制程品质检查及异常处理流程图
IPQC检验流程图

受控
核准
作成
流程 现场资料准备
核对材料
管理
根据生产的机种找相关的资料(BOM、规格书、施胶图、包 装示意书)和样品。
IPQC要核对使用的材料的料号、用量、规格、结构、材质、 颜色是否同材料表、样品、图纸的要求一致。
※必须按规定要求进行确认,有异常马上汇报处理。
首件制作
测试喇叭的性能(FO、阻抗、极性、扫频等),确认所有材 料的搭配与样品是否一致。
※有重大或批量不良时须要停线,决定措施后再生产(在 10-15分钟做出决定),所生产不良品进行隔离并标示,做 出相应处理措施。 ※胶水必须按规定确认涂胶状态及干燥硬度。
检查每个工位的作业手法是否正确,所用治具是否标准.胶 水是否正确.定时检测胶水的调和比例.
按AQL标准抽检,确认产品的特性、外观、材料的使用、配 件的用量。
首件确认(结构、外观、材质等)是否符合性能要求.
首件确 认
首件记录
※首件未完成,而生产已量产,由此产生的不良后果由生产 承担,品管不承担责任。
批量生产
Hale Waihona Puke 重点岗位检查记录/异常处理
巡线检查
汇报处理
制程品质异常 联络单
抽板抽箱检查
记录/异常处理
巡检员协助线长排线,开始生产5-10个的产品要全检.确认 无误后进行批量生产.
※单品(低音、高音)完成后,IPQC需核对样品抽查确认, 完全合格在管理票上盖合格印章,生产看到有合格印才章能 上线组装。
重大品质事件,召集检讨会 并追究管理责任
制程品质异常分析与处理图文

提升产品品质
通过对异常数据的深入挖掘和分析,找出了影响产品品质的关键因素,并针对性地进行优化和改进,从而提 升了产品品质。
提高生产效率
通过实时监测和预警系统,及时发现并处理制程中的品质异常,减少了停机时间和废品率,提高了生产效率。
制程能力评估与提升
定期评估制程能力,识别潜在的制程风险,采取相应的措 施提升制程能力,确保产品符合设计要求。
员工培训与技能提升
加强员工品质意识培训,提高员工对品质标准的认识和执 行力;同时,针对关键岗位进行技能培训,确保员工具备 相应的操作技能。
纠正措施实施及跟踪
异常现象记录与分析
详细记录制程中出现的品质异常现象,包括 时间、地点、产品批次、异常表现等,以便 进行后续的分析和处理。
制程概述
涉及多个复杂工序,包括原材料准备、加工、 组装、测试和包装等环节。
品质要求
产品需满足严格的质量标准,如尺寸精度、电气性能和可靠性等。
问题诊断过程展示
异常现象描述
在某批次产品中,发现部分元器件尺寸超差,导致无法正常组装。
数据收集与分析
收集异常批次产品的生产数据、原材料信息和制程记录,运用统计 技术对数据进行深入分析,找出潜在原因。
制程品质异常分析与处理图文
目 录
• 制程品质异常概述 • 制程品质异常分析方法 • 制程品质异常处理策略 • 案例分析:制程品质异常处理实践 • 工具与方法在制程品质异常处理中应用 • 总结与展望
01 制程品质异常概述
定义与分类
定义
制程品质异常是指在产品制造过程中 出现的与正常生产状态不符的、影响 产品质量的现象。
品质控制流程图【2024版】
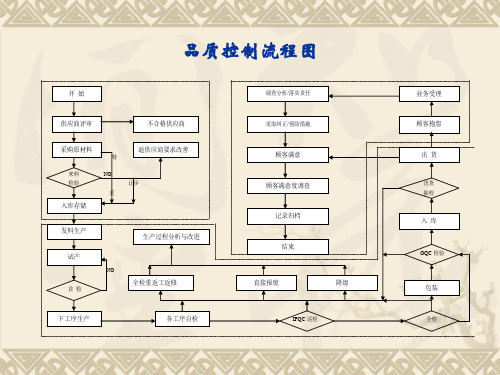
开始
供应商评审
不合格供应商
采购原材料
特
退供应商要求改善
来料 检验
入库存储
NO 让步
采
发料生产
生产过程分析与改进
获试产
首检
NO
全检重返工返修
下工序生产
各工序自检
调查分析/落实责任 采取纠正/预防措施
