MAZAK 刀库原点设定
mazake操作面板-对刀操作工件偏移坐标
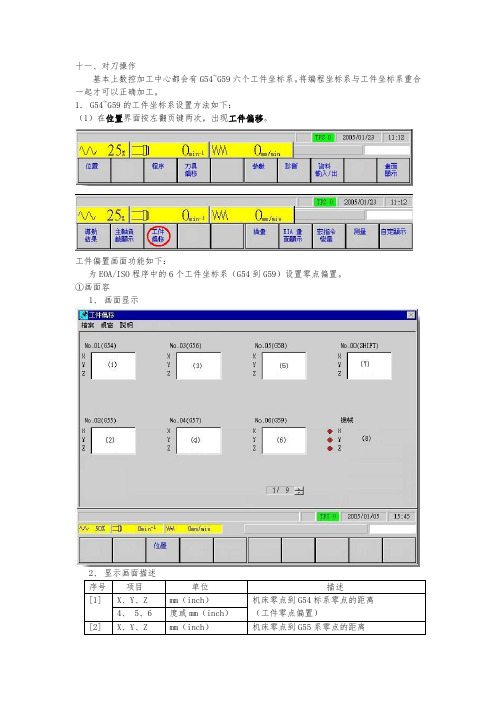
十一、对刀操作基本上数控加工中心都会有G54~G59六个工件坐标系。
将编程坐标系与工件坐标系重合一起才可以正确加工。
1.G54~G59的工件坐标系设置方法如下:(1)在位置界面按左翻页键两次,出现工件偏移。
工件偏置画面功能如下:为EOA/ISO程序中的6个工件坐标系(G54到G59)设置零点偏置。
①画面容1、画面显示序号项目单位描述[1] X、Y、Z mm(inch)机床零点到G54标系零点的距离(工件零点偏置)4、 5、6 度或mm(inch)[2] X、Y、Z mm(inch)机床零点到G55系零点的距离4、 5、6 度或mm(inch)(工件零点偏置)[3] X、Y、Z mm(inch)机床零点到G56系零点的距离(工件零点偏置)4、 5、6 度或mm(inch)[4] X、Y、Z mm(inch)机床零点到G57系零点的距离(工件零点偏置)4、 5、6 度或mm(inch)[5] X、Y、Z mm(inch)机床零点到G58零点的距离(工件零点偏置)4、 5、6 度或mm(inch)[6] X、Y、Z mm(inch)机床零点到G59零点的距离(工件零点偏置)4、 5、6 度或mm(inch)[7] X、Y、Z mm(inch)工件零点在每个工件坐标系上的漂移量。
4、 5、6 度或mm(inch)[8] X、Y、Z mm(inch)与机床项目在位置画中一样。
参见位置画面一样。
4、 5、6 度或mm(inch)②数据注册下面数据可在工件偏置画面中。
1.工件坐标系G54到G59(项目[1][6])的零点偏置值工件零点偏置值是从机床零点到工件零点的偏置值。
2.工件坐标系(项目[7])的偏置值。
用于工件坐标系G54到G59偏移的外部工件零点偏置值.3.设定工件原点偏置值的步骤A.设定已知的工件原点偏置值(1)将光标移动到要设定偏置值的坐标系的相应轴的位置。
按下光标键调出光标,将光标移动到指定位置。
马扎克QT200刀塔原点调整-新
在伺服放大器的寄存器中,实现绝对位置检测。
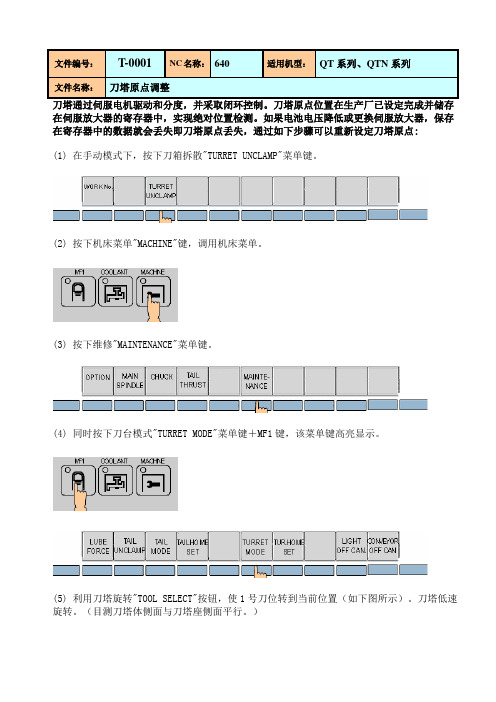
如果电池电压降低或更换伺服放大器,保存在寄存器中的数据就会丢失即刀塔原点丢失,通过如下步骤可以重新设定刀塔原点:(1) 在手动模式下,按下刀箱拆散"TURRET UNCLAMP"菜单键。
(2) 按下机床菜单"MACHINE"键,调用机床菜单。
(3) 按下维修"MAINTENANCE"菜单键。
(4) 同时按下刀台模式"TURRET MODE"菜单键+MF1键,该菜单键高亮显示。
(5) 利用刀塔旋转"TOOL SELECT"按钮,使1号刀位转到当前位置(如下图所示)。
刀塔低速旋转。
(目测刀塔体侧面与刀塔座侧面平行。
)(6) 再次按下刀台方式"TURRET MODE"菜单键,取消高亮显示。
(7) 再次按下刀箱拆散"TURRET UNCLAMP"菜单键,锁紧刀塔。
当刀塔被正确锁紧时,就听不到定位销或电机发出的异常声音。
确认没有异常声音发出。
(8) 利用记号笔标记当前所在位置。
(9) 按下刀箱拆散"TURRET UNCLAMP"菜单键,重新松开刀塔。
(10) 重新同时按下刀台模式"TURRET MODE"菜单键+MF1键,使刀台模式"TURRET MODE"菜单键高亮显示。
(11) 在按下位置设定"TUR. HOME SET"菜单键的同时按下刀塔旋转"TOOL SELECT"按钮,刀塔缓慢旋转到达最近的栅格点停止。
绝对位置坐标系建立。
(12) 旋转刀塔达到步骤(8)所标记位置。
(13) 按下刀台方式"TURRET MODE"菜单键,取消高亮显示状态。
(14) 按下刀箱拆散"TURRET UNCLAMP"菜单键,锁紧刀塔。
MAZAK刀库原点设定

