砂轮动平衡标准
动平衡资料
动平衡精度等级标准

动平衡精度等级标准动平衡精度是指在动力机械转子旋转时,转子的质量分布和转子轴线的几何形状的精度。
动平衡精度的高低直接影响到机械设备的运行效率、安全性和使用寿命。
因此,动平衡精度等级标准是对动平衡精度进行评定和分类的重要依据,下面将介绍动平衡精度等级标准的相关内容。
一、动平衡精度等级标准的分类。
根据国际标准ISO1940《机械旋转体平衡质量要求》,动平衡精度等级被分为G等级、F等级和S等级三个等级。
其中G等级是最低的精度要求,S等级是最高的精度要求。
不同等级的动平衡精度要求适用于不同类型的机械设备,具体如下:1. G等级,适用于一般的机械设备,如风机、水泵等。
G等级的动平衡精度要求相对较低,适用于对转子平衡精度要求不高的设备。
2. F等级,适用于对平衡精度要求较高的机械设备,如离心压缩机、离心泵等。
F等级的动平衡精度要求比G等级要高,适用于对转子平衡精度要求较高的设备。
3. S等级,适用于对平衡精度要求非常高的机械设备,如高速离心机、航空发动机等。
S等级的动平衡精度要求是最高的,适用于对转子平衡精度要求非常高的设备。
二、动平衡精度等级标准的评定方法。
动平衡精度等级的评定主要依据转子的质量不平衡量和不平衡力矩。
质量不平衡量是指转子在旋转时由于质量分布不均匀而产生的不平衡现象,通常用来评定G 等级和F等级的动平衡精度;而不平衡力矩是指转子在旋转时由于几何形状不对称而产生的不平衡现象,通常用来评定S等级的动平衡精度。
评定动平衡精度等级的方法一般包括静平衡试验和动平衡试验。
静平衡试验是在静止状态下测量转子的不平衡量,用来评定质量不平衡量;而动平衡试验是在旋转状态下测量转子的不平衡力矩,用来评定不平衡力矩。
通过这些试验数据,可以对转子的动平衡精度等级进行准确评定。
三、动平衡精度等级标准的重要性。
动平衡精度等级标准的制定和执行对于保障机械设备的安全运行和提高设备的使用寿命具有重要意义。
合理的动平衡精度等级标准可以保证机械设备在运行时不产生过大的振动和噪音,减少设备的磨损和故障率,提高设备的运行效率和稳定性。
砂轮平衡图解 (2)
3.
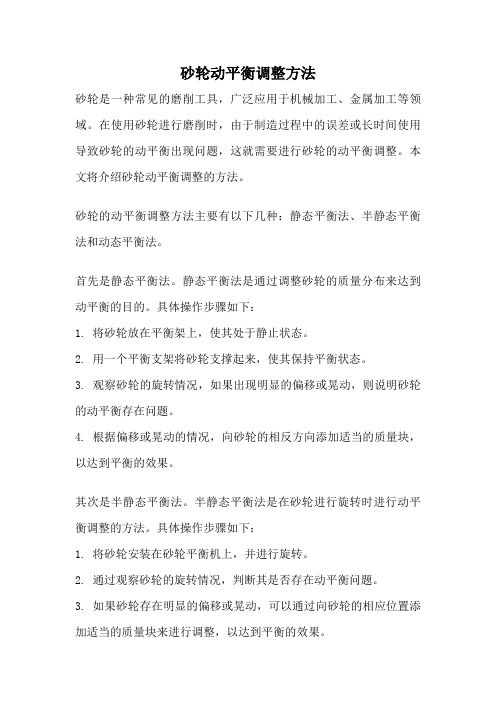
将砂轮放在平衡夹具上,确保夹 具的轮子上无毛刺和划伤
砂 轮 让 顶使砂 部用轮 作粉自 个笔由 标或旋 记类转 似直 的到 东停 西止 在 ,
4. 5.
6. 将平衡块放入砂轮顶端,相对此 平衡块90度处放置另外两块。
平衡块放置位置如图所示 砂轮的受力最重点
7.
旋转砂轮90度,当停下来时看这 个标记往哪个方向移动
14. 平衡调整好以后,把砂轮从夹 具上取下并取出平衡心棒,拧紧平 衡块
注意事项: • 安装砂轮至法兰时注意间隙,砂轮和法兰 接触端面必须有忖垫。 • 压紧螺栓需对角均匀紧固。 • 禁止在扳手上加套筒或其他助力工具紧固 螺栓。 • 砂轮在平衡前请保持干燥。 • 调平衡尽可能不增加平衡块(常规三块) • 修整砂轮两侧面及外圆后重新按以上步骤 平衡砂轮(二次平衡) • 砂轮在使用一段时间后需重新平衡
科隆科技磨床培训资料
砂轮平衡
Байду номын сангаас
为什么要对砂轮进行平衡
• 砂轮的平衡精度直接影响工件的精度, 所以磨床砂轮必须调整静平衡。 • 减少机床振动。 • 减少工件的返工。 • 提高表面光洁度。 • 提高机床使用寿命。 • 更简单的机器操作。
砂轮平衡图解
1. 2.
