其他 — — — — —
基体组织
退火铁素体 退火铁素体 退火铁素体 珠光体+铁素体 正火珠光体 混合组织
<0.025 0.03-0.05 <0.02 <0.03 0.04 0.06-0.1
<0.025 0.03-0.05
化学成分(质量分数)(%) 铸件壁 厚 /mm
C
3.4-3.9 3.3-3.5 3.2-3.5 3.2-3.5 3.2-3.5 3.1-3.4 3.0-3.3 3.0-3.3 2.9-3.2 2.8-3.1 2.9-3.2 2.9-3.2 2.8-3.1 2.8-3.1 2.8-3.1 2.7-3.0
中外灰铸铁牌号对照
中国 国际标注化 (GB/T 组织 ISO 9439-1988) 185:1988 HT100 (HT10-26) HT150 (HT15-33) HT200 (HT20-40) HT250 (HT25-47) HT300 (HT30-54) HT350 (HT35-61) 100 150 200 250 300 350 美国[ASTM A48/A48M-03 (2008)] No.20 F11401 No.25A F11701 No.30A F12101 No.35A F12401 No.40A No.45A F13301 No.50A F13501 俄罗斯 欧洲(EN 日本 (JIS ( Г ОС 1561:1997) G5501-1995) Т 1412) GJL-100 JL-1010 GJL-150 JL-1020 GJL-200 JL-1030 GJL-250 JL-1040 GJL-300 JL-1050 GJL-350 JL-1060 FC 100 FC 150 FC 200 FC 250 FC 300 FC 350 с ч 10 с ч 15 с ч 20 с ч 25 с ч 30 с ч 35
HT标准对照表

>20~30
>30~40
220
195
170
160
HT250
250
>~10
>10~20
>20~30
>30~50
270
240
220
200
HT300
300
>10~20
>20~30
>30~50
290
250
230
HT350
350
>10~20
>20~30
>30~50
340
290
260
灰铸铁附铸试棒(块)的抗拉强度
标准内容:
灰铸铁单铸试棒及铸件的抗拉强度
牌号
单铸试棒
抗拉强度
σb≥/Mpa
铸件
铸件壁厚
/mm
抗拉强度
σb≥/Mpa
HT100
100
>~10
>10~20
>20~30
>30~40
130
100
90
80
HT150
150
>~10
>10~20
>20~30
>30~40
175
145
130
120
HT200
200
>~10
铁素体
HT150
H175
150~200
铁素体+珠光体
HT200
H195
170~220
珠光体
HT250
H215
190~240
珠光体
HT300
H235
210~260
en-gjs600参考标准
en-gjs600参考标准
EN-GJS-600是一种球墨铸铁材料,其参考标准是欧洲标准EN 1563。
EN 1563标准涵盖了球墨铸铁的材料和机械性能要求,以及
其化学成分、拉伸性能、硬度、冲击韧性等方面的要求。
根据EN 1563标准,EN-GJS-600球墨铸铁的化学成分应包括一定比例的碳、硅、锰、磷和硫等元素,并且其机械性能应满足一定的要求范围。
此外,EN 1563标准还规定了EN-GJS-600球墨铸铁的铸造特性、热
处理方法和质量检验等方面的要求。
从材料的角度来看,EN-GJS-600球墨铸铁具有较高的拉伸强度、抗压强度和硬度,适用于要求高强度和耐磨性能的工程应用。
从标
准的角度来看,EN 1563为EN-GJS-600球墨铸铁提供了统一的技术
规范和质量控制要求,有利于材料的生产和应用。
此外,该标准的
制定也为不同国家和地区之间的贸易和合作提供了技术上的便利。
总的来说,EN-GJS-600球墨铸铁的参考标准EN 1563在材料的
化学成分、机械性能、加工工艺和质量控制等方面提供了具体的要
求和指导,有利于该材料在工程领域的应用和推广。
灰铸铁 EN1561

Diffusé par NF EN 1561 Octobre 1997Ce document est à usage exclusif et non collectif des clients Normes en ligne.Toute mise en réseau, reproduction et rediffusion, sous quelque forme que ce soit,même partielle, sont strictement interdites.This document is intended for the exclusive and non collective use of AFNOR Webshop(Standards on line) customers. All network exploitation, reproduction and re-dissemination,even partial, whatever the form (hardcopy or other media), is strictly prohibited.Boutique AFNORPour : NOVA AGENCY SRLCode client : 23435823Commande : N-20030909-040174-Tle 9/9/2003 - 11:0711992Published and distributed by Association Française de Normalisation (AFNOR — French standard institute) — 11, avenue Francis de Pressensé —93571 Saint-Denis La Plaine Cedex — Tel.: + 33 (0)1 41 62 80 00 — Fax: + 33 (0)1 49 17 90 00 — www.afnor.frDistributed by Bureau de Normalisation des Industries de la Fonderie (BNIF), 44, av de la Division Leclerc, 92318 Sèvres Cedex — Tel.: + 33 (0)1 41 14 63 00© A F N O R 1997 — A l l r i g h t s r e s e r v e dFE038566ISSN 0335-3931NF EN 1561October 1997Classification index:A 32-101European standardFrench standard© AFNOR 1997AFNOR 19971st issue 98-03-PICS: 77.140.80FoundingGrey cast ironsF :Fonderie — Fonte à graphite lamellaireD :Gießereiwesen — Gußeisen mit LamellengraphitFrench standard approvedby decision of the Director General of AFNOR on September 5, 1997 taking effect on October 5, 1997.Replaces the approved standard NF A 32-101, dated June 1987.Correspondence The European Standard EN 1561:1997 has the status of French standard.AnalysisThis document is one of a set of standards dealing with founding products. It covers the classification of grey cast irons according to their mechanical characteristics,assessed either by tensile strength on the test piece, or Brinell hardness measured on the part.DescriptorsTechnical International Thesaurus: foundry engineering, cast iron, lamellar cast iron, designation, tensile strength, brinell