Tool Magazine Home Position Adjustment(M640M) (刀库原点调整M640M 系统,)The magazine servomotor is controlled by MR-J2-CT driver which can adjust the zero point (PK1) position by changing the position data. The procedure below describes how to set it using the ORIGIN SET in the zero-point adjustment.(刀库伺服电机使是被通过改变位置数据能调整零点位置的MR-J2驱动器控制,下面描述的是在原点调整中怎样‘原点设定’)1. Set the PLC parameter R2107 bit F to "1", and turn off the power. (The magazine home return becomes validated.)(更改参数R2107 位F为‘1’,开关机两次)(刀库原点回归有效)2. Make sure that the tool shifter is either in the magazine side or the ATC side.(确认刀具转换机构位置,刀库侧或换刀手臂侧)3. Turn on the power and select the magazine pocket PK1.(选择‘1’号刀袋在换刀位置)4. Press the MACHINE MENU key while the CNC is in the manual mode to display the machine menu, and then press the MAGAZINE SET.MENU key in the machine menu.(手动模式按下MACHINE 菜单后选择MAGZINE SET. MENU)5. Press the ORIGIN MODE menu key while holding the MF1 key pressed.(同时按下MF1和ORIGI MODE 菜单)* This operation makes the magazine rotation slow when the FORWARD and REVERSE buttons on the magazine operation panel and the MAGAZINE JOG CW and MAGAZINE JOG CCW menu keys in the machine menu are used.(此操作可以使刀库用MAGAZIEN JOG CW/CCW菜单 和 FORWARD/REVERSE 按键缓慢旋转)6. By using the FORWARD/REVERSE button on the magazine operation panel and the MAGAZINE JOG CW/MAGAZINE JOG CCW menu key in the machine menu, turn the magazine in order to set the magazine PK1 to the correct ATC position.(用刀库操作面板按键FORWARD/REVERSE 和MAGAZINE JOG CW/CCW 菜单旋转刀库使‘1’号刀袋到合适的换刀位置)* This position agrees with the center position of the tool shifter on the magazine side.(此位置与刀具转换机构在刀库侧的中心位置一致)7. Press the ORIGIN SET key while holding the MF1 key pressed. The menu begins blinking.