取下三个平衡块并清洗干净 装上砂轮芯棒并固定
8.
旋转砂轮180度,再看一下砂轮 往哪个方向移动
9. 假如砂轮在7、8步往下旋转, 其它两个平衡块需要远离中间的平 衡块。
10. 假如砂轮往上旋转,其它两个平 衡块需要移向中间的平衡块
• 11. 重复7/8步,直到平衡块放置在这些位 置时砂轮不转。这可能需要重复几次。 • 12. 调试到满意时,旋转磨轮并看其在哪 个方向停下来。重复这动作几次。 • 13. 假如砂轮在任何的位置都可停止,表 明平衡已经调好可以使用,如果没有,重 复第7/8步,直至到砂轮在任意位置保持静 止。
砂轮动平衡操作方法
砂轮动平衡操作方法砂轮动平衡操作是确保砂轮在旋转时保持稳定的重要步骤,以防止砂轮产生振动、摇晃或不均匀的旋转。
在进行砂轮动平衡操作之前,需要检查砂轮是否有损坏或磨损,并根据砂轮的类型和使用环境选择适当的平衡方法。
砂轮动平衡的主要目标是消除砂轮的不平衡,以减少旋转时的振动和摇晃。
任何不平衡都会导致砂轮在使用过程中产生额外的力,这可能导致工件的损坏、设备的磨损和不安全的工作环境。
下面是一些常见的砂轮动平衡操作方法:1. 静态平衡法:这是最简单的一种方法,通过在两个平衡台上称量砂轮的重量来确定其重心位置。
首先将砂轮固定在一个支架上,并在两个平衡台上放置砂轮的两个端部。
使用天平或称重器测量每个平衡台下的砂轮的重量,并计算砂轮的重心位置。
将砂轮旋转到不同的位置,直到找到砂轮的平衡位置,并在该位置使用配重物使砂轮保持平衡。
2. 动态平衡法:这是一种更精确的方法,通过测量砂轮在旋转时的振动来确定其不平衡。
使用动态平衡仪或振动测量器将砂轮固定在测试设备上,并旋转砂轮。
仪器将测量砂轮的振动,并计算出砂轮的不平衡量。
根据测量结果,在砂轮上添加适当的配重物使其平衡。
3. 静电平衡法:这是一种适用于金刚石砂轮的方法,利用静电力量来进行平衡。
将金刚石砂轮放置在一个不导电的平面上,并使用特殊的静电平衡仪测量砂轮的静电力量。
仪器将显示砂轮在不同位置的静电力量,并根据测量结果进行调整以实现平衡。
4. 动力平衡法:这是一种适用于大型、重量较大的砂轮的方法,使用旋转平衡机进行操作。
该方法涉及将重型砂轮放置在旋转平衡机上,通过调整平衡设备来实现平衡。
设备会测量砂轮的振动和不平衡,并按照测量结果进行调整,直到实现平衡。
除了以上方法外,还有其他一些高级的砂轮动平衡方法,例如激振法和光学测量法。
这些方法需要特殊的设备和专业的知识,适用于需要更高精度和更严格要求的应用。
总的来说,砂轮动平衡操作是一项关键的工作,对于确保砂轮的稳定性、延长使用寿命和提高工作安全性至关重要。
磨床砂轮如何调节动平衡【干货技巧】

砂轮做静平衡的目地是保证砂轮运转时保持平衡. 磨床在磨削加工时,砂轮在做高速旋转,这时如果砂轮没有做静平衡的话,就会使机床产生震动,使机床不能平稳运行。
再者,对机床的精度,对磨削工件的光洁度都会有不利的影响。
所以不管是平面磨床还是外圆磨床,砂轮都要进行静平衡。
平面磨床工作时,常常由于砂轮的不平衡而造成振动,特别是高速旋转的砂轮,如果不设法消除这种现象,就会影响被磨削工件的表面质量和机床的寿命。
因此,在磨削加工中必须对砂轮进行动平衡调节。
国际上通用的办法就是砂轮线上动平衡,砂轮动平衡仪,已高精度、高效率、易操作受到操作业者的好评。
几种砂轮线上动平衡方法介绍给大家。
步骤:1、先把平衡砂轮的平衡架用水平仪进行水平平衡,然后把新的砂轮装在砂轮的安装套上,安装套的孔里穿上平衡砂轮专用的轴,将装上要平衡的砂轮的轴架在砂轮平衡架上;2、将砂轮安装套侧面安装的平衡块全部取下,然后等待砂轮自己能够停止转动停下来,在砂轮的最高点用粉笔或者任意其它的东西做一个记号。
3、重新把砂轮轻轻转动一下,然后再等待砂轮再次静止的停下来,看看最高点或者最低点是否还是原先的那个点。
如果还是原先的那个点的话,就给最高点的配合块的安装槽里,装一个平衡块。