hardness, tension tests, hardness tests,classifications.ModificationsAdoption of the European standard with respect to the document replaced.CorrectionsNF EN 1561:1997—2—National forewordReferences to French standardsThe correspondence between the standards figuring in the clause "Normative references" and the identical French standards is as follows:EN 1559-1: NF EN 1559-1 (classification index: A 00-500-1)EN 1559-3: NF EN 1559-3 (classification index: A 00-500-3)EN 10002-1: NF EN 10002-1 (classification index: A 03-001)EN 10003-1: NF EN 10003-1 (classification index: A 03-031)EUROPEAN ST ANDARD NORME EUROPÉENNE EUROPÄISCHE NORMEN 1561June 1997ICS 77.140.80CENEuropean Committee for Standardization Comité Européen de Normalisation Europäisches Komitee für NormungCentral Secretariat: rue de Stassart 36, B-1050 BRUSSELS© 1997 CEN –All rights of exploitation in any form and by any means reserved worldwidefor CEN national Members.Ref. No. EN 1561:1997 EDescriptors:foundry engineering, cast iron, castings, lamellar cast iron, designation, mechanical properties, tensile strength, Brinell hardness, tension tests, hardness tests, classificationsEnglish versionFounding – Grey cast ironFonderie − Fonte à graphite lamellaireGießereiwesen − Gußeisen mit LamellengraphitThis European Standard was approved by CEN on 1997-05-02. CEN members are bound to comply with the CEN/CENELEC Internal Regulations which stipulate the conditions for giving this European Standard the status of a national standard without any alteration.Up-to-date lists and bibliographical references concerning such national standards may be obtained on application to the Central Secretariat or to any CEN member.The European Standards exist in three official versions (English, French, German).A version in any other language made by translation under the responsibility of a CEN member into its own language and notified to the Central Secretariat has the same status as the official versions.CEN members are the national standards bodies of Austria, Belgium, Czech Republic, Denmark, Finland, France, Germany, Greece, Iceland, Ireland, Italy,Luxembourg, Netherlands, Norway, Portugal, Spain, Sweden, Switzerland and United Kingdom.Figure 1. Separately cast samplesAll dimensions are given in millimetresNOTE. For significance of figures in brackets se 8.2.2. Figure 2. Cast-on sample: Type 1All dimensions are given in millimetresNOTE. For significance of figures in brackets se 8.2.2. Figure 3. Cast-on sample: Type 2a) surface of castingAll dimensions are given in millimetres Figure 4. Example of a Brinell knoba)threaded b)plain Figure 5. Test piece Aa)threadedb)plainFigure 6. Test piece Ba)Brinell hardness, HBb)Tensile strength R m, N/mm2c)Relative hardness, RHNOTE. 1mm2 is equivalent to 1 MPa.Figure B.1 Relationship between Brinell hardness and tensile strength of grey cast irona) Tensile strength R m , N/mm 2b) Relevant wall thickness, mmNOTE. 1mm 2 is equivalent to 1 MPa.Figure C.1 Examples of relationship between minimum values of the tensile strength and the relevant wall thickness of simple shaped castingsa) Brinell hardness, HB 30b) Relevant wall thickness, mmFigure C.2 Typical realtionship between average values of the Brinell hardness and the relevantwall thickness of simple shaped castings。
欧标1561中文翻译
1997.8
Founding铸造
Grey cast iron灰铸铁
English version of DIN EN 1561 英文版本DIN EN 1561
DIN EN 1561
ICS 77.080.10 Descriptors: Grey cast iron. 描述词:灰铸铁 Gießereiwesen – Gußeisen mit Lamellengraphit
Supersedes DIN 1691 and Suppl 1 to DIN 1691, May 1985 editions, and DIN 50109, April 1989 edition. 取代DIN 1691 1985.5版本及其增补1,和1989.8版本 DIN50109。
European Standard EN 1561: 1997 has the status of a DIN Standard. 欧洲标准EN1561:1997符合DIN标准状态。
Continued overleaf. 包含附页
EN comprises 19 pages.