(同时按下MF1和ORIGIN SET 菜单,ORIGIN SET 菜单开始闪烁)8. Hold the MAGAZINE JOG CW or MAGAZINE JOG CCW menu key pressed until the ORIGIN SET MENU key is highlighted.(持续按下MAGAZINE JOG CW OR MAGAZINE JOG CCW 菜单直到ORIGIN SET MENU 电亮)9. Turn off and on the power and check that the magazine stops at the correct position by rotating it. Note!! please wait 10sec to back on the main braker after turn it off.(关开机后按下MAGAZINE HOME RETURN 菜单,检查确认‘1’号刀袋在正确位置)(关机后再次开机请间隔时间超过10秒)10. Set the PLC parameter R2107 Bit F to "0". (This magazine home return becomes invalidated.)(更改参数R2107位F 为‘0’)。
卧式加工中心MAZATECH PFH5800刀库原点建立手顺

机床报警:269、 212(刀库异常)
1、将PLC参数R2107第F位设为‘ 1 ’,关闭、开启电源两次。
2、确认SHIFTER在刀库侧或ATC侧,并保证刀库旋转时不发生干涉。
3 、 选 择 手 动 模 式 → 〔 MACHINE 〕 键 → 〔 PALLET MAG/TBL SET MENU〕菜单键。
卧式加工中心MAZATECH PFH-5800 刀库原点建立手顺
13、关闭MR-J2菜单,关闭NC电源、主空开
14、等待10秒以上,再打开主空开、NC电源
15 、 选 择 手 动 模 式 → 〔 MACHINE 〕 键 → 〔 PALLET MAG/TBL SET MENU〕菜单键。
16 、 点 击 〔 MAGAZINE HOME RETURN 〕 , 刀 库 有微动,刀库刀袋号变为0 。 刀库原 点被建立
17、将PLC参数R2107第F位设为‘ 0 ’,关闭、开启电源两次。 ·当超过一定的范围时,可能须通过更改MR-J2-CT的“#116 ABS base”参数进行调整。
第 5 页,共 5 页
第 1 页,共 5 页
卧式加工中心MAZATECH PFH-5800 刀库原点建立手顺
4 、 同 时MODE〕菜单键 进入调整模式。
5、进入调整模式后,即使 关闭电源也不能退出该模 式,须连续进行下述操作。 在 该 模 式 下 , 可 用 〔 MAGAZINE JOG CW 〕 / 〔MAGAZINE JOG CCW〕 菜单键或刀库操作盘上的 〔前进〕/〔后退〕按钮缓 慢调整刀库位置。
8、保持上述菜单状态,进 入视窗开始菜单→程式集→ MR-J2-CT-M6 Setup S_W→ MR-J2-CT-M6 Setup S_W, 点击使其启动
Mazak立式加工中心重新设定刀库电气原点作业指导书

Mazak立式加工中心重新设定刀库电气原点作业指导书
Mazak立式加工中心刀库电气原点在放大器电池电量低于2.6V时会丢失,如果因为电池或其他原因丢失了电气原点,请按照以下步骤进行恢复:
1、按屏幕下方左翻页键
2、下图中红圈处诊断菜单键进入诊断主画面
3、下图中红圈处版本菜单键进入版本画面
4、在版本界面,按机床屏幕下方右翻页键
5、现在就可以从机床操作面板直接输入密码1131,如下图所示
6、输入1131后,按机床操作面板上的“INPUT”
7、打开机床数据编辑锁。
8、按屏幕下方左翻页键,点击下图红圈处参数菜单,进入参数菜单界面。
9、点击下图红圈处PLC参数菜单,进入PLC参数菜单界面。
10、点击下图红圈处RB参数菜单。
11、选择RB12号参数,然后点击下图红圈处位输入菜单。
12、选择RB12号参数,然后点击下图红圈处位6菜单,使位6菜单点亮。
13、关闭系统,等待10秒开启系统。
