重复性和再现性(课堂教学)
正确理解试验结果的重复性与重现性的概念(2015.01.19)
正确理解重复性与重现性的概念仪器信息网2015/01/13 13:18:49 点击142 次[导读]重复性(repeatability)与重现性(再现性,reproducibility),二者都是用来评价分析结果的精密度。
大多数人都不作严格区分,有的文献中还常常混用。
但是二者的实际意义是不一样的。
重复性(repeatability)与重现性(再现性,reproducibility),二者都是用来评价分析结果的精密度。
大多数人都不作严格区分,有的文献中还常常混用。
但是二者的实际意义是不一样的。
重复性比重现性概念大,应用范围大。
重现性内涵小,一般用在“现象”。
一、重复性(r)定性定义:用相同的方法,同一试验材料,在相同的条件下获得的一系列结果之间的一致程度。
相同的条件是指同一操作者,同一设备,同一实验室和短暂的时间间隔。
定量定义:一个数值,在上述条件下得到的两次实验结果之差的绝对值以某个指定的概率低于这个数值。
除非另有说明,一般指定的概率为0.95。
(重复性是用本方法在正常和正确操作情况下,由同一操作人员,在同一实验室内,使用同一仪器,并在短期内,对相同试样所作两个单次测试结果,在95%概率水平两个独立测试结果的最大差值。
)二、再现性(R)定性定义:用相同的方法,同一试验材料,在不同的条件下获得的单个结果之间的一致程度。
不同的条件指不同操作者、不同实验室、不同或相同的时间。
定量定义:一个数值,用相同的方法,同一试验材料,在上述的不同条件下得到的两次试验结果之间的绝对值以某个指定的概率低于这个数值。
除非另外指出,一般指定的概率为0.95。
(再现性是用本方法在正常和正确操作情况下,由两名操作人员,在不同实验室内,对相同试样各作单次测试结果,在95%概率水平两个独立测试结果的最大差值)三个表示精密度的概念,在国外的文献中常见:1. 平行性(replicability):同一实验室,分析人员、分析方法均相同,对同一样品进行的多个平行样品之间的相对标准偏差;2. 重复性(repeatability):同一实验室,分析人员用相同的分析法在短时间内对同一样品重复测定结果之间的相对标准偏差;3. 再现性(reproducibility):不同实验室的不同分析人员用相同分析对同一被测对象测定结果之间的相对标准偏差。
重复性与再现性研究(repeatability-and-reproducibility)
重复性与再现性研究(repeatability and reproducibility)又名:R&R研究( R&R study),量具R&R( gage R&,R),测量系统分析『measurement system analysis, MSA)➢概述重复性与再现性研究的分析对象是由仪器或量具组成的测量系统的变异。
测量系统的变异是相对于观测过程的总变异而言的。
重复性与再现性研究的主要目的是使测量的变异足够小,从而确保测量结果能反映真实的过程,因为如果测量变异过大,以致掩盖了过程变异,就不可能了解到产品是否符合要求或是否应该继续设法减小过程变异。
重复性与再现性研究的主要对象是两类变异:重复性——指使用相同仪器重复读数时产生的变异;再现性——由不同操作员做同样的测量工作时产生的变异。
➢适用场合·当使用仪器或设备进行测量时;·在研究过程变异或过程能力之前;·当要在几种测量方法中选择一种时;·当要对测量方法、程序或培训进行测评或标准化时;·当作为一个周期性持续改进的程序,保证改进过程保持统计受控时。
➢实施步骤计划1确定所要研究的零件或产品、测量过程和仪器。
2确定需要抽取的样本容量和获得样本的方法。
通常抽取5~10个样品,如果不能始终保持样本的一致性,就要先找到在研究过程中将样本内变异最小化的方法。
3确定研究需要多少名操作员(执行测量工作的人)以及哪几个操作员,通常是1~3人。
4确定每名操作员要进行的实验次数(重复测量),通常2~3次。
5确定校准、测量以及分析的步骤。
测量6校准测量仪器。
7确定抽样的随机次序。
先由第一名操作员按照标准的操作步骤对所有的样品进行测量,记录结果。
8随机产生另一种抽样次序。
和之前一样,让第二名操作员测量全部样品。
不允许操作员看其他人的结果。
不断重复,直到全部的操作员对所有的样品都测量了一次,此时称为完成了一轮实验。
量具测量值重复性与再现性的评定[讲解]
![量具测量值重复性与再现性的评定[讲解]](https://img.taocdn.com/s3/m/63a62ecd370cba1aa8114431b90d6c85ec3a88a1.png)