共19页
Page 2 第2页 DIN EN 1561:1997-08
National Annex NA 通用附录 NA
List of grey cast iron grades used in this standard correlated with those used previously in DIN 1691
A comma is used as the decimal marker. “,逗号”用于小数点标记。
National foreword 通用前言
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
不同国家对灰铁材质牌号的解释欧洲标准EN 1561 简介灰铁铸件是以铁和碳为基础的铸造合金,后者主要以薄片状石墨微粒的形式呈现。
灰铁的性能取决于石墨的形式和分布状态,及矩阵结构。
本标准按不同的机械性能,或者抗拉,或者硬度,对灰铁进行了分类。
灰铁的其它技术参数在附录A到C中列出。
附录A “除表1和2的其它机械和物理性能信息”附录B “硬度与抗拉强度的关系”附录C”灰铁抗拉强度,硬度及截面厚度间的关系”注:该标准不含灰铁件技术交付条件。
交付条件参考EN 1559-1和EN 1559-3。
1.范围本标准描述了砂铸或相当热扩散率铸件非合金或低合金灰铁的性能。
本标准灰铁性能描述如下:a)单独铸造的试棒,或在定单接受时生产商和采购方一致同意,即时试棒或从铸件上切取的试棒(看图表1)的抗拉强度。
b)定单接受时生产商和采购方一致同意,在铸件(看图表1),或即时试棒上进行的材料硬度检测。
本标准对prEN 877-1下的灰铁管或接头零件不适用。
本标准按抗拉强度与布氏硬度分别描述了6种灰铁(见表1,表2)。
2 参考标准本标准由其它过期及未过期的参考文件组成。
这些参考文件在本文的适当地方作了标注,包括出版情况。
对过时的文件,本标准通过修改或修订,将其纳入本规范.对未过时的文件,其最新版本适用.EN 1559-1铸造-技术交付条件-第1部分:总则EN 1559-3铸造-技术交付条件-第3部分:铸铁件的其它要求EN 10002-1金属材料-抗拉测试-第1部分:测试方法(环境温度)EN 10003-1金属材料-布氏硬度测试-第1部分:测试方法注:拟定本标准用到的参考文件,在文章适当的位置作了标注,在参考目录,附录D也有标注。
3.定义本标准采用下述定义:3.1 灰铁活性碳以石墨,主要是以薄片状(薄碳)形式出现的铁-碳铸造材料。
注:石墨结构与分布按EN ISO 945的规定。
3.2 相关硬度根据经验,测量硬度与从抗拉强度计算出来的硬度的比率(也称为RH)。
注:RH主要受原材料,熔炼工艺和金相工作方法的影响,通常处于0.8到1.2。
3.3 相关壁厚机械性能适合的壁厚注:相关壁厚是2倍的模,或两倍的量/表面的比率.4 名称材料应如表1或2按标志和数值进行命名。
5.订单信息采购方应提供下述信息:a)本标准的编号(EN 1561)b)材料的名称c)定单接受时的一些特殊要求(看EN 1559-1 和EN 1559-3)6 制造灰铁的制造方法和化学成分应该由制造商来判断,并保证定单中的材料等级符合本标准所定义的要求。
注:如果灰铁用于生产特殊用途(产品)时,其化学结构与热处理,可以在订单接受时,由生产商与采购商另成协议.7要求7.1 机械性能除EN 1559-1和EN 1559-3外,定单应该明确规定是在单独铸造试块上测量抗拉强度,或在铸件上测量布氏硬度氏特征性能。
如果没有这样做,生产商应该根据抗拉强度来确定材料。
仅在定单接受时,特征性能应该被核实。
7.2 抗拉性能7.2.1 从单独铸块上加工的试棒这6种以抗拉强度(按9.1的方法,用从单独试块上加工的试棒进行测量)来定义的灰铁的抗拉性能,应和表1种的要求保持一致。
7.2.2从即时样块上加工的试棒应与表1的要求保持一致。
