工厂改善报告PPT课件
合集下载
改善报告ppt课件
5)完善岗位职责职务说明书及绩效考核资料
5
DONE R 东菱电源
2.2车间生产管理方面:
2.2.1缺少SOP;
建议:每个工位增加SOP、(设备/仪器/治具等操作规范),可以使员工很好的了解操作步 骤及工位工艺要求避免错误或不良品的产生,减少重工,材料的浪费,对设备/仪 器/治具等进行保养,防止磨损,损坏. 2.2.2 缺少水线,接地线,静电环静电效果不佳; 建议:增加水线与接地线,将静电环无绳改为有绳,因为无绳对人体不好,瞬间 放电过大.(说明:有线静电手环是直接放电,而无线静电手环是当电压超过 1500V,它的尖端部分会对空气放电,以此来耗散静电,但无绳腕带的耗散静电 时所需静电电压太高,并不适合电子行业,因为有多少电子元件可以承受1500V 以上的高压呢? ) 2.2.3仪器/设备无进行点检保养工作; 建议:增加仪器仪器/设备点检保养工作.(附表) 2.2.4不能明视订单生产状况站别; 建议:制定车间订单流动管理看板(附表) 2.2.5车间生产不平衡,切脚站后堆积过多,周转不及时. 建议:利用IE管理法,增加人员,改善为精益生产流水化,5S管理.
2.1.4缺少管理培训.
建议: 根据公司发展可以定期进行例如:员工入职培训,各部门专业技能培训,
及品质培训,并考核,
(此培训可以提高工作效率及工作品质,减少不
必要的损失及浪费)
4
DONE R 东菱电源源自2.1管理方面:2.1.5缺少程序文件作业流程性文件(程序文件,SOP与外来文件,表单记录)
建议:完善各部门程序及流程文件,并会议决定修改生效受控并按照程序作业.(注: 程序文件若有问题可以不断完善并会议后修改后审批执行)
3
DONE R 东菱电源
二.发现问题点
精益改善报告完整版PPT课件
珠海市俊凯机械有限公司
改善前物料摆放
两种产 品混料
成品摆 放混乱
产品上 还有废
屑
2021/6/4
报废品 无指定 摆放区
域
物料 放置 不清
晰
不良品 放置在 成品架
上
不良品 放置在 产品放 置盒中
35
珠海市俊凯机械有限公司
产品摆 整齐 能很快 找到物
料
2021/6/4
时间:秒u
节拍:180
150
100
50
0
1
2
改善前生产一个产品所需的 时间为1233秒
2021/6/4
改善前生产一个产品所需的 时间为180秒
21
珠海市广浩捷精密机械有限公司
序号
1 2 3 4 5
6
改善内容
46302011ACG生产线 岗位及人员的确定 员工技能表的建立 现场的目视化管理建立
生产周期提升了50% 生产效率提升了50%
目标 50%
改善前 60分钟
207
1319 13 10
改善后 40分钟
138
2400 2 2
总提升 33%
33%
82% 85% 80%
2021/6/4
11
珠海博杰电子有限公司
• 改善中出现的问题:
• 1.物料难以找到 • 2.没有管理者关注生产线 • 3.员工的心态没有人引导 • 4.线内管理者缺失 • 5.物料关注的问题少 • 6.员工的工具没有地方存放,导致工具丢失 • 7.专门物料员没有配置给生产线 • 8.出现品质问题,四处找人,没有品管巡线
2021/6/4
效果确认:生产工序严格按单件流,从而使 物流间/工序间库存是零,减少库存浪费等 问题,异常情况下,使问题立即暴露,把问 题立即解决…
《工厂改善报告》课件
问题:产品质量不稳定 解决方案:加强质量管理,建立 完善的质量管理体系
解决方案:加强质量管理,建立完善的质量管理体系
问题:员工流失率高 解决方案:提高员工福利待遇,加 强员工培训,提高员工满意度
解决方案:提高员工福利待遇,加强员工培训,提高员工满意度
问题:生产成本高 解决方案:优化生产流程,降低生产 成本,提高产品竞争力
工厂现状与问题
03
工厂简介
工厂名称:XX工厂 添加标题
地理位置:XXXX 添加标题
员工数量:XXXX 添加标题
生产流程:XXXX 添加标题
添加标题
添加标题 成立时间:XXXX年
添加标题 主要产品:XXXX
添加标题 生产设备:XXXX
存在的问题:XXXX
当前存在的问题
质量控制不严:产品质量不 稳定,不合格率高
环保压力:随着环保意识的提高,工厂需要面对环保压力,提高环保水平 市场竞争:随着市场竞争的加剧,工厂需要不断提高产品质量和降低成本, 以应对市场竞争
未来计划与目标
持续改进:不断优化生产流程,提高生产效率 技术创新:引入新技术,提高产品质量和生产能力 培训与教育:加强员工培训,提高员工技能和素质 环保与可持续发展:减少污染,降低能耗,实现绿色生产
YOUR LOGO
PPT,a click to unlimited possibilities
《工厂改善报告》PPT课件
汇报人:PPT
汇报时间:20XX/01/01
目录
01.
添加标题
02.
开场与介 绍
03.
工厂现状 与问题
04.
改善措施 与实施过 程
05.
改善成果 与效益分 析
06.
解决方案:加强质量管理,建立完善的质量管理体系
问题:员工流失率高 解决方案:提高员工福利待遇,加 强员工培训,提高员工满意度
解决方案:提高员工福利待遇,加强员工培训,提高员工满意度
问题:生产成本高 解决方案:优化生产流程,降低生产 成本,提高产品竞争力
工厂现状与问题
03
工厂简介
工厂名称:XX工厂 添加标题
地理位置:XXXX 添加标题
员工数量:XXXX 添加标题
生产流程:XXXX 添加标题
添加标题
添加标题 成立时间:XXXX年
添加标题 主要产品:XXXX
添加标题 生产设备:XXXX
存在的问题:XXXX
当前存在的问题
质量控制不严:产品质量不 稳定,不合格率高
环保压力:随着环保意识的提高,工厂需要面对环保压力,提高环保水平 市场竞争:随着市场竞争的加剧,工厂需要不断提高产品质量和降低成本, 以应对市场竞争
未来计划与目标
持续改进:不断优化生产流程,提高生产效率 技术创新:引入新技术,提高产品质量和生产能力 培训与教育:加强员工培训,提高员工技能和素质 环保与可持续发展:减少污染,降低能耗,实现绿色生产
YOUR LOGO
PPT,a click to unlimited possibilities
《工厂改善报告》PPT课件
汇报人:PPT
汇报时间:20XX/01/01
目录
01.
添加标题
02.
开场与介 绍
03.
工厂现状 与问题
04.
改善措施 与实施过 程
05.
改善成果 与效益分 析
06.