量具测量值重复性与再现性的评定一、相关概念1、重复性:传统上把重复性看作“评价人内变异性”。
重复性是指由一个评价人,用同一种测量仪器,多次测量同一零件的同一特性时获得的测量变差。
它是设备本身固有的变差和性能,通常指设备变差,尽管这样容易使人误解。
但事实上,重复性是在确定的测量条件下连续试验得到的普通原因(随机变差)变差。
当测量环境固定和已定义时,即确定了-固定的零件、仪器、标准、方法、操作者、环境和假设条件时,对于重复性最佳的术语是系统内部变差。
除了设备内部变差以外,重复性也包括在特定测量误差模型下任何情况下的内部变差。
2、再现性:传统上把再现性看作“评价人之间”的变异。
再现性通常定义为由不同的评价人,采用相同的测量仪器,测量同一零件的同一特性时测量平均值的变差。
手动仪器受操作者技术影响常常是实际情况,然而,在测量过程(即自动操作系统)中操作者就不是主要的变差源了。
由于这个原因,为此,再现性被看作是测量系统之间或测量条件之间的平均变差。
二、数据来源本案例数据节选自深圳市佳宝隆科技有限公司《重复性与再现性分析报告》,为避免重复,笔者采取了其中的前两次测定,结果如下:操作者测量序号 1 2 3 4 5 6 7 8 9 10A 1 31.99 31.98 31.98 31.99 31.99 31.98 31.99 31.98 31.99 31.992 32.00 31.99 31.99 32.00 31.98 31.99 32.00 31.99 31.99 32.00B 1 32.00 31.99 31.99 31.99 31.99 31.98 31.99 31.98 31.99 31.992 31.99 31.99 31.99 32.00 31.99 31.99 32.00 31.99 31.99 32.00C 1 31.99 31.99 31.99 31.99 31.99 31.98 31.99 31.98 31.99 31.992 32.00 31.99 31.99 32.00 31.98 31.99 32.00 31.99 31.99 32.00在该实验中,n=10,k=3,m=2。
GRR重复性和再现性分析培训教材

最后,本章节中的所有技术均以过程处于统计的
稳定状态这一前提条件。
尽管再现性通常被解释为评价者变差,但有些情
况下该变差会出其它原因造成。例如对重复性研 究是必要的,对于一些过程中没有人为评价人的 测量系统,如果所有的零件由相同的设备来搬运、 夹具及测量,则再现性为零。
此:
%GRR
100
*
GRR 过程标准差
75.5%
现在已确定了这测量系统的%GRR,就应该对这 结果进行解释。在表7中,%GRR被确定为75.7%, 于是结论是需对测量系统进行改进。
平均值和极差法
平均值和极差法(X&R)是一种可 同时对测量系统提供重复性和再现 性的估计值的研究方法。与极差法 不同,这方法允许将测量系统的变 差分解成两个独立的部分:重复性 和再现性,但不能确定它们两者的 相互作用。
3
2
1
平 均
0
UCL LCL
-1
-2
-3 12
3 4 5 6 78
图13:平均值图—“重迭画出”
——AP A ——AP B
9 10 ——AP C
对图进行评价可知:测量系统有足够的解析度来测量样本 零件所代表的过程变差。没有发现明显的评价人与评价人 之间的差别。
2
1
平 均
0
UCL LCL
-1
-2
评价人A
12
2
-0.11 -1.13
1.09 0.20 -1.07 -0.67 0.01 -0.56 1.45 -1.77
1.MSA重复性再现性讲解及分析公式

二厂品质部 三厂品质部 16.38万 四厂品质部
编制人数 80
103 73 75
5
客服
15
6
来料
6
7
实验室
10
总计
313
备注:第二阶段激励根据生产计件效 果及品 质第二 阶段减 人情况 确定绩 效激励 方案。
拟制:
审核:
批准:
发生环境变化、电源
优化后编制 66 92 62 62 15 6 10 63
提升绩效金额
当同一零件的同一种特征
由不同的人使用同一量具
进行测量时,在测量平均 值方面的变异的总和。
分析时机
对于需进行GR&R分析的测量系统,一般在以 下三种情况下要进行GR&R分析
品质部第一阶段减人增效激励方案
一、实施目标及基本原则
通过对品质人员实施检验技能培训提 升及通 过系统 管控等 方式达 到减少 人员提 高部门 工作的 整体效 率,前 提是减 人不降 低工作 质量, 通过人 员减少 提高品 质部QC的绩效 工资、 实现公 司与Q C双赢 ,既增 加员工 工资也 能为公 司留住 老员工 ,保证 品质工 作稳定 发展。
三、第一阶段减人绩效激励(QC)
按公司50%+员工50%激励方式进行激 励,预 计每月 激励金 额为:
三人时为每人3次。 序号 1 人均值+523
2 3 4
部门 提升总金额 一厂品质部
二厂品质部 三厂品质部 16.38万 四厂品质部
编制人数 80
103 73 75
提升绩效金额
5
客服
15
6
来料
6
7
实验室
重复性和再现性

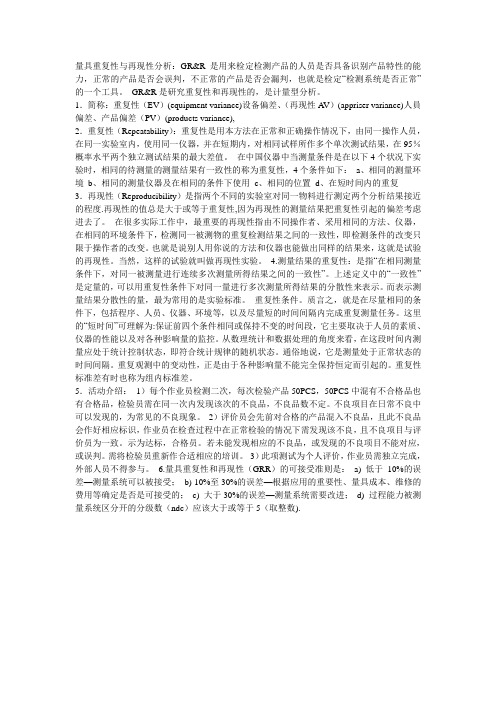
量具重复性与再现性分析:GR&R 是用来检定检测产品的人员是否具备识别产品特性的能力,正常的产品是否会误判,不正常的产品是否会漏判,也就是检定“检测系统是否正常”的一个工具。
GR&R是研究重复性和再现性的,是计量型分析。
1.简称:重复性(EV)(equipm ent varian ce)设备偏差、(再现性AV)(appris er varian ce)人員偏差、产品偏差(PV)(produc ts varian ce),2.重复性(Repeat abili ty):重复性是用本方法在正常和正确操作情况下,由同一操作人员,在同一实验室内,使用同一仪器,并在短期内,对相同试样所作多个单次测试结果,在95%概率水平两个独立测试结果的最大差值。
在中国仪器中当测量条件是在以下4个状况下实验时,相同的待测量的测量结果有一致性的称为重复性,4个条件如下:a、相同的测量环境b、相同的测量仪器及在相同的条件下使用c、相同的位置d、在短时间内的重复3.再现性(Reprod ucibi lity)是指两个不同的实验室对同一物料进行测定两个分析结果接近的程度.再现性的值总是大于或等于重复性,因为再现性的测量结果把重复性引起的偏差考虑进去了。
在很多实际工作中,最重要的再现性指由不同操作者、采用相同的方法、仪器,在相同的环境条件下,检测同一被测物的重复检测结果之间的一致性,即检测条件的改变只限于操作者的改变。
也就是说别人用你说的方法和仪器也能做出同样的结果来,这就是试验的再现性。
当然,这样的试验就叫做再现性实验。
4.测量结果的重复性:是指“在相同测量条件下,对同一被测量进行连续多次测量所得结果之间的一致性”。
上述定义中的“一致性”是定量的,可以用重复性条件下对同一量进行多次测量所得结果的分散性来表示。
一个正确的GRR(重复性和再现性)步骤
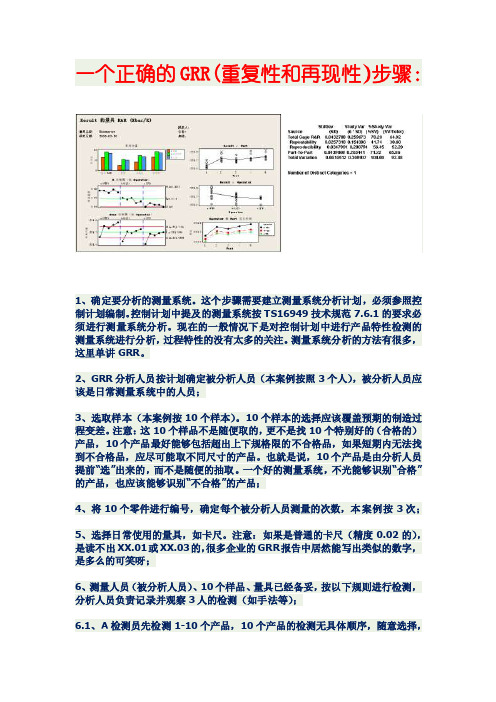
一个正确的GRR(重复性和再现性)步骤:1、确定要分析的测量系统。
这个步骤需要建立测量系统分析计划,必须参照控制计划编制。
控制计划中提及的测量系统按TS16949技术规范7.6.1的要求必须进行测量系统分析。
现在的一般情况下是对控制计划中进行产品特性检测的测量系统进行分析,过程特性的没有太多的关注。
测量系统分析的方法有很多,这里单讲GRR。
2、GRR分析人员按计划确定被分析人员(本案例按照3个人),被分析人员应该是日常测量系统中的人员;3、选取样本(本案例按10个样本)。
10个样本的选择应该覆盖预期的制造过程变差。
注意:这10个样品不是随便取的,更不是找10个特别好的(合格的)产品,10个产品最好能够包括超出上下规格限的不合格品,如果短期内无法找到不合格品,应尽可能取不同尺寸的产品。
也就是说,10个产品是由分析人员提前“选”出来的,而不是随便的抽取。
一个好的测量系统,不光能够识别“合格”的产品,也应该能够识别“不合格”的产品;4、将10个零件进行编号,确定每个被分析人员测量的次数,本案例按3次;5、选择日常使用的量具,如卡尺。
注意:如果是普通的卡尺(精度0.02的),是读不出XX.01或XX.03的,很多企业的GRR报告中居然能写出类似的数字,是多么的可笑呀;6、测量人员(被分析人员)、10个样品、量具已经备妥,按以下规则进行检测,分析人员负责记录并观察3人的检测(如手法等);6.1、A检测员先检测1-10个产品,10个产品的检测无具体顺序,随意选择,检测人员不应知道产品的编号,此为盲测;6.2、B和C依次检测,第一次检测完毕;6.3、重复以上6.1和6.2完成第二和第三次检测;6.4、数据录入以下的Excel表中;7、结果分析:GRR%小于等于10%且NDC大于等于5时为可接受;GRR%大于10%且小于等于30%、NDC大于等于4时为可能可以接受,如果定义为接受,请确定接受的条件;GRR%大于30%且NDC小于4时为不可接受,测量系统需要改善;8、如果结果不可接受,分析EV%和AV%,找出原因进行改善,再返回到第二步重新进行分析;9、均值极差控制图的判断:均值图应该至少50%以上的点在控制限外,极差图应正常;10、按客户要求提交GRR结果并存档。
重复性和再现性
量具重复性与再现性分析:GR&R 是用来检定检测产品的人员是否具备识别产品特性的能力,正常的产品是否会误判,不正常的产品是否会漏判,也就是检定“检测系统是否正常”的一个工具。