顾客满意 顾客满意度调查
记录归档 结束
直接报废
降级
IPQC 巡检
业务受理 顾客抱怨
出货
出货 抽检
潜在不符合识别
分析不符合原因
提出预防措施
对策否可行 NO
YES 执行预防措施
验证预防措施 NG
OK 标准化
相关记录存档
1.11 监视和测量装置控制流程
计测量器申购、验收
是否合格YES
计测量登记
是否校准 YES
执行內﹑外校准
校准判定 PASS
校准标识、记录
NO NO FAIL
使用﹑保管﹑维护
临时校准
入库
OQC 检验
包装
全检
目录
1.1进料检验流程 1.2 来料品质异常处理流程 1.3 首件检验流程 1.4 制程异常处理流程 1.5 不良品修理流程 1.6 出货检验流程 1.7 客戶投诉处理流程 1.8 不合格品處理流程 1.9 纠正措施实施流程 1.10 预防措施实施流程 1.11 监视和测量装置控制流程 1.12 产品标识流程 1.13 內部质量体系审核流程
3.修理员须在修理板上标识上自 已的标识
1.6 出货检验流程
生产部将产品 送检OQC
OQC清点数量及 确认状态标识
依成品检验标准及 抽样计划实施检验
PQC检验程序(含表格)
PQC检验程序(ISO9001-2015/IATF16949-2016/QC080000)1.0目的:规范制程质量监控作业,及时检查&稽核并反馈制程不良信息,协助生产预防控制不良品的批量性的产生。
2.0适用范围:适用于PQC对制程质量监控。
3.0用语定义:无4.0职责:4.1PQC检验员主要负责:物料确认、首件检查、工序的品质检查和制程作业的稽核。
4.2PQC班长主要负责制程环境内外的稽核、首件复核及行使班长职责。
5.0作业指引:5.1保护板作业指引:5.1.1领料:PQC检验员依《承认书》、样板及“套料单”对仓库所发物料进行确认,将结果记录在“产品套料确认表”中。
5.1.2首件检查5.1.2.1检查时机:5.1.2.2检查项目5.1.3注意事项:PQC检验员在领料确认时及检查首件时:1)检查产品所有物料的品牌、型号、规格、封装及环保标识是否与《承认书》中“材料清单”规定的是否一致。
2)核对受控样板,确认产品所用的PCB版本、颜色和产品上的材料型号、版本(丝印)颜色、外形是否和样板一致。
5.1.4检查不合格处理:若发现产品有不合格时,知会生产,对其不合格产品进行隔离,加红色拒收标签标识清楚不良原因,按《不合格品控制程序》规定进行处理。
5.2制程检验5.2.1检查标准依《SMT外观检验标准》5.2.2检验方式/要求a.佩戴防静电手环或防静电手套。
b.使用放大镜、显微镜、万用表、电子负载、恒流源、保护板测试仪等检验仪器。
c.目视外观时采用由上而下、由左而右,从90度、45度等多视角进行外观检验。
d.若发现不良缺陷,在不良缺陷处或不良品上贴上红色不良箭头标签。
e.检验项目及标准:检验依照《SMT外观检验标准》、《保护板性能测试QC作业指引》、《承认书》内容及受控样板标准检验。
f.异常反馈/处理:抽检中如果发现有严重品质异常和品质隐患时,必须及时向PQC/生产班长反馈,组织相关部门人员现场分析改善,品质部门进行记录与追踪结果确认。
制程异常处理和品质改善
制程品质改善
二、数据分析
对收集后数据层别分析,找出异常问题真因(SPC)
• 统计分析各站点的直通率/良率数据,找出主要问题站点/问题点 (一般为分析直通率,层别方法:直方图、柏拉图等)
6.如出现其他状况则增加临时会议讨论
案例分析
The End Tkanks!