7.2.3 从铸件上截取的试棒1)如果可以的话,由抗拉强度确定的六种灰铁从铸件上截取的试棒的抗拉强度,在订单接受时,应由生产商与采购方达成一致,且这些抗拉性能应该按协议的要求。
图表1:灰铁的抗拉强度1)如果使用的是即时试块,铸件的相关壁厚,在定单接受时应取得一致。
2)如果在定单接受时,抗拉强度已商定,试块的类型也需要在定单上注明(看8.2)。
如果没有商定,试块类型由制造商来判断。
3)为了接收,给等级的抗拉强度应该在其名义值n(位置5的材料符号)和(n+100)N/mm2之间. 4)该表为简单结构不同壁厚铸件和特定灰铁材料统一壁厚铸件的提供指导,对于非统一壁厚铸件或含有芯孔的铸件,表中所给值只是不同截面的抗拉强度的参考值,铸件的设计应基于铸件关键部位测量的抗拉强度.5)这些值只是指导性的,而非强制性的。
6)该值作为相关壁厚范围的下限。
7)该值对应于直径为30 mm,相关壁厚为15mm的即时试块。
注1:1N/mm2等于1Mpa。
注2:对于高阻尼容量和导热性,EN-GJL-100(EN-JL1010)是最适合的。
注3:材料名称与EN 1560一致。
注4:粗体表示相关等级的最小抗拉强度。
7.3 硬度性能6种以硬度(按9.2的方法进行测量)来定义的灰铁的布氏硬度,如表2如果不能按照EN 10003-1进行布氏硬度测试,可以选用其他方法,但应该和布氏硬度是相关值。
如果订购的铸件是基于硬度的,则接受定单接受时,相关壁厚和测试位置应达成一致。
对不同壁厚范围表2里所列出的不同等级,壁厚在(40mm,80mm)(大于40MM,小于等于80毫米)的硬度值对其壁厚范围而言是强制的。
注1:本节讲了灰铁的硬度等级.注2:原则上,机械性能与抗磨损要求比较重量时,这个分类有效.注3:对小厚度范围≤40毫米给定的硬度值,只是期望值.注4:对相关厚度超过80毫米的,等级不按硬度划分.8.1 总则试块必须提供,以确认材料等级。
如果改变材料的性能用到热处理,那么当铸件提交时,试块也需要用同样的方法进行热处理。
8.2 抗拉测试8.2.1 单独浇注的试块为确定材料等级,单独浇注的试块应如图1所示垂直浇注。
铸模可以是砂模或具有同等热扩散率的铸模。
这些铸模可以设计成可同时浇注几件样品的。
长度L应根据试棒A或B的长度(见9.1)以及所使用的夹具来决定。
铸模的其他尺寸应该符合图形1中的尺寸要求。
所有的尺寸单位都是毫米图1:单独浇注的试块.艺,生产商与采购方可以达成协议.试块应由将提交的铸件的材料来生产,且与铸件在同一时间里浇注。
单独浇注试块的频率应该与生产商所采用的工序质量保证体系一致。
试块的脱模应该在不超过500℃的温度下进行。
注:然而,制造商和购买方可以商定在超过500℃的温度脱模, 如果铸件也是在这个温度脱模的话。
8.2.2 即时试块用于按条款7所描述的测试的试棒,应该从即时试块上切取,如图2或3所示。
试棒应与7.2.2一致。
试块类型应与将提交的铸件几乎相同的冷却条件.试块及其在铸件上的位置,应由生产商和采购方达成一致。
如果没有协议,生产商可以试块类型,且应在铸件的代表性位置。
注1:图2和3里列出了两种可能的尺寸,较大试棒的尺寸选择显示在括弧里。
小尺寸的适用于壁厚小于80mm的铸件,大尺寸的适用于壁厚大于等于80mm的铸件。
长度L根据试棒的长度和夹具来确定。
注2:仅当铸件超过20mm厚且重量超过200kg时即时试块才适用。
8.2.3 取自铸件的试块表1列出了取自简式铸件的试块的最小抗拉强度值。
注:不同壁厚的铸件的值可以和表1中给出的不一样。
所有的尺寸都是毫米的所有的尺寸都是毫米的注:括号内数据的重要性,见8.2.2 注:括号内数据的重要性,见8.2.2图2:即时试块:类型1 图3:即时试块:类型28.3 硬度测试硬度测试可能按8.2.1描述的单独浇注试块进行。