14、按机床面板上扳手键,然后点击下图红圈出F0菜单,进入机械菜单。
15、同时按住MF1+MF2+刀库原点键使刀库原点菜单键点亮,同时按住MF1+MF2+刀库原点设置菜单键使刀库原点设置菜单键点亮。
16、按刀库向前或刀库反转菜单键,完成刀库电气原点的设置。
17、关机——开机。
18、确认刀号是否正确,如果不正确,手动旋转刀库使1号到对准下方,然后按以上步骤重新设计刀库电气原点。
MAZAK车床刀塔原点恢复操作要领

5-2-2 iNtt1.刀塔头尊点刀塔的刀塔头由伺服q达駆动.并采用绝对位誉检测系统.控制器“储着帔初始设定的爭点.进行定位控制。
但在电池电压降低或更换控制器等时.绝对位置数据将消失。
遇此情况时.按如下所示步骤重新设定零点:(1)在手动模式状态.选择“刀箱柝nr菜腋・便刀塔成为松开状杏•(2)按NC悚什盘上的向陆使机械艸显示于砂上.(3)选择机械菜唯中的“縛修”菜尬•Fig- 5-10刀埒的写点汝定(V2)(4)边按MF1键(28)边选择-刀箱模式-菜呛.使菜巾•反转显示.⑸ 按TOOL SELECT键〔43 J・移动刀具号码1的位菱以使其朝向主紬中心找方向(零点位置) (以目测大致对好刀塔和刀塔底座上面)o(6)选择“刀箱模式”菜单.解除反转显示(与MF1 « (28)同时按下)。
(7)选择“刀箱拆散”菜单.使刀塔被夹紧。
通过确认没有夹紧销的碰触声音或马达的蜂鸣音,确认刀塔被正常夹紧。
(8)用标,忐标记现在位置.(9)再次选择“刀箱拆散”菜单"使刀塔成为松开状态•(10)使“刀箱模式”菜单再次反转显示(与MF1键(28)同时按下)•(11)在选择了“刀箱康脚ft定”菜单的状态(在按下菜单键的状态)下•按TOOL SELECT键(43」(F/H)时,刀塔旋转.到达最初権樹位置时自动停止。
绝对位置坐标披建立。
(12)选择“刀箱模式”菜单•,解除反转显示(与MF1键(28)同时按下)・(13)使“刀箱模式”菜单再次反转显示(与MF1键(28)同时按下)・(14)使刀塔移动到在步骤(8)标记的位置。
(15)选抒“刀箱模式”菜单•,解除反转显示。
(16)选择“刀箱拆散”菜单,使刀塔被夹紧。
通过确认没有夹紧销的碰触声音或马达的蜂鸣音.确认刀塔被正常夹紧•(17)按电源断开按钮,断路器的OFF T ON操作連复2次。
按电源接通按QL接通了电源则结束.。
mazake操作面板操作面板功能键地介绍

操作面板功能键的介绍1.1位置画面功能:显示与机床运行状态和工件加工状态相关的各类信息.备注:选择位置画面后,手动操作或自动运行要求的各类功能显示在菜单显示区. 指令菜单项正常显示时的画面指令菜单项反衬显示时的画面显示画面描述4, 5, 6 mm<inch> 或度 附加轴将在下一程序段中移动的剩余距离.〔只适用于有附加轴的情况〕[22] 下个指令G 、M 、T 、B -在要执行的下一个程序段中预置的G 、M 、T 和B 的代码. [23]X, Y, Z mm<inch>机床坐标系中工件零点位置4, 5, 6 mm<inch> 或度 机床坐标系中工件零点位置〔只适用于有附加轴的情况〕[24]WNo.-正在执行的程序的编号与名称WNo. a b c<a ’ b ’><c ’>数据a 、b 、a ’和b ’的意思和[2]中一样.参见[2]项. c 、c ’:程序名称〔如果程序名称为48位,只显示前16位.〕[25] UNo.-当运行中的程序为MAZATROL 时 UNO. a -a ’a : 单元编号 a ’:序列编号 -当运行中的程序为EIA/ISO 程序时 UNO. a -a ’a : 序列编号 a ’: 程序段编号 [26] S 、F 、B 、M 、G-显示模态信息-G 代码中,组15、20的标题和数据不显示.注 1 :数据项[2 0]预读行程和[2 2]下个指令,在以下指令块中不显示. * 含有G28的程序段* EOB 〔程序完毕〕程序段MAZATROL 程序运行时,当内部控制指令与上述命令相吻合时,不显示.