工作总结及改善报告PPT

极性。
06
CATALOGUE
结论与展望
对过去工作的总结
1 2 3
完成任务与项目
在过去一年中,我们成功完成了各项任务与项目 ,包括重要客户项目、内部管理系统优化等。
提升工作效率
通过引入新工具和技术,我们提高了工作效率, 减少了加班时间,并实现了更好的工作与生活平 衡。
团队合作与沟通
我们加强了团队之间的合作与沟通,定期召开项 目会议,分享信息,解决问题,提高了整体执行 力。
成本控制
实施成本节约措施,降低运营成本, 提高盈利能力。
客户满意度提升
优化客户服务,提高客户满意度和忠 诚度,增加市场份额。
不良率降低
改进生产工艺,降低产品不良率,提 高产品质量。
改善效益分析
经济效益
通过降低成本、提高效率 ,实现经济效益的显著提 升。
社会效益
优化资源配置,提高社会 效益,增强企业社会责任 感。
报告范围和时间段
范围
本次总结报告覆盖了公司/团队在过 去一段时间内的主要工作领域和业务 流程。
时间段
报告的时间段为XXXX年XX月至XXXX 年XX月,共计XX个月。在此期间,公 司/团队完成了多个重要项目和任务。
02
CATALOGUE
工作总结
工作成果与亮点
01
02
03
04
项目完成情况
成功完成了XX个重点项目, 实现了业务目标。
对团队及个人发展的建议
提升专业技能
鼓励团队成员持续学习,提升专业技能和行业知识,以应对不断变 化的市场需求和技术趋势。
增强创新能力
倡导创新思维,鼓励尝试新方法、新思路,以推动业务持续发展和 突破。
保持积极心态
工厂精益生产改善案PPT(共 33张)
10 5 0
品質不穩定
00:00~ 02:00~ 04:00~ 06:00~ 08:00~ 10:00~ 12:00~ 14:00~ 16:00~ 18:00~ 20:00~ 22:00~
01:00 03:00 05:00 07:00 09:00 11:00 13:00 15:00 17:00 19:00 21:00 23:00
案
傳送帶
安裝節
實施單
層
上標示
拍控制
元生產
節拍線
器
(C1)
(C2)
(C3)
三. 改善歷程(2) --節奏式生產-矩陣分析
構造四個兩兩比較矩陣
A
A/B C1 C2
C3
C1 1 C1/C2 C1/C3 B1 B2
B3
C2 C2/C1 1 C2/C3
…… C3 C3/C1 C3/C2 1
C1 C2 C3
檢嚴重 段
生
工站排 配不合
理
物料搬 運頻繁
前後工站存 在重複動作
產
不
物料設計不 精
合理
益
Machine
Material
三. 改善歷程--改善思路
主要 問題
平衡性浪費
工時浪費
改善 1.消除動作浪費 3.縮短瓶頸時間
內容
2.推行節奏式生產 4.優化排班管理
改善
目的
消除工廠浪費,實現精益生產
三. 改善歷程(1) --改善HI-POT工站-動作分析
三. 改善歷程(1) --改善HI-POT工站-改善實施
合併Hi-Pot & Ast工站
Hi-pot工站 Combine
Ast工站
V=
F C
品質不穩定
00:00~ 02:00~ 04:00~ 06:00~ 08:00~ 10:00~ 12:00~ 14:00~ 16:00~ 18:00~ 20:00~ 22:00~
01:00 03:00 05:00 07:00 09:00 11:00 13:00 15:00 17:00 19:00 21:00 23:00
案
傳送帶
安裝節
實施單
層
上標示
拍控制
元生產
節拍線
器
(C1)
(C2)
(C3)
三. 改善歷程(2) --節奏式生產-矩陣分析
構造四個兩兩比較矩陣
A
A/B C1 C2
C3
C1 1 C1/C2 C1/C3 B1 B2
B3
C2 C2/C1 1 C2/C3
…… C3 C3/C1 C3/C2 1
C1 C2 C3
檢嚴重 段
生
工站排 配不合
理
物料搬 運頻繁
前後工站存 在重複動作
產
不
物料設計不 精
合理
益
Machine
Material
三. 改善歷程--改善思路
主要 問題
平衡性浪費
工時浪費
改善 1.消除動作浪費 3.縮短瓶頸時間
內容
2.推行節奏式生產 4.優化排班管理
改善
目的
消除工廠浪費,實現精益生產
三. 改善歷程(1) --改善HI-POT工站-動作分析
三. 改善歷程(1) --改善HI-POT工站-改善實施
合併Hi-Pot & Ast工站
Hi-pot工站 Combine
Ast工站
V=
F C
新工厂工作规划及改善 ppt课件

4M1E之一:人 • 展开品质教育,持续提高员工质量意识 • 让员工第一次就做对 • 遵循三按,三检,三不政策(要求员工按工艺,按图纸,按标准操作,要求检验员按高品质方面 二、从生产现场上控制(4M1E管理,即:人、机、料、法、环)
• 遵循三按,三检,三不政策
4M1E之三:料 • 制定原材料,加工产品的检验标准 • 让步接收材料的标准制定及管控措施 • 材料的摆放,领用规范, • 材料的搬运,使用周期的控制
我的改善方案及思路
提高品质方面 二、从生产现场上控制(4M1E管理,即:人、机、料、法、环)
4M1E之四:法 • 产品生产工艺的监督 • 操作工人的规范 • 各级质量目标的制定与考核 • 品质追溯制度的推行 • 品质表单的记录,分析总结 • 。。。。
我的改善方案及思路
提高品质方面 二、从生产现场上控制(4M1E管理,即:人、机、料、法、环)
4M1E之二:机 • 设备要经常保养、维护,比如:每周一次的小保养,每月一次的大保养,每天一次的点检及清洁等 • 发现问题在立即处理,避免扩大不良损失。
我的改善方案及思路
提高品质方面 二、从生产现场上控制(4M1E管理,即:人、机、料、法、环)
新工厂工作规划及改善
工厂规划及改善思路
工厂目前现状(品质、成本、效率、交期、安全、士气这六大方面分析)
1.品质现状: • 制程直通率低
➢ 单边测试:目标不良率低于2%,现状:不良率达到5-8% ➢ 半成品测试:目标不良率低于2%,现状:不良率达到5-7% ➢ 成品测试2:目标不良率低:0.5%,现状:不良率达到5-7% • 品质检验标准及规范需要完善 • 品质流程需要完善
• 三按:(要求员工按工艺,按图纸,按标准操作。要覅检验员按工艺,按图纸,按标准检验,要求技术部编制工艺文件,图 纸等并制定标准)
• 遵循三按,三检,三不政策
4M1E之三:料 • 制定原材料,加工产品的检验标准 • 让步接收材料的标准制定及管控措施 • 材料的摆放,领用规范, • 材料的搬运,使用周期的控制
我的改善方案及思路
提高品质方面 二、从生产现场上控制(4M1E管理,即:人、机、料、法、环)
4M1E之四:法 • 产品生产工艺的监督 • 操作工人的规范 • 各级质量目标的制定与考核 • 品质追溯制度的推行 • 品质表单的记录,分析总结 • 。。。。
我的改善方案及思路
提高品质方面 二、从生产现场上控制(4M1E管理,即:人、机、料、法、环)
4M1E之二:机 • 设备要经常保养、维护,比如:每周一次的小保养,每月一次的大保养,每天一次的点检及清洁等 • 发现问题在立即处理,避免扩大不良损失。
我的改善方案及思路
提高品质方面 二、从生产现场上控制(4M1E管理,即:人、机、料、法、环)
新工厂工作规划及改善
工厂规划及改善思路
工厂目前现状(品质、成本、效率、交期、安全、士气这六大方面分析)
1.品质现状: • 制程直通率低
➢ 单边测试:目标不良率低于2%,现状:不良率达到5-8% ➢ 半成品测试:目标不良率低于2%,现状:不良率达到5-7% ➢ 成品测试2:目标不良率低:0.5%,现状:不良率达到5-7% • 品质检验标准及规范需要完善 • 品质流程需要完善
• 三按:(要求员工按工艺,按图纸,按标准操作。要覅检验员按工艺,按图纸,按标准检验,要求技术部编制工艺文件,图 纸等并制定标准)
车间改善问题参考建议PPT课件

车间安全隐患的改良
用钢板代
替木材
第8页/共13页
车间安全隐患的改良
在水管上,按个这 样的水管接口,避 免挤压折断水管
第9页/共13页
内容页
1 车单击间此处颜添面加标题
介绍流 程……
2 车间安全隐患
3
车间节约 单击添加文本 … …
第10页/共13页
车间节约问题的改良
如右图所示,把管道接口由塑 料的换成钢化的,这样就不会 破裂了!
