欧姆龙视觉传感器教材-FZ基础篇_图文
FAEASSE视觉传感器培训基本问题解答欧姆龙FH课件 (二)

FAEASSE视觉传感器培训基本问题解答欧姆
龙FH课件 (二)
1. 什么是FAEASSE视觉传感器?
FAEASSE视觉传感器是一种利用光学原理进行图像采集和处理的传感器。
它可以对物体进行高速、高精度的检测和定位,广泛应用于自动化生
产线、机器人视觉、智能物流等领域。
2. FAEASSE视觉传感器有哪些优点?
FAEASSE视觉传感器具有高精度、高速度、高灵敏度、可靠性高等优点。
它可以实现对物体的非接触式检测,不会对物体造成损伤,同时可以
适应不同的光线环境和物体表面特性。
3. FAEASSE视觉传感器的工作原理是什么?
FAEASSE视觉传感器的工作原理是利用光学成像原理进行图像采集和处理。
它通过镜头对物体进行成像,然后将图像传输到处理器中进行图
像处理和分析,最终输出检测结果。
4. FAEASSE视觉传感器的应用领域有哪些?
FAEASSE视觉传感器广泛应用于自动化生产线、机器人视觉、智能物流等领域。
它可以用于检测、定位、计量、识别等多种应用场景,如电
子产品制造、食品包装、医药生产等。
5. 如何选择适合自己的FAEASSE视觉传感器?
选择适合自己的FAEASSE视觉传感器需要考虑多个因素,如检测要求、物体特性、环境条件等。
在选择时需要根据实际需求进行综合评估,
选择性能稳定、精度高、适应性好的产品。
OMRONFZSCMCAMERAx

与其他品牌相比, OMRON FZS1CMCAMER A x的售后服务 更加完善
使用心得
操作简单:易于上 手,适合初学者使 用
性能稳定:运行流 畅,无卡顿现象
拍摄效果:画面清 晰,色彩鲜艳
附加功能:具备多 种拍摄模式和功能 ,满足不同需求
产品购买与售后
购买渠道
官方网站 电商平台:如淘宝、京东等 实体店铺:可在当地电子市场或数码店购买 代理商:与官方合作的代理商处购买
产品规格
外观尺寸
长度:120mm
重量:约300g
重量
重量:约300g
材质:铝合金
尺寸:长x宽x高 颜色:黑色
颜色
外观颜色:黑色
显示器颜色:彩色
按键颜色:红色
指示灯颜色:绿色
材质
主体材质:铝合金
表面处理:喷塑
防护等级:IP65
承重能力:50kg
产品功能
拍照功能
支持高清照片拍摄
内置多种拍摄模式和滤镜 效果
支持自动对焦和人脸识别
可录制高清视频并支持实 时编辑
录像功能
支持4K视频录制 1080P高清视频录制 自动对焦和人脸识别功能 录像稳定性和防抖功能
图像处理功能
图像清晰度增强 自动曝光控制 自动白平衡调整 数字防抖技术
存储功能
支持SD卡和USB 存储
可录制高清视频
其他应用场景
工业自动化生产线上的检测与控制
智能家居中的安防监控和智能控制
添加标题
添加标题
添加标题
添加标题
智能物流与仓储系统的监控与管理
商业场所的广告宣传和展示
产品评价
用户评价
产品质量: OMRON FZS1CMCAMER A x的品质非常 可靠,性能稳定。
OMRON光电传感器操作手册
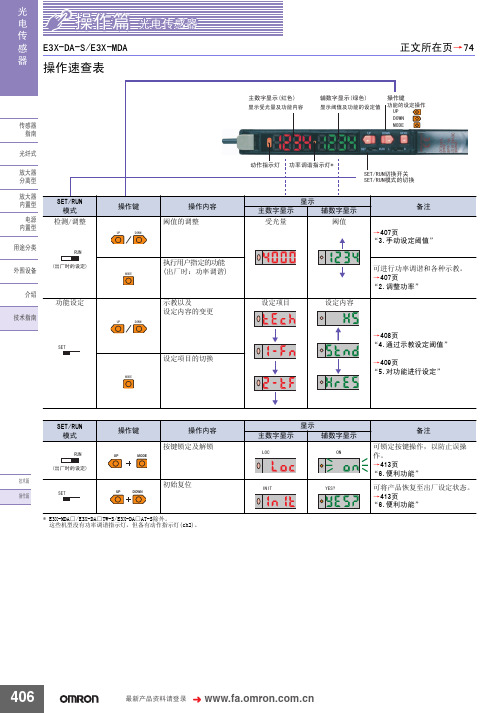
䗝ᢽᖂߚ䖍㓬 ऩջ䖍㓬˖ǃϸջ䖍㓬˖ 䗝ᢽᖂߚࡼᯊ ᖂߚડᑨᯊ䯈 ऩջ䖍㓬ĂõV˖ǃµV˖ǃPV˖ǃPV˖ǃPV˖ ϸջ䖍㓬ĂõV˖ǃµV˖ǃPV˖ǃPV˖ǃPV˖ $7&䫭䇃䕧ߎ˖ ҙ$7&ൟ ᣝ䗮䘧䕧ߎ˖ǃ ফܝㄝ㑻Ͼ䯜ؐП䯈ᯊ䕧ߎ˖ 㞾䆞ᮁ䕧ߎ˖ $7&ࡳ㛑᳝ᬜ˖ǃ $7&ࡳ㛑᮴ᬜ˖ ᮴䆒ᅮ˖ǃ$7&ⱘᓔྟ໘⧚˖ǃ ࡳ⥛䇗䇤ˇ$7&ⱘᓔྟ໘⧚˖
581
䆒ᅮ㒧ᴳৢˈ䖨ಲࠄ ᪡ࠡⱘᰒ冫
581
㟇581
㟇581
408
᳔ᮄѻક䌘᭭䇋ⱏᔩ
᪡㆛⬉ܝӴᛳ఼
ܝ ⬉ Ӵ ᛳ ఼
䆒ᅮࡳ㛑 6(7ᓣ
䗮⫼gᷛ䆚Ẕ⌟ൟ