注 2 :因为相关刀尖路径自动插入,对于具有直径补偿的外角加工,有时程序中没有的指令也回显示 出来.1.2.机床显示面板图如下: 2.机床操作面板图如下 2.1操作按钮说明按钮名称功能左翻页键.切换界面选择键选择相对的显示键的功能.右翻页键.切换界面复位健解除进展中的一个命令操作;去除警报.去除键去除警报或去除所输入的数据数据删除取消光标所指示的所有数据输入键输入数据后按下此键视窗计算机: 按下开然后移动光标选择NC/计算机窗口,按两下关回车键确认与换行上档键此键配合字母键用,调用小字母〔用法如电脑的shift〕快进倍率键调节各轴快速移动速度的百分比主轴转速率键调节主轴的转速.加工进给率键切削进给倍率键,调节各轴进给移动速度.冷却开关键控制冷却的开与关冷却键选择冷却方式刀库管理键按此键与是ATC刀库相关菜单和第二原点菜单.回原点机械原点,也是回零键.有两种回原点方式:1、第一次回原点:此键与X、Y、Z移动进给键配合使用.2、第2次回原点:此键与机动回零键一起使用.手动快速移动键可以快速手动手轮选择键注:第一次回原点是指机床断电开机后机床回零那一次;第二次回原点是指第一次回零后的单步执行键使程序单步执行手动输入键可以在这进展手动编程移动光标键<上下左右> 移动光标下翻页键向上翻面上翻页键向下翻面TAB切换键切换〔相当于电脑的TAB键〕主轴旋转开控制主轴的开主轴旋转停控制主轴的停机械门锁键控制机床防护门的开与关启动键程序的执行进给停止键程序暂停键机械参数锁设定参数修改打开与锁定编程锁定设定程序修改打开与锁定夹头的松紧开关松开与夹紧夹头VFC键, 把已调节的速度存到程序中辅助功能键,与其它功能键配合一起用. 硬盘操作键此键里存储的空间较大,存存放器运行键存储量较少, 大概是2MB 机动回零键与原点键配合使用负X轴移动键X轴负方向移动进给正X轴移动键X轴正方向移动进给负Y轴移动键Y轴负方向移动进给正Y轴移动键Y轴正方向移动进给负Z轴移动键Z轴负方向移动进给正Z轴移动键Z轴正方向移动进给此功能没有激活此功能没有激活手轮移动方向选择键可按照选择方向,利用手轮移动经X、Y、Z进给手轮可按照刻度移动出想要的距离,可以准确到1um紧急停止按钮遇到紧急情况可按此键终止机床所有动作.。
Mazak立式加工中心重新设定ATC臂电气原点作业指导书
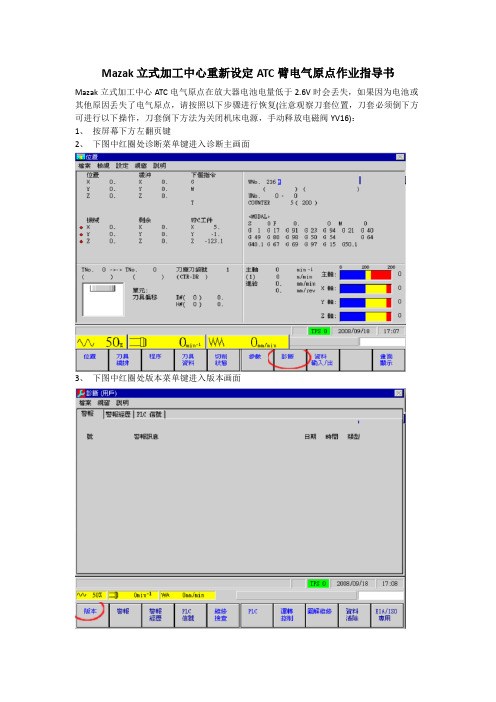
Mazak立式加工中心重新设定ATC臂电气原点作业指导书Mazak立式加工中心ATC电气原点在放大器电池电量低于2.6V时会丢失,如果因为电池或其他原因丢失了电气原点,请按照以下步骤进行恢复(注意观察刀套位置,刀套必须倒下方可进行以下操作,刀套倒下方法为关闭机床电源,手动释放电磁阀YV16):1、按屏幕下方左翻页键2、下图中红圈处诊断菜单键进入诊断主画面3、下图中红圈处版本菜单键进入版本画面4、在版本界面,按机床屏幕下方右翻页键5、现在就可以从机床操作面板直接输入密码1131,如下图所示11316、输入1131后,按机床操作面板上的“INPUT”7、打开机床数据编辑锁。
8、按屏幕下方左翻页键,点击下图红圈处参数菜单,进入参数菜单界面。
9、点击下图红圈处PLC参数菜单,进入PLC参数菜单界面。
10、点击下图红圈处RB参数菜单。
(VTC-160将R2105参数0043更改为4043)11、选择RB12号参数,然后点击下图红圈处位输入菜单。
12、选择RB12号参数,然后点击下图红圈处位6菜单,使位6菜单点亮。
13、关闭系统,等待10秒开启系统。
14、按机床面板上扳手键,然后点击下图红圈出F0菜单,进入机械菜单。
15、按机床面板上右软键。
16、同时按住MF1+MF2+ATC臂原点模式菜单键使ATC臂原点模式菜单键点亮,同时按住MF1+MF2+ATC臂原点设置菜单键使ATC臂原点设置菜单键点亮。
17、按ATC臂马达CW或ATC臂马达CCW菜单键,使ATC臂原点模式和ATC臂原点设置键灯熄灭,完成ATC电气原点的设置。
18、关机——开机。
19、重新进入ATC臂调整界面,重复点击ATC臂0度键,直到该菜单键灯点亮。