4、再次重新转动砂轮,看看砂轮在安装了平衡块后,哪一个点又是新的最高点;然后再加第二个平衡块,轻轻的转动砂轮,直到砂轮可以停留在任意的地方时,砂轮就算平衡完毕了。
在平衡砂轮时,砂轮不要转的劲太大,以免砂轮转出砂轮平衡架。
另外,砂轮在平衡完后,为了谨慎起见,可以把平衡好的砂轮的两边的轴转个180º,再看看砂轮是否还是停留在任意的地方,的如果同样是能够停留在任意的地方的话,那么,就说明砂轮是平衡的很好的了。
数控的应该自带动的平衡仪,静平衡要做两次才行,建议你用动平衡仪直接调整平衡块,就行了,利用杠杆原理那边轻往那边移动的平衡块,静平衡的话,如果砂轮比较大的,应该转动12个对称方向静止不动就行了可以按照以下方法进行平衡:1.把要选择好的砂轮装在法兰盘上,拧紧螺钉后放在平衡架上;2.找出砂轮偏重点M:砂轮在平衡架上最后停下来的最低点就是偏重点M;3.找出M点的对称点N点. 将2个平衡块分别放在N点的两侧并同时向难点移动;4.将砂轮转动90度使M.N处于一条水平线上,然后微调2个平衡块,使砂轮达到平衡;5 再将砂轮转动180度, 再微调2个平衡块,使砂轮达到平衡. 这时M.N方位上砂轮已经平衡;6 按照同样方法在其它方位进行平衡。
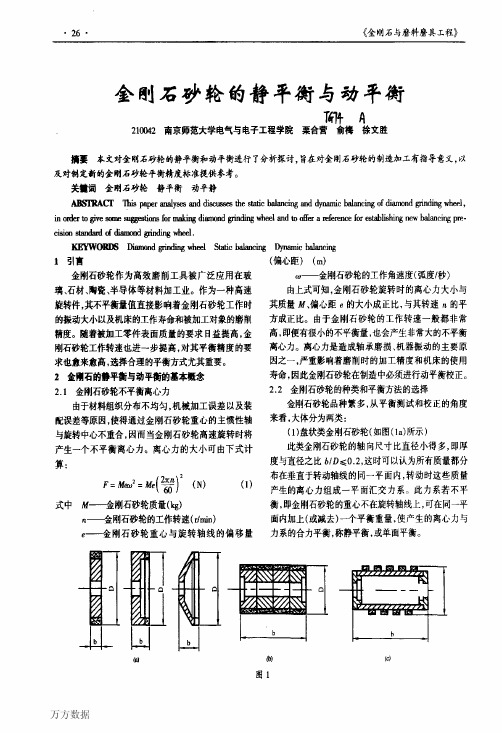
金刚石砂轮的静平衡与动平衡
1his paper蚰alys鹤蚰d di8cus8幅血e st撕c baI卸cillg a11d dymIIlic
md盯t0
gi耽s咄删蜉s吐讲喧I缸mab唱di掘nond咖ndi“g
wheel卸d
to曲a陀f商lce
balanc吨0f diaⅡ啪d甜ndirIg wheel,
f打船tabhs|Ii“g new balaIlcing pm・
提问。同时新加坡的《S啪e ulll【T0day》做了3次整版
广告。《s0|lme∞t^j%Bllildi嘴》做2次整版广告,并在 上述媒体做相关展会新闻报道,届时香港和台湾也将 组团前来大陆参观访问。 以上是本次石材展会的进展情况,如须了解其他
中国石材工业发展研讨会“截至现在已有100多个企
业报名参展,共预订室内展位168个,室外展示面积
图2
所谓金刚石砂轮的平衡,正如舯所定义,是检测
以及在必要时校正砂轮质量分布的程序,以保证在工 作转速下运转时,产生的振动和轴承力在规定的范围 内。此定义明确指出.对金刚石砂轮平衡时,并不要求 为 式中
r≤洲(g‘rm)
(2)
e一许用偏心距(一)(见图2)
M一转子(砂轮)重量(g) 当砂轮半径为R时,外圆上许用剩余不平衡量值
旋转件,其不平衡量值直接影响着金刚石砂轮工作时 的振动大小以及机床的工作寿命和被加工对象的磨削
精度。随着被加工零件表面质量的要求日益提高,金
刚石砂轮工作转速也进一步提高,对其平衡精度的要
求也愈来愈高,选择合理的平衡方式尤其重要。 2金胃石的静平衡与动平衡的基本概念 2.1金刚石砂轮不平衡离心力 由于材料组织分布不均匀,机械加工误差以及装
其达到完全平衡,而是允许有一定剩余量。目前一般
磨床砂轮平衡架及砂轮平衡调整方法

磨床砂轮平衡架及砂轮平衡调整方法一:摡述砂轮平衡支架砂轮平衡架是磨床必须配备的附件,用它可以静平衡砂轮,以达到正确使用砂轮的目的,是检查帮轮组织均匀性和几何形状正确性的手段之一,是保证用户磨削质量的关键。
加水平仪还可以检测精密工件的静平衡。
二:制作工艺砂轮平衡架选用优质材料作平衡轴,经热处理以及精密的加工与装配故而精度高,性能稳定是一理想的机床附件。
三:规格<砂轮平衡架规格、特殊规格可以定做。
一般直径大于>125mm的砂轮都要进行平衡,使砂轮的重心与其旋转轴线重合。
不平衡的砂轮在高速旋转时会产生振动,影响加工质量和机床精度,严重时还会造成机损坏和砂轮碎裂引起不平衡的原困主要是砂轮各部分密度不均匀,几何形状不对称以及安装偏心等。
因此在安装砂轮之前都要进行平衡,砂轮的平衡有静平衡和动平衡两种。
一般情况下,只需作静平衡,但在高速磨削速度大于>50m/s和高速度磨削时,必须进行动平衡。