GR&R是研究重复性和再现性的,是计量型分析。
1.简称:重复性(EV)(equipment variance)设备偏差、(再现性AV)(appriser variance)人員偏差、产品偏差(PV)(products variance),2.重复性(Repeatability):重复性是用本方法在正常和正确操作情况下,由同一操作人员,在同一实验室内,使用同一仪器,并在短期内,对相同试样所作多个单次测试结果,在95%概率水平两个独立测试结果的最大差值。
在中国仪器中当测量条件是在以下4个状况下实验时,相同的待测量的测量结果有一致性的称为重复性,4个条件如下:a、相同的测量环境b、相同的测量仪器及在相同的条件下使用c、相同的位置d、在短时间内的重复3.再现性(Reproducibility)是指两个不同的实验室对同一物料进行测定两个分析结果接近的程度.再现性的值总是大于或等于重复性,因为再现性的测量结果把重复性引起的偏差考虑进去了。
在很多实际工作中,最重要的再现性指由不同操作者、采用相同的方法、仪器,在相同的环境条件下,检测同一被测物的重复检测结果之间的一致性,即检测条件的改变只限于操作者的改变。
也就是说别人用你说的方法和仪器也能做出同样的结果来,这就是试验的再现性。
当然,这样的试验就叫做再现性实验。
4.测量结果的重复性:是指“在相同测量条件下,对同一被测量进行连续多次测量所得结果之间的一致性”。
上述定义中的“一致性”是定量的,可以用重复性条件下对同一量进行多次测量所得结果的分散性来表示。
而表示测量结果分散性的量,最为常用的是实验标准。
重复性条件。
质言之,就是在尽量相同的条件下,包括程序、人员、仪器、环境等,以及尽量短的时间间隔内完成重复测量任务。
重复性和再现性分析

结果分析——图示法
使用图表工具是很重要的,使用哪种特定的 图示取决于用于收集数据的实验设计。在进 行其它的统计分析之前,应该使用图表工具 对数据进行系统地筛选,从而找出变差的明 显的特殊原因。 下面是一些被证明为有用的分析技术(另参 见变差数分析法)。 从测量系统分析中得到的数据可通过控制图 画显示出来。通过使用控制图来回答与测量 系统有关的问题,这一见解已被Western Electric所采用(见参考文献表中“AT&T Statistical Quality Control Handbook”)。
如果某个评价人是在控制限之外,则说明他 使用的方法与其它人不一致。 如果所有的评价人均有一些超出控制范围的 点,则说明该测量系统对评价人的技巧较敏 感,需要进行改进以获得有效的数据。
图表应该不是显示数据对于评价人或零件关系的图 形。 极差不是对数据的排序。不能像一般控制图趋势分 析来使用,即使画出来的数据点是用线条连接的。 稳定性是以一个点或多个点超出了控制限来确定; 评价人之间或零件之间。稳定性分析要 考虑到实用 性和统计的含义。
极差法
极差法是一种经修正的计量型量具研究方法, 它能对测量变差提供一个快速地的近似值。 这方法只能对测量系统提供变差的整体情况, 不能将变差分解成重复性和再现性。它通常 用来快速地检查以验证GRR是否有变化。 使用这方法能够潜在的检测出测量系统为不 可接受的概率是:对于抽样次数是 5 的情况下, 机率为80%;对于抽样次数为10的情况下, 机率为90%。
散点图(Scatter Plot)
将个别的读值依评价人所测量的零件绘制图 表,以获得下列的理解: 评价人之间的一致性 呈现可能的分离
重复性和重现性

重复性(r)与再现性(R)2009-8-28 9:33:25精密度:在确定条件下,将测试方法实施多次,求出所得结果之间的一致程度。
精密度的大小常用偏差表示。
精密度的高低还常用重复性(Repeatability)和再现性(Reproducibility)表示。
1)重复性(r)定性定义:用相同的方法,同一试验材料,在相同的条件下获得的一系列结果之间的一致程度。
相同的条件是指同一操作者,同一设备,同一实验室和短暂的时间间隔。
定量定义:一个数值,在上述条件下得到的两次实验结果之差的绝对值以某个指定的概率低于这个数值。
除非另有说明,一般指定的概率为0.95。
{重复性是用本方法在正常和正确操作情况下,由同一操作人员,在同一实验室内,使用同一仪器,并在短期内,对相同试样所作两个单次测试结果,在95%概率水平两个独立测试结果的最大差值。
}2)再现性(R)定性定义:用相同的方法,同一试验材料,在不同的条件下获得的单个结果之间的一致程度。
不同的条件指不同操作者、不同实验室、不同或相同的时间。