第11页/共13页
车间交叉问题的改良
如右图所示,可以把线圈横向 方向改为纵向方向,线圈克服 重力的作用不会交叉在一起, 这样便可避免交叉磨损
第12页/共13页
点此添加公司名称
Thank you !
谢谢观赏
第13页/共13页
考虑水的冲 击和长期对 生产所用材 质的腐蚀作 用,合理选
材
第5页/共13页
安全隐患的改良
将软管换成纤维塑料管,按 需设计渠道,避免浪费,还 可节省资源,防止水导电!
第6页/共13页
车间安全隐患的改良
如左图这样存在安全隐患 的线头,要用固定装备保 护,防止漏电,或者长期 风化磨损! 第7页/共13页
目录
安全 节能 整洁
第1页/共13页
车间颜面- 整洁的改良
将机器漆好,制作个 如右图所示的折合式 柜子,既可以防止线 头漏电,又可以保持 整洁
பைடு நூலகம்
第2页/共13页
车间颜面- 整洁的改良
如上图所示,机器与机器在外观上 是箱子与箱子的样式排列,拉丝通 过圆孔传送,以免长期生产留下难 以清理的污垢,影响原料输送!
第3页/共13页
车间颜面- 整洁的改良
线圈的抽取可以改造成右图的装 置,使线圈上下方向传送,避免 横置的拉丝伤及人,又可通过在 线圈外部加层锡箔纸,可简化之
工厂管理改善方法课件

控制阶段
建立控制计划,确保改进成果 得以维持。
全面质量管理
01
02
03
04
全员参与
鼓励全体员工参与质量管理, 提高员工的质量意识和责任感
。
全过程控制
对产品从设计、生产到销售的 整个过程进行质量控制,确保
产品符合要求。
全方法管理
运用多种质量管理工具和方法 ,全面提升质量管理水平。
全效益追求
在保证质量的前提下,追求经 济效益和社会效益的统一。
04
实施工厂管理改善的步骤
制定改善计划
明确改善目标
确定工厂管理改善的目标,如 提高生产效率、降低成本、优
化流程等。
分析现状
对工厂的运营现状进行全面分 析,找出存在的问题和改进空 间。
制定改善方案
根据分析结果,制定具体的改 善方案,包括改进工艺、优化 布局、引入新设备等。
制定实施计划
为改善方案的实施制定详细的 计划,包括时间表、责任人、
制定完善的安全应急预案 ,提高应对突发事件的能 力。
质量原则
质量第一
质量管理体系
始终把产品质量放在首位,严格控制 产品质量。
建立完善的质量管理体系,确保产品 质量稳定可靠。
持续改进
不断优化生产工艺、提高产品质量, 满足客户要求。
03
工厂管理改善方法
5S管理法
整顿
将必需品分类、标 识、定位存放,以 便快速取用。
通过优化生产流程和减少浪费,工厂的生产 效率得到显著提高。
员工参与和培训
加强员工参与和培训,提高员工的技能和素 质,增强工厂的竞争力。
质量管理体系完善
引入先进的质量管理理念和方法,确保产品 质量的稳定性和可靠性。
工厂改善报告汇总ppt课件

2.冲切完毕后需要手工检修才可以 交货。
成果说明:
1.对冲切模具进行整改; 2.角度偏差控制在合格范围内; 3.提高效率降低不良; 4.角度变换,突破技术难点
5
主题
改善前:
弯曲一线换模提高效率
改善后:
现状叙述:
成果说明:
1.原结构为垫块,变形严重,使用 1.改善为可旋转的压紧结构;
不便;
2.实现快速定位,准确、可靠;
改善后优点
改善后:
将 进行此利不A用锈dd。钢Y提管o高加ur了长T涂7e厘x料t米的,利能用够率将,此并前且剩能余够的节3省.5K清G的洗涂水料的吸用出量。
3.及时有效的进行提升,调高安全操作性。
13
改善案例-(复押二D线i防a尘g)ram
改善前
改善后
改善前问题点
改善后优点
无防尘设施,生产中空气中灰尘掉落到钢带中导致 快速换模架制作
产品表面鼓包、粒点等品质不良
Add Y1掉o.设落ur计到T防设ex尘备t 罩及,产将品空表气面中,的降杂低物鼓隔包绝粒在点外等界不,良不现会象
3.人员紧缺时可实现一人开机,一键停机 3. 减少开机报废
11
改善案例-(注塑半D自i动a上g料ra)m
改善前
改善后
改善前问题点
1.人工上料,效率低下; 2.等高作业安全隐患; 3.粒料与空气尘土结合,不能保证品质。
改善后优点 1.自动烘料、加料2台注塑机可自动进行切换;
Add Y2o.减ur少Te上xt料时间,提高效率;
7
光电开关
8
▣ 品质改善案例
改善前
产品中间部 位凹坑
设计:李立元 提案:桑贤良 修配:李宗洋
改善后
产品中间部 位无变形
成果说明:
1.对冲切模具进行整改; 2.角度偏差控制在合格范围内; 3.提高效率降低不良; 4.角度变换,突破技术难点
5
主题
改善前:
弯曲一线换模提高效率
改善后:
现状叙述:
成果说明:
1.原结构为垫块,变形严重,使用 1.改善为可旋转的压紧结构;
不便;
2.实现快速定位,准确、可靠;
改善后优点
改善后:
将 进行此利不A用锈dd。钢Y提管o高加ur了长T涂7e厘x料t米的,利能用够率将,此并前且剩能余够的节3省.5K清G的洗涂水料的吸用出量。
3.及时有效的进行提升,调高安全操作性。
13
改善案例-(复押二D线i防a尘g)ram
改善前
改善后
改善前问题点
改善后优点
无防尘设施,生产中空气中灰尘掉落到钢带中导致 快速换模架制作
产品表面鼓包、粒点等品质不良
Add Y1掉o.设落ur计到T防设ex尘备t 罩及,产将品空表气面中,的降杂低物鼓隔包绝粒在点外等界不,良不现会象
3.人员紧缺时可实现一人开机,一键停机 3. 减少开机报废
11
改善案例-(注塑半D自i动a上g料ra)m
改善前
改善后
改善前问题点
1.人工上料,效率低下; 2.等高作业安全隐患; 3.粒料与空气尘土结合,不能保证品质。
改善后优点 1.自动烘料、加料2台注塑机可自动进行切换;
Add Y2o.减ur少Te上xt料时间,提高效率;
7
光电开关
8
▣ 品质改善案例
改善前
产品中间部 位凹坑
设计:李立元 提案:桑贤良 修配:李宗洋
改善后
产品中间部 位无变形
某企业改善报告PPT课件
Zero De六fec、t —内—部W异e常Ca清n 单do it !!!
内部制程异常问题分类
1.12月份第1-2周制程异常单6件,未回复0件,回复率100%
Zero Defect五—、—改We善C活an动d验o it证!!!