20、用三件套检查ATC臂位置是否正确,如果不正确,调整ATC臂后按以上步骤重新设定ATC电气原点。
21、重新进入设置,将RB12号参数位6灯熄灭,关机——开机,完成整个ATC臂零点的设置。
MAZAK机床操作说明书

MAZAK 机床操作说明书操作说明书 MAZATROL MATRIX (INTEGREX IV 规格) NC 单元的操作和自动运行准备说明书编号: H740S30030C 机械编号: 在使用本机之前,请充分掌握本说明书内容,进行正确的操作或作业。
如果有任何疑问之处,请与就近的MAZAK 技术服务中心或技术中心联系。
重要说明 1. 务必遵守说明书内的安全事项,以及贴在机械上的安全铭牌的内容。
如果没有遵从这些内容,可能会造成重大的人身事故或物品损害。
如果需要交换用的安全铭牌,请向MAZAK 技术服务中心或技术中心订购。
2. 切忌擅自进行影响机械安全性的任何改造。
如果希望进行改造,请与MAZAK 技术服务中心或技术中心联系。
3. 为说明细节部分,本说明书中部分例图以卸下护罩或门的状态画出。
请注意,为安全起见,在实际运转时必须装好。
4. 本说明书根据最新材料编写,然而因为不断的技术革新而万一在所购买的机械与本说明书内容有所不同,请与MAZAK 技术服务中心或技术中心联系。
MAZAK 技术服务中心或技术中心将会提供正确的资料。
5. 请将本使用说明书保管在机械附近,以便随时查阅。
6. 要重新订购说明书时,请与说明书编号(或机械名称、机械编号、说明书名称)一并与就近的 MAZAK 技术服务中心或技术中心联系。
说明书制作: YAMAZAKI MAZAK CORP. 说明书编辑科02. 2006 第3 部NC 单元的操作和自动运行准备INTEGREX IV 规格H740S30030C 安全注意事项S-1 安全注意事项前言为进一步安全使用安装有CNC(电脑数控)装置(以下简称NC)的本机,下面说明有关NC 的安全注意事项。
为此,不仅是进行程序设计的人员,而且是进行机械操作等的人员也需要充分掌握本说明书内容后进行作业。
另外,根据所使用的NC 不同,由于没有对应的功能、任选装置,因此会有不符合的注意事项,但希望通读一下。
Mazak机床重新设定原点作业指导书
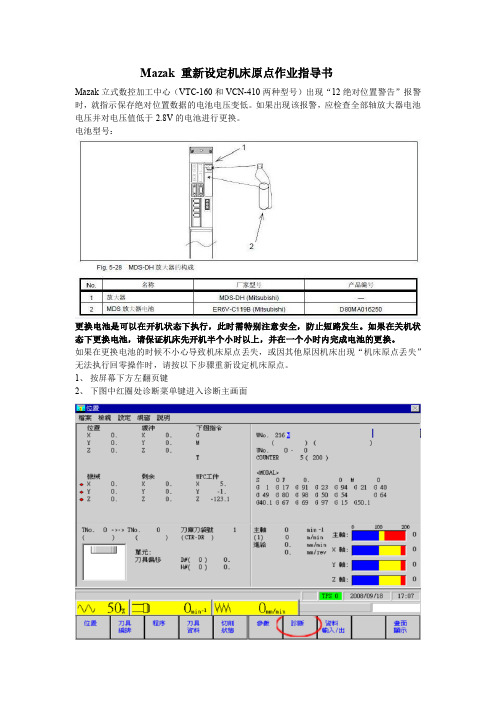
Mazak 重新设定机床原点作业指导书
Mazak立式数控加工中心(VTC-160和VCN-410两种型号)出现“12绝对位置警告”报警时,就指示保存绝对位置数据的电池电压变低。
如果出现该报警,应检查全部轴放大器电池电压并对电压值低于2.8V的电池进行更换。
电池型号:
更换电池是可以在开机状态下执行,此时需特别注意安全,防止短路发生。
如果在关机状态下更换电池,请保证机床先开机半个小时以上,并在一个小时内完成电池的更换。
如果在更换电池的时候不小心导致机床原点丢失,或因其他原因机床出现“机床原点丢失”无法执行回零操作时,请按以下步骤重新设定机床原点。
1、按屏幕下方左翻页键
2、下图中红圈处诊断菜单键进入诊断主画面
3、下图中红圈处版本菜单键进入版本画面
4、在版本界面,按机床屏幕下方右翻页键
5、现在就可以从机床操作面板直接输入密码1131,如下图所示
1131
6、输入1131后,按机床操作面板上的“INPUT”
7、进入参数画面,按下图的“SERVO MONITOR”菜单键,在右侧会多出“参数”菜单
8、按“参数”菜单,参数菜单会变成红色,屏幕上就会弹出主轴参数设置框
9、使用机床操作面板上的翻页键(上翻页、下翻页)和方向键来移动光标选择参数SV17号参数。
10、将X、Y、Z和A轴的SV17号参数由&208C调整为&200C(即由“绝对位置控制”改为“相对位置控制”)
11、关机——开机,执行机床回零操作。
12、机床报警消除后,重复以上步骤将SV17号参数改回到原来的&208C。
13、关机——开机,检查机床回零,确认各轴动作正常。
马扎克 MAZATROL MAZAK 加工中心操作说明书