定量定义:一个数值,用相同的方法,同一试验材料,在上述的不同条件下得到的两次试验结果之间的绝对值以某个指定的概率低于这个数值。
除非另外指出,一般指定的概率为0.95。
{再现性是用本方法在正常和正确操作情况下,由两名操作人员,在不同实验室内,对相同试样各作单次测试结果,在95%概率水平两个独立测试结果的最大差值}三个表示精密度的概念,在国外的文献中常见:1. 平行性(replicability):同一实验室,分析人员、分析方法均相同,对同一样品进行的多个平行样品之间的相对标准偏差;2. 重复性(repeatability):同一实验室,分析人员用相同的分析法在短时间内对同一样品重复测定结果之间的相对标准偏差;3. 再现性(reproducibility):不同实验室的不同分析人员用相同分析对同一被测对象测定结果之间的相对标准偏差。
重复性和再现性
量具重复性与再现性分析:GR&R 是用来检定检测产品的人员是否具备识别产品特性的能力,正常的产品是否会误判,不正常的产品是否会漏判,也就是检定“检测系统是否正常”的一个工具。
GR&R是研究重复性和再现性的,是计量型分析。
1.简称:重复性(EV)(equipment variance)设备偏差、(再现性AV)(appriser variance)人員偏差、产品偏差(PV)(products variance),2.重复性(Repeatability):重复性是用本方法在正常和正确操作情况下,由同一操作人员,在同一实验室内,使用同一仪器,并在短期内,对相同试样所作多个单次测试结果,在95%概率水平两个独立测试结果的最大差值。
在中国仪器中当测量条件是在以下4个状况下实验时,相同的待测量的测量结果有一致性的称为重复性,4个条件如下:a、相同的测量环境b、相同的测量仪器及在相同的条件下使用c、相同的位置d、在短时间内的重复3.再现性(Reproducibility)是指两个不同的实验室对同一物料进行测定两个分析结果接近的程度.再现性的值总是大于或等于重复性,因为再现性的测量结果把重复性引起的偏差考虑进去了。
在很多实际工作中,最重要的再现性指由不同操作者、采用相同的方法、仪器,在相同的环境条件下,检测同一被测物的重复检测结果之间的一致性,即检测条件的改变只限于操作者的改变。
也就是说别人用你说的方法和仪器也能做出同样的结果来,这就是试验的再现性。
当然,这样的试验就叫做再现性实验。
4.测量结果的重复性:是指“在相同测量条件下,对同一被测量进行连续多次测量所得结果之间的一致性”。
上述定义中的“一致性”是定量的,可以用重复性条件下对同一量进行多次测量所得结果的分散性来表示。
而表示测量结果分散性的量,最为常用的是实验标准。
重复性条件。
质言之,就是在尽量相同的条件下,包括程序、人员、仪器、环境等,以及尽量短的时间间隔内完成重复测量任务。
重复性与重现性
作为色谱工作者,开发方法是不可避免的。
即使有国标或行标,也需要在实验室里从头到尾演练一遍,不可能原封不动地套用原有的公式。
演练的过程,也是方法开发的过程。
有些国标或行标,太过于繁琐,太过于原始,明明放着毛细柱不用,还用填充柱,其实这是标准制订者的苦心与无赖,必竟有的实验室里还没有毛细柱,特别是前些年。
为了照顾全体,哪怕是舍长就短,也要如此。
但你也可以抛开国标,针对自己实验室的现有装备,开发出一套别出心裁、简便快捷的方法。
开发方法,不可避免地要对方法进行评价。
如何评价呢?主要有两方面:一是实用性,看看你这方法是否实用,是否能够推广,如果你只想在自己的实验室用一用,也可不必考虑这一方面;二是可靠性,评价可靠性的主要指标有检测限、线性范围、回收率、重复性与重现性等等。
可靠性是必须评价的。
今天,我们先从重复性与重现性讲起:重复性(repeatability)与重现性(再现性,reproducibility),二者都是用来评价分析结果的精密度。
大多数人都不作严格区分,有的文献中还常常混用。
但是二者的实际意义是不一样的。
重复性是指同一分析人员在同一条件下所得分析结果的精密度,重现性是指不同分析人员或不同实验室在各自的条件下所得分析结果的精密度。
也就是说,重现性比重复性提出了更高的要求。
重复性好,重现性未必好。
而重现性好,重复性肯定好。
二者都是用多次分析结果的RSD来表示。
对现代仪器分析而言,重复性是容易实现的,而重现性是更重要的,也是方法验证必须考察的。
方法的重现性包括连续多次进样分析的重复性、不同天数间的重复性、不同型号仪器间的重现性和不同实验室间的重现性。
方法开发人员,首先应测定重复性。
即在相同条件下连续进样5-10次,一般要求保留时间的RSD不大于1%,峰面积的RSD不大于5%。
如果样品要经过预处理,还应测同一样品多次处理的重复性。