平衡时将砂轮装在平衡心轴上,然后把装好心轴的砂轮平放到砂轮平衡支架的平衡导轨上,砂轮会作来回摆动,直至摆动停止。
平衡的砂轮可以在任意位置都静止不动。
如果砂轮不平衡,则其较重部分总是转到下面这时可移动平衡块的位置使其达到平衡。
轮平衡支架的使用方法及步骤松开并取下法兰盘上的条螺钉。
向上取出可动法兰把砂轮从固定法兰上拆下。
清理固定法兰面,用油石除去法兰和砂轮接触面的磕伤和修蚀。
顺时针方向松开平衡块的螺钉,并把三个平衡砂轮块从法兰盘的沟槽中取出用油石清理法兰盘和新砂轮的接触面,除去伤和锈蚀。
清扫砂轮内侧把砂轮装到固定法兰上。
清理可动法兰盘。
用油石清理法兰盘和新砂轮的接触面,除去磕伤和锈蚀把可动法兰装到固定法兰上条螺钉使用的定力矩搬手,在对角线上相互拧紧条螺钉。
清理法兰盘的锥孔,穿上平衡心轴。
看着平衡架的水平调整三条螺钉,调平平衡把平衡心轴放到平衡架上。
当砂轮有不平衡量时,停止时重的地在下面。
这个时候用粉笔在法兰盘的上侧做一标记。
砂轮动平衡调整方法
砂轮动平衡调整方法砂轮是一种常见的磨削工具,广泛应用于机械加工、金属加工等领域。
在使用砂轮进行磨削时,由于制造过程中的误差或长时间使用导致砂轮的动平衡出现问题,这就需要进行砂轮的动平衡调整。
本文将介绍砂轮动平衡调整的方法。
砂轮的动平衡调整方法主要有以下几种:静态平衡法、半静态平衡法和动态平衡法。
首先是静态平衡法。
静态平衡法是通过调整砂轮的质量分布来达到动平衡的目的。
具体操作步骤如下:1. 将砂轮放在平衡架上,使其处于静止状态。
2. 用一个平衡支架将砂轮支撑起来,使其保持平衡状态。
3. 观察砂轮的旋转情况,如果出现明显的偏移或晃动,则说明砂轮的动平衡存在问题。
4. 根据偏移或晃动的情况,向砂轮的相反方向添加适当的质量块,以达到平衡的效果。
其次是半静态平衡法。
半静态平衡法是在砂轮进行旋转时进行动平衡调整的方法。
具体操作步骤如下:1. 将砂轮安装在砂轮平衡机上,并进行旋转。
2. 通过观察砂轮的旋转情况,判断其是否存在动平衡问题。
3. 如果砂轮存在明显的偏移或晃动,可以通过向砂轮的相应位置添加适当的质量块来进行调整,以达到平衡的效果。
最后是动态平衡法。
动态平衡法是在砂轮进行高速旋转时进行动平衡调整的方法。
具体操作步骤如下:1. 将砂轮安装在砂轮平衡机上,并进行高速旋转。
2. 通过观察砂轮的旋转情况,判断其是否存在动平衡问题。
3. 如果砂轮存在明显的偏移或晃动,可以通过在砂轮上添加试重块,然后再进行旋转,通过试重块的位置和数量来确定砂轮的不平衡情况。
4. 根据试重块的位置和数量,可以通过在砂轮上打孔、钻孔或加工等方式来调整砂轮的质量分布,以达到平衡的效果。
需要注意的是,在进行砂轮动平衡调整时,应选择合适的平衡设备和工具,并严格按照操作规程进行操作。
同时,为了保证砂轮的动平衡效果,还应定期检查和维护砂轮的平衡状态,及时进行调整。
总结起来,砂轮动平衡调整方法主要包括静态平衡法、半静态平衡法和动态平衡法。
通过合理选择和运用这些方法,可以有效地调整砂轮的动平衡,提高砂轮的使用效果和寿命,保证加工质量和安全生产。
砂轮动平衡

砂轮动平衡砂轮动平衡是一种重要的机械工艺测试,它的目的是在型腔和车轮中测试工件的平衡性,以确保工件的质量和可靠性。
该技术可以检查设备的承载能力,运行特性和预期性能。
砂轮动平衡机器通过重力和气动原理来确定工件的重量不均匀性,以满足衡量规格和动平衡要求。
砂轮动平衡机器是一种多功能动平衡仪表,其结构和能力经历了快速进步。
传统砂轮动平衡机由两个砂轮构成,两个砂轮分别安装在立柱的上端和下端。
砂轮的叶片装配在轴上,当轴上的工件受到不均匀重量的作用时,砂轮就会摆动。
随着时间的推移,轴及轴承的摆动也会逐渐加剧,最终导致砂轮的摆动,从而检测出不均匀重量的部分。
除了动平衡仪,还有一种静平衡机用于检测工件的不均匀重量,但这种方式不能检测到轴承摆动时发生的不均匀重量问题。
砂轮动平衡机器具有良好的精度和可靠性,为工业制造提供了精确的质量控制和精确的测试。