(;'$ƶ6
ࡳ㛑ߛᤶᯊ᠔ᰒ冫ⱘݙᆍЎߎॖᯊⱘ䆒㕂DŽ ḍ䆒ᅮⱘݙᆍˈࡳ㛑ߛᤶЁৃ㛑Ӯࡴᮄⱘ乍ⳂDŽ
℆581⢊ᗕϟߛᤶᓣᯊ
ঠ䕧ߎ
℆ߛᤶϾ䗮䘧ⱘ䕧ߎݙᆍᯊ
⫼䗨ߚ㉏ ೈ䆒 ҟ㒡 ᡔᴃᣛफ
℆ߛᤶ$7&ࡳ㛑᳝ᬜ᮴ᬜᯊ
ҙ$7&ൟ 䆒ᅮᅠ៤ৢ
ᇚ6(7581ߛᤶᓔ݇䆒Ў 581 DŽ
581
ࡳ㛑ϔ㾜 াࣙᣀҢ䗮⫼ൟᓔྟᮄⱘࡳ㛑DŽᴀࡳ㛑䚼ߚ䇋খ䯙䗮⫼ൟDŽ
83 '2:1
䗮䖛Āߛᤶᰒ冫āࡳ㛑ᬍᰒ冫ᮍ⊩ᯊˈ䗮䖛䬂᪡ᇚ䕙ࡽ᭄ᄫᰒ冫 ߛᤶЎ䯜ؐDŽ
ᡔᴃ㆛ ᪡㆛
䆶⬉䆱800-820-4535
407
ܝ ⬉ Ӵ ᛳ ఼
᪡㆛⬉ܝӴᛳ఼
䗮䖛冫ᬭ䆒ᅮ䯜ؐ 6(7ᓣ
冫ᬭⱘᮍ⊩ˈ᳝བϟಯ辵DŽՓ⫼ᯊ䇋䗝ᢽ᳔ড়䗖ⱘᮍ⊩DŽ 581ᓣϟг㛑䖯㸠冫ᬭ ҙᎹӊ᳝᮴冫ᬭǃ㞾ࡼ冫ᬭ DŽ ᪡ᮍ⊩䇋খ䯙ѻક䰘ᏺⱘĀՓ⫼䇈ᯢкāDŽ ᔧ䕙ࡽ᭄ᄫᰒ冫ߎ⦄Ā29(5āǃĀ/2āǃĀ1($5āᯊˈ㸼冫ߎ䫭DŽ 䇋䞡ᮄ䇗㡖ᑊ䆒ᅮDŽ
欧姆龙 ZFX系列 视觉传感器 说明书

㾚㾝Ӵ⎆ ⲥ㾚 ϔԧ ӴZFX㋏⫼ѻ Ⳃ 㓪 SCHE-C-738C㿔䇶 ℸ 䌁 ZFX ㋏ ѻ DŽЁ䆄䕑њ ZFX ㋏ ѻ Փ⫼Ϟ 䳔ⱘ 㛑ǃ 㛑ǃՓ⫼ ⊩ㄝ DŽՓ⫼ZFX ㋏ ѻ ˈ䇋 䙉 ҹϟџ乍DŽ• ZFX ㋏ ѻ 乏⬅ ⬉⇨ⶹ䆚ⱘϧϮҎ DŽ• Փ⫼ZFX ㋏ ѻ ˈ 乏Ҩ㒚䯙䇏 ˈ⹂ ℷ⹂Փ⫼DŽ • 䇋 ㅵˈҹ 䱣 䯙DŽ˘ ⱘ ˚⫼ ˄ к˅Ў⹂ ℷ⹂ Փ⫼ZFX ㋏ ѻ ˈ Ё Ң 㺙ǃ䖲 ㄝ ⾡䆒 ǃ㾘Ḑㄝ 䖯㸠њ䇈 DŽІ㸠䗮 Ҹ 㗗䇈 њ䗮䖛І㸠 Ϣ䅵ㅫ ҹ PLC ㄝ 䆒 䖯㸠䗮 ⱘ DŽѻ Ⳃ 㓪 SCHE-C-738C11234567用户手册订购、使用时须知(请务必阅读)基础知识基本操作测量条件的设定运用中使用的功能附加功能并行接口附录视觉传感器液晶监视器一体式传感器ZFX 系列至欧姆龙产品的用户订购、使用时须知订购本公司工控设备产品时,在估价单、合同书、规格书中没有特别规定的情况下,适用以下的保证内容、责任的限制、适宜用途的条件等。
请在确认并接受以下内容的基础上订购和使用。
1.保证内容(1)保证期限本产品的保证期限为购入后或运抵指定场所后1年内。
(2)保证范围上述保证期限内,因本公司责任而导致本产品发生故障时,本公司将无偿提供替代品或对故障产品进行修理。
但是,下列原因导致的故障,不属于保证对象范围。
a) 在产品目录或操作说明书等所记载以外的条件、环境下使用而造成的故障b) 由本产品以外的原因而造成的故障c) 由本公司以外的人员进行的改造或修理所导致的故障d) 由于本产品本来的使用范围而造成的故障e) 本公司交换当时的科学、技术水平所无法预见的故障f) 其他由于天灾等灾害造成的非本公司责任的故障此处所说的保证,仅针对本产品,由于本产品故障所导致的损害不属于保证对象范围。
2.责任的限制(1)对于本产品引起的特别损害、间接损害以及消极损害,本公司概不承担任何责任。
(2)本产品可以编程,由本公司以外的人员所进行的编程,以及因此而产生的结果,本公司概不承担任何责任。
欧姆龙传感器培训资料

线圈引发的 高频率磁场
原理 1.通过高频发震器Coil而发出高频
磁场
2.被测对象(金属)接近时表面会
高频率 发送机
产生涡电流(Eddy Current),涡 电流又会引发磁场 3.涡电流引起的磁场受发震器的影
响而停止震动
4.通过振动的有无使控制输出ON/OFF
检测对象是会发生涡电流的电导体,
越接近磁性体(容易变成磁铁)产生
现欧姆龙的产品多为红色。
精品课件
接近传感器特性曲线图(一)
检测物体的大小、材料与检测距离的关系
物体的大小小于标准 检测物体时,检测距 离变小。 对于同等大小的物体 来说,依材料不同而 不同。铁的检测距离 最长。
精品课件
接近传感器特性曲线图(二)