目标
A
P
四阶段
C
D
目标
A
P
三阶段
C
D
目标
标准化
改善
A
学习
C
计划
P 标准
4
2905 2652 91.29% 253 170 12 49
5
16782 15372 91.60% 1410 1054 279
56
6
6256 5391 86.17% 865 457 329
0
合计
34921 30906 88.50% 4015 2465 865 438
Ze一ro、D1e2fe月ct份—第— 2W周e CCNaCn良do率it数!据!!
4
37711 33055 87.65% 4656 3570 638
0
5
37123 31616 85.17% 086 45776 86.23% 7310 5793 957
64
合计
231493 199206 86.05% 32237 25100 4127
752
Z一er、o D1e2f月ec份t —第—2周We精C磨an良do率it数!据!!
Z一er、o D1e2f月ec份t —第—1周We精C磨an良do率it数!据!!
检验数 合格数
良率 不良数
划伤 崩边 沙崩
1
32468 27617 85.06% 4851 3593 578 432
生产现场改善ppt

02
现场环境改善
清理整顿现场环境
清除垃圾和杂物
定期清理生产现场的垃圾、 废弃物和无用物品,保持 现场整洁。
整顿设备和工具
对生产设备和工具进行归 类、标识和定位,确保摆 放整齐、易于取用。
改善作业环境
优化生产布局,减少不必 要的搬运和等待,提高作 业效率。
标识标牌规范设置
设备标识
对生产设备进行标识,包括设备 名称、型号、状态等信息,方便
提高产品质量和客户满意度
建立完善的质量管理体系,明确质量标准和检验流程,确保产品质量符合客户要求。
加强员工培训和质量意识教育,提高员工技能和素质,减少人为因素对产品质量的 影响。
定期收集客户反馈和意见,及时响应并处理客户投诉和问题,不断改进产品和服务 质量。
05
员工培训与素质提
升
加强员工技能培训和教育
成果一
通过引入新的生产设备和工艺 ,提高了生产效率和产品质量
。
成果二
优化了生产流程,减少了浪费 和不必要的环节,降低了成本 。
经验教训一
在实施改善措施前,应充分调 研和评估,确保方案的科学性 和可行性。
经验教训二
在改善过程中,应注重团队协 作和沟通,确保各项工作的顺
利进行。
展望未来持续改善方向和目标
定期组织技能培训班
针对不同岗位和工种,定期开设技能培训班,提高员工的技能水 平和操作能力。
引入先进技术和设备培训
及时引入行业内的先进技术和设备,并对员工进行相应的操作和维 护培训。
鼓励员工自我学习
建立学习奖励机制,鼓励员工利用业余时间自我学习,提升个人技 能。
提高员工安全意识和操作规范
加强安全教育培训
方向一
工厂改善报告ppt课件

试产能 问题14 组装完成的产品要搬运到包装后面的品
质部检查,然后又从后面搬运回来,造成搬运 上的浪费。 问题15 现场的品质记录和白板记录很多都没有 填写。
8
目标
提升出货准时率:66%到80% 缩短交期:7天到5天 减少人员:10人 降低成本:每月5万
9
解决措施一
整理信息系统 对各种信息进行整理,使所有必要信息能够及时准确 有效进行传递,逐步减少信息传递的延误时间,做到 信息通畅。这些信息包括但不限于: * IQC验货情况反馈 * 仓库缺料情况 * 测试批量不良 * IC安全库存 * 客户订单临时更改 * 生产进度与计划严重不符 * 设备或治具故障
10 * 工程信息更改
解决措施二
计划排程系统规范 计划必须对所有信息进行归纳分析,制定出合乎实际的生产 计划并要强势推行,对各种异常情况进行总结,在计划中 提前进行一定的反应。
对计划员进行培训,要求其熟悉生产流程和物流,工程,对 计划进行科学安排,认真评估,并与生产主管进行核对。
要求生产系统各部门,包括采购,仓库,品质,生产等严 格按计划进行作业,对影响计划达成的事项必须进行记录 并及时反馈。卡在谁手里,谁就要负责。建立相关奖罚条 款 要求对计划的执行情况进行检讨分析,召开生产协调会或现 场办公会,及时协调处理影响交期的各种问题,培养兼顾 整体的思维习惯和协同作战的公司文化。
工厂管理改善方案
1 概述 2 问题诊断 3 改善方案
目录
2
概述
工厂目前有3层楼,全部员工上白班,每天有 20多个订单,每月产能为500K。测试不良率多 数在2%到10%之间。工艺过程主要有SMT, 测试 ,丝印和喷油及组装,包装。工厂出货要求为 7天,业务助理发出货通知单给仓库,每天发 给货代公司或快递公司。部门都采用Excel管 理数据。工厂员工采用记时工资。
质部检查,然后又从后面搬运回来,造成搬运 上的浪费。 问题15 现场的品质记录和白板记录很多都没有 填写。
8
目标
提升出货准时率:66%到80% 缩短交期:7天到5天 减少人员:10人 降低成本:每月5万
9
解决措施一
整理信息系统 对各种信息进行整理,使所有必要信息能够及时准确 有效进行传递,逐步减少信息传递的延误时间,做到 信息通畅。这些信息包括但不限于: * IQC验货情况反馈 * 仓库缺料情况 * 测试批量不良 * IC安全库存 * 客户订单临时更改 * 生产进度与计划严重不符 * 设备或治具故障
10 * 工程信息更改
解决措施二
计划排程系统规范 计划必须对所有信息进行归纳分析,制定出合乎实际的生产 计划并要强势推行,对各种异常情况进行总结,在计划中 提前进行一定的反应。
对计划员进行培训,要求其熟悉生产流程和物流,工程,对 计划进行科学安排,认真评估,并与生产主管进行核对。
要求生产系统各部门,包括采购,仓库,品质,生产等严 格按计划进行作业,对影响计划达成的事项必须进行记录 并及时反馈。卡在谁手里,谁就要负责。建立相关奖罚条 款 要求对计划的执行情况进行检讨分析,召开生产协调会或现 场办公会,及时协调处理影响交期的各种问题,培养兼顾 整体的思维习惯和协同作战的公司文化。
工厂管理改善方案
1 概述 2 问题诊断 3 改善方案
目录
2
概述
工厂目前有3层楼,全部员工上白班,每天有 20多个订单,每月产能为500K。测试不良率多 数在2%到10%之间。工艺过程主要有SMT, 测试 ,丝印和喷油及组装,包装。工厂出货要求为 7天,业务助理发出货通知单给仓库,每天发 给货代公司或快递公司。部门都采用Excel管 理数据。工厂员工采用记时工资。
改善报告ppt课件
五.個人看法及建议:
1.合理改善员工生活,福利待遇,使员工感受到企业的温暖,减少人员流动; 2.提倡奖罚分明,让员工树立更强的责任心,不能做好做坏都一样; 3.制定合理有效的程序文件,系统化,使各方面的工作順利展开,分工明確, 流程化, 程序化,并保持; 4.建议后续申请3C(CQC)UL质量认证与ISO9001与14000认证.(注:3C (CQC)目前在申请. ) 5.目前公司电源生产已基本成熟 ,建议体系完成流程顺利展开后,后续生产成 品灯具,引进SMT与注塑工艺.
2.1.2将公司公告栏移动至饭堂入口或车间,公告栏可以公告一些5S曝光图片,或 通知及其他事项,可以使全员清楚的了解公司的一些事情.
2.1.3缺少ISO(5S)管理推进小组.