物料核对 + 功能检测 + 外观检查 + 尺寸量测
➢ 首件检查:防止产品批量性问题发生
物料核对 + 功能检测 + 外观检查 + 尺寸量测
➢ 巡回检查:实时品质控制
Man(人) :
上岗证、训练证、技能合格证(持证方可上岗作业)
Machine(机): 设备保养、程式参数设定、校验、点检
Material(料): BOM、ECN、辅料(料号、规格、型号、厂商)
➢ 制程异常处理 ➢ 制程品质改善
制程品质改善
一.数据收集 二.数据分析 三.确认问题点及改善对策实施 四.制定改善计划(短期验证和长期计划)
制程品质改善
一、数据收集
收集制程的直通率、良率和FA报告
• 直通率(First Pass Yield, FPY)是衡量生产线出产品质水准的一 项指标,用以描述生产质量、工作质量或测试质量的某种状况。
• 层别FA报告并依据4M1E的原则进行分类,确认责任单位/责任人 • 对比层别后直通率和FA报告,找出影响直通率的真因
制程品质改善
三、确认问题点及改善对策实施
• 运用四象限分析法,对问题进行分类 • 优先解决较易达成的问题点(速赢原则),给改善团队确立信心 • 制定验证计划,DOE验证(多组交叉验证) • 找出变异项(4M1E) • 制定改善对策 • 实施并验证改善对策 • 确认可控和不可控项目,确认执行方式和责任人 • 文件标准化
品质异常处理流程-全面科学精
异常处理流程文号:版本:A/01目的为了明确品质异常的处理流程,使发现的问题能得到有效制止及持续改善。
2•品质异常界定原材料异常、在制品异常、半成品异常、成品异常、客户抱怨、质量目标不达成、制程稽核发现异常3.异常处理流程品质异常处理程序包括发现异常、异常分析、异常处理、结果验证、异常结案五个环节。
结果验证操作方法见不合格品处理流程”。
3.1异常处理流程3.1.1原材料异常IQC发现来料异常时需马上通知仓库该批来料异常,并开具《来料异常处理报告》上送主管,仓库接到异常通知后停止入库操作,等待品质主管的接收或退货通知可接收则按正常程序收仓,拒收则退回供应商,并停止入仓手续。
品质部将《品质异常处理单》交采购,由采购部联系供应商进行整改,并跟踪供应商将完成异常报告回传交品质部存档IQC需对改善的来料货品进行检验确认,并提供检验报告以判定供应的改善切实可行。
3.1.2在制品异常IPQC或生产员发现在制品轻微异常时即应提高警觉,迅速评估及判断异常的严重性,若异常不可接受时,立即通知操作员或IPQC,操作员需立即启动调整操作,IPQC 立即记录已生产数量及标识,并跟踪调整结果是否合格,若调整无效则要求操作员停机进行排查调整,直到首检确认合格后方可重启生产,否则记操作员严重违章操作。
IPQC对已完成的异常品进行合格判定,判定为不可接受时按不合格品控制程序”操作。
3.1.3半成品异常IPQC员在制程检查中发现半成品或材料异常时,应评判其异常是否可接受,否则进行标识隔离,通知生产人员进行处理或补救,经确认合格后方可使用。
若生产人员未经处理即强行使用,IPQC员有权将整批该成品判为不合格,并开出《品质异常处理单》上报主管,由主管呈报副总或总经理处理。
3.1.4成品异常仓储等人员在入库时或仓储中发现任何有异常的成品都应将异常反映给OQC,OQC判定该异常是否可接收,否则开出《品质异常处理单》上报主管,并按不合格品控制程序”进行处理。