马扎克 MAZATROL MAZAK 加工中心操作说明书1. 简介马扎克MAZATROL MAZAK加工中心是一种先进的数控加工设备,具有高精度、高效率、多功能的优点。
本操作说明书旨在帮助操作员了解如何正确操作马扎克加工中心,以确保设备的正常运行和操作安全。
2. 设备组成马扎克MAZATROL MAZAK加工中心由以下几个主要组成部分组成:2.1 控制系统控制系统是马扎克加工中心的核心,它负责接收操作员输入的指令,并控制机床的动作、工具切换、工件夹持等。
2.2 机床本体机床本体是马扎克加工中心的实际加工设备,包括主轴、进给轴、主轴夹具等。
它接受控制系统的指令,并进行相应的运动和加工操作。
2.3 自动换刀系统自动换刀系统能够自动切换不同的刀具进行加工,提高加工效率。
操作员可以根据不同的加工要求设定合适的刀具切换方案。
2.4 冷却液系统冷却液系统负责向刀具提供冷却润滑剂,降低切削温度,提高切削效率和工具寿命。
3. 操作流程以下是马扎克MAZATROL MAZAK加工中心的基本操作流程:3.1 开机1.检查电源连接是否正常,确保设备接地良好。
2.打开主电源,待设备完成自检并启动后,打开控制系统电源。
3.根据操作系统提示,登录系统。
3.2 加载加工程序1.使用USB设备或网络上传加工程序文件。
2.在控制系统中选择加载加工程序的路径和文件。
3.检查加载的加工程序是否正确。
3.3 设置工件坐标系1.根据实际情况,选择合适的工件坐标系。
2.使用工具进行测量和校准,确保工件位置的准确性。
3.4 设置切削条件1.根据加工要求,设定合适的切削速度、进给速度等参数。
2.根据刀具种类和材料选择合适的冷却液。
3.5 预备操作1.安装合适的夹具,固定工件。
2.根据切削条件确定合适的刀具,并安装在主轴夹具上。
3.调整工件位置和刀具位置,确保加工路径和刀具路径相符。
3.6 开始加工1.启动加工程序,控制系统会自动执行加工操作。
mazak设定刀库电气原点

mazak设定刀库电气原点
M640 VTC三位数系列
设定刀库电气原点
备注:适用于因更换刀库伺服电机使电气原点丢失产生的报警。
1、将1号刀套位置至于当前位置,即可以实现换刀位置。
注:如果当前位置不是1号刀套,先按以下步骤设定原点,然后使刀库在正常状态下旋转,使1号刀套转到当前刀位,再按如下步骤重新设定一次原点。
2、按下诊断-版本-诊断监控,将诊断监控画面中的PLC参数R2105由0043改为4043,关
断电源,使原点设定有效。
(VNC机型由0003改为6003)
3、接通电源,在手动模式下,按下MACHINE机床菜单键,调用机床菜单。
4、按下F0 菜单键。
(确定‘机械手0’菜单键是否为点亮状态,如果未点亮,请先设定机
械手原点)
5、同时按下刀库原点菜单键+MF1键,该菜单键点亮。
6、同时按下刀库原点设定菜单键+MF1键,该菜单键点亮。
7、同时按下刀库正向电动菜单键+MF1键,直到点亮的刀库原点菜单键和刀库原点设定菜
单键熄灭为止。
8、关断电源(等待10秒以上)再接通电源。
9、按下刀库返回零点菜单键,使刀库返回原点。
10、将参数R2105改为0043,关断电源,使刀库原点位置设定无效。
MAZAK QTN尾座原点设定
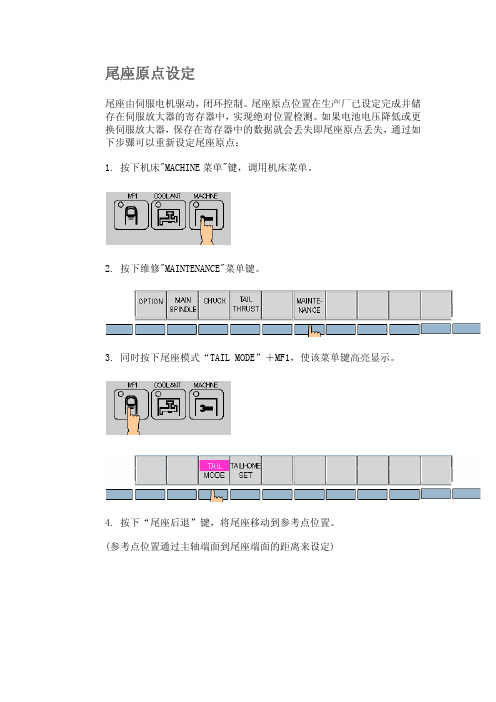
尾座原点设定
尾座由伺服电机驱动,闭环控制。
尾座原点位置在生产厂已设定完成并储存在伺服放大器的寄存器中,实现绝对位置检测。
如果电池电压降低或更换伺服放大器,保存在寄存器中的数据就会丢失即尾座原点丢失,通过如下步骤可以重新设定尾座原点:
1. 按下机床"MACHINE菜单"键,调用机床菜单。
2. 按下维修"MAINTENANCE"菜单键。
3. 同时按下尾座模式“TAIL MODE”+MF1,使该菜单键高亮显示。
4. 按下“尾座后退”键,将尾座移动到参考点位置。
(参考点位置通过主轴端面到尾座端面的距离来设定)
(摘自保养手册)
QTN-100主轴端面到尾座端面的距离是601mm (23.66 in.)