检测物体的厚度与检测距离的关系
根据表皮效果(Skin Effect)、检测物体 越 薄,产生的涡电流 强,检测距离越长。 (即便是Al也比厚铁
的涡电流越大、灵敏度越高。
即便是磁性体,象铁酸盐那样的熔 铸合金是绝缘体,不会发生涡电流,
控制输出
OFF
所以不易被检测。
无被测对象
精品课件
发震器的动作
ON
有被测对象
接近传感器应用(一)
利用交流磁场的变化 通过接近传感器把生 产线上不同的金属罐 分类。
精品课件
檢測距離: 0.8 10mm
接近传感器(检测非金属)工作原理
片的距离长)
精品课件
对2线式传感器很重要
漏电流(mA)
传感器即使不处于ON状态,也 存在让回路动作的电流i。
E2E-X□D 0.4
+V 负载
回路 i
泻放电阻
0V
负载过大或不想让电流流过负载
欧姆龙接近传感器工作原理
欧姆龙接近传感器工作原理《欧姆龙接近传感器工作原理》1. 引言你有没有想过,在自动化流水线上,那些机器是怎么知道物件到没到指定位置的呢?又或者,在电梯门快关上的时候,它是怎么检测到还有人要进来的呢?嘿嘿,这里面可能就用到了欧姆龙接近传感器呢。
今天,咱们就来深入了解一下欧姆龙接近传感器的工作原理,从基本概念到实际应用,再到常见问题,都给大家扒一扒。
这篇文章会先介绍它的基本概念和理论背景,然后详细分析运行机制,再讲讲在生活和工业中的应用,还有常见的误解以及相关知识等。
2. 核心原理2.1基本概念与理论背景欧姆龙接近传感器啊,它其实就是一种能够检测物体的接近状态而不需要机械接触的传感器。
它的理论基础是电磁感应原理呢。
简单来说,就是利用磁场的变化来感知物体。
这个原理可是经过了很长时间的发展哦。
最早的时候,人们对于电磁现象的认识不断加深,从发现电流能产生磁场,到后来发现磁场的变化又能产生电流。
随着技术的发展,科学家们就想啊,能不能利用这个原理来检测物体呢?于是就慢慢发展出了接近传感器。
就好比我们知道水能灭火,那能不能利用这个原理制造出灭火设备呢?这就是从理论到实际应用的探索过程。
2.2运行机制与过程分析那它到底是怎么工作的呢?当有金属物体接近欧姆龙接近传感器的时候,传感器内部的线圈会产生一个高频磁场。
这个高频磁场就像一个无形的大手在周围摸索着。
一旦有金属物体靠近,这个金属物体就会被这个高频磁场影响,产生一个感应电流。
这个感应电流又会产生一个自己的磁场,这个新产生的磁场就会和传感器原本的磁场相互作用。
说白了,就像两个人互相推搡一样。
这种相互作用会导致传感器内部的一些参数发生变化,比如说电感或者电容的数值会改变。
传感器呢,就能够检测到这些数值的变化,然后就知道有物体靠近了。
举个例子吧,就像我们在黑暗中拿着手电筒,周围有东西靠近的时候,会挡住一部分光线,我们就能感觉到有东西过来了。
这里的磁场就相当于手电筒的光,物体靠近改变磁场就像挡住光线一样。
欧姆龙光电传感器原理及工作方式

传感器光电传感器概要光电传感器的定义「光电传感器」是利用光的各种性质,检测物体的有无和表面状态的变化等的传感器。
光电传感器主要由发光的投光部和接受光线的受光部构成。
如果投射的光线因检测物体不同而被遮掩或反射,到达受光部的量将会发生变化。
受光部将检测出这种变化,并转换为电气信号,进行输出。
大多使用可视光(主要为红色,也用绿色、蓝色来判断颜色)和红外光。
光电传感器如下图所示主要分为3类。
(详细内容请参见「分类」)对射型回归反射型扩散反射型光电传感器特长①检测距离长如果在对射型中保留10m以上的检测距离等,便能实现其他检测手段(磁性、超声波等)无法离检测。
达到的长距②对检测物体的限制少由于以检测物体引起的遮光和反射为检测原理,所以不象接近传感器等将检测物体限定在金属,它可对玻璃.塑料.木材.液体等几乎所有物体进行检测。