该方法主要用于汽车、摩托车、船只和机械设备等产品,以保证其质量。
在砂轮动平衡测量中,砂轮轴可以调节转速和力矩,以确保游离动平衡。
测量过程中,操作者可以根据显示数据调整轴,以便在任何状态下都保持良好的动平衡性。
砂轮动平衡测试需要用砂轮动平衡机器,它可以根据砂轮平衡和加速度值,使动平衡器保持极佳的平衡性,以此来验证工件质量。
砂轮动平衡机的优点之一是快速检测,并且可以准确评估出工件的不均匀重量和摆动情况,以确保其质量。
砂轮动平衡技术已经成为工业生产领域中的重要工艺,它被广泛应用于汽车、船舶、飞机和其他机械产品的生产和质量控制。
砂轮动平衡机器是目前最有效的测试方法,它可以快速准确地测试工件,确保产品质量,为购买者提供标准化的服务。
总之,砂轮动平衡是一个工艺测试,它可以准确测试工件的重量不均匀性,确保厂商提供高质量产品。
随着机械行业技术的进步,砂轮动平衡技术也在不断发展,现在已经成为行业标准。
它可以有效地检测和测量工件,满足不同的需求,确保产品的可靠性和质量。
动平衡要求

动平衡要求什么是动平衡要求?动平衡是指在机械设备的运行过程中,通过对旋转部件的动力学平衡进行调整,使旋转部件在运动时不会产生过大的振动。
动平衡要求则是指根据旋转部件的特性和工作环境,对机械设备的动平衡进行限制和规范化的要求。
动平衡要求包括两个方面:静平衡和动平衡。
静平衡是指在机械设备不工作时,通过对旋转部件的质量进行调整,使其在静止时保持平衡。
动平衡则是指在机械设备工作时,通过对旋转部件进行调整,使其在高速旋转时也能保持平衡。
动平衡的重要性动平衡是机械设备正常运行的重要保证之一。
如果机械设备存在动平衡问题,将会导致以下后果:1.降低设备的工作效率:动平衡不良会导致旋转部件的振动加剧,增加了摩擦和损耗,从而降低了设备的工作效率。
2.加剧设备的磨损和损坏:动平衡不良会引起设备的振动和冲击,增加了部件的磨损和损坏的风险,缩短了设备的使用寿命。
3.危害操作人员的安全:动平衡不良会引发设备的振动和震动,可能导致设备的故障、脱离或飞出,危及操作人员的生命安全。
因此,动平衡要求对于机械设备的正常运行、保持高效性和延长使用寿命非常重要,也对操作人员的安全具有至关重要的意义。
动平衡要求的规范为了保证机械设备的动平衡,制定了一系列的动平衡要求规范,主要包括以下几个方面:1. 动平衡的目标动平衡的目标是使机械设备在运行时旋转部件的振动降到最低,以达到以下要求:•保证设备的平稳运行•降低设备的噪音•减少设备的磨损和损坏•提高设备的工作效率•保障操作人员的安全2. 动平衡的标准动平衡要求的标准是对旋转部件在工作状态下的振动量进行限制和要求,一般根据设备的种类和使用环境的不同而有所不同。
标准一般会涉及以下几个方面的内容:•振动量的限制:规定机械设备在不同工作状态下的振动限值,如轴的径向振动、轴的轴向振动和轴的转动角度等。
•平衡质量的要求:规定旋转部件的平衡质量,如限制旋转部件的质量偏差、偏心量和静平衡要求等。
•平衡精度的要求:规定机械设备的动平衡精度,如要求机械设备的静平衡精度和动平衡精度达到一定的标准。
磨床砂轮平衡标准f2.5

磨床砂轮平衡标准f2.5
磨床砂轮平衡标准F2.5是指磨床砂轮在运转时所需满足的平衡
要求。
F2.5代表了磨床砂轮的平衡等级,通常用于描述磨床砂轮的
平衡精度。
在实际应用中,F2.5表示磨床砂轮的平衡等级为2.5,
这意味着磨床砂轮在运转时允许的不平衡量为2.5克毫米。
磨床砂轮的平衡标准对于加工精度和安全性都有重要影响。
平
衡标准F2.5要求磨床砂轮在高速旋转时能够保持较高的平衡精度,
以确保加工件的表面质量和加工精度。
如果磨床砂轮的平衡不达标,将会导致加工件表面粗糙度增加,甚至影响加工精度,从而影响加
工质量和加工效率。
为了满足平衡标准F2.5,磨床砂轮需要经过精密的平衡处理。
通常采用动平衡机对磨床砂轮进行动态平衡,通过在特定位置添加
补偿质量,使得磨床砂轮在高速旋转时能够达到平衡要求。