建议:成立ISO(5S)管理小组,由小组每周或每月对车间,办公室,仓库,饭堂等 5S与不符合公司规章制度或流程进行检查稽核,并曝光限期整改,未整改的进 行处罚或绩效扣分.
不接受不良品; 不制造不良品; 不流出不良品; 3.4.3质量方正: 全员参与 持续改进 精益求精 客户满意
3.5品质手册品保部分的详细解释:品质手册将从新机种开发,供应商管
理,进料,生产过程到出货及客诉的品质管理过程所有内容,此手册将
使全体人员明白东菱的品质管理流程,过程及方法,使全体品保人员清
楚,该怎样品管?发生品质异常怎样处理等(此手册将不断完善及修
2.1.4缺少管理培训.
建议: 根据公司发展可以定期进行例如:员工入职培训,各部门专业技能培训,
及品质培训,并考核,
(此培训可以提高工作效率及工作品质,减少不
必
2.1管理方面:
2.1.5缺少程序文件作业流程性文件(程序文件,SOP与外来文件,表单记录)
建议:完善各部门程序及流程文件,并会议决定修改生效受控并按照程序作业.(注: 程序文件若有问题可以不断完善并会议后修改后审批执行)
1.合理改善员工生活,福利待遇,使员工感受到企业的温暖,减少人员流动; 2.提倡奖罚分明,让员工树立更强的责任心,不能做好做坏都一样; 3.制定合理有效的程序文件,系统化,使各方面的工作順利展开,分工明確, 流程化, 程序化,并保持; 4.建议后续申请3C(CQC)UL质量认证与ISO9001与14000认证.(注:3C (CQC)目前在申请. ) 5.目前公司电源生产已基本成熟 ,建议体系完成流程顺利展开后,后续生产成 品灯具,引进SMT与注塑工艺.
2.1.2将公司公告栏移动至饭堂入口或车间,公告栏可以公告一些5S曝光图片,或 通知及其他事项,可以使全员清楚的了解公司的一些事情.
2.1.3缺少ISO(5S)管理推进小组.
建议:成立ISO(5S)管理小组,由小组每周或每月对车间,办公室,仓库,饭堂等 5S与不符合公司规章制度或流程进行检查稽核,并曝光限期整改,未整改的进 行处罚或绩效扣分.
不接受不良品; 不制造不良品; 不流出不良品; 3.4.3质量方正: 全员参与 持续改进 精益求精 客户满意
3.5品质手册品保部分的详细解释:品质手册将从新机种开发,供应商管
理,进料,生产过程到出货及客诉的品质管理过程所有内容,此手册将
使全体人员明白东菱的品质管理流程,过程及方法,使全体品保人员清
楚,该怎样品管?发生品质异常怎样处理等(此手册将不断完善及修
2.1.4缺少管理培训.
建议: 根据公司发展可以定期进行例如:员工入职培训,各部门专业技能培训,
及品质培训,并考核,
(此培训可以提高工作效率及工作品质,减少不
必
2.1管理方面:
2.1.5缺少程序文件作业流程性文件(程序文件,SOP与外来文件,表单记录)
建议:完善各部门程序及流程文件,并会议决定修改生效受控并按照程序作业.(注: 程序文件若有问题可以不断完善并会议后修改后审批执行)
工厂改善报告汇总ppt课件

要使的设等备A待动dd时作Y间更ou,加r T增柔ex加和t 停,止由时原的来缓的4冲0,秒减/件小提设升备到震31动.5,秒/ 件,整体提升效率21.25%,提升后月生产能力可达 10000多套,满足交付要求,并去掉手动安装线;改善 后能源节省:两台设备总功率为3千瓦,每年可节省电 费5000多元;
没有排风等设备,不利于胶水的 存放与使用;
1.整体A规d整d Y,ou整r T齐ex;t 2.保护安全同时具有防尘作用;
而且配胶室周围有很浓的味道, 不利于员工身体健康;
3.房间密闭,有利于胶水存放。
改善案例-〔YFC踏板装扣组立机D性ia能gra改m善)
改善前
改善后
改善前问题点
改善后优点
组立机对蓝色卡扣不识别,导致 经过反复试验,调试设备角度,使其对蓝色卡扣识别。 无法生产。如外协进行加工,此 现在能A正dd常Y使ou用r T。ext 设备报废,并且需花费高额费用。
改善后优点
1.人工上料,效率低下;
1.自动烘料、加料2台注塑机可自动进行切换;
2.等高作业安全隐患;
Add2Y.o减u少r T上ext料时间,提高效率;
3.粒料与空气尘土结合,不能保证品质。 3.消除等高安全隐患;
4.较少粒料与空气尘土接触,ram 改善前
1.增加集中控制功能
2.开机时操作人员需要前后跑动进行操作;Add2Y.o成u型r T机ext.高周波.引取机三台主动力设备具备
3.存在安全隐患,且效率较低。
远程,无需前后跑动开机
3.人员紧缺时可实现一人开机,一键停机
3. 减少开机报废
改善案例-〔注塑半自动上料〕Diagram 改善前
改善后
改善前问题点
改善后
改善前问题点
没有排风等设备,不利于胶水的 存放与使用;
1.整体A规d整d Y,ou整r T齐ex;t 2.保护安全同时具有防尘作用;
而且配胶室周围有很浓的味道, 不利于员工身体健康;
3.房间密闭,有利于胶水存放。
改善案例-〔YFC踏板装扣组立机D性ia能gra改m善)
改善前
改善后
改善前问题点
改善后优点
组立机对蓝色卡扣不识别,导致 经过反复试验,调试设备角度,使其对蓝色卡扣识别。 无法生产。如外协进行加工,此 现在能A正dd常Y使ou用r T。ext 设备报废,并且需花费高额费用。
改善后优点
1.人工上料,效率低下;
1.自动烘料、加料2台注塑机可自动进行切换;
2.等高作业安全隐患;
Add2Y.o减u少r T上ext料时间,提高效率;
3.粒料与空气尘土结合,不能保证品质。 3.消除等高安全隐患;
4.较少粒料与空气尘土接触,ram 改善前
1.增加集中控制功能
2.开机时操作人员需要前后跑动进行操作;Add2Y.o成u型r T机ext.高周波.引取机三台主动力设备具备
3.存在安全隐患,且效率较低。
远程,无需前后跑动开机
3.人员紧缺时可实现一人开机,一键停机
3. 减少开机报废
改善案例-〔注塑半自动上料〕Diagram 改善前
改善后
改善前问题点
改善后
改善前问题点
工厂精益生产改善报告PPT模板

杨先江
160
10100396
许应官
177
09100078
满国栋
192
11020135
刘炫
100
旋转胶波
10100002
徐永虎
922
132
产量取自7月16日L9545SDA437款的产量,节拍25秒,5号机子15:00开始无法作业
09080056
徐发
11020129
卢柱耀
09080071
样板团队改善总结报告
第一事业部洗水厂
汇报人:XXX
汇报时间:2024
LOGO
现状分析|方案制定|方案执行|效果评估
车间现状分析
模板猫须没有做到全查,只有组长抽查
改善方案制定
模板猫须没有做到全查,只有组长抽查
改善方案执行
模板猫须没有做到全查,只有组长抽查
改善效果评估
模板猫须没有做到全查,只有组长抽查
02
改善方案执行
旋转胶波工作状态
试验阶段旋转胶波、台擦、竖胶波产能对比
作业方式
工号
姓名
日产量
人均产量
备注
竖胶波
10100002
徐永虎
154
164
产量取自7月8日L9545SDA437款的平均产量
09080056
徐发
178
11020129
卢柱耀
186
09080071
原生产布局物流路线
改善后生产布局物流路线
目标生产布局物流路线
样板线11人擦砂,每取货、交货一次,总计用时320.7s;以目标产能每人180件/天,每次标准配货5件计算,由专人配、收货每天可节约时间10897.2s,合计3.027h。
160
10100396
许应官
177
09100078
满国栋
192
11020135
刘炫
100
旋转胶波
10100002
徐永虎
922
132
产量取自7月16日L9545SDA437款的产量,节拍25秒,5号机子15:00开始无法作业
09080056
徐发
11020129
卢柱耀
09080071
样板团队改善总结报告
第一事业部洗水厂
汇报人:XXX
汇报时间:2024
LOGO
现状分析|方案制定|方案执行|效果评估
车间现状分析
模板猫须没有做到全查,只有组长抽查
改善方案制定
模板猫须没有做到全查,只有组长抽查
改善方案执行
模板猫须没有做到全查,只有组长抽查
改善效果评估
模板猫须没有做到全查,只有组长抽查
02
改善方案执行
旋转胶波工作状态
试验阶段旋转胶波、台擦、竖胶波产能对比
作业方式
工号
姓名
日产量
人均产量
备注
竖胶波
10100002
徐永虎
154
164
产量取自7月8日L9545SDA437款的平均产量
09080056
徐发
178
11020129
卢柱耀
186
09080071
原生产布局物流路线
改善后生产布局物流路线
目标生产布局物流路线
样板线11人擦砂,每取货、交货一次,总计用时320.7s;以目标产能每人180件/天,每次标准配货5件计算,由专人配、收货每天可节约时间10897.2s,合计3.027h。
工厂问题改善方法.ppt
學一學
有甚麼事物可以讓自己模仿、學習 一下嗎?模仿它的形狀、結構,會有甚麼 結果?學習它的原理、技術,又會有甚麼 結果?