③响应时间短光本身为高速,并且传感器的电路都由电子零件构成,所以不包含机械性工作时间,响应时间非常短。
④分辨率高能通过高级设计技术使投光光束集中在小光点,或通过构成特殊的受光光学系统,来实现高分辨率。
也可进行微小物体的检测和高精度的位置检测。
⑤可实现非接触的检测可以无须机械性地接触检测物体实现检测,因此不会对检测物体和传感器造成损伤。
因此,传感器能长期使用。
⑥可实现颜色判别通过检测物体形成的光的反射率和吸收率根据被投光的光线波长和检测物体的颜色组合而有所差异。
利用这种性质,可对检测物体的颜色进行检测。
⑦便于调整在投射可视光的类型中,投光光束是眼睛可见的,便于对检测物体的位置进行调整。
光电传感器原理①光的性质直射光在空气中和水中时,总是直线传播。
使用对射型传感器外置的开叉来检测微小物体的示例便是运用了这种原理。
曲折是指光射入到曲折率不同的界面上时,通过该界面后,改变行进方向的现象。
反射(正反射、回归反射、扩散反射)在镜面和玻璃平面上,光会以与入射角相同的角度反射,称为正反射。
3个平面互相直角般组合的形状称为三面直角棱镜。
OMRoN视觉仿真软件和相关手册

ྚ啭㞾ࡼ࣪˄Ё˅᳝䰤݀ৌ
⠜ᴗ᠔᳝ Ϟ⍋ॄࠋ
201201CR01
» 同 类 产 品 中 最 快 Quad Processing
» 搜 索 能 力 的 革 新 搭 载 全 新 程 序 — 形 状 搜 索 II
永不止步的技术革新。
作为感测元件的基本性能,兼具高速性和正确性。 还有可高效发挥其性能潜力的易操作性。欧姆龙视觉传感 器 FZ 系列,为了帮助客户不断提高产品服务质量,无论 过去还是将来都将沿着上述三大主线不断创新和进步。
视觉传感器 系列产品介绍
PC视频系统
FJ系列
这是一种解决了基于PC的图像处理难题的 全新机器视频系统
■迅速快捷的自定义开发环境 ■具有很高稳定性的先进检测程序 ■高质量的硬件和软件兼容性
低成本一体型视觉传感器
FQ系列
可轻松导入生产线的任何部位,仅手掌大小的视觉传感器
■将相机、照明、处理器小型化、一体化 ■即使是光泽面、金属面,也能立即获得清晰明亮的图像 ■可在设定控制台“触摸式操作器”上简单操作 ■即使要增加检查点,也可简单增设,并最多可连接8套传感器
Cat. No.SDNB-C-024A
ᯚᯢџࡵ᠔ ϰ㥲џࡵ᠔ 生Ꮂџࡵ᠔ ᑓ㽓џࡵ᠔
0871-3527-224/084Lj3571-134Lj3528-037 0769-2242-3200 0591-8808-8551/8552 0773-5846286
⡍㑺ᑫ
⊼˖㾘Ḑ䱣ᯊৃ㛑ᬍবˈᘩϡ㸠䗮ⶹDŽ᳔㒜ҹѻક䇈ᯢкЎޚDŽ
视觉传感器 FZ4 系列
永不止步的革新,向图像感测技术巅峰的挑战
খ㗗ѻકḋᴀ䅶䌁ᴀ݀ৌᎹϮ㞾ࡼ࣪ѻક˄ҹϟㅔ鹵ᴀ݀ৌѻક˅ᯊˈᔧӋ㸼ǃড়ৠǃ㾘Ḑкㄝ≵᳝ᦤঞ ⡍߿䇈ᯢџ乍ᯊˈ䗖⫼ҹϟⱘֱ䆕ݙᆍǃܡ䋷џ乍ǃ䗖ড়⫼䗨ⱘᴵӊㄝDŽ 䇋ࡵᖙ⹂䅸ҹϟݙᆍৢ䖯㸠䅶䋻DŽ
欧姆龙视觉对位技术应用PPT学习教案

1
XW2Z-S013-2
欧姆龙
2
JL-BRD2- 400X300W 欧姆龙
1
HF-12.5HA-1B
欧姆龙
1
第8页/共9页
备注 2通道相机视觉控制器 200万黑白相机 2m I/O输入输出(可选) 1通道光源电源(可选) 开孔背光源(可选)
根据距离选择镜头
• 降低生产成本 原产线上料员工单班3人。
OC方案
通过视觉识别缸体型号,区别种类,引导机 器人抓起零件,实现自动上下料。 10S/件
实现自动化后,单班省人3人,两班6人,每年 预计降低人员成本40万。
型号
品牌
数量
FH-1050
欧姆龙Biblioteka 1如何确保操作人员FZ的-S2M安全
欧姆龙
1
FZ-VS3 10m
欧姆龙
Confidential B