5. 按下尾座位置设定“TAILHOME SET”菜单键。
(此位置就是尾座原点。
)
6. 按下尾座前进按键。
尾座向前移动,当到达第一个栅格位置,尾座自动停止。
绝对位置坐标系建立。
7. 同时按下尾座模式“TAIL MODE”菜单键+MF1,取消菜单高亮显示状态。
8. 再次按下 尾座位置设定“TAILHOME SET”菜单键,取消高亮显示状态。
9. 关断NC电压,关断机床主电源。
10秒钟之后,再次接通电源。
加工中心刀库原点的调整和记忆

加工中心刀库原点的调整和记忆
李良
【期刊名称】《设备管理与维修》
【年(卷),期】2008(000)005
【摘要】中国兵器工业第二O二所两台日本马扎克(MAZAROL)相继出现212号故障报警,内容为刀库故障。
经查判断为刀库伺服电池(MR—BAT 3.6V)电量过低造成。
只有进行如下步骤,才能排除故障:
【总页数】1页(P64)
【作者】李良
【作者单位】中国兵器工业第二○二研究所产品试制部,陕西成阳市毕塬东路5号,712099
【正文语种】中文
【中图分类】TG5
【相关文献】
1.MC12加工中心换刀位置及刀库零点调整思路
2.加工中心刀库机械手换刀位置调整方法
3.VTC-20B加工中心"212"报警及刀库调整
4.米克朗UCP1 x50加工中心刀库卡死故障处理及调整方法
5.DMU70E加工中心双刀链刀库的维修与调整
因版权原因,仅展示原文概要,查看原文内容请购买。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
Tool Magazine Home Position Adjustment(M640M) (刀库原点调整M640M 系统,)
The magazine servomotor is controlled by MR-J2-CT driver which can adjust the zero point (PK1) position by changing the position data. The procedure below describes how to set it using the ORIGIN SET in the zero-point adjustment.
(刀库伺服电机使是被通过改变位置数据能调整零点位置的MR-J2驱动器控制,
下面描述的是在原点调整中怎样‘原点设定’)
1. Set the PLC parameter R2107 bit F to "1", and turn off the power. (The magazine home return becomes validated.)
(更改参数R2107 位F为‘1’,开关机两次)(刀库原点回归有效)
2. Make sure that the tool shifter is either in the magazine side or the ATC side.
(确认刀具转换机构位置,刀库侧或换刀手臂侧)
3. Turn on the power and select the magazine pocket PK1.
(选择‘1’号刀袋在换刀位置)
4. Press the MACHINE MENU key while the CNC is in the manual mode to display the machine menu, and then press the MAGAZINE SET.MENU key in the machine menu.
(手动模式按下MACHINE 菜单后选择MAGZINE SET. MENU)
5. Press the ORIGIN MODE menu key while holding the MF1 key pressed.
(同时按下MF1和ORIGI MODE 菜单)
* This operation makes the magazine rotation slow when the FORWARD and REVERSE buttons on the magazine operation panel and the MAGAZINE JOG CW and MAGAZINE JOG CCW menu keys in the machine menu are used.
(此操作可以使刀库用MAGAZIEN JOG CW/CCW菜单 和 FORWARD/REVERSE 按键缓慢旋转)
6. By using the FORWARD/REVERSE button on the magazine operation panel and the MAGAZINE JOG CW/MAGAZINE JOG CCW menu key in the machine menu, turn the magazine in order to set the magazine PK1 to the correct ATC position.
(用刀库操作面板按键FORWARD/REVERSE 和MAGAZINE JOG CW/CCW 菜单旋转刀库使‘1’号刀袋到合适的换刀位置)
* This position agrees with the center position of the tool shifter on the magazine side.
(此位置与刀具转换机构在刀库侧的中心位置一致)
7. Press the ORIGIN SET key while holding the MF1 key pressed. The menu begins blinking.
(同时按下MF1和ORIGIN SET 菜单,ORIGIN SET 菜单开始闪烁)
8. Hold the MAGAZINE JOG CW or MAGAZINE JOG CCW menu key pressed until the ORIGIN SET MENU key is highlighted.
(持续按下MAGAZINE JOG CW OR MAGAZINE JOG CCW 菜单直到ORIGIN SET MENU 电亮)
9. Turn off and on the power and check that the magazine stops at the correct position by rotating it. Note!! please wait 10sec to back on the main braker after turn it off.
(关开机后按下MAGAZINE HOME RETURN 菜单,检查确认‘1’号刀袋在正确位置)(关机后再次开机请间隔时间超过10秒)
10. Set the PLC parameter R2107 Bit F to "0". (This magazine home return becomes invalidated.)
(更改参数R2107位F 为‘0’)。