此外,
还需要定期检查和校正磨床砂轮的平衡状态,确保其在使用过程中
始终满足平衡标准F2.5的要求。
总之,磨床砂轮平衡标准F2.5是对磨床砂轮平衡精度的要求,
对于保证加工质量和安全生产具有重要意义。
制造商和使用者都应
严格遵守这一标准,确保磨床砂轮在使用过程中始终保持良好的平衡状态。
风砂轮的稳定性与振动控制
风砂轮的稳定性与振动控制风砂轮是工业领域常用的砂轮类型之一,其主要用途是在金属表面去除杂质、修整和抛光等工艺过程中。
然而,由于工作过程中风砂轮会产生振动,不仅会降低工作效率,还会导致设备损坏和人员伤害。
因此,研究和控制风砂轮的稳定性与振动是非常重要的任务。
首先,我们需要了解风砂轮产生振动的原因。
风砂轮振动主要来自于两个方面:一是由于砂轮的不平衡造成的静态不平衡振动,二是由于砂轮在高速旋转时产生的动态不平衡振动。
静态不平衡振动主要是由于砂轮在制造过程中材料分布不均匀或安装不正确导致的,而动态不平衡振动则是由于高速旋转时砂轮自身的形变和离心力引起的。
针对风砂轮的稳定性问题,一种常用的解决方法是进行动平衡。
动平衡是通过在砂轮上加装平衡块来消除静态和动态不平衡,从而减小振动。
常见的动平衡方法有静平衡和动平衡两种。
静平衡是在装备运行前通过精确测量砂轮的不平衡,并在相应的位置上安装适量的平衡块来实现的。
而动平衡是在装备运行时通过测量砂轮的振动信号,在相应的位置上加装或移动平衡块来实现的。
动平衡相比静平衡更具有实时性和准确性,但操作难度相对较大。
除了动平衡外,还可以通过改进砂轮结构来提高其稳定性。
例如,增加砂轮的厚度,减小砂轮与轴之间的间隙,选择高刚度的砂轮材料等。
这些措施可以增加砂轮的刚度和稳定性,减小振动发生的可能性。
此外,定期检查和维护设备也是保证风砂轮稳定性的重要手段,包括及时更换砂轮,修复或更换受损的部件等。
除了控制风砂轮的稳定性外,振动控制也是一个重要的问题。
减小风砂轮的振动可以提高设备的工作效率,降低设备的损耗和维护成本,同时也能保护操作人员的安全。
振动控制的方法有很多种,常见的包括质量阻尼器、主动控制和被动控制等。
质量阻尼器是一种常用的振动控制装置,其原理是通过加装阻尼器在砂轮上增加阻尼以吸收振动能量。
具体的质量阻尼器包括质量块阻尼器和液体阻尼器两种。
质量块阻尼器是通过加装金属块在砂轮表面实现的,而液体阻尼器是通过在砂轮内部注入液体以吸收振动能量。
动平衡精度等级标准

动平衡精度等级标准动平衡是指在旋转机械设备中,通过调整转子的质量分布,使得转子在高速旋转时,不会产生不平衡力和不平衡力矩,从而保证设备的稳定运行。
动平衡精度等级标准是评定动平衡质量和要求的重要依据,本文将对动平衡精度等级标准进行详细介绍。
1. 动平衡精度等级的分类。
根据国际标准ISO1940-1《机械旋转体平衡质量的第1部分,规定和评定》,动平衡精度等级分为G等级和Q等级两种。
G等级适用于高速旋转机械设备,Q等级适用于低速旋转机械设备。
G等级和Q等级又分为不同的精度等级,分别为G1.0、G1.6、G2.5、G6.3和Q2.5、Q6.3、Q16、Q40。
不同的精度等级对应着不同的旋转机械设备,需要满足的动平衡质量要求。
2. 动平衡精度等级的要求。
在实际应用中,不同的旋转机械设备对动平衡精度等级的要求也不同。
一般来说,对于高速旋转机械设备,需要满足G等级的要求,而对于低速旋转机械设备,则需要满足Q等级的要求。
在进行动平衡时,需要根据具体的精度等级要求,选择合适的动平衡方法和设备,确保动平衡质量达到标准要求。
3. 动平衡精度等级的影响。
动平衡精度等级直接影响着旋转机械设备的运行效果和安全性。
如果动平衡精度等级不达标,会导致设备在高速旋转时产生较大的振动和噪音,影响设备的稳定性和使用寿命,甚至可能导致设备的损坏和事故。
因此,严格按照动平衡精度等级标准进行动平衡是非常重要的。
4. 动平衡精度等级的检测方法。
为了确保动平衡质量达到标准要求,需要对动平衡进行精度等级的检测。