第1页/共9页 © OMRON Corporation
工艺/设备课题及解决方案 (1)
课题及解决方案简述 课题1:缸体(2个工位)产品16种,工件长度、宽度不 超过400mm,生产过程中,机器手抓件到相机下拍照区 分产品种类。看局部300mm即可区分产品种类。 解决方案:1、根据预录入产品种类区分种类以及定位, 2、自动识别产品种类并按照预设发送给机器人或/PLC, 3、自动计算每种产品相对标准位置的X ,Y, Angel的偏移 (精度±1mm以内),4、自动传输位置数据给机器人引 导机器人准确抓取。 课题2:缸体(1个工位)产品共6种,工件长度、宽度不 超过400mm,产线宽度不超过500mm,工件到相机距离 变化不超过10mm,生产过程中,工件摆放会出现偏移, 现需视觉相机识别及定位,将工件坐标发送给机器人。 解决方案:1、根据预录入产品种类区分种类以及定位, 2、自动识别产品种类并按照预设发送给机器人或/PLC, 3、自动计算每种产品相对标准位置的X ,Y, Angel的偏移 (精度±1mm以内),4、自动传输位置数据给机器人引 导机器人准确抓取。
欧姆龙视觉传感器-FZ4基础篇讲解

近似椭圆
短径
主轴(长轴)
<周长>
【周长】 抽取图像边界的像素数。
周囲長=24pix
主轴角
长径
近似椭圆扁平比率=[短径]和[长径]的比
【如果是近似(等价)椭圆】 近似椭圆的面积和抽取图像一样,重心和主轴一致。
<圆形度>
圆形度=1.0
抽取图像的外周离圆越近,数值就越大。 FZ3中只有0以上1以下数值。
(2)精度 精度等于所拍摄物体的大小(mm)/484像素(pixel),单 位(----)mm/pixel
6.图像处理基本概念
(3)灰度 从黑到白, 把每个像素(pixel)所受光强分成0-255共256度灰度等级。如下 图1-4。
图1-3 灰度等级
(4)二值化 把相机读取的256度灰度图像分为白色和黑两色。通过设置上/下限值(二 值化值),把落在灰度范围内的图像转化为白色象素,其余转化为黑色像素 。如下图1-4。
搜索范围:限制搜索范围,、缩短处理时间,提高正确率。
模型登录
输入图像
模型的中心位置
搜索区域(在该区 域中搜索与登录模 型接近的形状。)
搜索位置(X,Y)
12.<灵活搜索>
将有差异的测量物看成同类,要防止无谓的误检时使用。事先登录几个模型、从输 入图像中找出与多个模型最接近的部分,检测出相似度和位置。
易 检测有无
伤痕、外观检测
尺寸、测 量
定位
难
VISION主要处理项目类型
检测项目 描述
项目
搜索
识别测量对象的形状、检测其位置
有无、定位
边缘位置
面积中心 缺陷
利用测量区域内颜色的变化,检测出测量对象的边缘 位置 检测测量区域内指定颜色的面积及重心位置
欧姆龙视觉传感器介绍

ৃ㓪ࠊ఼ CJ2 CPUऩܗ
ᴎ఼Ҏࠊ఼
FQ-M EtherCAT⬉㓚 FQ-MWNL/-WN (RJ45/M12)
FQ-MS@@@ FQ-MS@@@-M
FQ-M I/O⬉㓚FQ-MWDL/-MWD
䚼✻ᯢ˄FL㋏߫˅
✻ᯢࠊ఼ FL-TCC1
⬉⑤ DC24V
㾺থ䕧ܹ Ӵᛳ఼
䞣 ᮟ䕀㓪ⷕ఼
CCTV镜头
类型
FL系列用
型号 FQ-MWDL005 FQ-MWDL010 FQ-MWD005 FQ-MWD010
型号 FQ-XPM FQ-AC@ * FQ-BAT1 FQ-XT FQ-XH HMC-SD291 HMC-SD491
型号
W4S1-03B W4S1-05B W4S1-05C
型号
GX-JC03 GX-JC06
新的基于轮廓的检索算法为取放应用带来独一无二的性能。变化的照明条件、反射、物体倾斜或部分 隐藏的物体不再是问题。无论同时检测的物体数量多少,即便高速时,FQ-M也可获得稳定的结果。
同类最佳的性能
360°检测、