另外,如果生产商和采购方达成一致,可以在如图4所示的试棒(Brinell头)上实施布氏硬度测试。
Brinell 头的位置,大小和形状,由双方定单接受时商定。
为了实施布氏硬度测试,从铸件上将试棒取出,将切面磨光,然后在光面上测试。
a)铸件表面所有标注的尺寸都是毫米的图4: Brinell头的例子如果铸件要热处理,在热处理没结束之前,Brinell 头不能离开铸件。
9.测试方法9.1 抗拉测试用如图5或6的试棒按EN 10002-1要求做抗拉测试试棒的尺寸应与表3所给尺寸一致。
夹区可以是装螺钉的,也可以是平的,以适合夹具。
a)装螺钉的b)平的图5: 试棒A a)装螺钉的b)平的图6: 试棒B注:对于一样的材质,用试棒A的实际结果可能会比用试棒B的要稍微高一点。
表3:试棒A与B的尺寸单位毫米9.2 布氏硬度测试如果要求测试布氏硬度,应该在商定的位置按EN 1003-1要求进行测试。
10 重复测试如果有不是因铸件本身的质量问题而是因下述原因造成不能接受的结果时,不进行此测试:a)试棒装配错误或测试机器操作有误b)缺陷试块或试棒的加工c)裂开以后才发现的试棒内部缺陷如出现上述情况,需要从同一测试单位上取出新的试棒,获得的结果取代有缺陷试棒的结果。
如果抗拉测试未达到最小抗拉强度要求,除以上给出的原因外,需进行两次重复测试。
如果两次重复测试通过,可以认定材料与标准一致。
如果一个或两个重复测试没有达到规定最小抗拉强度,材料应被认定为不符合该标准。
附录A(参考信息)除表1与2里列出的其它机械性能和物理属性机械性能如表A.1所示物理属性如表A.2所示定单接受时,如果生产商和采购方达成一致,可以选用备选测试程序,例如楔子渗透测试评估抗拉强度.表A.1:直径为30毫米单独浇注试棒的机械性能1)如果对机械性能或磁性有特殊要求时,那么使用EN-GJL-100(EN-JL1010)。
可以通过热处理结构更改来达到要求的性能。
EN-GJL-100(EN-JL1010)此处未提到。
抗扭疲劳强度T tw≈0.42 X Rm[3]2)取决于数量,石墨的形式以及装载3)如下大约适用为:σbw≈0.35-0.50 X Rm[3]4)如下大约适用为:σzdw≈0.53σbw≈0.26 X Rm[3]注:1N/mm2等于1Mpa。
附录B硬度和抗拉强度之间关系的附加信息硬度,抗拉强度,还有杨氏系统与给定等级灰铁的硬度系数是相互影响的,一个特征的增加将导致[7]到[9](见附件D)的其它特征值的增加.硬度与抗拉强度间存在下述经验关系.HB=RH X (A+B X Rm)通常接受的值为:A=100,B=0.44[10],[11]RH被称为相关硬度.这个参数通常在0.8到1.2之间变动.因为相关硬度的偏移,给抗拉强度与硬度(见B.1)确定一个明确的限制标准,是很困难的.关于RH的更多信息,参照文献[10]到[17].(见附件D)RH主要受原材料,熔炼工艺与冶金工艺的影响.在一个铸造厂,这些影响可以保持为一个常数.所以生产商可以指出硬度与相关的抗拉强度a)布氏硬度HBb)抗拉强度Rm,N/平方毫米c)相关硬度,RH注:1N/平方毫米等于1MPA.图B.1:灰铁布氏硬度与抗拉强度间的关系附录C:灰铁抗拉强度,硬度,壁厚关系的其它信息.图C.1提供了最小抗拉强度与相关壁厚间期望关系的其它基本信息,图C.2提供了铸件平均布氏硬度与相关厚度的关系.不是所有的铸件都可以按表2里的材料等级与相关壁厚生产的,这个在图C.2里有反映.为了达到任何硬度范围的要求,可以用不止一种材料等级,取决于相关壁厚.这说明了生产商与采购商间就铸件硬度要求以及硬度测试位置规范达成协议是非常重要的.a)抗拉强度Rm,N/平方毫米b)相关壁厚,毫米注:N/平方毫米等于1MPA图C.1:简单铸件的最小抗拉力与相关壁厚的关系的例子a)布氏硬度HB30b)相关壁厚,毫米图 C.2:简单铸件硬度平均值与相关壁厚的典型关系.。