即同一样品取3-5份作平行处理,测定结果的RSD不应大于5%。
某些工业分析要求不大于1 0%。
正确理解重复性与重现性的概念

正确理解重复性与重现性的概念from 仪器信息网重复性(repeatability)与重现性(再现性,reproducibility),二者都是用来评价分析结果的精密度。
大多数人都不作严格区分,有的文献中还常常混用。
但是二者的实际意义是不一样的。
重复性比重现性概念大,应用范围大。
重现性内涵小,一般用在“现象”。
一、重复性(r)定性定义:用相同的方法,同一试验材料,在相同的条件下获得的一系列结果之间的一致程度。
相同的条件是指同一操作者,同一设备,同一实验室和短暂的时间间隔。
定量定义:一个数值,在上述条件下得到的两次实验结果之差的绝对值以某个指定的概率低于这个数值。
除非另有说明,一般指定的概率为0.95。
(重复性是用本方法在正常和正确操作情况下,由同一操作人员,在同一实验室内,使用同一仪器,并在短期内,对相同试样所作两个单次测试结果,在95%概率水平两个独立测试结果的最大差值。
)二、再现性(R)定性定义:用相同的方法,同一试验材料,在不同的条件下获得的单个结果之间的一致程度。
不同的条件指不同操作者、不同实验室、不同或相同的时间。
定量定义:一个数值,用相同的方法,同一试验材料,在上述的不同条件下得到的两次试验结果之间的绝对值以某个指定的概率低于这个数值。
除非另外指出,一般指定的概率为0.95。
(再现性是用本方法在正常和正确操作情况下,由两名操作人员,在不同实验室内,对相同试样各作单次测试结果,在95%概率水平两个独立测试结果的最大差值)三个表示精密度的概念,在国外的文献中常见:1. 平行性(replicability):同一实验室,分析人员、分析方法均相同,对同一样品进行的多个平行样品之间的相对标准偏差;2. 重复性(repeatability):同一实验室,分析人员用相同的分析法在短时间内对同一样品重复测定结果之间的相对标准偏差;3. 再现性(reproducibility):不同实验室的不同分析人员用相同分析对同一被测对象测定结果之间的相对标准偏差。
重复性和再现性

实验结果的准确性:确保实验数据的可靠性和准确性,避免误差和偏差。
实验结果的可重复性:实验结果是否能够被其他研究者重复验证,是判断实验结果可靠性的重要标准。
实验结果的解读:对实验结果进行深入分析和解读,探究实验结果背后的原因和意义。
实验结果的解释:对实验结果给出合理的解释和推测,探究实验结果与理论之间的联系。
Part Three
重复性和再现性的关系
重复性和再现性的联系
添加标题
添加标题
添加标题
添加标题
重复性是指在相同条件下,实验结果的再现程度,即实验结果的可靠性。
重复性和再现性是相关概念,都涉及到实验结果的可靠性和可重复性。
再现性是指在不同条件下,实验结果的再现程度,即实验结果的可重复性。
重复性和再现性的联系在于,一个好的实验应该具备良好的重复性和再现性,以确保实验结果的可靠性和可重复性。
重复性和再现性的协同作用
重复性和再现性的协同作用在科学实践中的应用
重复性和再现性在科学结论中的贡献
重复性和再现性如何提高科学研究的可信度
重复性和再现性在科学实验中的重要性
Part Four
重复性和再现性的影响因素
实验设计
实验操作
实验设计:确保实验条件的一致性,避免误差和干扰因素
实验材料:选择可靠的实验材料,保证实验结果的可靠性
汇报人:XX
强化情感:重复的情感表达可以加深人们对某种情感或情绪的体验,使其更加深刻和持久。
提高技能:通过重复练习来提高技能水平,使人们更加熟练和准确地掌握某种技能或动作。
重复性的应用场景
科学研究:重复实验以验证结果的可靠性
质量控制:确保产品或服务的稳定性和一致性
重复性再现性
8.1.3 零件间变差
零件号
1234
试验 1 甲 次数 2
217 220 217 214 216 216 216 212
3 216 218 216 212
试验 1 乙 次数 2
216 216 216 216 219 216 215 212
3 220 220 216 212
平均值(按零件) 217.3 217.7 216 213
➢ 式中 R 为重复测量的极差平均。
➢ 重复性标准偏差或仪器变差的估计(EV)为:
5.15
R
d
*
2
8.1.1 重复性的定义与计算
重重复复性性分 定重析 义复时 不性, 符计采—算—用实了实际2例个理人解,应多为个:零抽件样,了貌2似个与人
评人重样价 复了性5个(零平件均的掉甲测人量产数生据的(差平异均)掉,零且件每差个异乙人)又,抽就 零号只件 剩下1 “机2”的3影响—4 —E5V)。1 2 3 4 5