每分钟5000件的高速处理。
30
物 25 体 数 20
15
10 146
15ms
时间(ms)
161
FQ-M EtherCAT ⬉㓚 FQ-MWNEL/-MWNE (M12/M12)
FQ-M I/O⬉㓚
FQ-M EtherCAT ⬉㓚 FQ-MWNL/-WN (M12/RJ45)
⬉⑤ DC24V
㾺থ䕧ܹ Ӵᛳ఼
䞣 ᮟ䕀㓪ⷕ఼
⫼Ѣ I/O ࠊⱘ PLC
* Sysmac Studio㾺ᓣপ᱃఼᮴⊩ϔ䍋Փ⫼DŽ䖲Ѡ㗙ᯊˈSysmac StudioᇚӬܜDŽ Փ⫼Sysmac Studioᷛޚ⠜ᴀᇍᴎ఼㞾ࡼ࣪ࠊ఼NJ㋏߫䖯㸠䆒ᅮᯊˈ䇋⫼USB䖲Ethernet㔥㒰䖲⬉㛥ϢNJDŽ
OMRON FZ-SC2M CAMERA
二、画面调节:
当画面调整完成 后,点击右侧功 能栏中的检测和 测量文件夹,选 取所需功能进行 测量。根据需要, 选取圆形扫描边 缘宽度
二、画面调节:
界面唯一可选图 标
二、画面调节:
通过拉取,将所 测量的元素全部 放到检测范围内, 确定
二、画面调节:
调整测量点数来 确定你所需检测 区域的点,选择 360就是检测一 周,掩膜尺寸是 检测密度
二、画面调节:
点击测量,测量 出实际尺寸,来 确定其范围,调 整参数进行约束
结束语:
通过培训这种形式,间接的也让我提高了自己对设备软件的认识,带 动了大家的学习兴趣。希望这个活动会越来越完善,使班组成员全面提高, 节省维修时间,降低因为设备原因的停机率。
1
2 5
பைடு நூலகம்3 6
7
4
一、硬件配置:
2.照相机:
亮度调节
接线口 焦距调节
二、画面调节:
电源接通后,显 示器显示的画面
二、画面调节:
场景切换就是所 谓的程序,在编 辑时,要注意不 要把有用程序修 改; 流程编辑就是软 件编程,用此项 功能完成图片中 元素的抓取与检 测
二、画面调节:
进入流程编辑时 显示的画面,右 边是功能栏,根 据要我们可以从 中选取,左边是 我们需要用到的 功能并做相应的 编辑,点击左侧 0.图像输入图标
二、画面调节:
通过调整边缘详 细来调整你不需 要检测的区域
二、画面调节:
点击测量,测量 出实际尺寸,来 确定其范围,调 整参数进行约束
二、画面调节:
选取扫描边缘宽 度
二、画面调节:
界面唯一可选图 标,注意边缘测 量中测量点数, 将其调整到与宽 度相同来实现全 测量
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
目录
1.控制器选定 2.相机选定 3.镜头选定 4.光源选定 5.视觉检测项目 6.图像处理基本概念
13.字符读取 14.位置偏移补偿 15.计算公式 16.并口I/O 17.相机校准 18. 程序编写练习
7.项目流程
8.前处理过滤
9.颜色面积/标签/高功能标签
8.前处理过滤 色斑消除
通过将选定的2色转换成相同颜色,消除工件 的色斑或者条纹。
条纹消除 +
消除工件的纵向条纹,横向条纹,格子条纹背景 。
圆展开
圆周・圆弧中的图像展开成长方形的图形。就可 检测圆周上的字符或者图形。
9.面积中心
抽取测量对象的颜色测量总面积 。也可测量工件的重心。最多可 选择8种不同的颜色。颜色选择通 过颜色/饱和度/亮度来指定。
(5)判定 或 数据输出:
8.ቤተ መጻሕፍቲ ባይዱ处理过滤
测量前处理
为了便于测量相机拍摄的图像,对图像进行加 工过滤
背景消除
通过抽取指定区域内的像素,去除测量不需要 的背景同事,提高图像对比度的过滤手段
彩色过滤
将彩色图像转换为突出特定颜色的黑白图像 的过滤手段
颜色抽取
从彩色图像中抽取指定颜色,转换成彩色图像 或者2值图像的过滤手段
抽 取 蓝 色 部 分
面积降序/升序 X坐标升序/降序 Y坐标升序/降序 椭圆近似长径升序/降序 椭圆近似短径升序/降序