構思十二法則
第九法則
代一代
有甚麼東西能代替另一樣東西嗎? 如果用別的材料、零件、方法等,代替 另一种材料、零件、方法等,行不行?
構思十二法則
第十法則
搬一搬
把這件東西搬到別的地方,還 能有別的用處嗎?這個想法、道理、技 術搬到別的地方,也能用得上嗎?
1.使工作更容易 2.能排除單調性的工作 3.能排除不方便的工作 4.使工作更安全 5.使工作更有生產力 6.改進產品品質 7.節省時間及成本
4.問題從哪裡來?
▲ 為什么加工工件花很長時間? ▲ 怎樣使作業中令人感到煩瑣、麻煩的事情變得輕松? ▲ 加工條件怎樣更合理 ? ▲ 存在設備事故、人身安全的問題或隱患嗎? ▲ 怎樣使浪費減少? ▲ 工治具怎樣改進,可以更方便? ▲ 發生多次NG,怎樣防止? ▲ 作業方法怎樣改變會更有效? 等等
[正反聯想]
是指會讓人產生相反觀念的事物,如左與右、上與下、 善與惡、買方與賣方、黑與白
[類似聯想]
例如飛機與鳥、足球與籃球等
請將天空與茶水用聯想法聯系起來!
天空---茶水
愚巧法
定義:
就是使再愚鈍的人來操作或作業中稍有不注意.也不 會發生錯誤,把事情做得很好,所究出來的周全辦法。
愚巧法的要點:
一.如何加強問題意識?
1.發現新問題是改善的開始。
對重大問題的認識經常是由於對 問題的敏感性、 對問題或現狀的不滿足 或好奇心所引起的。
2、如何提高對問題的敏感性呢?
1.保持健康的心理 2.多問“為什么” 3.好奇心對於發現問題也是很重要的
3.如何發現工作中的問題呢?
有甚麼事物可以讓自己模仿、學習 一下嗎?模仿它的形狀、結構,會有甚麼 結果?學習它的原理、技術,又會有甚麼 結果?
構思十二法則
第九法則
代一代
有甚麼東西能代替另一樣東西嗎? 如果用別的材料、零件、方法等,代替 另一种材料、零件、方法等,行不行?
構思十二法則
第十法則
搬一搬
把這件東西搬到別的地方,還 能有別的用處嗎?這個想法、道理、技 術搬到別的地方,也能用得上嗎?
1.使工作更容易 2.能排除單調性的工作 3.能排除不方便的工作 4.使工作更安全 5.使工作更有生產力 6.改進產品品質 7.節省時間及成本
4.問題從哪裡來?
▲ 為什么加工工件花很長時間? ▲ 怎樣使作業中令人感到煩瑣、麻煩的事情變得輕松? ▲ 加工條件怎樣更合理 ? ▲ 存在設備事故、人身安全的問題或隱患嗎? ▲ 怎樣使浪費減少? ▲ 工治具怎樣改進,可以更方便? ▲ 發生多次NG,怎樣防止? ▲ 作業方法怎樣改變會更有效? 等等
[正反聯想]
是指會讓人產生相反觀念的事物,如左與右、上與下、 善與惡、買方與賣方、黑與白
[類似聯想]
例如飛機與鳥、足球與籃球等
請將天空與茶水用聯想法聯系起來!
天空---茶水
愚巧法
定義:
就是使再愚鈍的人來操作或作業中稍有不注意.也不 會發生錯誤,把事情做得很好,所究出來的周全辦法。
愚巧法的要點:
一.如何加強問題意識?
1.發現新問題是改善的開始。
對重大問題的認識經常是由於對 問題的敏感性、 對問題或現狀的不滿足 或好奇心所引起的。
2、如何提高對問題的敏感性呢?
1.保持健康的心理 2.多問“為什么” 3.好奇心對於發現問題也是很重要的
3.如何發現工作中的問題呢?
21个经典生产车间改善案例ppt课件
1,降低工作台面 2,台面用泡棉垫 3,机械手用泡棉包好.
改善 后
现 状 已执行
改善 结果
1,产品不再被机械手刮伤 15 2,没有灰尘产生。
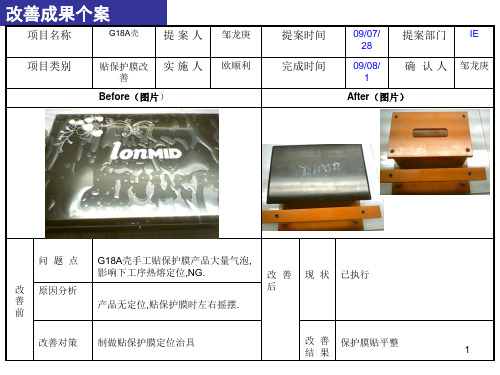
改善成果个案
项目名称
VS7665/7666 提 案 人
IE
项目类别
操作改善 实 施 人 邹龙庚
Before(图片)
提案时间 完成时间
09/07/ 提案部门 IE
Before(图片)
提案时间 完成时间
09/08/ 提案部门 IE
6
09/08/ 6
确 认 人 邹龙庚
After(图片)
问题点
改 善 原因分析 前
改善对策
员工在M8底壳上印日期时动作浪费, 印完产品后将印张放到桌上,用时再 从桌上拿起然后到印尼盒中沾印尼。
章直接放在印尼盒中,因印尼扁平, 会沾大量的印尼到旁边章上,故放在 桌上
确 认 人 车间
After(图片)
问题点
改 善 原因分析 前
每贴完一个产品都需重新贴黄胶纸,割
黄胶纸.