去最小平均值——测量人之间产生的极差:2人均值的极差,
包括了重复性的影响)。
– 再2 现性AV=5.152 Ra/d2 * 。2(d2的值2 取决于2 评价人的2 人数m2 和 参测 与量 系 计统 算的极差人 的个数机 g,可从法 附表2.1环 8中查得人 ) 机
– 由于量具变差影响了该估计值,必须通过减去重复性部分 来调整(将人产生的变差分离出来)。
—— (标准差表示)
E 5 V .1e 5 5 .1 1 5 .4 7 5 .5
—— (99%置信区间表示)
8.1.1 重复性的计算EV
8.1.2 再现性的定义与计算
定义:不同人利用同一装备采用同一测量方法测量同一部品的同
一特性。
重复性和再现性
1)重复性(r)
定性定义:用相同的方法,同一试验材料,在相同的条件下获得的一系列结果之间的一致程度。
相同的条件是指同一操作者,同一设备,同一实验室和短暂的时间间隔。
定量定义:一个数值,在上述条件下得到的两次实验结果之差的绝对值以某个指定的概率低于这个数值。
除非另有说明,一般指定的概率为0.95。
2)再现性(R)
定性定义:用相同的方法,同一试验材料,在不同的条件下获得的单个结果之间的一致程度。
不同的条件指不同操作者、不同实验室、不同或相同的时间。
定量定义:一个数值,用相同的方法,同一试验材料,在上述的不同条件下得到的两次试验结果之间的绝对值以某个指定的概率低于这个数值。
除非另外指出,一般指定的概率为0.9 5。
重复性再现性操作培训

案例分析
案例选择
选取具有代表性的重复性再现性操作案例,以便学员更好地理解和掌握操作要 点。
分析方法
引导学员对案例进行分析,探讨操作过程中的问题、改进措施和实际效果,提 高学员解决问题的能力。
04
培训评估
理论测试
总结词
理论测试是评估学员对重复性再现性操作相关理论知识的掌 握程度。
详细描述
通过书面或在线形式进行,测试内容涵盖操作原理、安全规 程、质量标准等方面的知识,以选择题、简答题等形式呈现 。
实操考核
总结词
实操考核是评估学员在实际操作中的技能水平。
详细描述
学员需要在规定时间内完成指定的重复性再现性操作任务,考核内容包括操作步 骤、工具使用、结果判定等方面的技能。
工作表现评估
总结词
工作表现评估是对学员在实际工作中 应用重复性再现性操作能力的综合评 价。
详细描述
通过观察学员在工作中完成的操作任 务、处理问题的能力、团队协作等方 面的表现,对学员进行全面的评估。
统计学原理
03
介绍统计学在重复性再现性分析中的应用,如数据的收集、处
理、分析和报告等。
实际操作训练
操作技能培训
操作练习与纠正
针对具体的重复性再现性操作,进行 实际操作技能的培训,包括设备使用 、操作步骤、注意事项等。
提供实际操作练习的机会,并对学员 的操作进行评估和纠正,确保学员掌 握正确的操作技能。
重复性再现性操作培训
目录
• 培训目标 • 培训内容 • 培训方法 • 培训评估 • 培训效果跟踪
01
培训目标
提高操作员技能
熟练掌握操作流程
使操作员能够熟练掌握重复性再 现性操作的基本流程,包括各个 步骤的顺序、操作要点和注意事
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
3)对量具进行校准,如果这是正常测量系统程序
中的一部分的话。让评价人A以随机顺序测量
n个零件,并将结果学校记教课录在第1行。
8
4)让评价人B和C依次测量这些一亲的n个零件, 不要让他们知道别人的读值;然后将结果分别 的记录在第6行和第11行。
5)用不同的随机测量顺序重复以上循环,并将数 据记录在第2、7和12行;注意将数据记录在适 当的栏位中,例如:如果首先被测量的是零件 7,然后将数据记录在标有零件7的栏位中。如 果需要进行三次测量,则重复以上循环,并将 数据记录在第3、8和13行中。
确定重复性和再现性的指南
A
C
B
GRR
可以使用不同的方法进行计量型量具的研究。 本节将详细讨论三种可接受的方法。它们是:
极差法(Range method)
均值—极差法(Average and Range method)
方差分析法(ANOVA method)
学校教课
1
பைடு நூலகம்
除极差法之外,其它方法所用的研究数据的设计
都很相似。如所呈现的,所有的方法在它们的分 析时均忽视了零件内部变差(如:在第四章,第A 节所讨论的圆度、锥度直径、平面度等。)
但是,整个测量系统不仅包括量具本身及其相关 的偏倚、重复性等,还包括被测零件之间的变差。
如何处理零件内部的变差,需要取决于对零件使
用意图以及测量目的的合理理解。
最后,本章节中的所有技术均以过程处于统计的
稳定状态这一前提条件。
尽管再现性通常被解释为评价者变差,但有些情