常用的检测方法包括静态平衡试验、动平衡试验和振动分析等。
通过这些检测方法,可以准确地评定动平衡质量,判断是否达到了相应的精度等级要求。
5. 动平衡精度等级的应用。
动平衡精度等级标准广泛应用于各种旋转机械设备的制造、安装和维护过程中。
只有严格按照动平衡精度等级标准进行动平衡,才能保证设备的安全运行和稳定性能,提高设备的使用寿命和运行效率。
总结,动平衡精度等级标准是评定动平衡质量和要求的重要依据,对于保证旋转机械设备的稳定运行和安全性能具有重要意义。
汽车轮胎动平衡标准

汽车轮胎动平衡标准汽车轮胎动平衡是指轮胎在旋转时产生的不平衡现象,这会导致车辆震动、轮胎磨损加剧、甚至影响行驶稳定性和安全性。
因此,汽车轮胎动平衡标准对于车辆的正常运行和驾驶安全至关重要。
首先,汽车轮胎动平衡标准要求轮胎在旋转时不产生明显的震动。
轮胎动平衡是指轮胎在高速旋转时产生的不均匀质量分布,会导致车辆震动,严重影响驾驶舒适性和安全性。
因此,汽车轮胎动平衡标准要求轮胎在高速旋转时不应产生明显的震动,确保车辆行驶平稳。
其次,汽车轮胎动平衡标准要求轮胎在高速行驶时不产生过大的振动和噪音。
轮胎动平衡不良会导致车辆在高速行驶时产生过大的振动和噪音,影响驾驶体验和行驶安全。
因此,汽车轮胎动平衡标准要求轮胎在高速行驶时不应产生过大的振动和噪音,确保驾驶舒适性和行驶安全性。
另外,汽车轮胎动平衡标准还要求轮胎在使用过程中不产生过快的磨损。
轮胎动平衡不良会导致轮胎在使用过程中磨损加剧,缩短轮胎使用寿命,增加车辆维护成本。
因此,汽车轮胎动平衡标准要求轮胎在使用过程中不应产生过快的磨损,确保轮胎使用寿命和车辆维护成本。
最后,汽车轮胎动平衡标准还要求轮胎在高速行驶时不产生过大的侧滑。
轮胎动平衡不良会导致车辆在高速行驶时产生过大的侧滑,影响行驶稳定性和安全性。
因此,汽车轮胎动平衡标准要求轮胎在高速行驶时不应产生过大的侧滑,确保车辆行驶稳定性和安全性。
综上所述,汽车轮胎动平衡标准是确保车辆行驶平稳、驾驶舒适、行驶安全的重要标准,对于车辆的正常运行和驾驶安全具有重要意义。
因此,车主和驾驶员在日常使用车辆时应定期检查轮胎动平衡情况,及时进行调整和维护,确保车辆轮胎始终符合动平衡标准,提升车辆的行驶安全性和使用寿命。
轮胎动平衡范围

轮胎动平衡范围中华人民共和国国家质量监督检验检疫总局中国国家标准化管理委员会GB/T³³³³³—200³前言本标准由中国石油和化学工业协会提出。
本标准由全国橡胶塑料机械标准化技术委员会归口。
本标准负责起草单位:青岛高校软控股份有限公司本标准参加起草单位:天津赛象科技股份有限公司、中国一航北京航空制造工程研究所本标准主要起草人:本标准首次发布。
本标准由全国橡胶塑料机械标准化技术委员会橡胶机械标准化分技术委员负责解释。
GB/T³³³³³—200³轮胎动平衡试验机 1 范围本标准规定了轮胎动平衡试验机(以下简称动平衡试验机)的术语和定义、产品型号、基本参数、要求、检验、检验规则、标志、包装、运输和贮存等要求。
本标准适用于轿车、轻型载重和载重汽车轮胎动平衡性能检测的试验机。
2 规范性引用文件下列文件中的条款通过本标准的引用而构成为本标准的条款。
凡是注发布时间的引用文件,其随后所有修改单(不包括勘误的内容)或修订版均不适用于本标准,然而,鼓励根据本标准达成协议的各方研究是否可使用这些文件的最新版本。
凡是不注日期的引用文件,其最新版本适用于本标准。