根据分类方法抽取的标签会分配编号。指 定需要测量的标签编号,测量目标工件。
「蓝色」选择案例
「橙色」指定案例
标签条件
面积降序/升序 X坐标升序/降序 Y坐标升序/降序 椭圆近似长径升序/降序 椭圆近似短径升序/降序
即便从正上方拍摄,由于镜头畸变,比 较容易呈现工件的侧面。
镜头畸变较小,比较难反应 工件的侧面。
优点:节省空间 缺点:畸变大
优点:畸变小、景深广 缺点:需要安装空间
30万像素相机(单体)光学图表
200万像素相机(单体)光学图表
4.光源选定
环光
低角度光源
同轴落射光源
反光镜
整体照射均匀
斜光光源
平整地方呈现黑色、只有 凹凸地方容易反射。
搜索液晶基板的定位标记。
即便是右边的状 态也能找到。
干扰较多
缺少一部分
低对比度
12.<EC圆搜索>
从输入图像中找出与模型最相似的需要寻找的圆形标记、检出圆评价值(相似度)和 位置。ECM搜索同样是使用着重轮廓信息的登录模型。此外,可以测量输入图像内 的圆的个数。
计数:5个 统计处指定大小的圆有几个。根据「圆形」这一形状信息来抽取,所以变形的,内部有 污点的,通过修改允许范围,也可稳定测量。
旋转图像时,在「横宽・纵宽」的位置上测得的数值。
旋转 矩形 短径
旋转 矩形 长径
外接 矩形 长宽
<空数>
以下情况,空数=3
<内接・外接圆数值> 【内接・外接圆】
内接圆半径
外接圆 : 内部包含抽取图像的最小圆
外接圆半径
内接圆 :内部包含抽取图像的最大圆
测量图像
10.边缘位置
<边缘位置> 根据测量区域内的颜色变化,检测 测量物体的位置。
易 检测有无
伤痕、外观检测
尺寸、测 量
定位
难
VISION主要处理项目类型
检测项目 描述
项目
搜索
识别测量对象的形状、检测其位置
有无、定位
边缘位置
面积中心 缺陷
利用测量区域内颜色的变化,检测出测量对象的边缘 位置 检测测量区域内指定颜色的面积及重心位置
检测无背景测量对象的缺陷及零件缺损、毛刺
尺寸
有无、外观 外观
10.边缘位置/扫描边缘位置/扫描边缘宽度
11.搜索/灵活搜索/机敏搜索/EC圆搜索
12.缺陷/高精度缺陷
1.流程选定 处理功能
+HG处理
(形状搜索、 2DCR、高功 能标签etc)
FZ3-H300系 FZ3-H700系 FZ3-H900系
标准软件( 2M相机、包
FZ-L系
FZ3-300系 FZ3-700系 FZ3-900系
根据分类方法抽取的标签会分配 编号。指定需要测量的标签编号 ,测量目标工件
<抽取条件>
面积/重心X/重心Y/椭圆近似长径 /椭圆近似短径/外接
面积、重心。主轴角、椭圆近似长径、椭圆近似短径
:抽取的图像中已包含像素的总数 。
抽出画像
<近似(等价)椭圆数值> 主轴角
椭圆近似长径 椭圆近似短径 椭圆近似扁平比率
尺寸、测量
检测有无
伤痕、外观检测
具体为以下4个检测内容。
2值化面积:计算特定的颜色、亮度的像素 搜索:在指定的范围内搜索事先登录的形状、位置 边缘:找出亮度变化之处 伤痕检测:与附近的浓度(亮度)对比、计算出差的大小。
6.图像处理基本概念
(1)像素(画素) 它是成像于相机芯片的图像的最小组成单位。以25万像素的 相机为例, 满屏有512*484个像素,成像于1/3英寸大小的CCD芯片。如下 图1-3。
具体处理单元如下:
一般测试时用于的情况:
对在图像中有被测物体有唯 一特征的时使用 对圆形类形状物体使用 对规则物体(如:矩形,多边 形)测试时使用
对带有颜色的物体时使用
位置修正使用方法:
1单元滚动:紧跟上个处理单元进行图像修正(参考下页) 2单元滚动:紧跟上2个处理单元进行图像修正(参考下页) 3.表达式: 可以根据需要自定义位置修正方法(参考下页) 4.取消位置修正:把以前的位置修正全部取消