况下该变差会出其它原因造成。例如对重复性研
究是必要的,对于一些过程中没有人为评价人的
测量系统,如果所有的零件由相同的设备来搬运、
夹具及测量,则再现性学校为教课零。
2
极差法
极差法是一种经修正的计量型量具研究方法, 它能对测量变差提供一个快速地的近似值。 这方法只能对测量系统提供变差的整体情况, 不能将变差分解成重复性和再现性。它通常 用来快速地检查以验证GRR是否有变化。
使用这方法能够潜在的检测出测量系统为不 可接受的概率是:对于抽样次数是5的情况下, 机率为80%;对于抽样次数为10的情况下, 机率为90%。
学校教课
3
用极差法进行研究时通常选用两个评价 人与五个零件。在这种研究中,两个评 价人测量每个零件一次。由评价人A测量 的每个零件的极差与由评价人B测量的每 个零件的极差是决然不同的。计算极差 之和以及极差的平均值(R):总测量变 差即为极差的平均值乘以1/d2*,d2*可在 附录C中查到,取m=2,且g=零件的数 量。
9
平均值
Xb
10
极差
Rb
11
C
1
0.04 -1.38 0.88 0.14 -1.46 -0.29 0.02 -0.46 1.77 -1.49
0.058
过程标准差 0.0777 从之前的研究中取得
%GRR
100
*
GRR 过程标准差
75.5%
表7:量具研学校究教(课极差法)
5
为了确定测量变差占过程标准差的多少 百分比, 可通过把GRR乘以100,再除以过程标准差, 即可将GRR转化成百分数。在以上范例中(参 见表7),该特性的过程标准差为0.0777,因
学校教课
4
零件 1 2 3 4 5
评价人A 0.85 0.75 1.00 0.45 0.50
评价人B 0.80 0.70 0.95 0.55 0.60
极差(A,B) 0.05 0.05 0.05 0.10 0.10
极差平均值 R Ri 0.35 0.07
55
GRR
R
d
* 2
R 1.19
0.07 1.19
4
平均值
Xa
5
极差
Ra
6
B
1
0.08 -0.47 1.19 0.01 -0.56 -0.20 0.47 -0.63 1.80 -1.68
7
2
0.25 -1.22
0.94 1.03 -1.20 0.22 0.55 -0.08 2.12 -1.62
8
3
0.07 -0.68
1.34 0.20 -1.28 0.06 0.83 -0.34 2.19 -1.50
评价人/
零
件
测量次数
1
2
3
4
5
6
7
8
9
10
平均值
1
A
1
0.29 -0.56 1.34 0.47 -0.80 0.02 0.59 -0.31 2.26 -1.36
2
2
0.41 -0.68 1.17 0.50 -0.92 -0.11 0.75 -0.20 1.99 -1.25
3
3
0.64 -0.58 1.27 0.64 -0.84 -0.21 0.66 -0.17 2.01 -1.31
学校教课
7
进行研究 尽管评价人的人数、测量次数及零件数量 均可会不同,但下面的讨论呈现进行研究 的最佳情况。参见图12中的GRR数据表, 详细的程序如下:
1)取得一个能代表过程变差实际或预期范围的样 本,为n>5个零件的样本。
2)给评价人编号为A、B、C等,并将零件从1到 n进行编号,但零件编号不要让评价人看到。
此:
%GRR
100
*
GRR 过程标准差
75.5%
现在已确定了这测量系统的%GRR,就应该对这 结果进行解释。在表7中,%GRR被确定为75.7%, 于是结论是需对测量系统进行改进。
学校教课
6
平均值和极差法
平均值和极差法(X&R)是一种可 同时对测量系统提供重复性和再现 性的估计值的研究方法。与极差法 不同,这方法允许将测量系统的变 差分解成两个独立的部分:重复性 和再现性,但不能确定它们两者的 相互作用。
6)当测量大型零件或不可能同时获得数个零件时,
第3步到第5步将变更成以下顺序:
学校教课
9
✓让评价人A测量第一个零件并将读值记录在第1行; 让平价人B测量第一个零件并将读值记录在第6行; 让评价人C测量第一个零件并将读值记录在第11行。
✓让评价人A重新测量第一个零件并将读值记录在第2行; 评价人B重新测量第一个零件并将读值记录在第7行; 评价人C重复测量第一个零件并将读值记录在第12行。
如果需要进行三次测量,则重复以上循环,并将数值
记录在第3、8和13行中。
7)如果评价人处于不同的班次,可以使用一个替代
的方法。让评价人A测量所有10个零件,将将读值记
录在第1行;然后让评价人A按照不同的顺序重新测
量,并把读值记录在第2行和第3行。评价人B和评价
人C也同样做。
学校教课
10
量具重复性和再现性数据收集表