GB 150 钢制压力容器 GB/T 2977 载重汽车轮胎系列GB/T 2978 轿车轮胎系列 GB/T 3487 汽车轮辋规格系列GB 4208-1993 外壳防护等级(IP 代码) GB 5083 生产设备安全卫生设计总则GB 5226.1 机械安全机械电气设备第1部分: 通用技术条件 GB/T 6326 轮胎术语及其定义 GB/T 7723 固定式电子秤GB/T 8196 机械安全防护装置固定式和活动式防护装置设计与制造一般要求 GB/T 8923-1988 涂装前钢材表面锈蚀等级和除锈等级 GB/T 9286-1998 色漆和清漆漆膜的划格试验 GB/T 12783 橡胶塑料机械产品型号编制方法 GB/T 13306 标牌GB/T 13384 机电产品包装通用技术条件 GB/T 14250 衡器术语GB/T 18505 汽车轮胎动平衡试验方法 HG/T 3120 橡胶塑料机械外观通用技术条件HG/T 3223 橡胶机械术语HG/T 3228 橡胶塑料机械涂漆通用技术条件 3 术语和定义GB/T 6326、GB/T 14250 和HG/T 3223中确立的以及下列术语和定义适用于本标准。
砂轮机平衡试验

砂轮机平衡试验我站在砂轮机前,准备进行平衡试验,心里那叫一个忐忑。
这砂轮机看着就挺唬人的,那高速旋转的砂轮,感觉就像个随时会发脾气的小怪兽。
我先把砂轮机仔细检查了一遍,看看各个部件有没有松动啥的。
我眼睛瞪得大大的,像个寻宝的探险家,生怕错过任何一个小细节。
我一边检查,一边嘟囔:“可别出啥岔子啊,不然这试验可就砸了。
”旁边的师傅看我那紧张样儿,笑着说:“别慌,按步骤来就行。
”我深吸一口气,努力让自己镇定下来。
开始做平衡试验了,我得先让砂轮机空转一会儿。
当我按下启动按钮,那砂轮机瞬间发出巨大的轰鸣声,就像打雷一样,我耳朵都快被震麻了。
我紧紧盯着砂轮机的转动,看它是不是平稳。
哎呀,我发现它有点轻微的晃动,就像个喝醉了酒的大汉,走路摇摇晃晃。
我赶紧停下来,心里琢磨着:“这是咋回事呢?是砂轮没安装好,还是有其他问题?”我把砂轮拆下来,重新检查了一遍安装的部位,又清理了一下里面可能存在的杂物。
然后再次装上砂轮,进行试验。
这次,砂轮机空转起来似乎平稳了一些,但还是有点不太对劲。
我有点沮丧,皱着眉头对师傅说:“师傅,我都弄了两遍了,咋还是不行呢?”师傅走过来,拍了拍我的肩膀说:“有时候这些小问题就是比较顽固,咱再仔细找找原因。
”于是,我又开始从其他方面排查。
我检查了砂轮机的电机,看看是不是电机的运转有问题。
我趴在电机旁边,耳朵贴在上面,听它的声音,就像个医生在给病人听诊一样。
我还拿了个小工具,测量了一下电机的转速,发现转速倒是正常。
这可把我给难住了。
突然,我想到会不会是砂轮机的底座不平衡呢?我赶紧找了个水平仪,放在底座上一测,果不其然,底座有点倾斜。
我兴奋地跳起来,大喊:“师傅,我找到原因了,是底座不平衡!”师傅笑着说:“不错,终于发现问题了,赶紧调整一下吧。
”我费了好大的劲儿,才把底座调整好。
再次启动砂轮机,这次它平稳地旋转着,就像个优雅的舞者在翩翩起舞。
我看着平稳运行的砂轮机,心里满是成就感,脸上也露出了开心的笑容。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
砂轮动平衡标准
砂轮动平衡标准是指用于评估砂轮在运行过程中振动情况的准则。
砂轮动平衡是确保砂轮在高速旋转时稳定运行的重要因素,可以避免因振动过大而导致砂轮破裂、工件加工质量下降等问题。
砂轮动平衡标准主要包括以下几个方面:
1. 振动幅度:振动幅度是指砂轮在旋转过程中振动的大小。
通常,振动幅度越小,砂轮的动平衡性能越好。
振动幅度的测量可以通过振动仪等设备进行。
2. 振动频率:振动频率是指砂轮振动的高低。
通常,振动频率越高,砂轮的动平衡性能越好。
振动频率的测量可以通过振动仪等设备进行。
3. 振动相位差:振动相位差是指砂轮振动波形的相位差。
通常,振动相位差越小,砂轮的动平衡性能越好。
振动相位差的测量可以通过振动仪等设备进行。
4. 振动方向:振动方向是指砂轮振动的方向。
通常,振动方向应该与砂轮旋转方向相反,以提高砂轮的动平衡性能。
5. 砂轮动平衡精度:砂轮动平衡精度是指砂轮在旋转过程中振动幅度的变化程度。
通常,砂轮动平衡精度越高,砂轮的动平衡性能越好。
砂轮动平衡标准通常由相关行业组织或国家标准制定机构制定。
砂轮生产企业、砂轮使用企业以及相关检测机构应按照这些标准进行砂轮的动平衡检测和评估,以确保砂轮在运行过程中的稳定性和安全性。