品质部QRQC现场异常处理流程

相关班组长
技术经理
品质主管
制造经理
经理职责: 原因分析、对策、类似问题再发生的防止。 8H内
品质经理
总经理职责: 1批示处理方式,防止类似问题再发生。 2对策内容关闭批准。 24H内
总经理
三、异常处理方法:
1.在正常生产中有以Байду номын сангаас情况发生时,第一时间通知当班班组长进行处理,并发行《纠正预防措施报告》 或《QRQC异常跟进表》进行对策改善; ①.QC抽检同一产品外观不良≥3%; ②.出货检查发现任何不良时; 2.有以下情况IPQC有权暂停生产线要求生产线立即改善,并发行《纠正预防措施报告》或《QRQC异常跟进表 》; ①.未做首检,设备点检,成型条件点检时; ②.制程IPQC抽检同一产品外观不良≥10%时; ③.任何尺寸不良时; ④.任何超出特殊特性管控范围(SPC管控判异时); ⑤.设备、工装不能正常工作时; 3.在正常生产中无论异常轻重均需报告到部门主管处,部门主管可根据异常实际情况进行处理或决定 是否向更上一级报告。
品质部QRQC现场异常处理流程
承
认
确
认
作 成
一、异常的定义: 1、在正常生产中,由于人员、设备、物料、方法、环境的变异,造成产品性能、尺寸、外观偏离标准。
二、异常处理流程图与职责:
不良发现者(IPQC、IQC、OQC)
发现者职责: 对检查过程中发现的异常进行确认、隔离、 标识、采取防止扩大措施、报告。 0.5H内 班长职责: 对发现者反映的异常进行再确认,联络相关 部门协助对策,并报告。原因分析、对策、 确认对策效果,防止再发生。 1H内 主管职责: 原因分析、对策、改善及确认对策效果,防止 再发生。 4H内
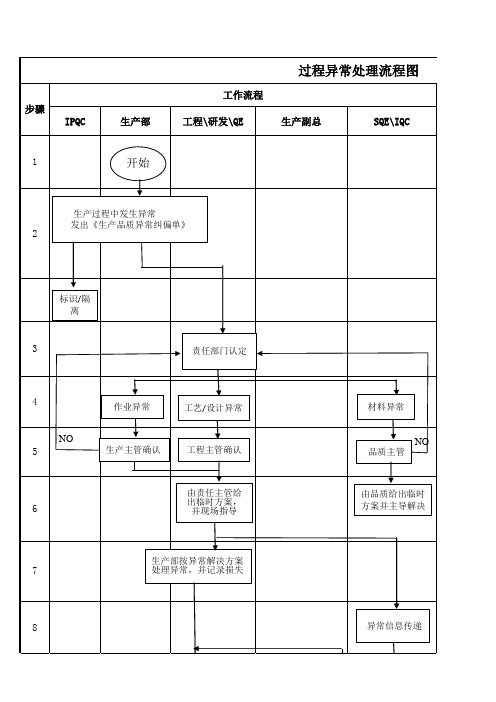
过程异常处理流程图
品质工程师根据品质数据判定是否可以结案
8
材料异常 NO
品质主管 由品质给出临时 方案并主导解决
异常信息传递
9 10 11 12 编制:
效果验证
NO
O K
由责任部门给出长 期纠正措施
上报副总,组队 分析原因
依来料异常处 理流程处理
确定处理对策
NO 品质工程师以及巡检进行监督实施,并对效果确认
结案 审核:
工作内容
1、异常包括:1、巡检人员在首件检验不良、巡线过程发现工艺 纪律不符、产品抽检不良;2、生产人员在生产过程中发现的不 符合作业SOP或产品异常等; 2、生产过程中,生产班组长、员工以及品质巡检发现异常后应 立即向所属部门报告,经主管确认后发出《生产品质异常纠偏单 》; 2、IPQC将生产异常纠偏单交给品质工程师进行分析
1、对于作业不良、工程不良要求责任人给出异常处理方式,如 挑选、返工等,如需改变操作手法等需更改SOP; 2、对于材料不良,要求IQC立即对物料进行确认并给出临时方 案:挑选、更换,对于无法挑选更换的需立即通知采购调货处理 。
针对判定批量返工的并存在品质隐患的: 由品质经理与副总一起裁决最总如何处理;
在确认异常后,由巡检立即对生产产品进行标识/隔离,必要的 需暂时停线
品质工程师对异常现象进行确认,并认定异常责任部门,涉及到 比较专业技能的内容需寻求品质主管或相关开发工程师进行分析
根据原因分析确定异常是属于作业不良\工艺、设计不良还是来 料不良
确认异常归属后由IPQC通知相应部门主管立即前往现场进行确认 处理,品质工程师进行现场跟踪