改善
后
治具面积小
现 状 已执行
改善对策 制做一大治具
改 善 可以一次贴好8PCS产品的量,节约
结 果 4秒/8PCS.
11
改善成果个案
项目名称
意大利眼镜 提 案 人
车间
项目类别
5S改善 实 施 人 邹龙庚
17
After(图片)
问题点
改 善 原因分析 前
每班的QC抽检不良品放的到处,导致
漏返工现象
改
善
没有统一规定地方,放置散乱倒置会漏 后 返工
改善对策
规定每班次QC抽检不良品放到办工 室前门口.
改善 后
现 状 已执行
改善 结果
1,产品不再被机械手刮伤 15 2,没有灰尘产生。
改善成果个案
项目名称
VS7665/7666 提 案 人
IE
项目类别
操作改善 实 施 人 邹龙庚
Before(图片)
提案时间 完成时间
09/07/ 提案部门 IE
Before(图片)
提案时间 完成时间
09/08/ 提案部门 IE
6
09/08/ 6
确 认 人 邹龙庚
After(图片)
问题点
改 善 原因分析 前
改善对策
员工在M8底壳上印日期时动作浪费, 印完产品后将印张放到桌上,用时再 从桌上拿起然后到印尼盒中沾印尼。
章直接放在印尼盒中,因印尼扁平, 会沾大量的印尼到旁边章上,故放在 桌上
确 认 人 车间
After(图片)
问题点
改 善 原因分析 前
每贴完一个产品都需重新贴黄胶纸,割
黄胶纸.
改善
后
治具面积小
现 状 已执行
改善对策 制做一大治具
改 善 可以一次贴好8PCS产品的量,节约
结 果 4秒/8PCS.
11
改善成果个案
项目名称
意大利眼镜 提 案 人
车间
项目类别
5S改善 实 施 人 邹龙庚
17
After(图片)
问题点
改 善 原因分析 前
每班的QC抽检不良品放的到处,导致
漏返工现象
改
善
没有统一规定地方,放置散乱倒置会漏 后 返工
改善对策
规定每班次QC抽检不良品放到办工 室前门口.
改善现场总结报告PPT课件

生產製程不穩定造成不良率過高, 產生回廢料。
未依訂單生產,計畫性不足,生產 管理排程計畫無法符合實際訂單需 要。
2020/2/15
11
改善方案
以專案管理方式,成立跨部門專案 小組,對SOP進行優化,以期符合 生產目標,減少怠機。
小組亦須針對生產製程提出改善性 方案以及建議,減少因製程不穩定 所導致之不良增加。
2020/2/15
12
製程浪費
設備不足造成生產排程冗長
製程不穩定,未經優化,需超額生 產以補足不良率。
2020/2/15
13
改善方案
稽核小組定期進行保養維護稽核,以 協助現場落實保修排程。
訂定機器設備年度維護計畫,進行逐 步更新以維持機器穩定,降低因設備 不穩定所造成之製程浪費。
加強人員保修技能培訓,並灌輸成本 觀念以減低除機器設備之外的額外人 為操作損失成本。
2020/2/15
14
總結
依實際年度生產計畫編排相關培訓課 程
結合KPI人員稽核指標,以獎勵取代懲 罰,逐步建立員工對企業之信心以及 向心力,以形成學習組織,建立經營 共識,穩定人力。
教導員工,浪費即是罪惡的正確觀念。
2020/2/15
15
2
時間浪費
標準作業程序建立不完整 SOP不落實 產線拉太長 分工太細 待料時間過長
2020/2/15
3
改善行動方案
建立標準作業程序SOP 以PDCA 進行改善,並SPDA持續維
護。 改善流水線製程,縮短物料運送距
離。 整合產線及加工作業步驟,縮減人
力浪費。
2020/2/15
4
空間浪費
2021111110物料浪費物料浪費即是良率浪費生產製程不穩定造成不良率過高2021111111改善方案以專案管理方式成立跨部門專案小組對sop進行優化以期符合所導致之不良增加
未依訂單生產,計畫性不足,生產 管理排程計畫無法符合實際訂單需 要。
2020/2/15
11
改善方案
以專案管理方式,成立跨部門專案 小組,對SOP進行優化,以期符合 生產目標,減少怠機。
小組亦須針對生產製程提出改善性 方案以及建議,減少因製程不穩定 所導致之不良增加。
2020/2/15
12
製程浪費
設備不足造成生產排程冗長
製程不穩定,未經優化,需超額生 產以補足不良率。
2020/2/15
13
改善方案
稽核小組定期進行保養維護稽核,以 協助現場落實保修排程。
訂定機器設備年度維護計畫,進行逐 步更新以維持機器穩定,降低因設備 不穩定所造成之製程浪費。
加強人員保修技能培訓,並灌輸成本 觀念以減低除機器設備之外的額外人 為操作損失成本。
2020/2/15
14
總結
依實際年度生產計畫編排相關培訓課 程
結合KPI人員稽核指標,以獎勵取代懲 罰,逐步建立員工對企業之信心以及 向心力,以形成學習組織,建立經營 共識,穩定人力。
教導員工,浪費即是罪惡的正確觀念。
2020/2/15
15
2
時間浪費
標準作業程序建立不完整 SOP不落實 產線拉太長 分工太細 待料時間過長
2020/2/15
3
改善行動方案
建立標準作業程序SOP 以PDCA 進行改善,並SPDA持續維
護。 改善流水線製程,縮短物料運送距
離。 整合產線及加工作業步驟,縮減人
力浪費。
2020/2/15
4
空間浪費
2021111110物料浪費物料浪費即是良率浪費生產製程不穩定造成不良率過高2021111111改善方案以專案管理方式成立跨部門專案小組對sop進行優化以期符合所導致之不良增加
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
20
试产能 问题14 组装完成的产品要搬运到包装后面的品
质部检查,然后又从后面搬运回来,造成搬运 上的浪费。 问题15 现场的品质记录和白板记录很多都没有 填写。
8
目标
• 提升出货准时率:66%到80% • 缩短交期:7天到5天 • 减少人员:10人 • 降低成本:每月5万
9
解决措施一
• 整理信息系统 对各种信息进行整理,使所有必要信息能够及时准确 有效进行传递,逐步减少信息传递的延误时间,做到 信息通畅。这些信息包括但不限于: * IQC验货情况反馈 * 仓库缺料情况 * 测试批量不良 * IC安全库存 * 客户订单临时更改 * 生产进度与计划严重不符 * 设备或治具故障 * 工程信息更改
10
解决措施二
• 计划排程系统规范 计划必须对所有信息进行归纳分析,制定出合乎实际的生产 计划并要强势推行,对各种异常情况进行总结,在计划中 提前进行一定的反应。
对计划员进行培训,要求其熟悉生产流程和物流,工程,对 计划进行科学安排,认真评估,并与生产主管进行核对。
要求生产系统各部门,包括采购,仓库,品质,生产等严 格按计划进行作业,对影响计划达成的事项必须进行记录 并及时反馈。卡在谁手里,谁就要负责。建立相关奖罚条 款 要求对计划的执行情况进行检讨分析,召开生产协调会或现 场办公会,及时协调处理影响交期的各种问题,培养兼顾 整体的思维习惯和协同作战的公司文化。
问题3 生产无法按计划进行,计划失去了权威性 ,计划的执行率没有进行统计