搜索范围:限制搜索范围,、缩短处理时间,提高正确率。
模型登录
输入图像
模型的中心位置
搜索区域(在该区 域中搜索与登录模 型接近的形状。)
搜索位置(X,Y)
12.<灵活搜索>
将有差异的测量物看成同类,要防止无谓的误检时使用。事先登录几个模型、从输 入图像中找出与多个模型最接近的部分,检测出相似度和位置。
短轴
近似椭圆
短径
主轴(长轴)
<周长>
【周长】 抽取图像边界的像素数。
周囲長=24pix
主轴角
长径
近似椭圆扁平比率=[短径]和[长径]的比
【如果是近似(等价)椭圆】 近似椭圆的面积和抽取图像一样,重心和主轴一致。
<圆形度>
圆形度=1.0
抽取图像的外周离圆越近,数值就越大。 FZ3中只有0以上1以下数值。
(2)精度 精度等于所拍摄物体的大小(mm)/484像素(pixel),单 位(----)mm/pixel
6.图像处理基本概念
(3)灰度 从黑到白, 把每个像素(pixel)所受光强分成0-255共256度灰度等级。如下 图1-4。
图1-3 灰度等级
(4)二值化 把相机读取的256度灰度图像分为白色和黑两色。通过设置上/下限值(二 值化值),把落在灰度范围内的图像转化为白色象素,其余转化为黑色像素 。如下图1-4。
测量区域
长方形/椭圆(圆)/多边形
要检测T区低区域或者测量物整体的缺陷时使用。
缺陷
执行缺陷检测是「测量区域」和「缺陷检测尺寸」的设定。
13<高精度缺陷>
高精度检测出「缺陷」。通过修改检测出的元素尺寸或者比较间隔等,在速度和 精度方面能够达到客户具体要求。
缺陷度求法
检测区域内、移动小区域 (=元素) 同时,求出该小区域的颜色(浓度)平均。
有角度需要修正时,选择后会自动在θ栏里增加角度算法
如果选择“补偿”会在位置修正后消除难看的锯齿 ,提高检测精度,但会增加一部分处理时间
如果在设定方法时,选择的是1单元滚动或2单元滚 动时,系统会自动生成算法表达式,如果选择的是 3表达式 方式,则可以自定义写入到算法计算式里 进行计算 注意:基准位置是第一次登录模型的位置,除非更 改结合使用的处理项目的基准位置或自定义设置, 否则将会保持在本体中。 位置修正的参数值即为: dx: 测量位置X-基准位置SX dy: 测量位置Y-基准位置SY dθ:测量值θ-基准值Sθ
<外接矩形数值> 【外接矩形】
外接矩形横宽
抽取图像的外接长方形中, 每2边各自成水平和垂直。
外接矩形长宽
不旋转图像,就这样测量「横
宽・纵宽」。
外接矩形左上坐标X
外接矩形左上坐标Y
左上 坐标
外接 矩形 横宽
<旋转矩形数值> 旋转矩形长径 旋转矩形短径
【旋转矩形】
抽取图像的外接长方形中,通过允许边的倾斜,面积将 是最小。
<边缘根数>
根据测量区域内的颜色变化,找到 测量物体的边缘。要求IC或者接插 件的PIN的时候等使用。
通过真彩处理,可测量没有颜色的边缘,通过颜色指定,可只检测特定颜 色的边缘。
10.<边缘位置>
真彩处理产生的色差
100%
0%
颜色指定产生的色差。左图是指 定绿色。(绿色是基准)
100%
0%
通过真彩处理,即便边缘颜色不同,也可测量相同位置的边缘。
处 理
含HDR)
速
度
低成本CPU
标准CPU
高速CPU DUAL CPU
2.相机选定
640×480
1600×1200
2448×2048
※尺寸测量等高精度测量时,推荐使用重复精 度好的黑白相机。
3.镜头选定
广角(畸变大) 远距离(畸变小)
<广角镜头>
6mm/8mm
・・・・・
<望远镜头>
50mm/75mm
13.缺陷/高精度缺陷 检测无图案的测量物的缺陷,污点等。
通过测量区域内的颜色变化发现缺陷。
「缺陷」的测量区域是长方形/宽边直线/椭圆(圆)/圆环/宽边圆弧/多边形等可任意 指定。可绘制的图形是每个单元最多8个。