问题4 出货达成率很低,多数在50%以下,业务 提出的出货日期与实际不符
问题5 计划员疲于奔命,不断向业助反馈生产异 常状况
6
问题点(4)
问题6 生产对计划不能按要求作业,只是一个参 考。物料无法齐备。
问题7 生产进度控制没有落实到每个小时。 问题8 不良IC不能及时补充,IC到仓库后没有及
工厂管理改善方案
目录
1 概述 2 层楼,全部员工上白班,每天有 20多个订单,每月产能为500K。测试不良率多 数在2%到10%之间。工艺过程主要有SMT, 测试 ,丝印和喷油及组装,包装。工厂出货要求为 7天,业务助理发出货通知单给仓库,每天发 给货代公司或快递公司。部门都采用Excel管 理数据。工厂员工采用记时工资。
要求生产部门提供合理的定额工时
11
解决措施三
• 现场整顿 对仓库的物料放置和标识进行规范,对数量进 行盘点,务必使数据准确。 改善仓库物料管理方法 改善物料配送流程 对生产现场的看板内容进行重新设计,使看板 真正能够监控和指导生产。 对生产物料的放置必须进行规范。改善现场物 料放置方法
12
解决措施四
3
问题点(1)
• 交货期 工厂目前设定的交货期为7天,公司的目标是5 天。但实际表现很不理想,出货准时率一直很 低,具体如下:
4
问题点(2)
• 成本 工厂目前的成本控制还未达到要求。
5
问题点(3)
问题1 待文件的订单PC不知道,已经排在计划上 却不能测试,PC去现场问测试组,说明信息不 畅
问题2 IC的采购申请需要通过PC的计算后反馈到 总部,造成时间延误
• 岗位职责分析 对仓库,品质,SMT和印刷部门人员的岗位职 责进行分析。
13
解决措施五
• 人员调整 根据岗位职责分析结果对人员进行调整,做到 人尽其责。
14
解决措施六
• 治具设备评估 SMT设备优化,减少操作人员 建立测试治具控制方法
15
解决措施七
• 厂区布局 将一楼仓库搬到2楼,重新规划2楼,把一楼租 借出去
16
解决措施八
• 组织结构调整 对工厂整体的组织结构进行优化,使各职位的 配置更加合理
17
解决措施九
• 目标指标设定 建立出货达成率的目标 设定平均交期的指标并设定目标 建立计划执行率的指标并设定目标
18
解决措施十
• 奖罚制度合理化 尽量根据业绩来评定,而且一定根据量化的指 标。
19
谢谢 Thank you
时发给测试,而要测试去问仓库是否有到IC, 影响了出货的及时性 问题9 测试备用IC和半成品库存信息做在本子上 ,不能共享信息,造成沟通不畅 问题10 包装现场混乱,部分包装人员的工作效 率低下
7
问题点(5)
问题11 对生产工艺的改良及现场技术支持较少 。
问题12 生产空间利用率低 问题13 坏的测试口子的不能及时更换,影响测
试产能 问题14 组装完成的产品要搬运到包装后面的品
质部检查,然后又从后面搬运回来,造成搬运 上的浪费。 问题15 现场的品质记录和白板记录很多都没有 填写。
8
目标
• 提升出货准时率:66%到80% • 缩短交期:7天到5天 • 减少人员:10人 • 降低成本:每月5万
9
解决措施一
• 整理信息系统 对各种信息进行整理,使所有必要信息能够及时准确 有效进行传递,逐步减少信息传递的延误时间,做到 信息通畅。这些信息包括但不限于: * IQC验货情况反馈 * 仓库缺料情况 * 测试批量不良 * IC安全库存 * 客户订单临时更改 * 生产进度与计划严重不符 * 设备或治具故障 * 工程信息更改
10
解决措施二
• 计划排程系统规范 计划必须对所有信息进行归纳分析,制定出合乎实际的生产 计划并要强势推行,对各种异常情况进行总结,在计划中 提前进行一定的反应。
对计划员进行培训,要求其熟悉生产流程和物流,工程,对 计划进行科学安排,认真评估,并与生产主管进行核对。
要求生产系统各部门,包括采购,仓库,品质,生产等严 格按计划进行作业,对影响计划达成的事项必须进行记录 并及时反馈。卡在谁手里,谁就要负责。建立相关奖罚条 款 要求对计划的执行情况进行检讨分析,召开生产协调会或现 场办公会,及时协调处理影响交期的各种问题,培养兼顾 整体的思维习惯和协同作战的公司文化。
问题3 生产无法按计划进行,计划失去了权威性 ,计划的执行率没有进行统计
问题4 出货达成率很低,多数在50%以下,业务 提出的出货日期与实际不符
问题5 计划员疲于奔命,不断向业助反馈生产异 常状况
6
问题点(4)
问题6 生产对计划不能按要求作业,只是一个参 考。物料无法齐备。
问题7 生产进度控制没有落实到每个小时。 问题8 不良IC不能及时补充,IC到仓库后没有及
工厂管理改善方案
目录
1 概述 2 层楼,全部员工上白班,每天有 20多个订单,每月产能为500K。测试不良率多 数在2%到10%之间。工艺过程主要有SMT, 测试 ,丝印和喷油及组装,包装。工厂出货要求为 7天,业务助理发出货通知单给仓库,每天发 给货代公司或快递公司。部门都采用Excel管 理数据。工厂员工采用记时工资。
要求生产部门提供合理的定额工时
11
解决措施三
• 现场整顿 对仓库的物料放置和标识进行规范,对数量进 行盘点,务必使数据准确。 改善仓库物料管理方法 改善物料配送流程 对生产现场的看板内容进行重新设计,使看板 真正能够监控和指导生产。 对生产物料的放置必须进行规范。改善现场物 料放置方法
12
解决措施四
3
问题点(1)
• 交货期 工厂目前设定的交货期为7天,公司的目标是5 天。但实际表现很不理想,出货准时率一直很 低,具体如下:
4
问题点(2)
• 成本 工厂目前的成本控制还未达到要求。
5
问题点(3)
问题1 待文件的订单PC不知道,已经排在计划上 却不能测试,PC去现场问测试组,说明信息不 畅
问题2 IC的采购申请需要通过PC的计算后反馈到 总部,造成时间延误
• 岗位职责分析 对仓库,品质,SMT和印刷部门人员的岗位职 责进行分析。
13
解决措施五
• 人员调整 根据岗位职责分析结果对人员进行调整,做到 人尽其责。
14
解决措施六
• 治具设备评估 SMT设备优化,减少操作人员 建立测试治具控制方法
15
解决措施七
• 厂区布局 将一楼仓库搬到2楼,重新规划2楼,把一楼租 借出去
16
解决措施八
• 组织结构调整 对工厂整体的组织结构进行优化,使各职位的 配置更加合理
17
解决措施九
• 目标指标设定 建立出货达成率的目标 设定平均交期的指标并设定目标 建立计划执行率的指标并设定目标
18
解决措施十
• 奖罚制度合理化 尽量根据业绩来评定,而且一定根据量化的指 标。
19
谢谢 Thank you
时发给测试,而要测试去问仓库是否有到IC, 影响了出货的及时性 问题9 测试备用IC和半成品库存信息做在本子上 ,不能共享信息,造成沟通不畅 问题10 包装现场混乱,部分包装人员的工作效 率低下
7
问题点(5)
问题11 对生产工艺的改良及现场技术支持较少 。
问题12 生产空间利用率低 问题13 坏的测试口子的不能及时更换,影响测